Ceramic Laser Materials

Abstract
:1. Introduction

| Material | κ (W/m·K) | α (ppm/K) | E (GPa) | ν | K1c (MPa·m1/2) | RT (10−20 m2/W) |
|---|---|---|---|---|---|---|
| MgO | 60 | 11.9 | 294 | 0.186 | 2 | 28 |
| MgAl2O4 | 19 | 5.95 | 258 | 0.2 | 2 | 20 |
| Y2O3 | 13.6 | 7.4 | 173 | 0.307 | 2 | 14 |
| Sc2O3 | 16.5 | 6.7 | 221 | 0.3* | 2* | 16 |
| Lu2O3 | 12.5 | 5.5 | 178 | 0.3* | 2* | 18 |
| Gd3Ga5O12 | 7.4 | 7.5 | 255 | 0.28 | 1.2 | 3.8 |
| Gd3Sc2Ga5O12 | 4.9 | 7.3 | 210 | 0.28 | 1.2 | 2.7 |
| Y3Al5O12 | 10.8 | 6.1 | 282 | 0.28 | 2.2 | 9.9 |
| Lu3Al5O12 | 8.3 | 6.0 | -- | -- | -- | -- |
| CaF2 | 9.2 | 19.6 | 110 | 0.25 | 0.5 | 1.6 |
| SrF2 | 9.9 | 19.0 | 90 | 0.25 | -- | -- |
| BaF2 | 12.1 | 21.1 | 53 | 0.343 | -- | -- |
| LG-750 glass | 0.6 | 13.2 | 50 | 0.26 | 0.45 | 0.30 |
| Material | n (index) | dn/dT (ppm/K) | δ (ppm/K) | n2 [11] (10−13 esu) | γ (10−20 m2/W) |
|---|---|---|---|---|---|
| MgO | 1.736 | 19 | 27.8 | 1.61 | 3.89 |
| MgAl2O4 | 1.72 | 13.2 | -- | 1.5 | 3.66 |
| Y2O3 | 1.78 | -- | -- | 5.33 | 12.60 |
| Sc2O3 | 1.85 | -- | -- | -- | -- |
| Lu2O3 | 1.83 | -- | -- | -- | -- |
| Gd3Ga5O12 | 1.945 | 17.4 | 24.5 | 8.1 | 17.46 |
| Gd3Sc2Ga5O12 | 1.943 | 10.9 | 17.9 | -- | -- |
| Y3Al5O12 | 1.816 | 7.83 | 12.8 | 2.7 | 6.23 |
| Lu3Al5O12 | 2.14 | 4.88 | 11.7 | 5.5 | 10.77 |
| SrTiO3 | 2.31 | -- | -- | 26.7 | 48.45 |
| ZrO2 (c) | 2.176 | -- | -- | 5.8 | 11.17 |
| CaF2 | 1.429 | −10.6 | −2.2 | 0.43 | 1.26 |
| SrF2 | 1.439 | −12 | −3.7 | 0.5 | 1.46 |
| BaF2 | 1.468 | −14 | −4.13 | 0.67 | 1.91 |
| Sr5(PO4)3F | 1.61262/1.61760 | −5/0 | 0.2/5.9 | 1.57 | 4.07 |
| LG-750 | 1.516 | −5.1 | 1.7 | 1.08 | 2.99 |
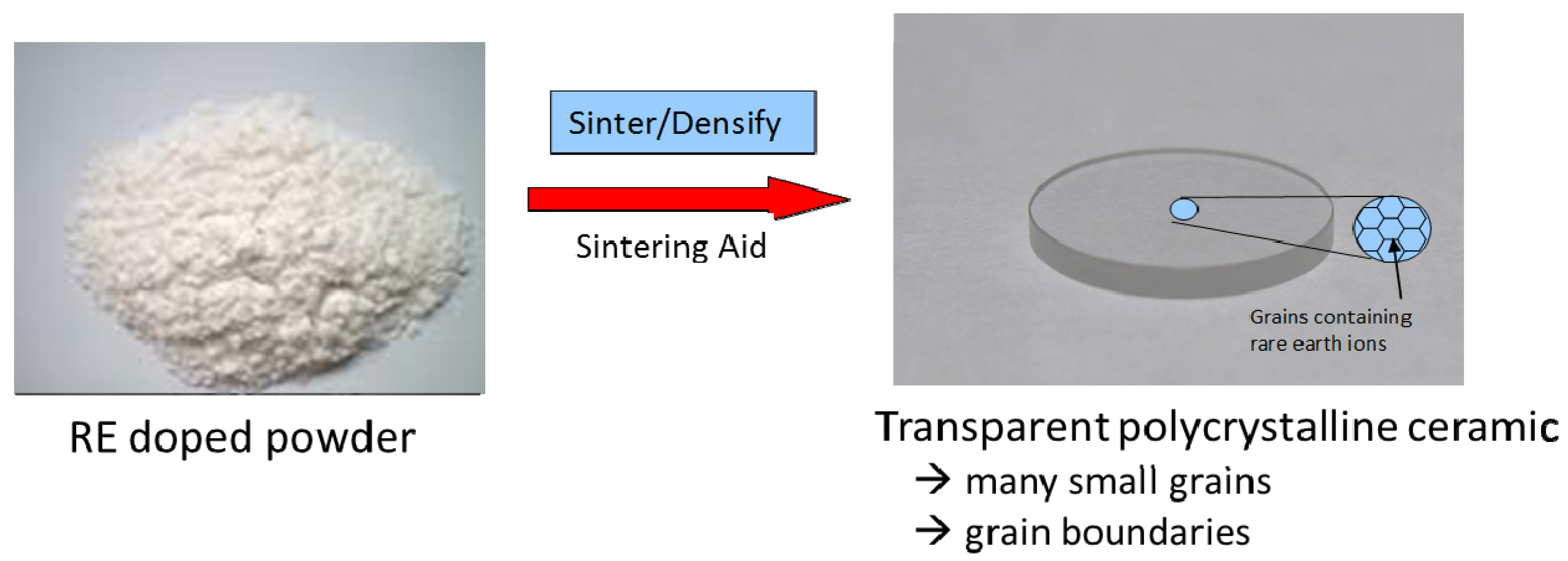
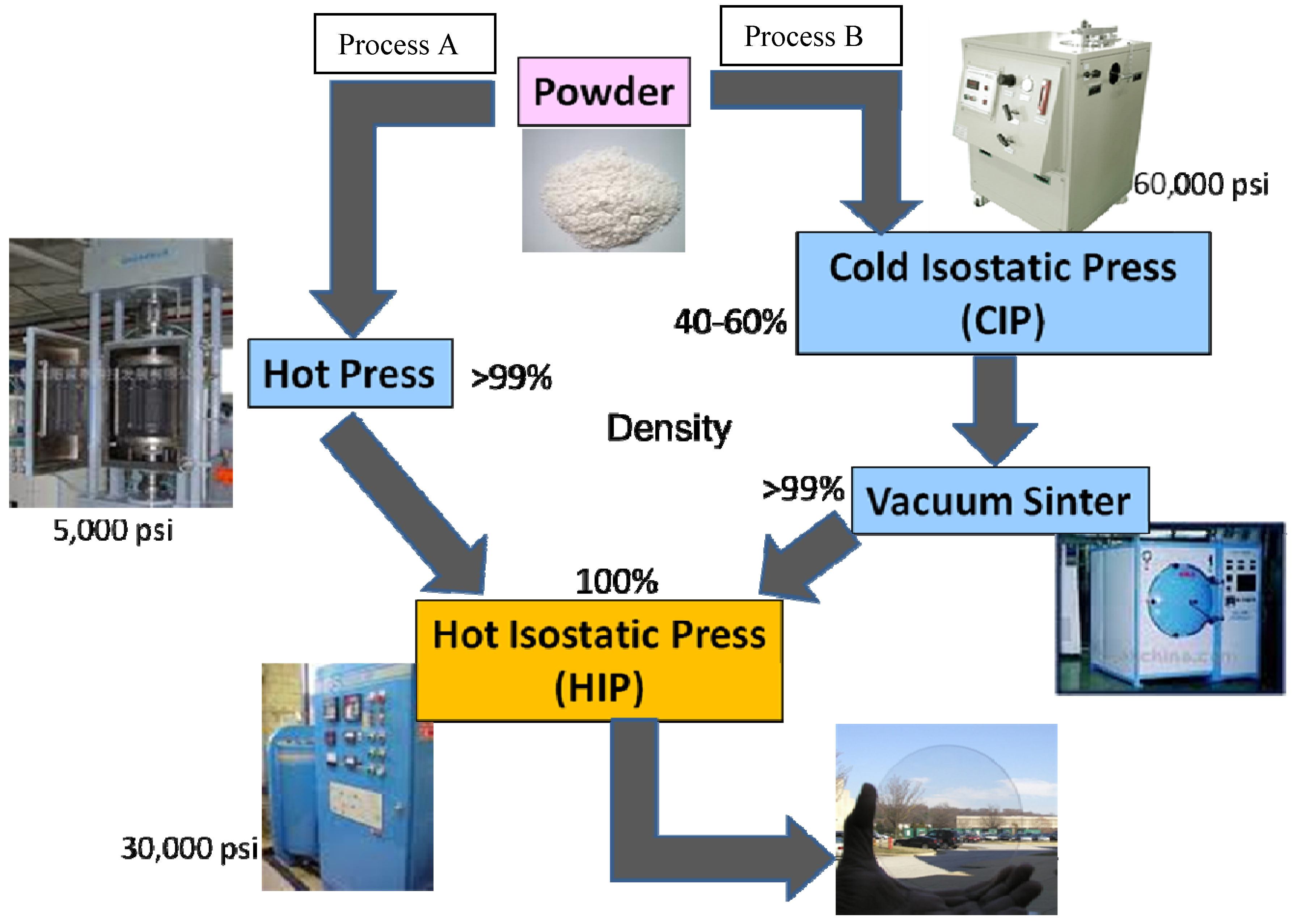
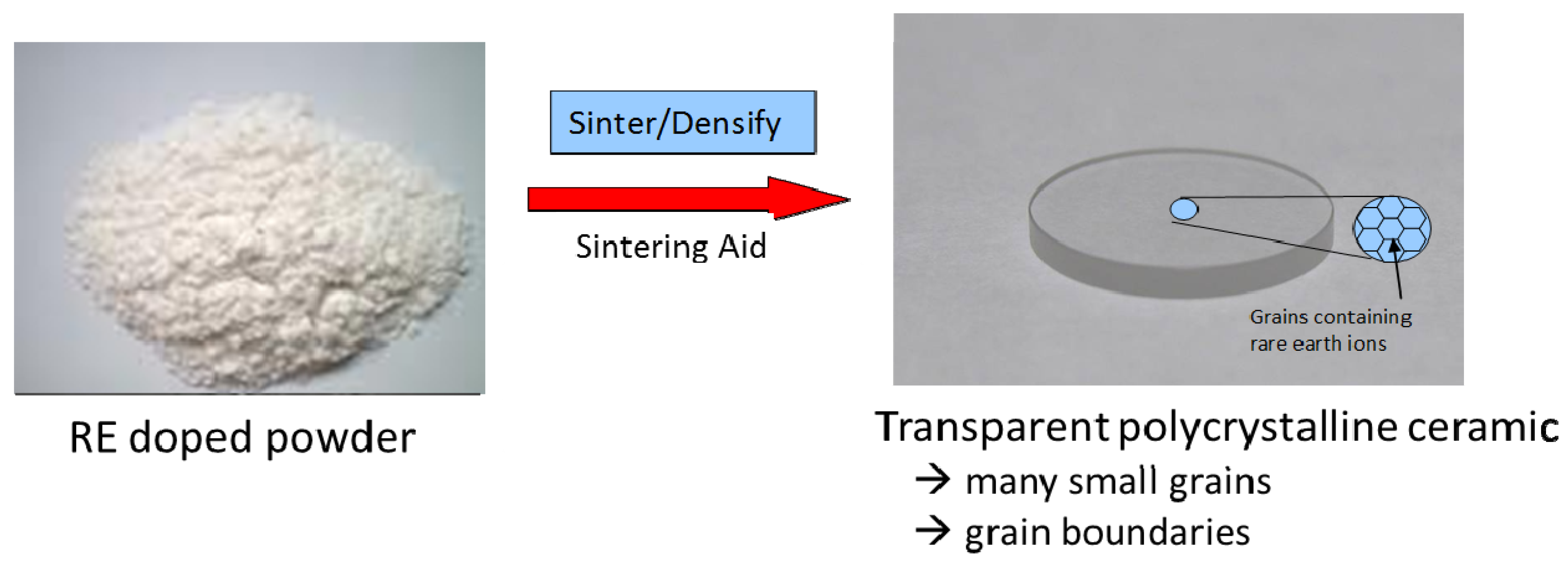
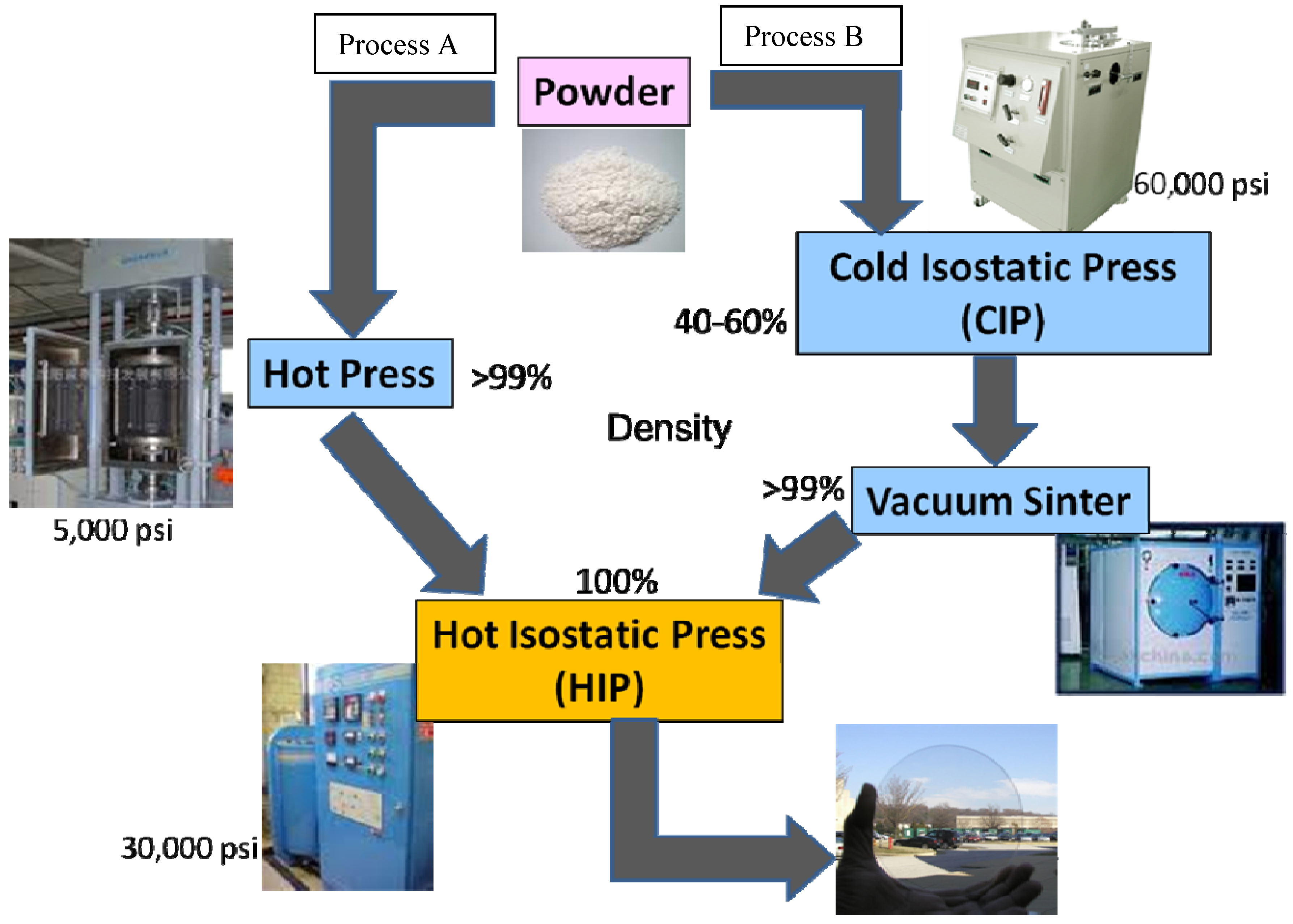
2. Preparation of the Ceramics
| Element | Best commercial Lu2O3 powder | NRL 10% Yb:Lu2O3 powder | NRL 10% Yb:Lu2O3 ceramic |
|---|---|---|---|
| Na | 13 | <1 | <1 |
| Mg | <1 | <1 | <1 |
| Al | 11 | <1 | 1.1 |
| Si | 88 | 2 | <1 |
| P | 2.3 | <1 | <1 |
| S | 88 | 15 | 14 |
| Cl | 1,000 | 15 | <1 |
| K | 14 | <1 | <1 |
| Ca | 9.7 | <1 | <1 |
| Fe | 1.3 | <1 | <1 |
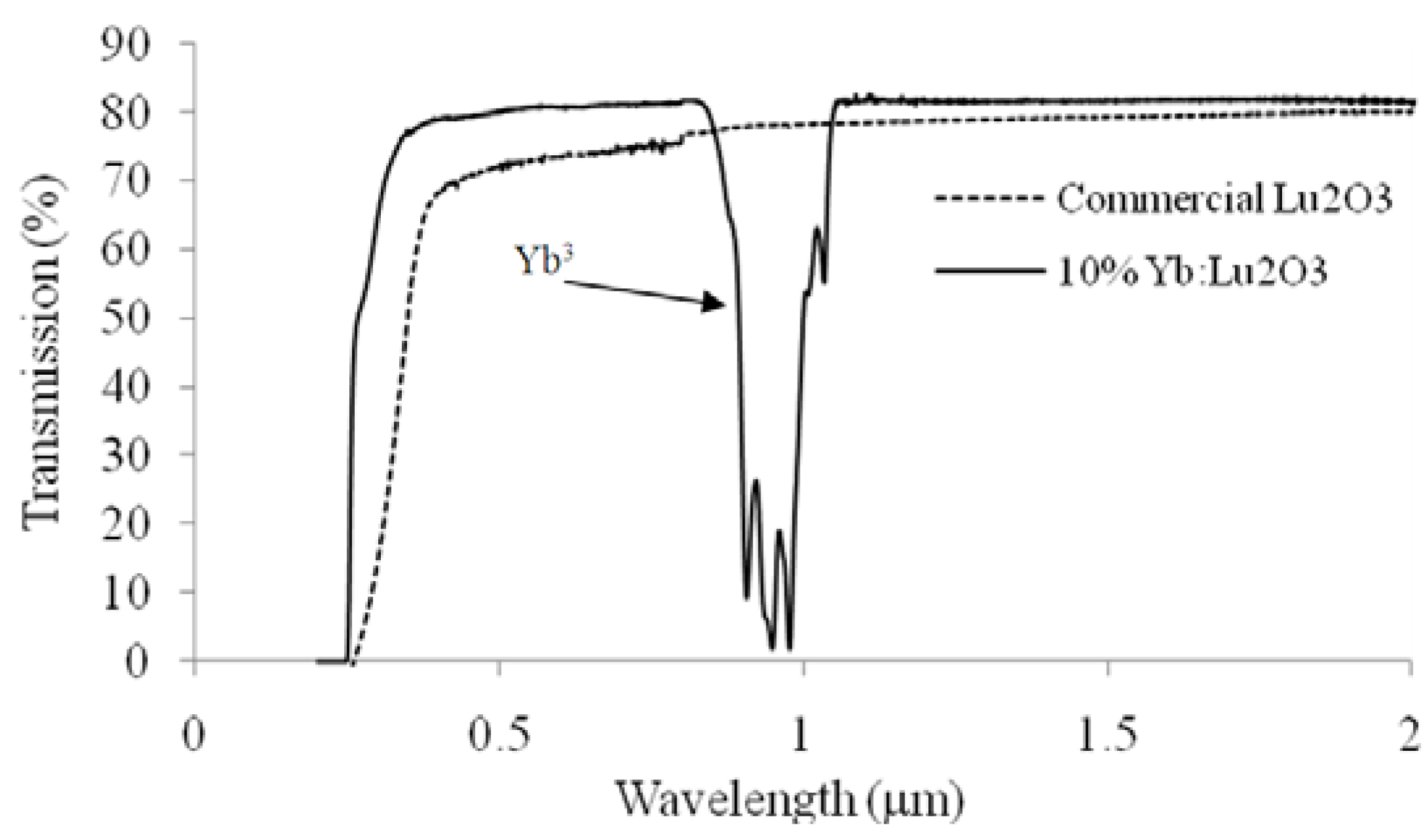
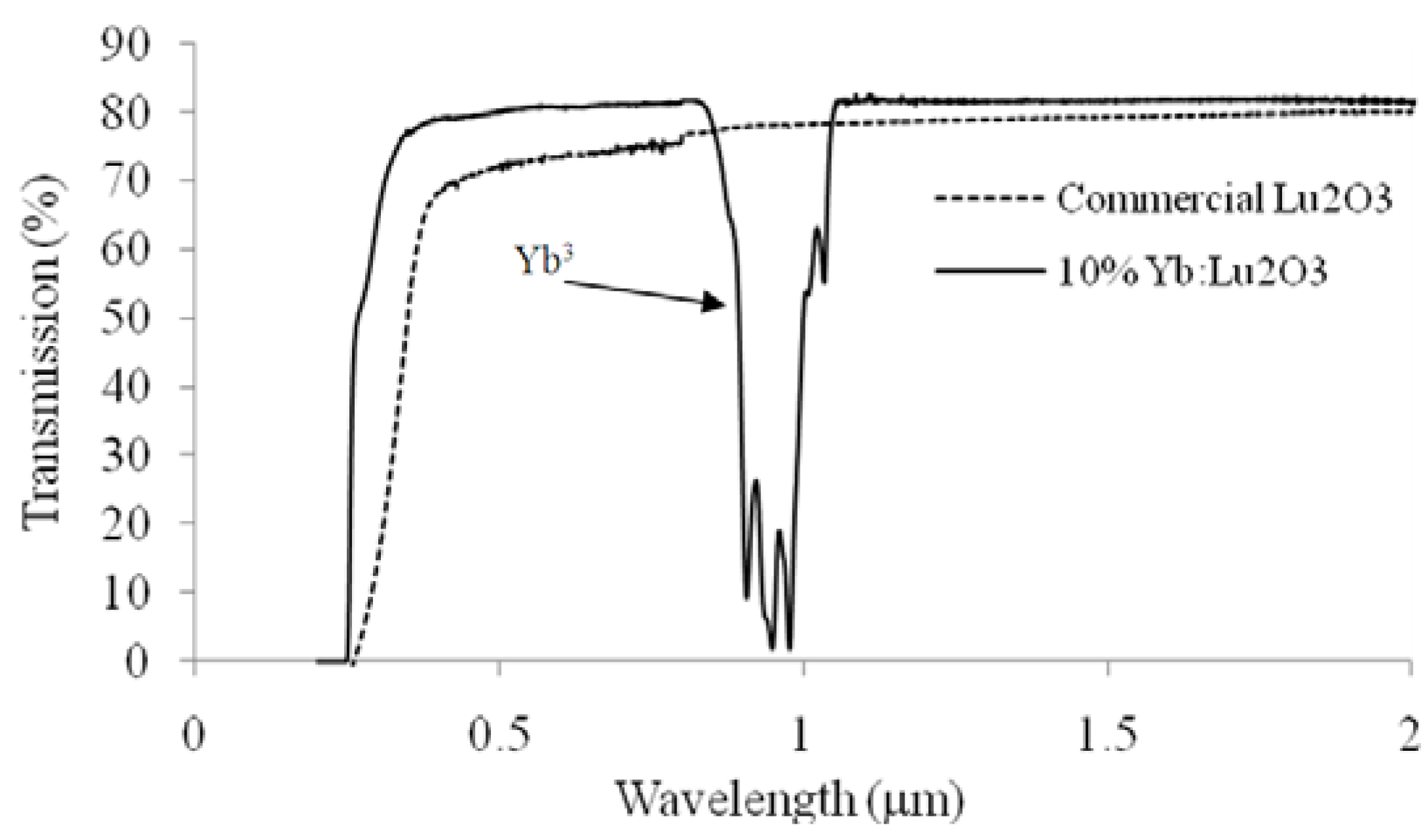
3. Properties
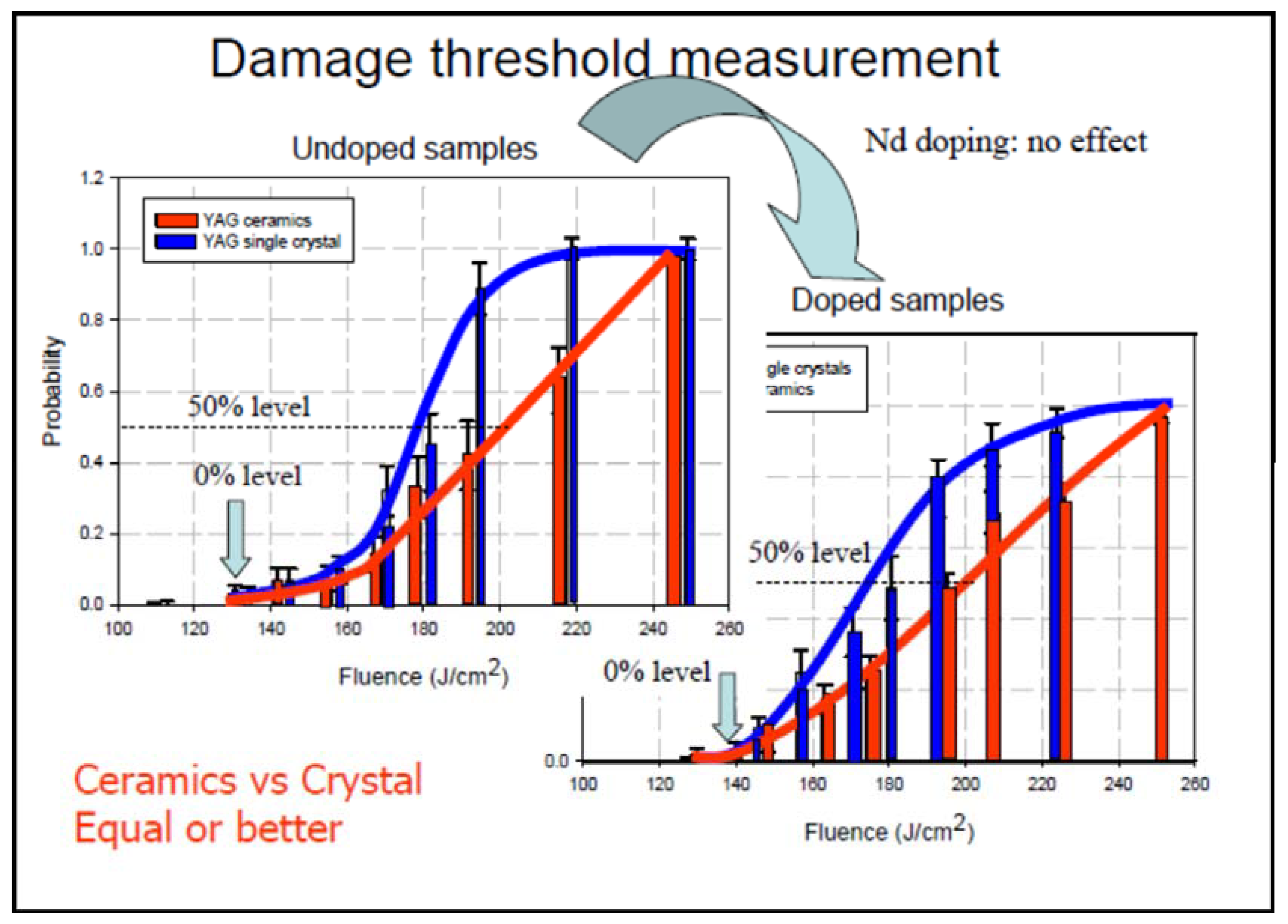
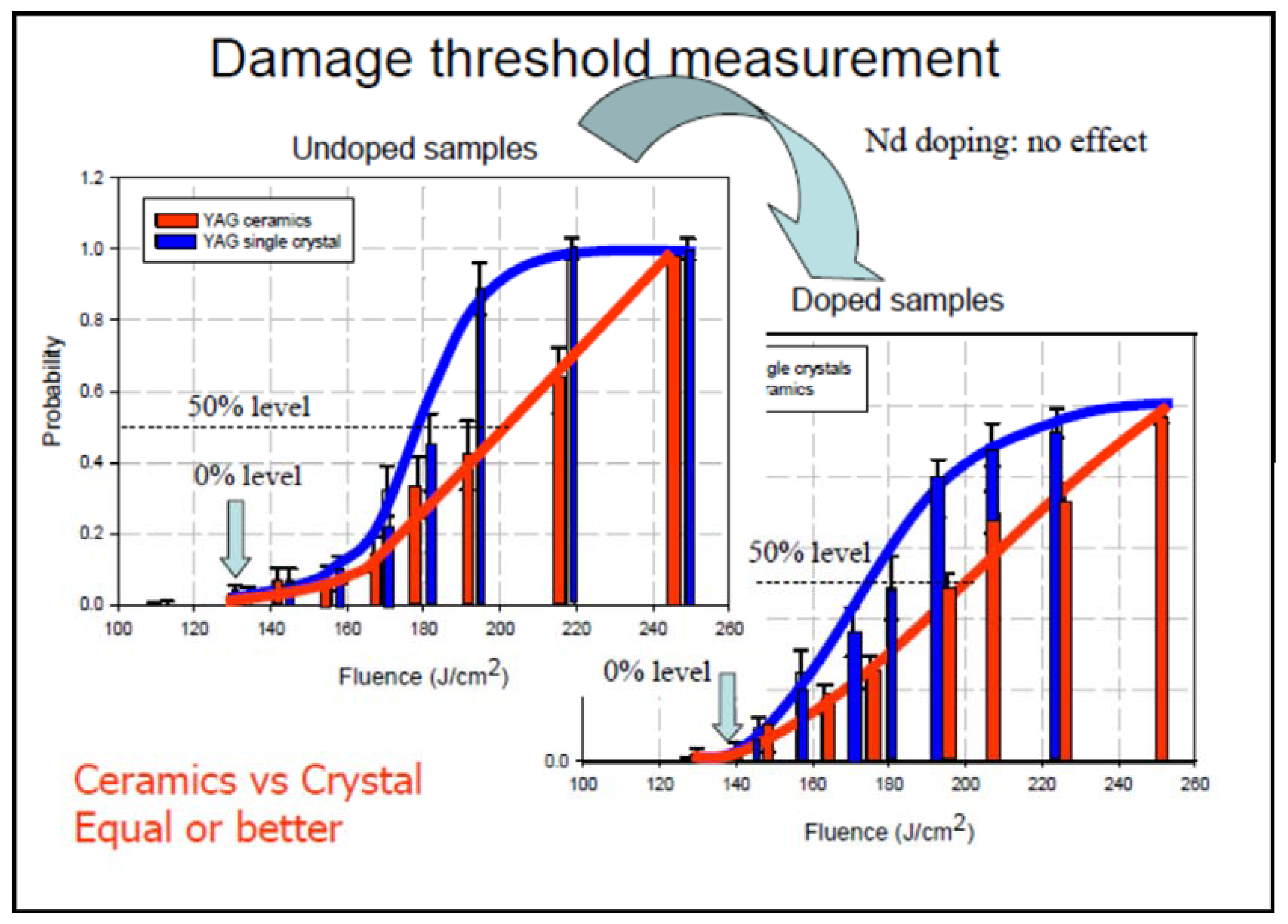
| Reference | Single crystal | Poly-crystalline | Poly- vs. single crystal |
|---|---|---|---|
| Feldman [13] | 243 | 345 | 1.4× |
| Maziex et al. [14] | 236 | 306 | 1.3× |
| R. Gentilman [15] | 252 | 378 | 1.5× |
| G. Quarles [16] | 222 | 287 | 1.3× |
4. History of Ceramic Laser Materials
4.1. 1964—The 1st Ceramic Laser
4.2. 1973—The 1st Oxide Ceramic Laser
4.3. 1995—1st Ceramic YAG Laser
4.4. 2001—Nd:YAG Ceramic Laser Using Precipitated Powder
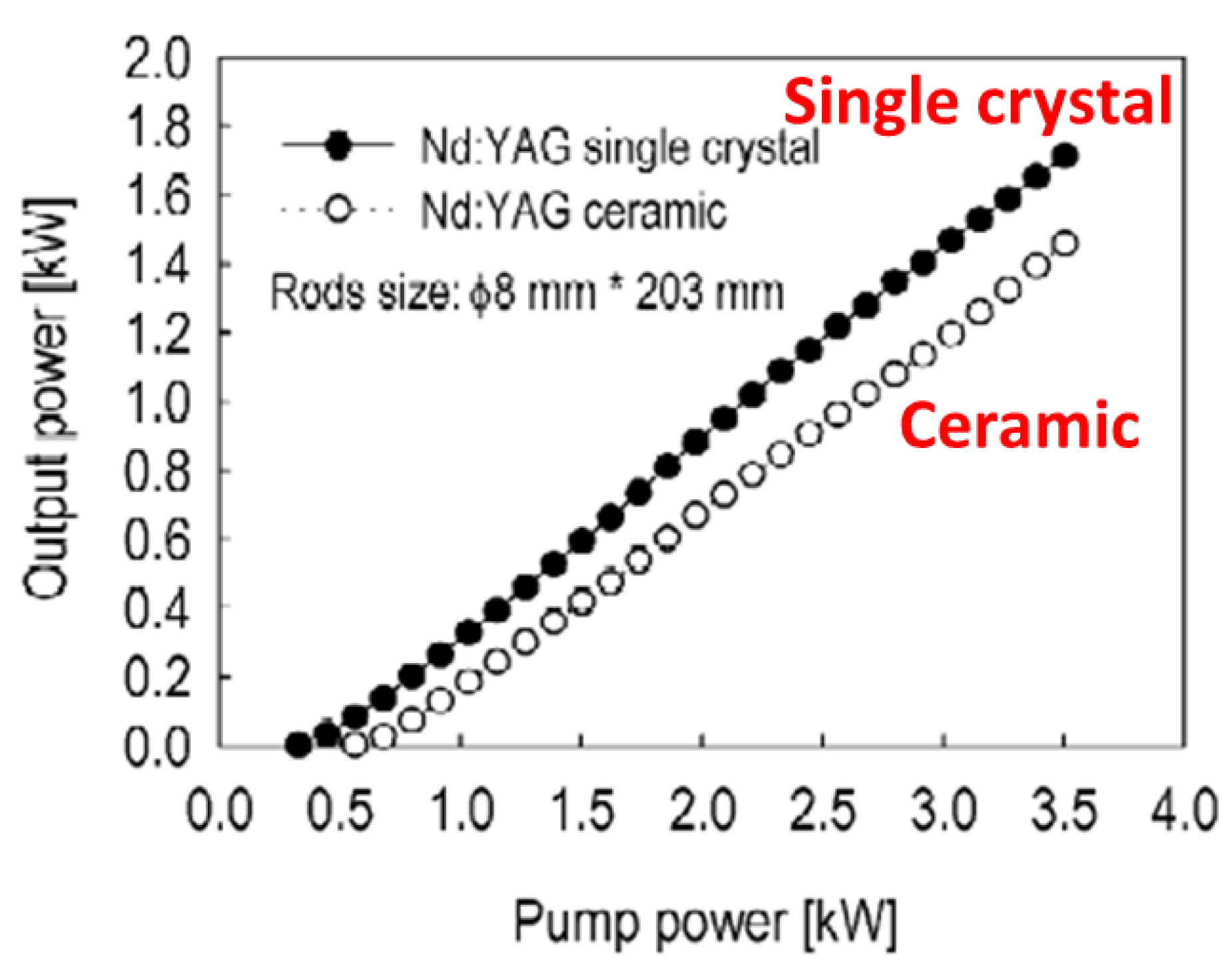
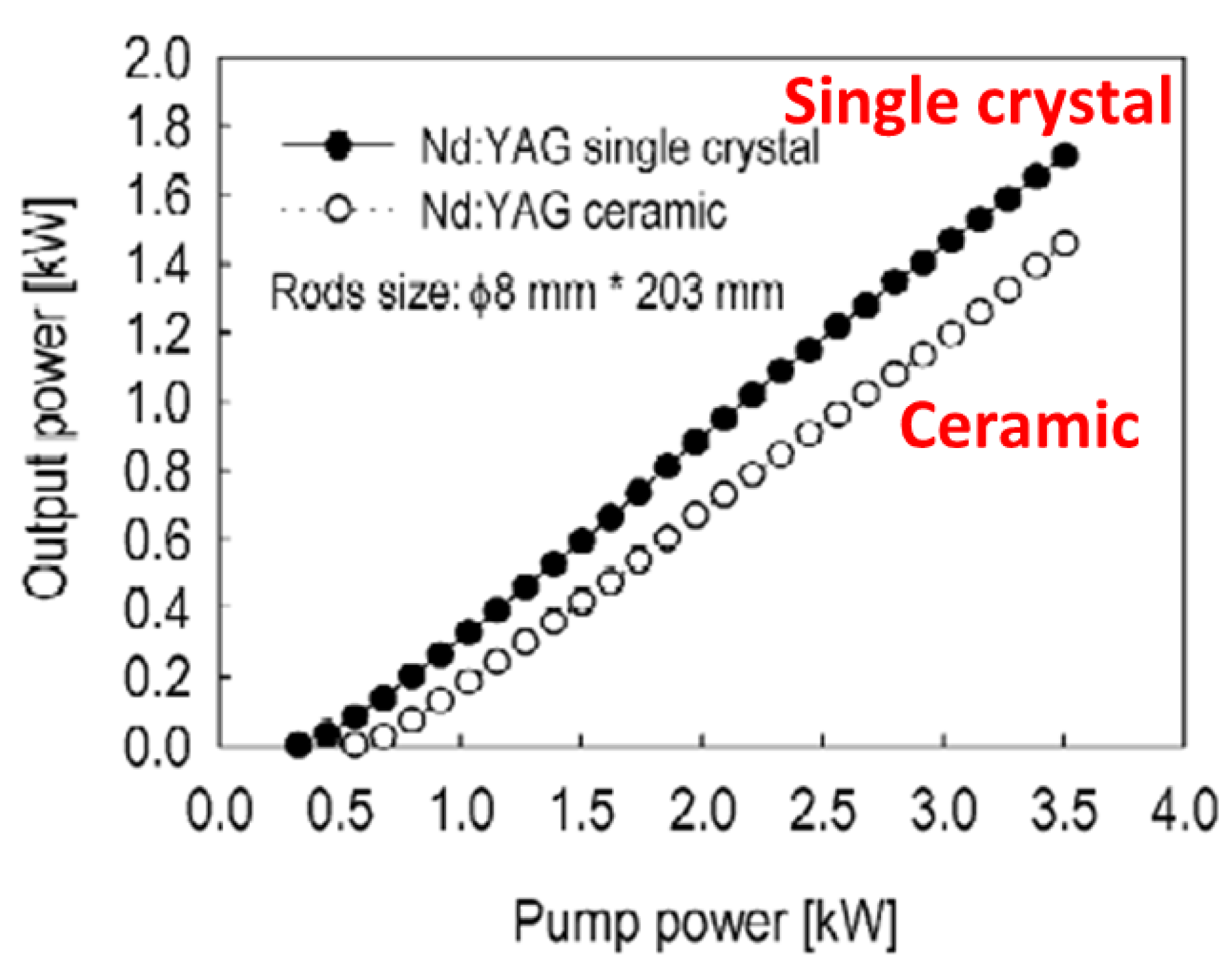
4.5. 2002—Breaking the 1 KW Output Power Barrier
4.6. Microchip Lasers
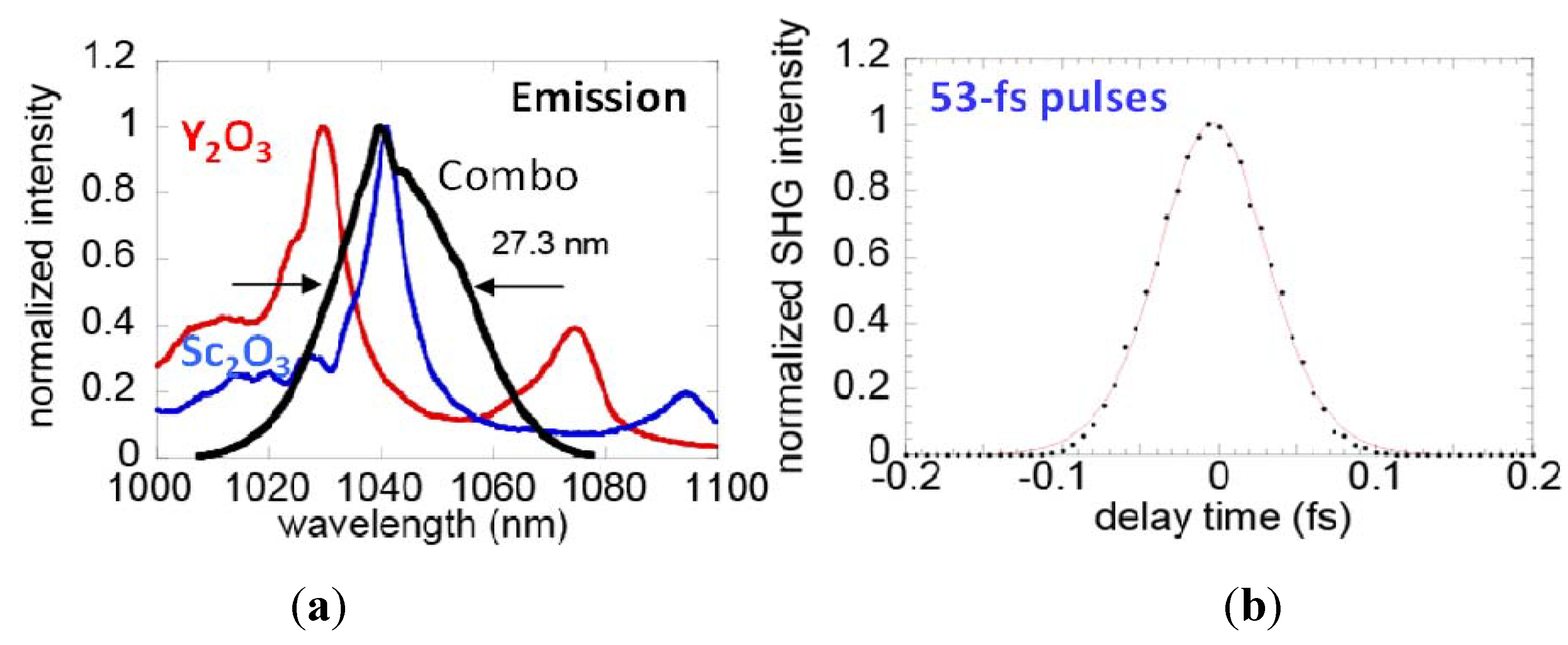
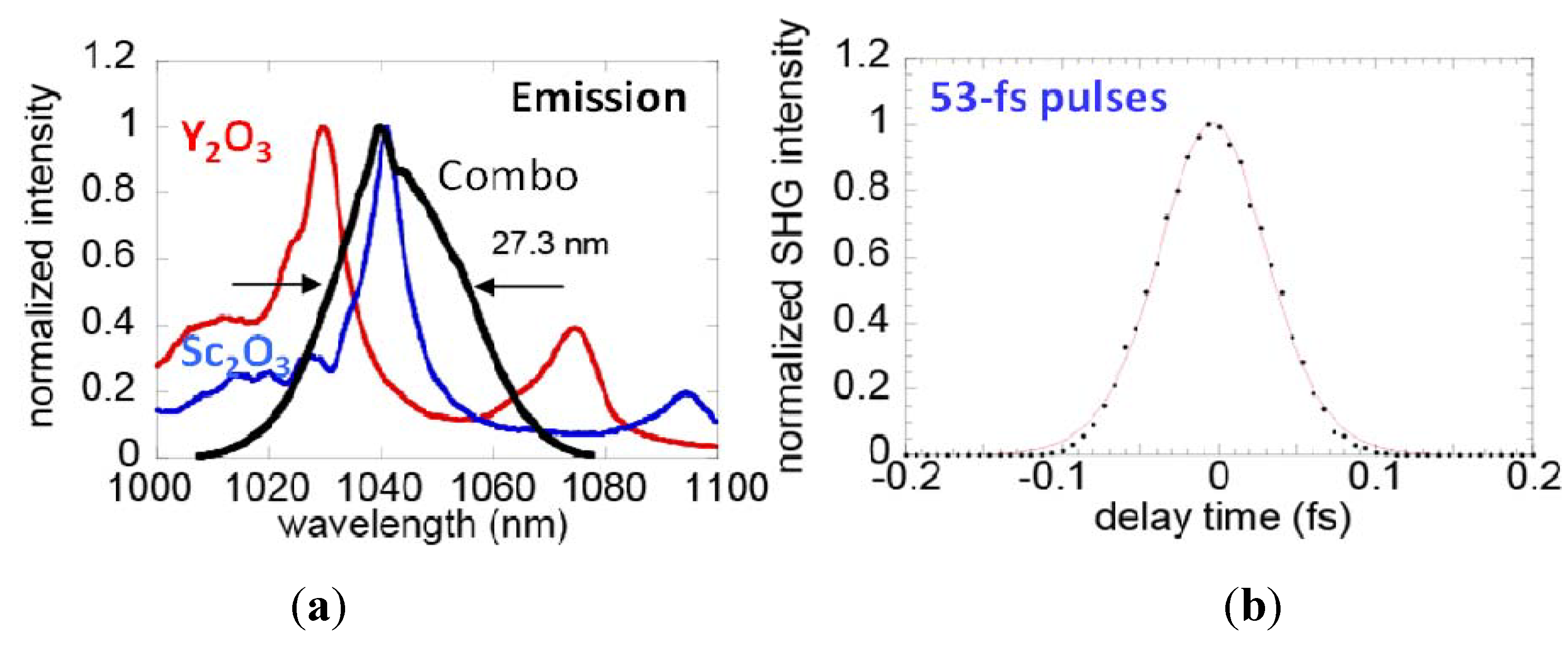
4.7. Ultrashort Pulse Lasers
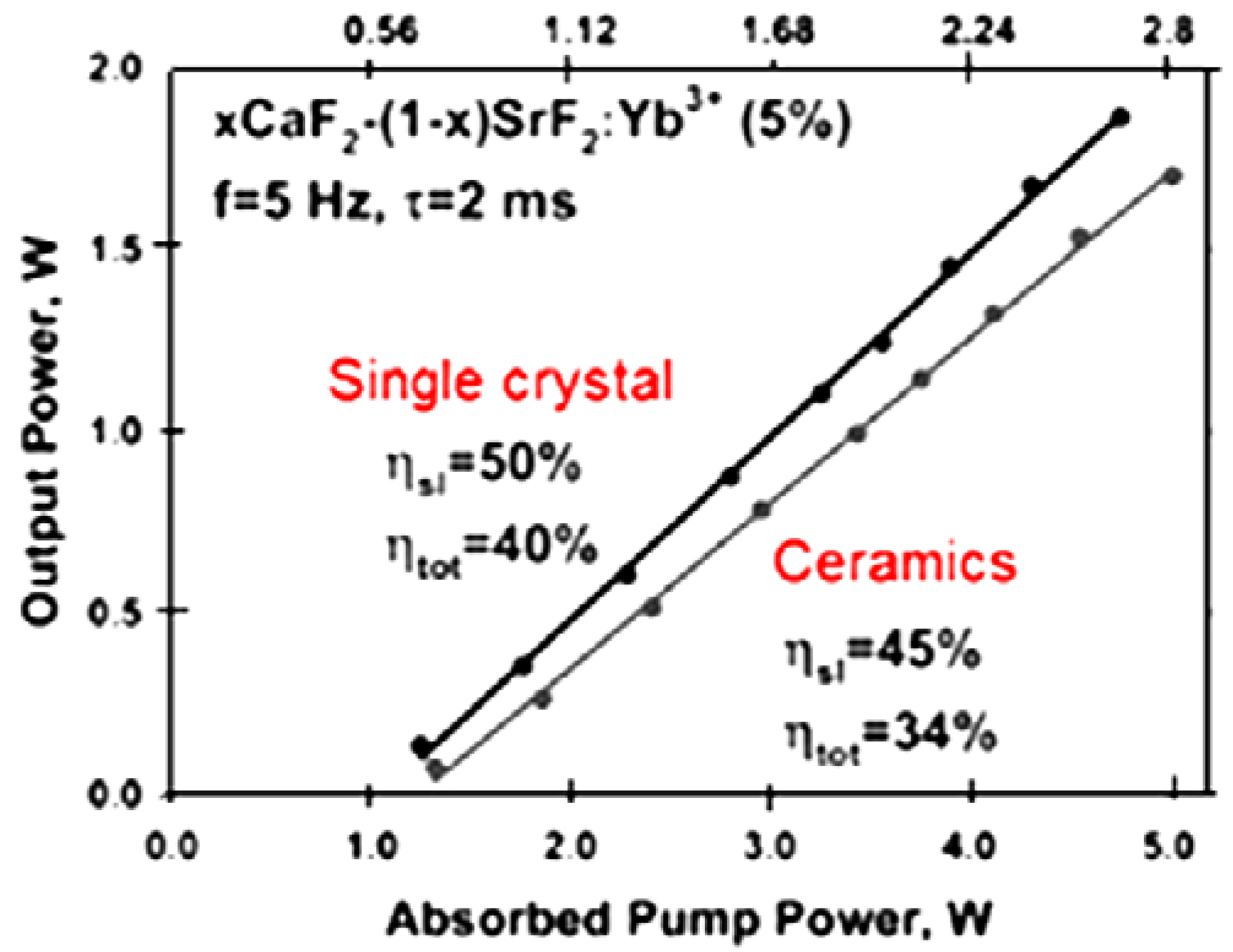
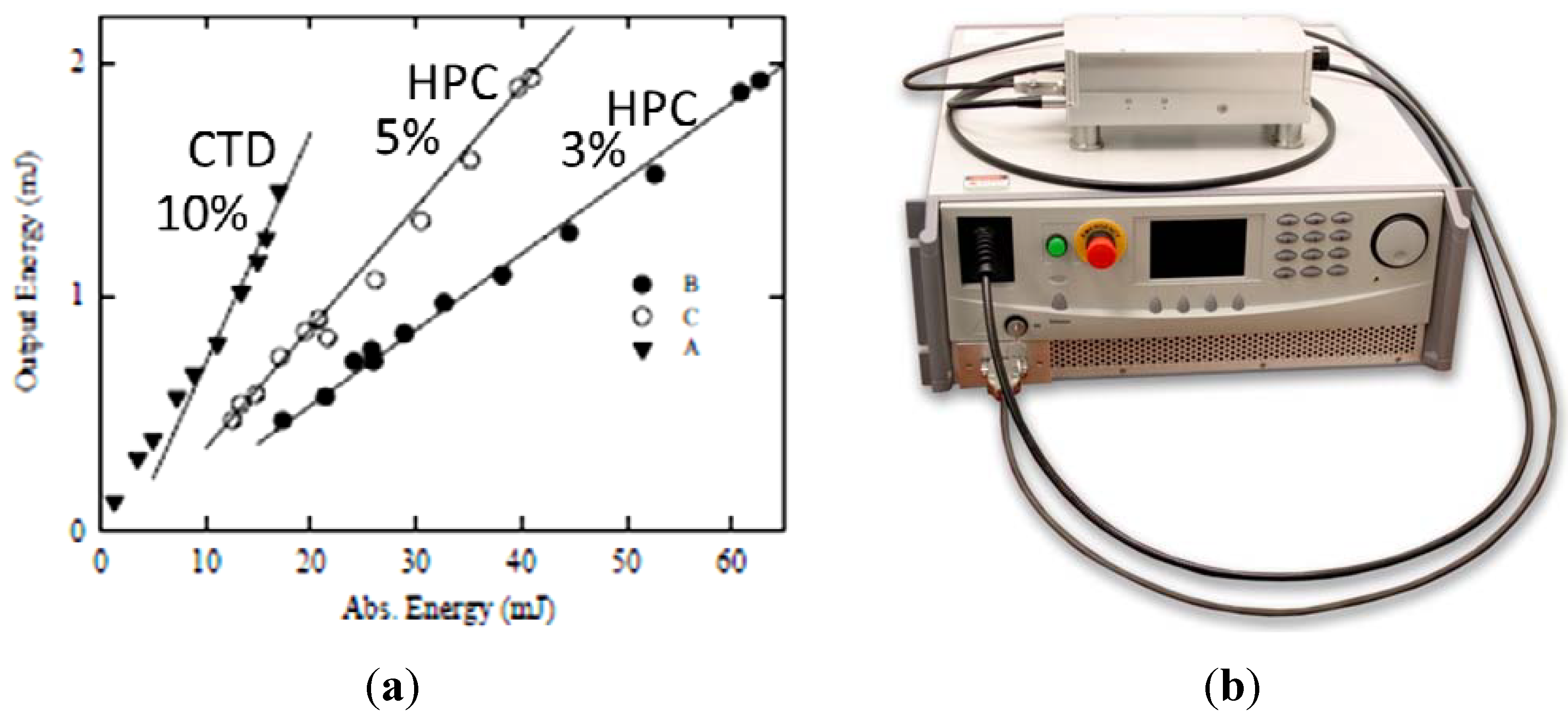
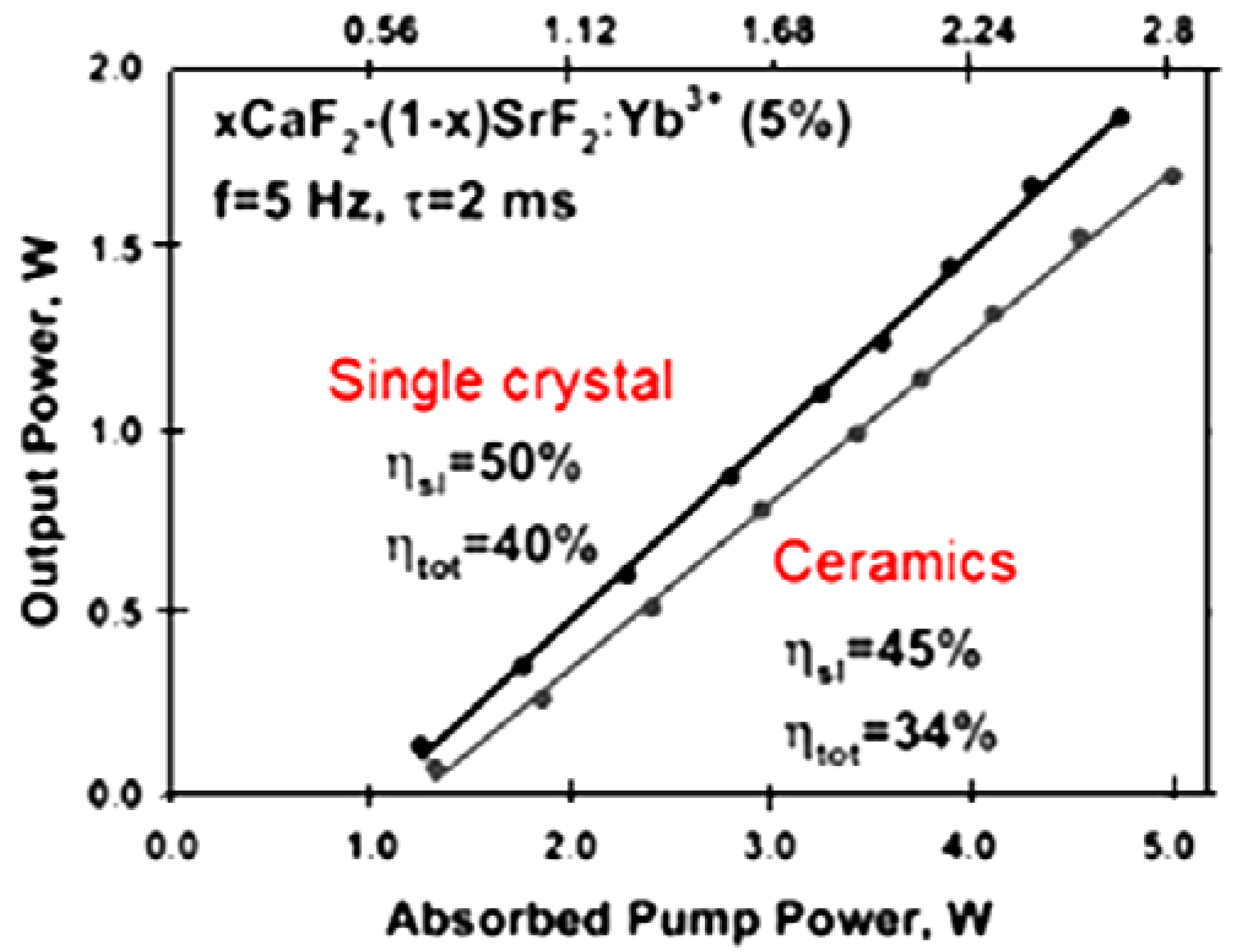
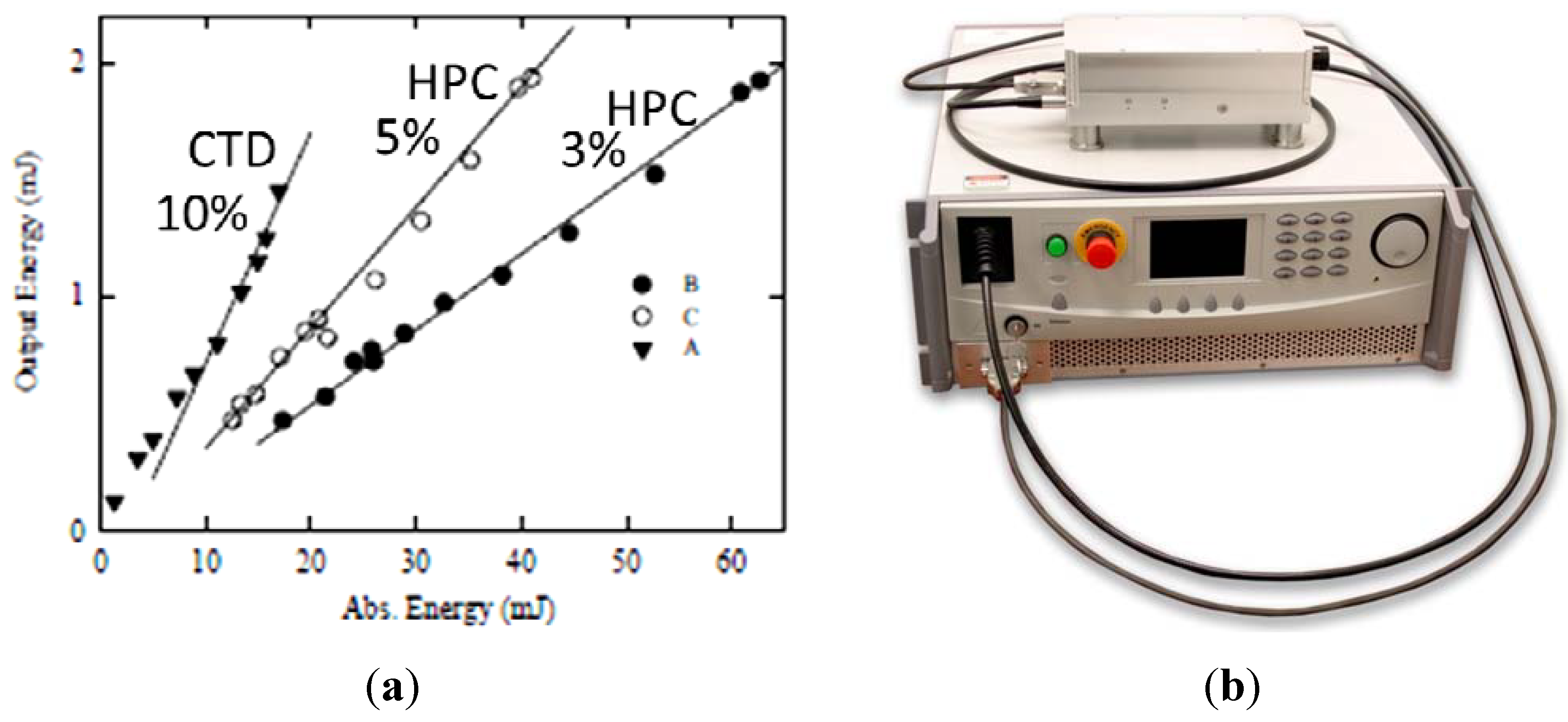
4.8. Non-Oxide Based Ceramic Lasers
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
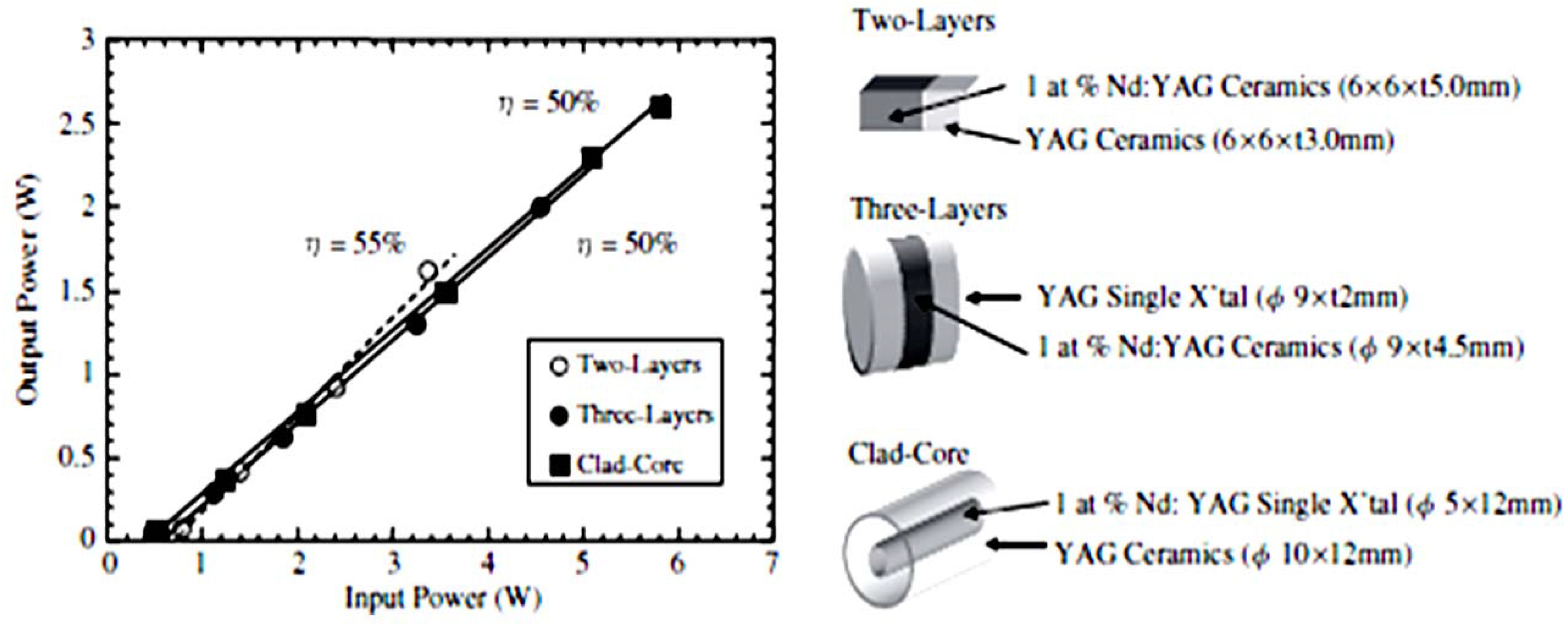
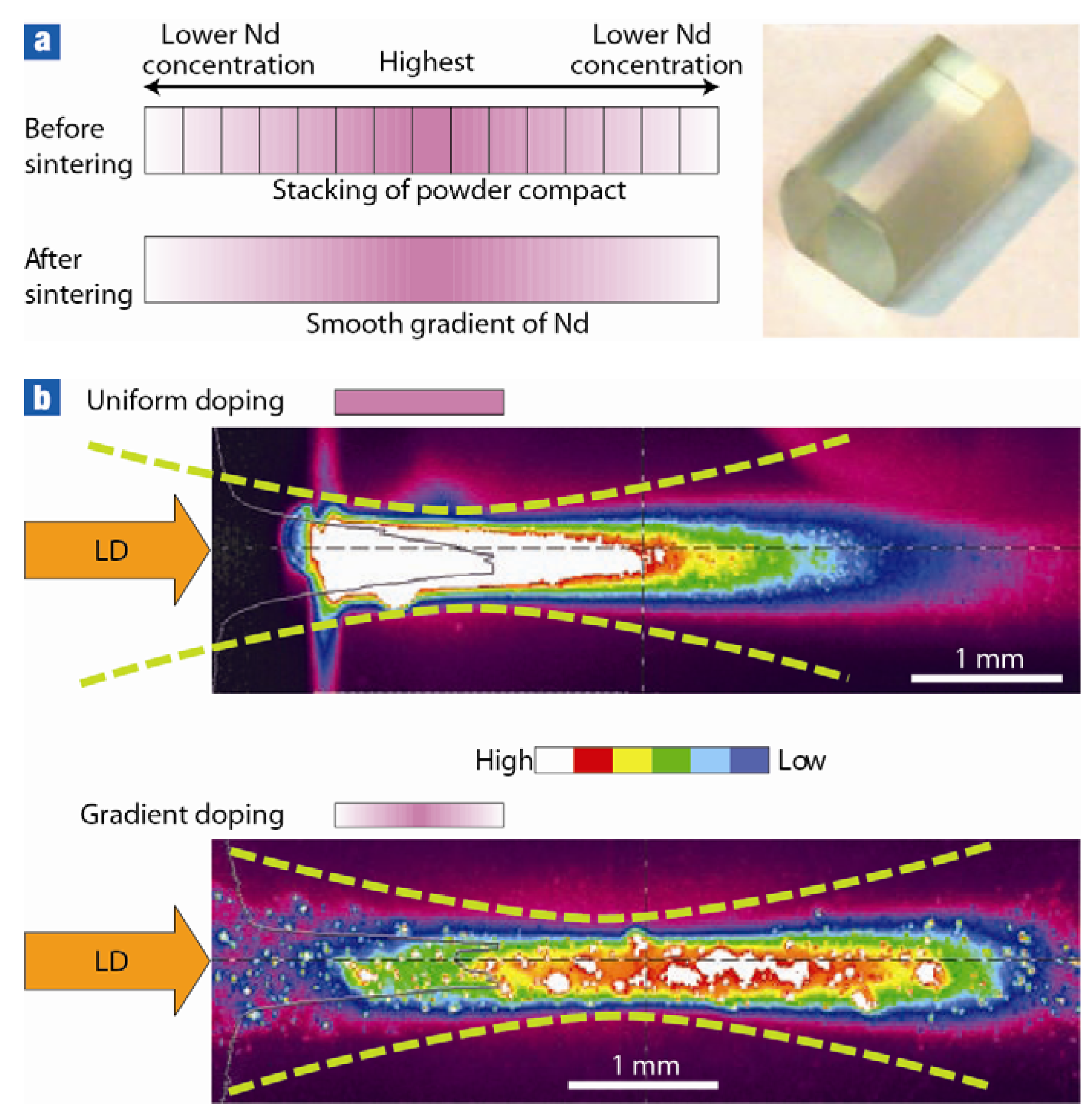
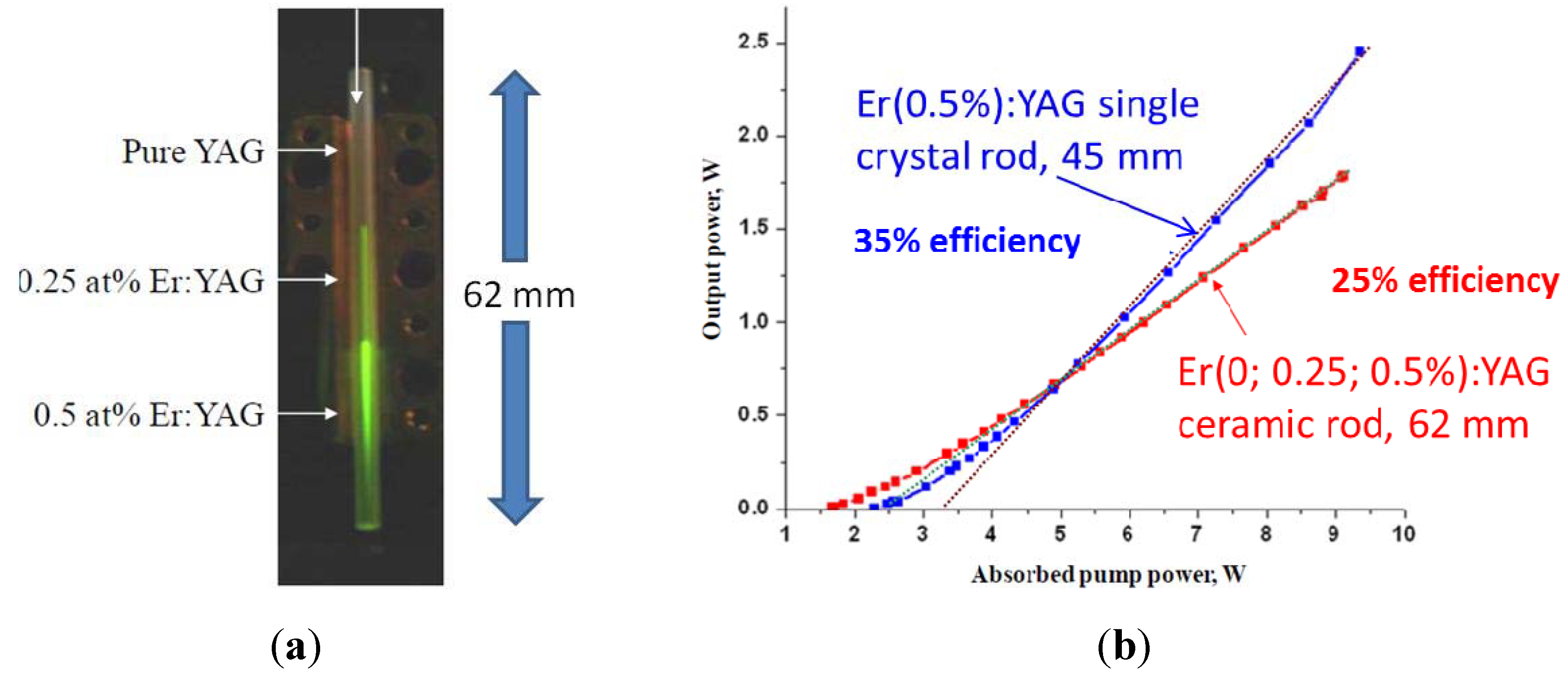
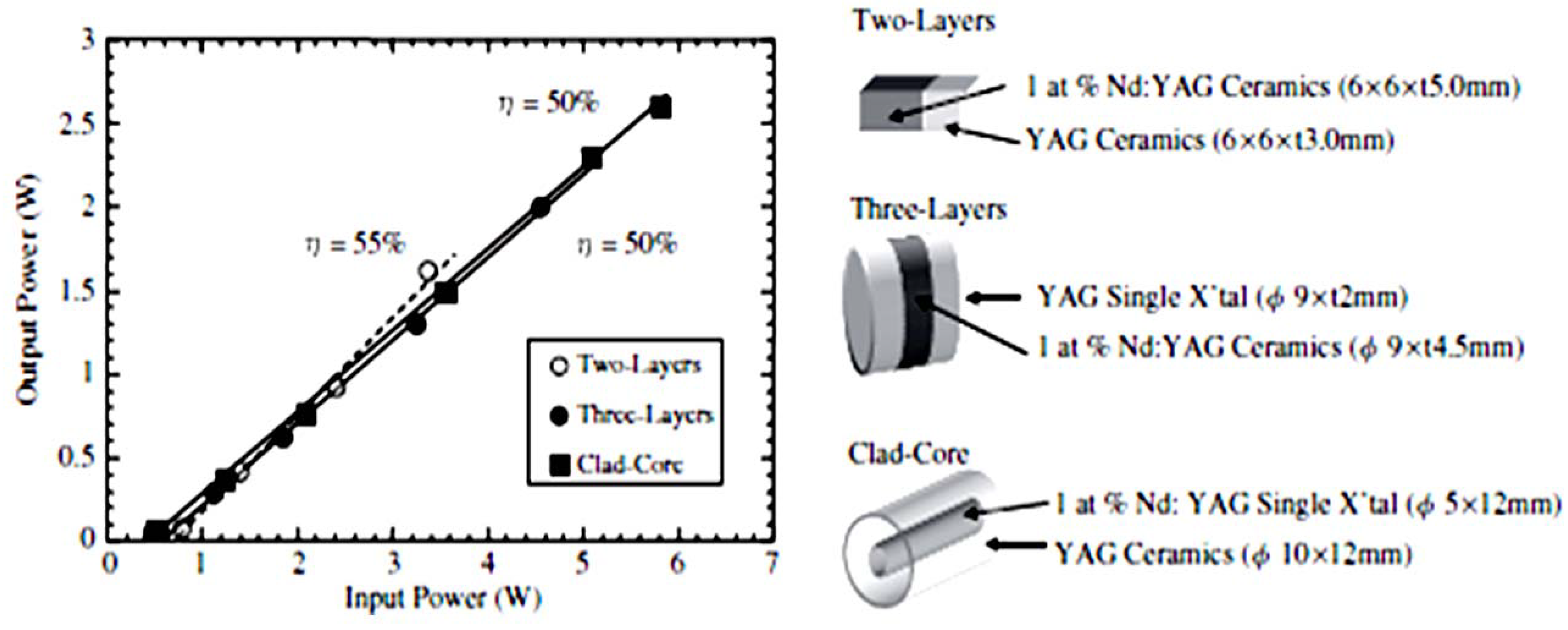
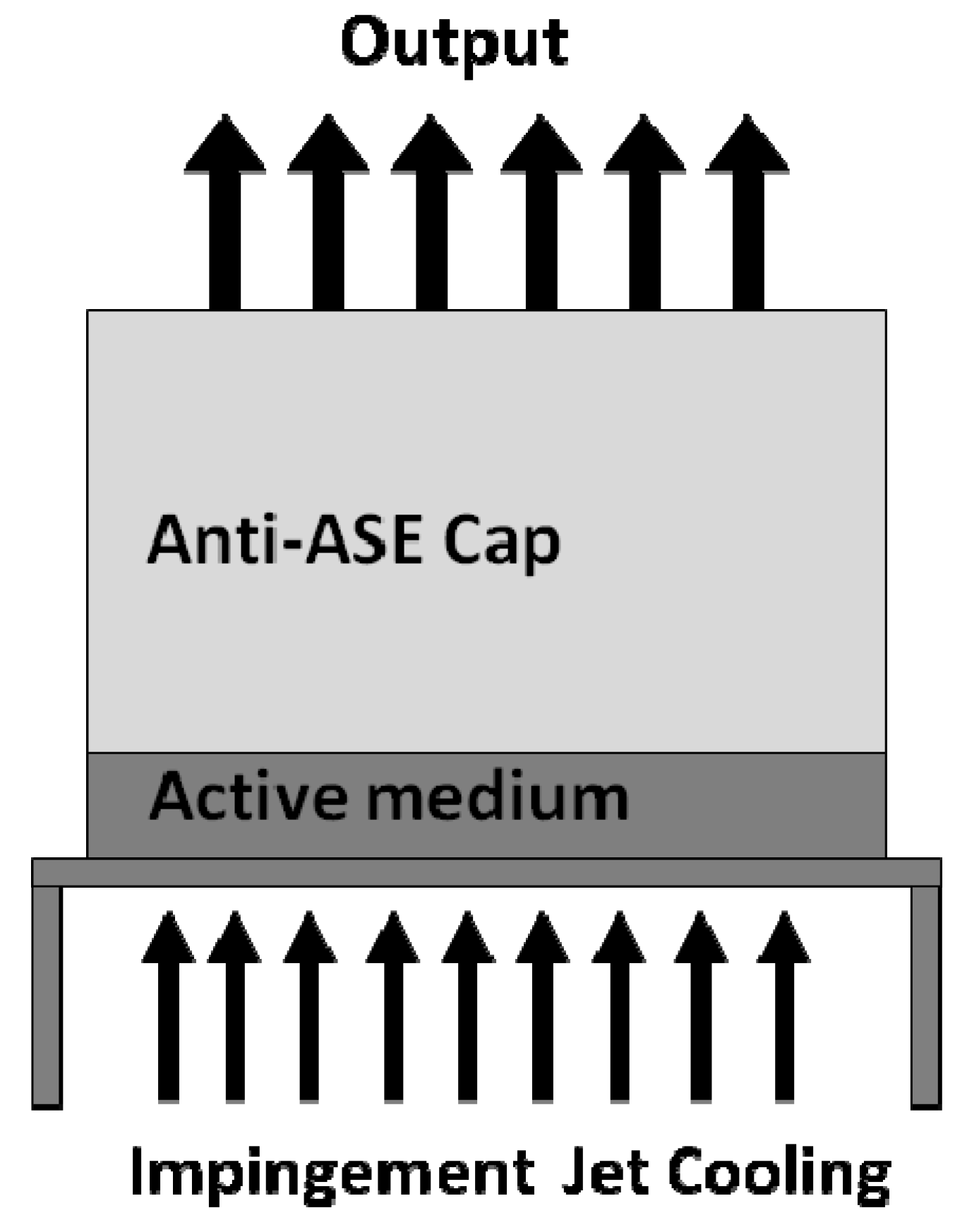
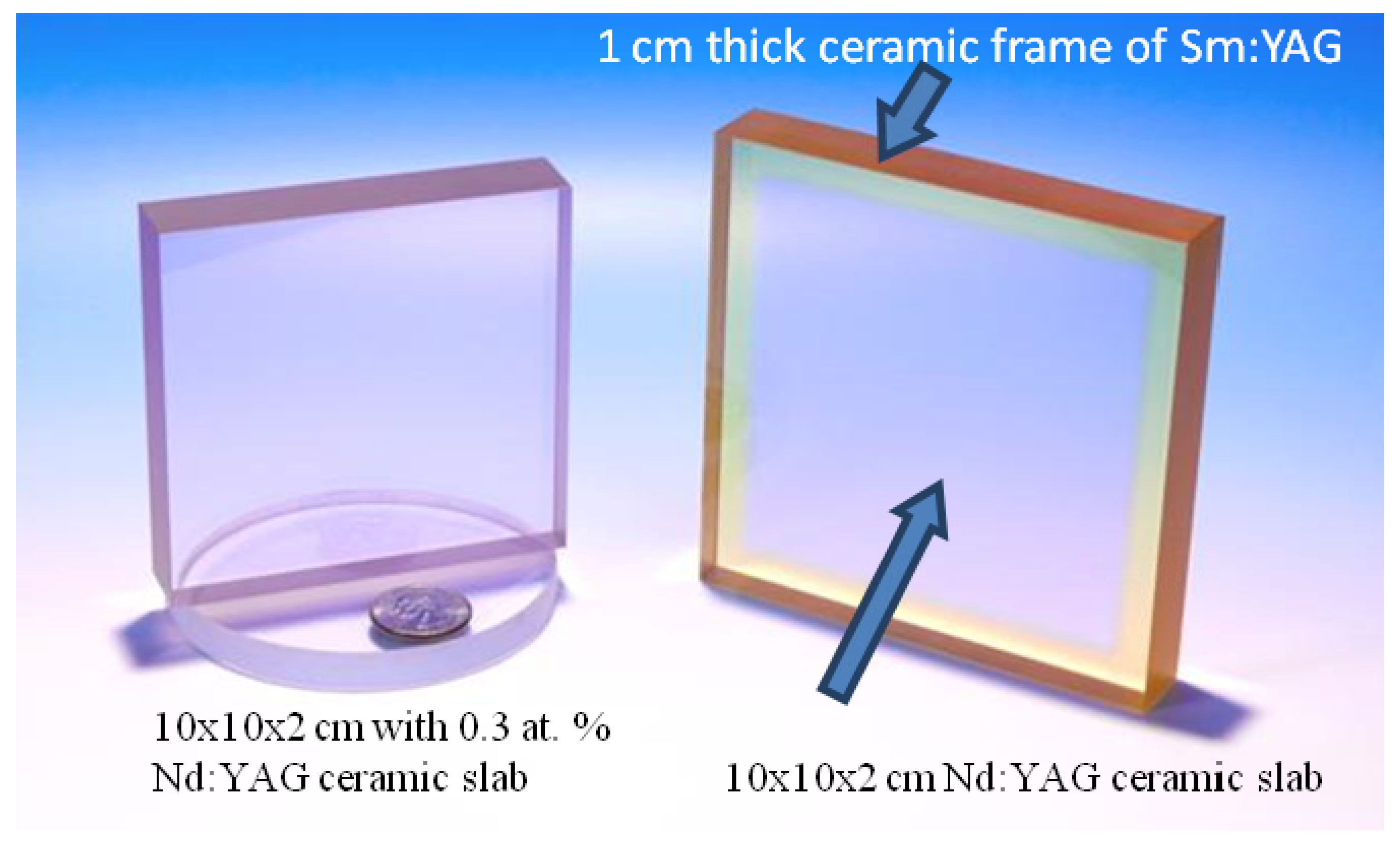
4.9. Composite Ceramic Lasers

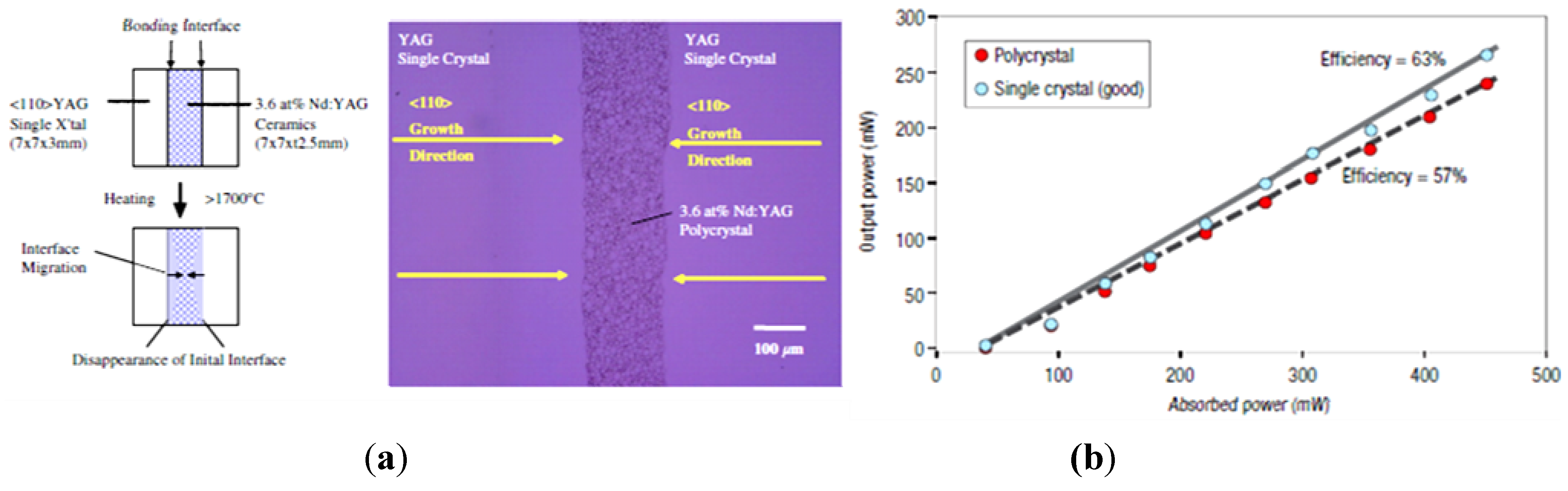
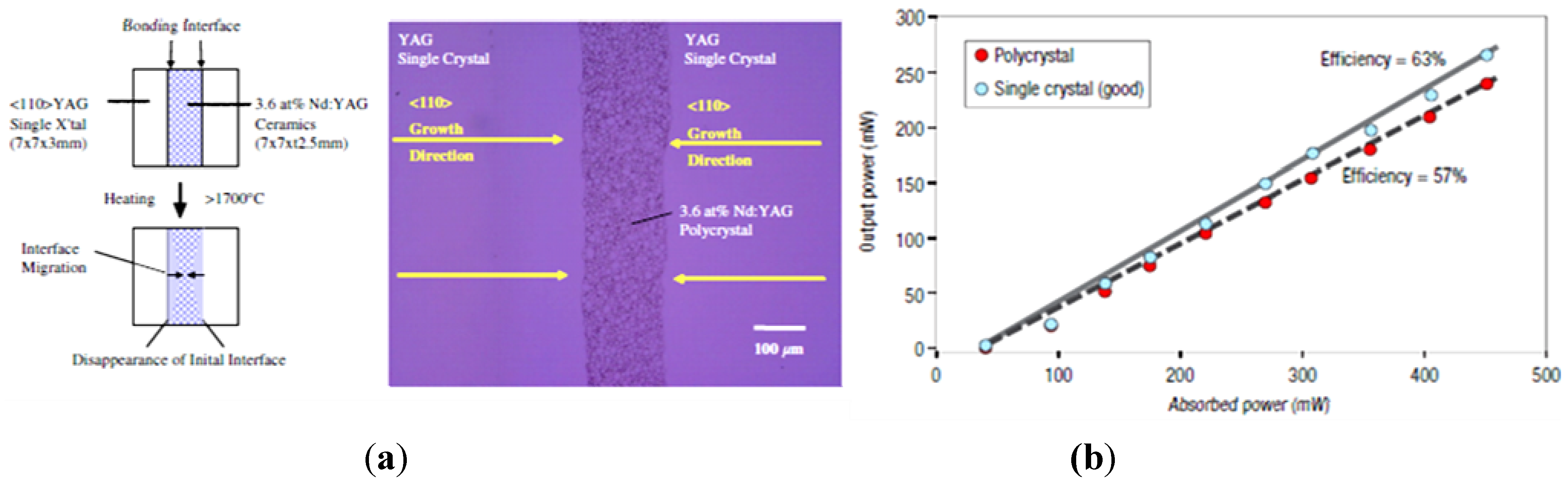
4.10. Single Crystal Lasers from Ceramics Lasers
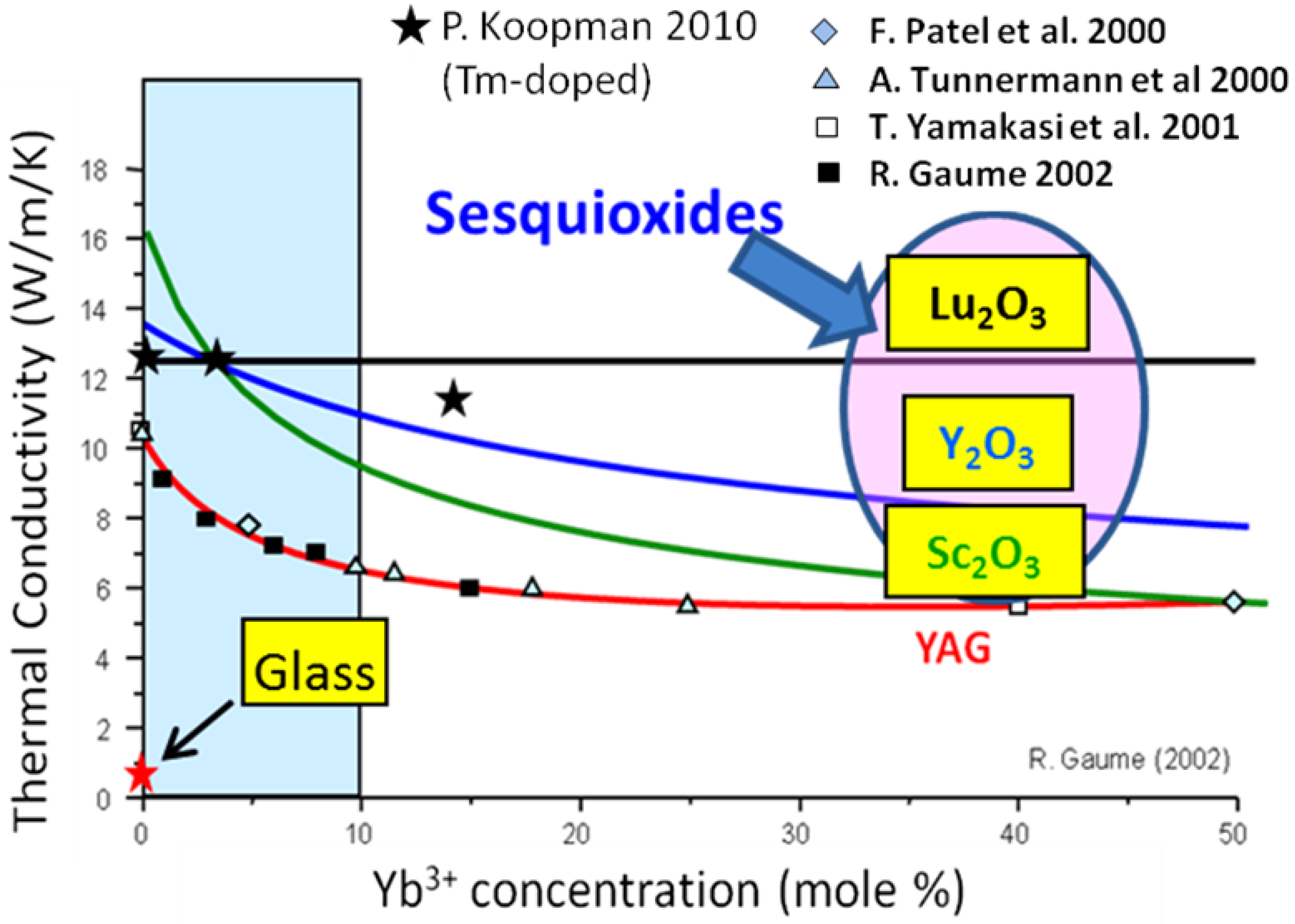
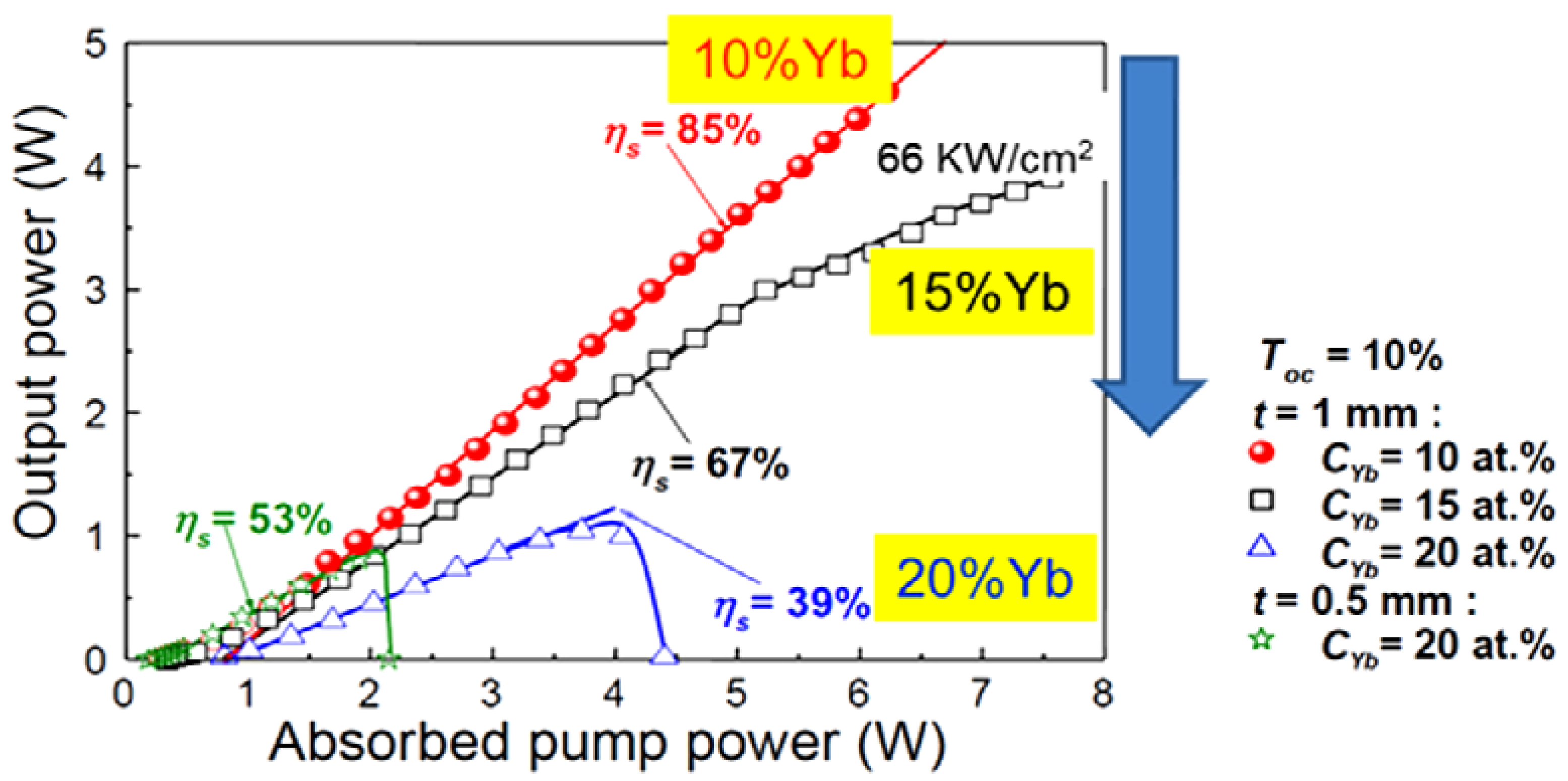
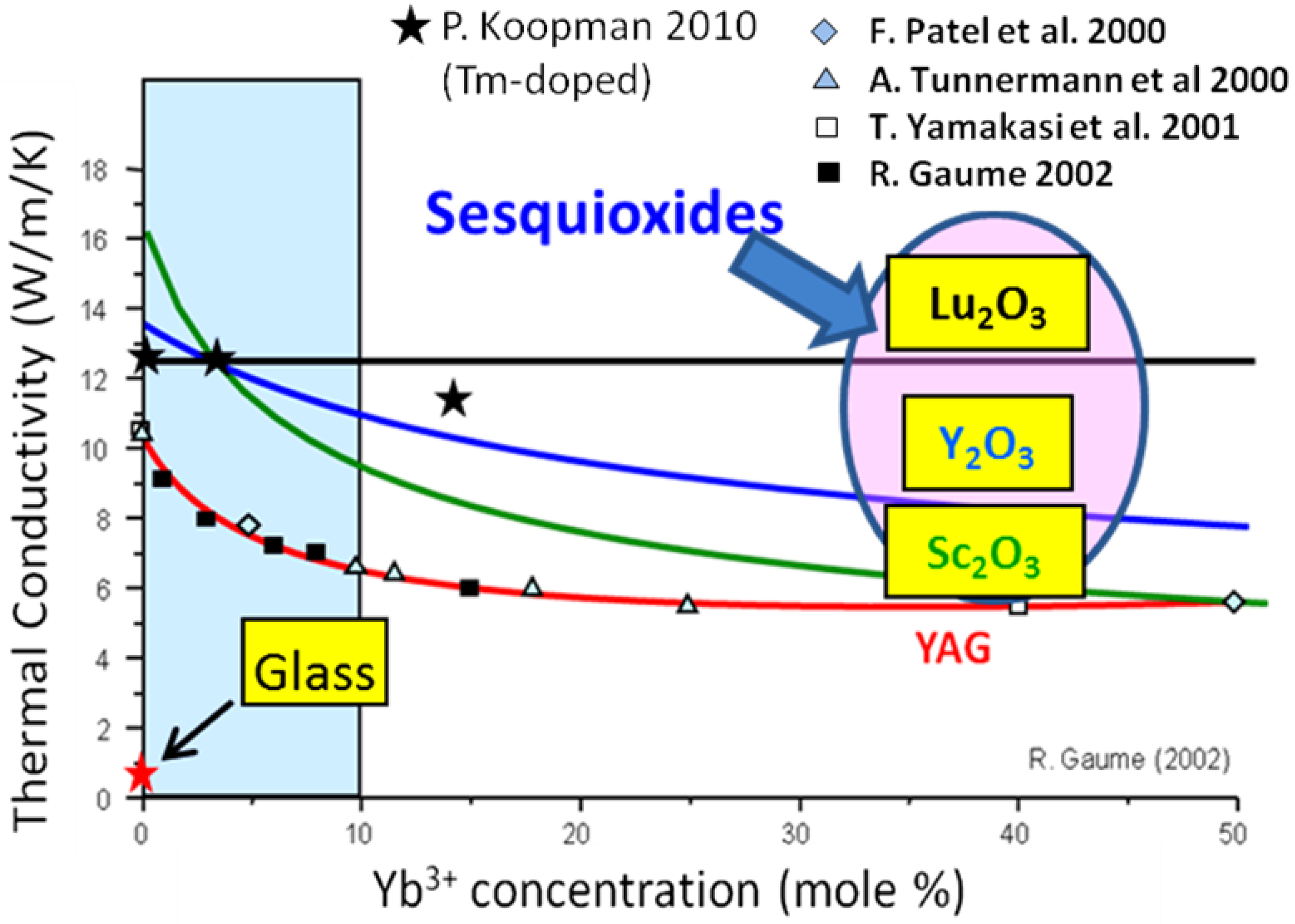
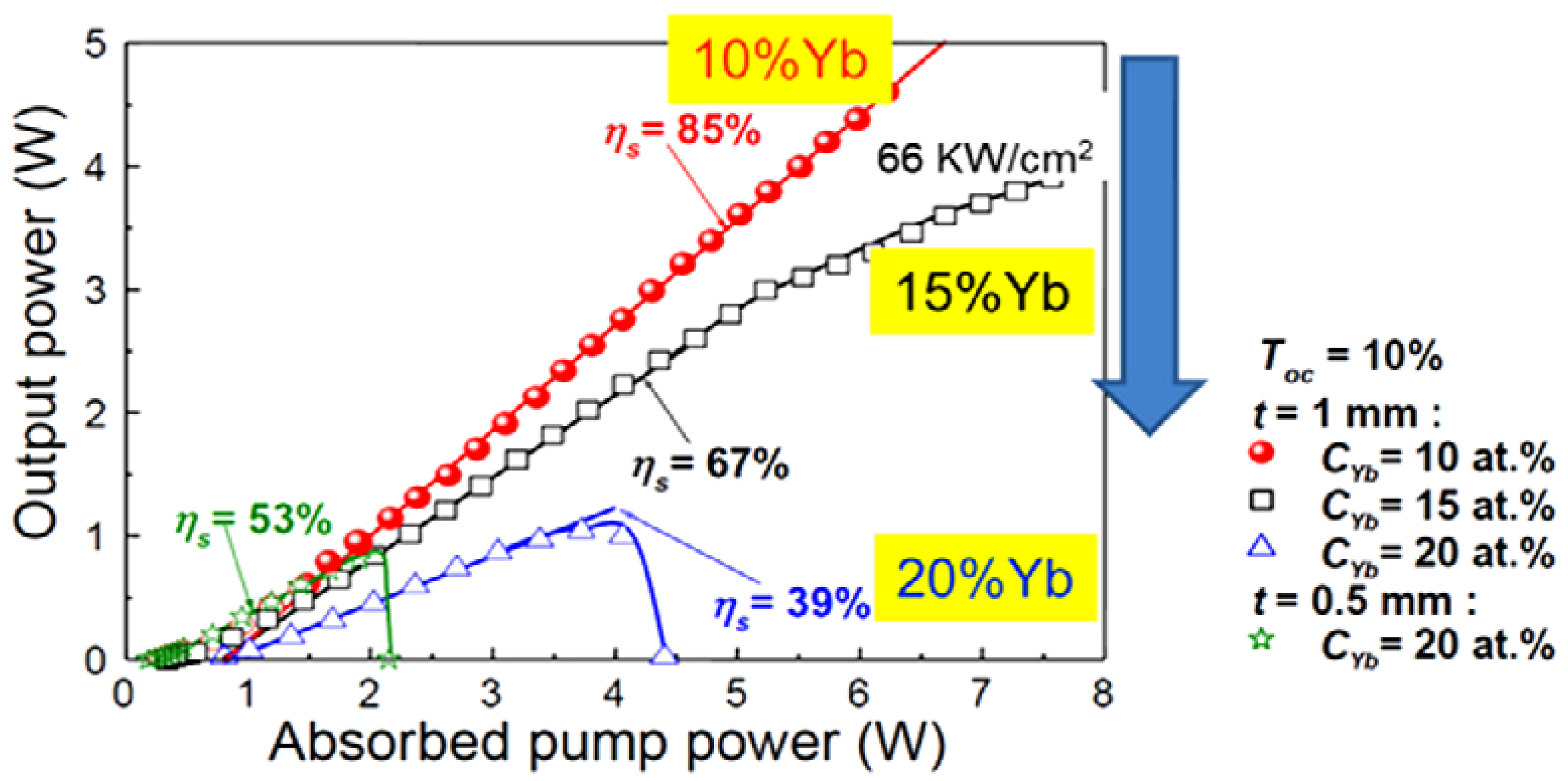
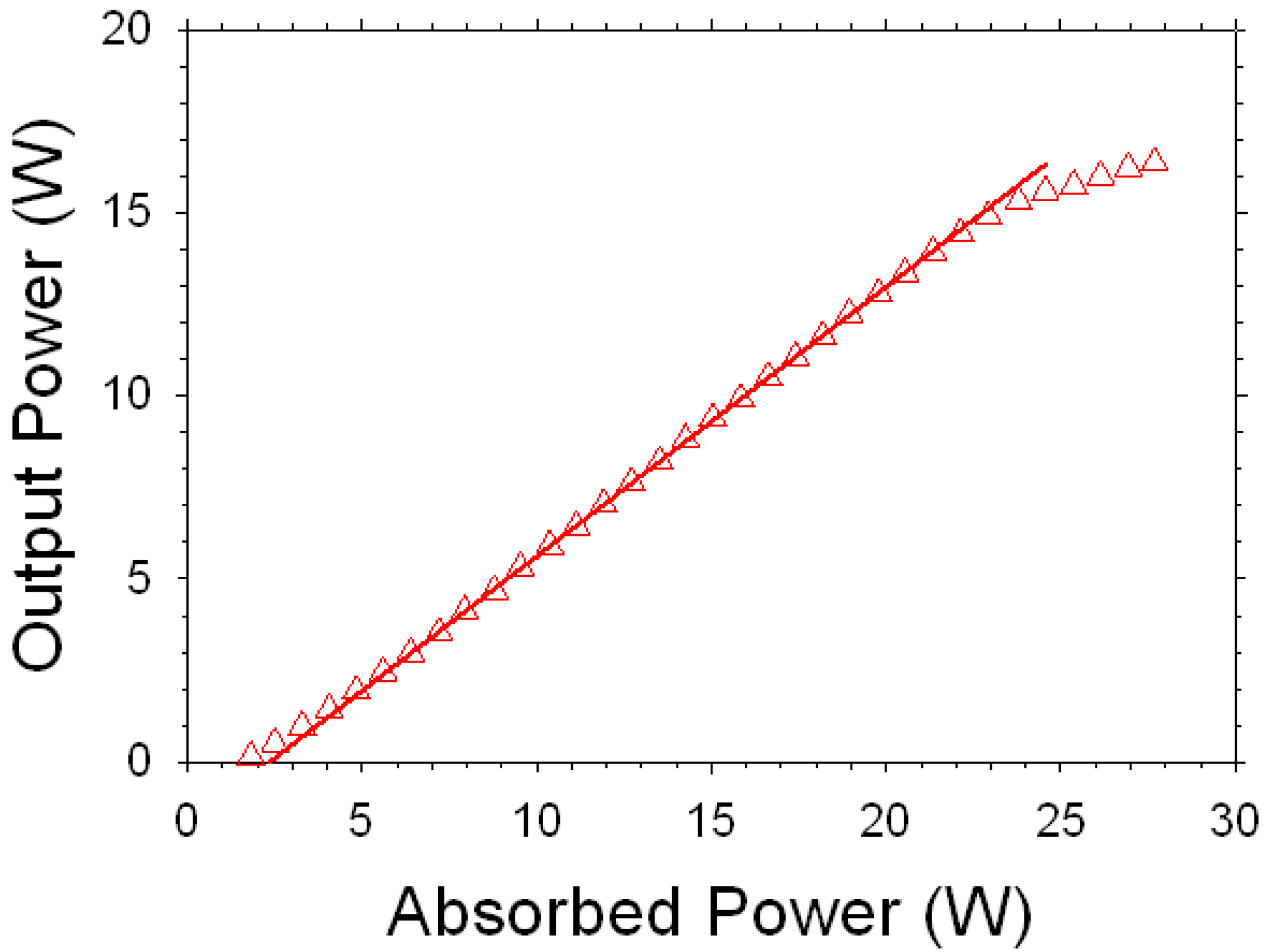
4.11. Sesquioxide Lasers
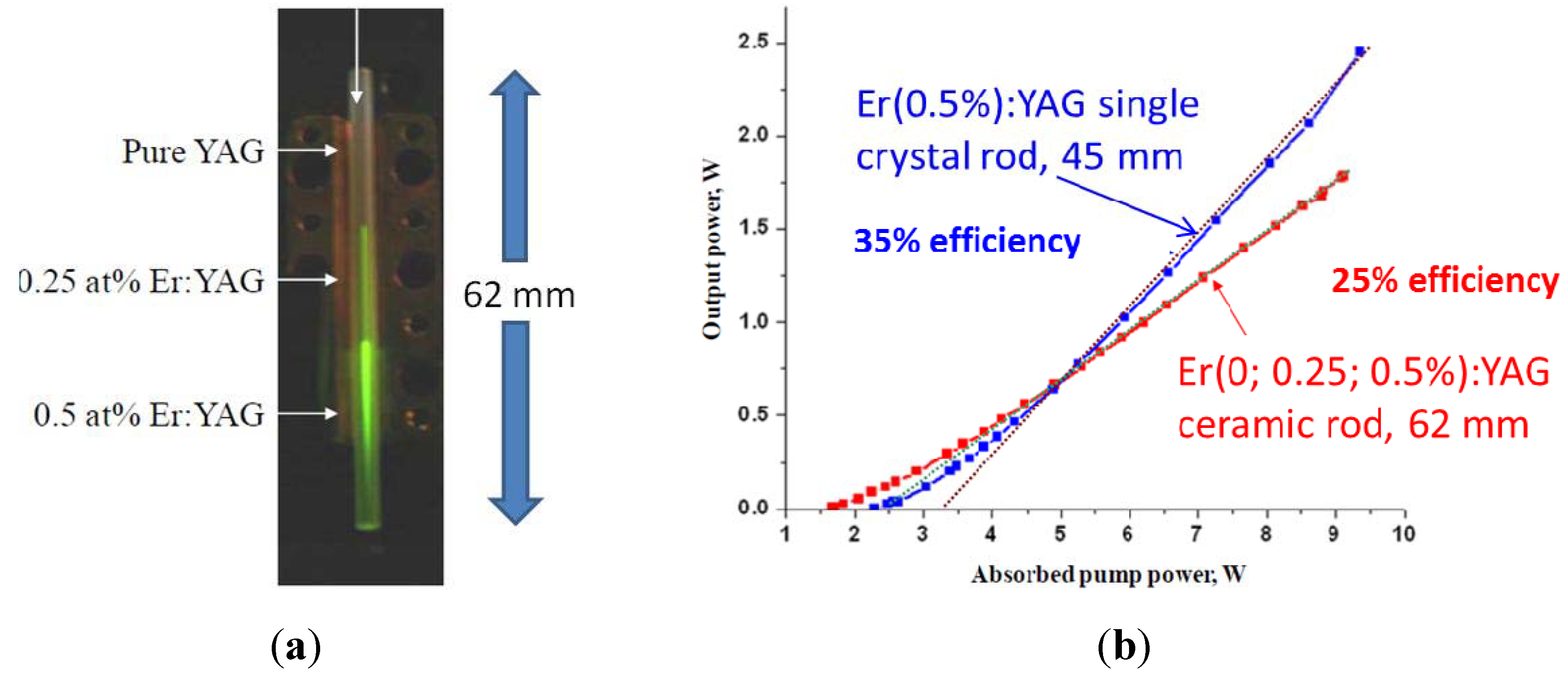
4.12. Laser Ceramics from Anisotropic Materials
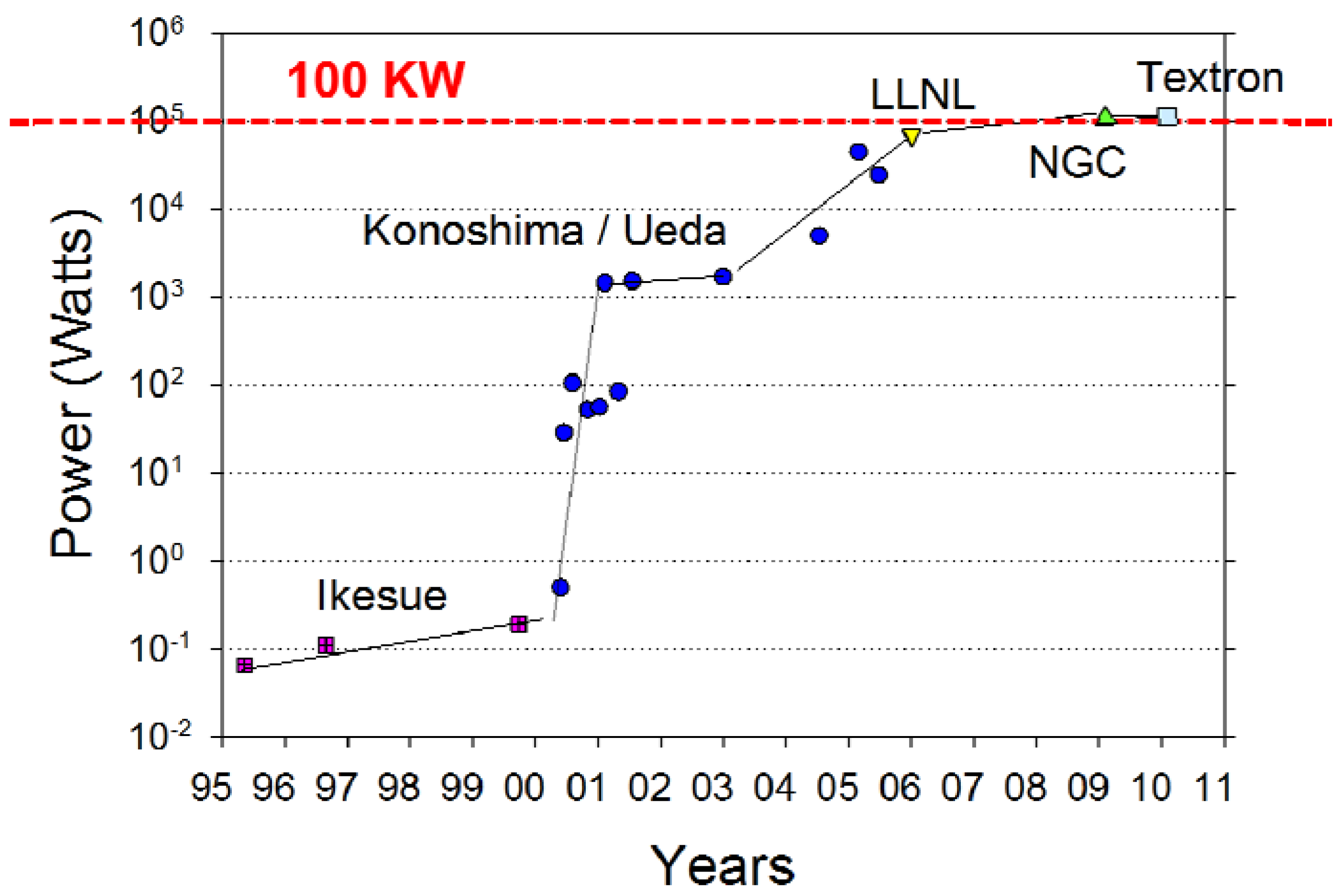
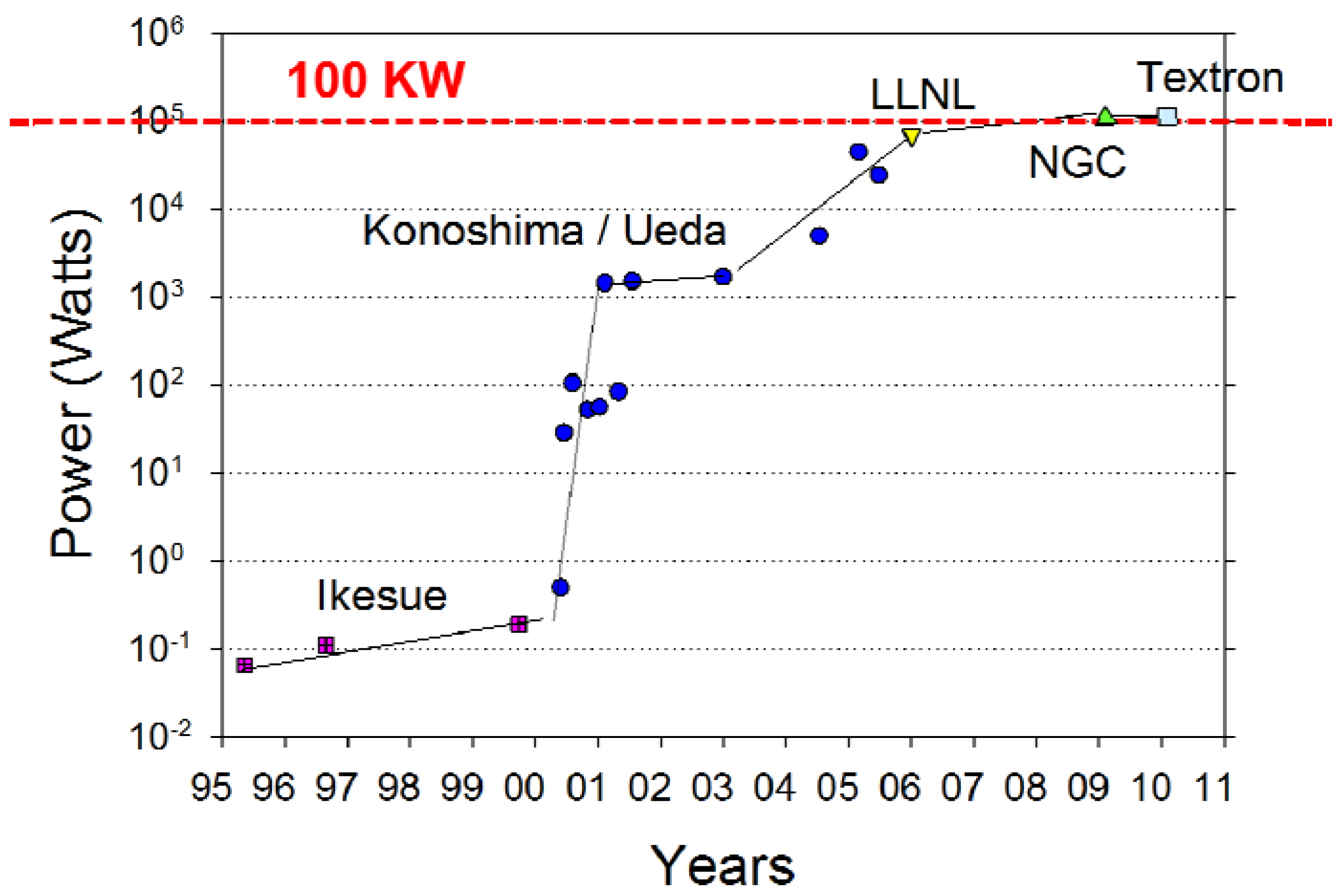
5. High Power Lasers: Towards 100KW and Beyond

6. Summary
Acknowledgement
References and Notes
- Yamamoto, R.M.; Bhachu, B.S.; Cutter, K.P.; Fochs, S.N.; Letts, S.A.; Parks, C.W.; Rotter, M.D.; Soules, T.F. Lawrence Livermore National Lab Report No. 352959. Lawrence Livermore National Lab: Livermore, CA, USA, 2008. [Google Scholar]
- Bishop, B. Northrop Grumman scales new heights in electric laser power, achieves 100 kW from a solid-state laser. Globe Newswire. 18 March 2009. Available online: http://www.irconnect. com/noc/press/pages/news_releases html?d=161575 (accessed on 26 December 2011).
- Bolz, V.; Peters, A.; Petermann, K.; Huber, G. Growth of high-melting sesquioxides by the heat exchanger method. J. Cryst. Growth 2002, 237–239, 879–883. [Google Scholar]
- Gaume, R. Relations Structures-Propriétés Dans les Lasers Solides de Puissance à L'ytterbium. Ph.D. Dissertation, Pierre & Marie Curie University, Paris, France, 2002. [Google Scholar]
- Soules, T.; Lawrence Livermore National Lab: Livermore, CA, USA. Personal communication.
- Koopmann, P.; Lamrini, S.; Scholle, K.; Fuhrberg, P.; Petermann, K.; Huber, G. High power diode pumped 2 mu m laser operation of Tm:Lu2O3. In Proceedings of Conference on Lasers and Electro—Opticss and Quantum Electronics and Laser Science Conference, San Jose, CA, USA, 16–21 May 2010.
- Patel, F.D.; Honea, E.C.; Speth, J.; Payne, S.A.; Hutcheson, R.; Equall, R. Laser demonstration of Yb3Al5O12 (YbYAG) and materials properties of highly doped Yb:YAG. IEEE J. Quant. Elec 2001, 37, 135–144. [Google Scholar] [CrossRef]
- Tunnermann, A.; Zellmer, H.; Schone, W.; Giesen, A.; Contag, K. New concepts for diode pumped solid state lasers. High-Power Diode Lasers 2000, 7, 369–408. [Google Scholar]
- Yamakasi, T.; Anzai, Y. Presented at the 13th International Conference on Crystal Growth, Kyoto, Japan, 30 July–4 August 2001.
- Adair, R.; Chase, L.L.; Payne, S.A. Nonlinear refractive index of optical crystals. Phys. Rev. B 1989, 39, 3337–3350. [Google Scholar] [CrossRef]
- Kuntz, J.D.; Hollingsworth, J.P.; Soules, T.F. Transparent Ceramics for Lasers. Lawrence Livermore National Laboratory Report; UCRL-JRNL-237245. 2007. [Google Scholar]
- Quarles, G. State of art of polycrystalline oxide laser gain materials. In Proceedings of the 46th Army Sagamore Materials Research Conference, St. Michaels, MD, USA, 9–12 May 2005.
- Feldman, R.; Golan, Y.; Burshtein, Z.; Jackel, S.; Moshe, I.; Meir, A.; Lumer, Y.; Shimony, Y. Strengthening of poly-crystalline (ceramic) Nd:YAG elements for high-power laser applications. Opt. Mat. 2011, 33, 695–701. [Google Scholar] [CrossRef]
- Maziex, L.; Green, D.J. Comparison of the mechanical properties of single crystal and polycrystalline yttrium aluminum garnet. Int. J. Appl. Ceram. Technol. 2006, 3, 166–176. [Google Scholar] [CrossRef]
- Gentilman, R. Polycrystalline material for laser applications. In Proceedings of the 46th Army Sagamore Materials Research Conference, St. Michaels, MD, USA, 9–12 May 2005.
- Quarles, G.J.; Castillo, V.K.; Dumm, J.Q.; Messing, S.G.; Lee, L.-H. Comparison of optical, mechanical and thermo-optical properties of oxide polycrystalline laser gain materials with single crystals. In Proceedings of the Frontiers in Optics; OSA Technical Digest (CD), Optical Society of America: Rochester, NY, USA, 2006. Paper FMK4. [Google Scholar]
- Ueda, K. Recent progress of high-power ceramic lasers. In Proceedings of International Conference on Ultrahigh Intensity Lasers, Tongli, China, October 2008.
- Hatch, S.E.; Parsons, W.F.; Weagley, R.J. Hot—Pressed polycrystalline CaF2:Dy2+ laser. Appl. Phys. Letts. 1964, 5, 153–154. [Google Scholar] [CrossRef]
- Greskovich, C.; Chernoch, J.P. Polycrystalline ceramic lasers. J. Appl. Phys. 1973, 44, 4599–4606. [Google Scholar] [CrossRef]
- Ikesue, A.; Kinoshita, T.; Kamata, K.; Yoshida, K. Fabrication and optical properties of high-performance polycrystalline Nd:YAG ceramics for solid-state lasers. J. Am. Ceram. Soc. 1995, 78, 1033–1040. [Google Scholar] [CrossRef]
- Lu, J.; Murai, T.; Takaichi, K.; Uematsu, T.; Misawa, K.; Prabhu, M.; Xu, J.; Ueda, K.; Yagi, H.; Yanagitani, T.; et al. 72 W Nd:Y3Al5O12 ceramic laser. Appl. Phys. Lett. 2001, 78. [Google Scholar] [CrossRef]
- Lu, J.; Ueda, K.; Yagi, H.; Yanagitani, T.; Akiyama, Y.; Kaminskii, A.A. Neodymium doped yttrium aluminum garnet (Y3Al5O12) nanocrystalline ceramics—A new generation of solid state laser and optical materials. J. Alloys Compds 2002, 341, 220–225. [Google Scholar] [CrossRef]
- Dong, J.; Shirakawa, A.; Ueda, K.; Yagi, H.; Yanagitani, T.; Kaminskii, A.A. Laser-diode pumped heavy-doped Yb:YAG ceramic lasers. Opt. Lett. 2007, 32, 1890–1892. [Google Scholar] [CrossRef]
- Ikesue, A.; Aung, Y.L.; Taira, T.; Kamimura, T.; Yoshida, K.; Messing, G. Progress in ceramic lasers. Ann. Rev. Mat. Res. 2006, 36, 397–429. [Google Scholar] [CrossRef]
- Tokurakawa, M.; Shirakawa, A.; Ueda, K.; Yagi, H.; Noriyuki, M.; Yanagitani, T.; Kaminskii, A.A. Diode-pumped ultrashort-pulse generation based on Yb3+:Sc2O3 and Yb3+:Y2O3 ceramic multi-gain-media oscillator. Opts. Expr. 2009, 17, 3353–3361. [Google Scholar] [CrossRef]
- Basiev, T.T.; Doroshenko, M.E.; Konyushkin, V.A.; Osiko, V.V.; Ivanov, L.I.; Simakov, S.V. Lasing in diode-pumped fluoride nanostructure F2−:LiF colour centre ceramics. Quant. Electr. 2007, 37. [Google Scholar] [CrossRef]
- Basiev, T.T.; Doroshenko, M.E.; Fedorov, P.P.; Konyushkin, V.A.; Kuznetsov, S.V.; Osiko, V.V.; Akchurin, M.S. Efficient laser based on CaF2–SrF2–YbF3 Nanoceramics. Opt. Lett. 2008, 33, 521–523. [Google Scholar] [CrossRef] [PubMed]
- Gallian, A.; Fedorov, V.V.; Mirov, S.B.; Badikov, V.V.; Galkin, S.N.; Voronkin, E.F.; Lalayants, A.I. Hot-pressed ceramic Cr2+:ZnSe gain-switched laser. Opt. Expr. 2006, 14, 11694–11701. [Google Scholar] [CrossRef]
- Model HPSFTL-Cr-ZnSe-2400-10. Available online: http://www.ipgphotonics.com/HPSFT_Series.htm (accessed on 26 December 2011).
- Ikesue, A.; Aung, Y.L. Synthesis and performance of advanced ceramic lasers. In Proceedings of the Conference on Lasers and Electro-Optics, (CLEO 2007), Baltimore, MD, USA, 6–11 May 2007.
- Ikesue, A.; Aung, Y. Ceramic laser materials. Nat. Photonics 2008, 2, 721–727. [Google Scholar] [CrossRef]
- Messing, G. Joint Technology Office Program Report. Albuquerque, NM, USA, 2006. [Google Scholar]
- Gaume, R.; Viana, B.; Vivien, D. A simple model for the prediction of thermal conductivity in pure and doped insulating crystals. Appl. Phys. Lett. 2003, 83. [Google Scholar] [CrossRef]
- Fornaseiro, L.; Mix, E.; Peters, V.; Peterman, K.; Huber, G. New oxide crystals for solid state lasers. Cryst. Res. Technol. 1999, 34, 255–260. [Google Scholar] [CrossRef]
- Peters, R.; Krankel, C.; Petermann, K.; Huber, G. Broadly tunable high-power Yb:Lu2O3 thin disk laser with 80% slope efficiency. Opt. Expr. 2007, 15, 7075–7082. [Google Scholar] [CrossRef]
- Kim, W.; Baker, C.; Villalobos, G.; Frantz, J.; Shaw, B.; Lutz, A.; Sadowski, B.; Kung, F.; Hunt, M.; Sanghera, J.; Aggarwal, I. Yb3+ doped Lu2O3 powder for high power solid state lasers. J. Am. Cer. Soc. 2011, 94, 3001–3005. [Google Scholar] [CrossRef]
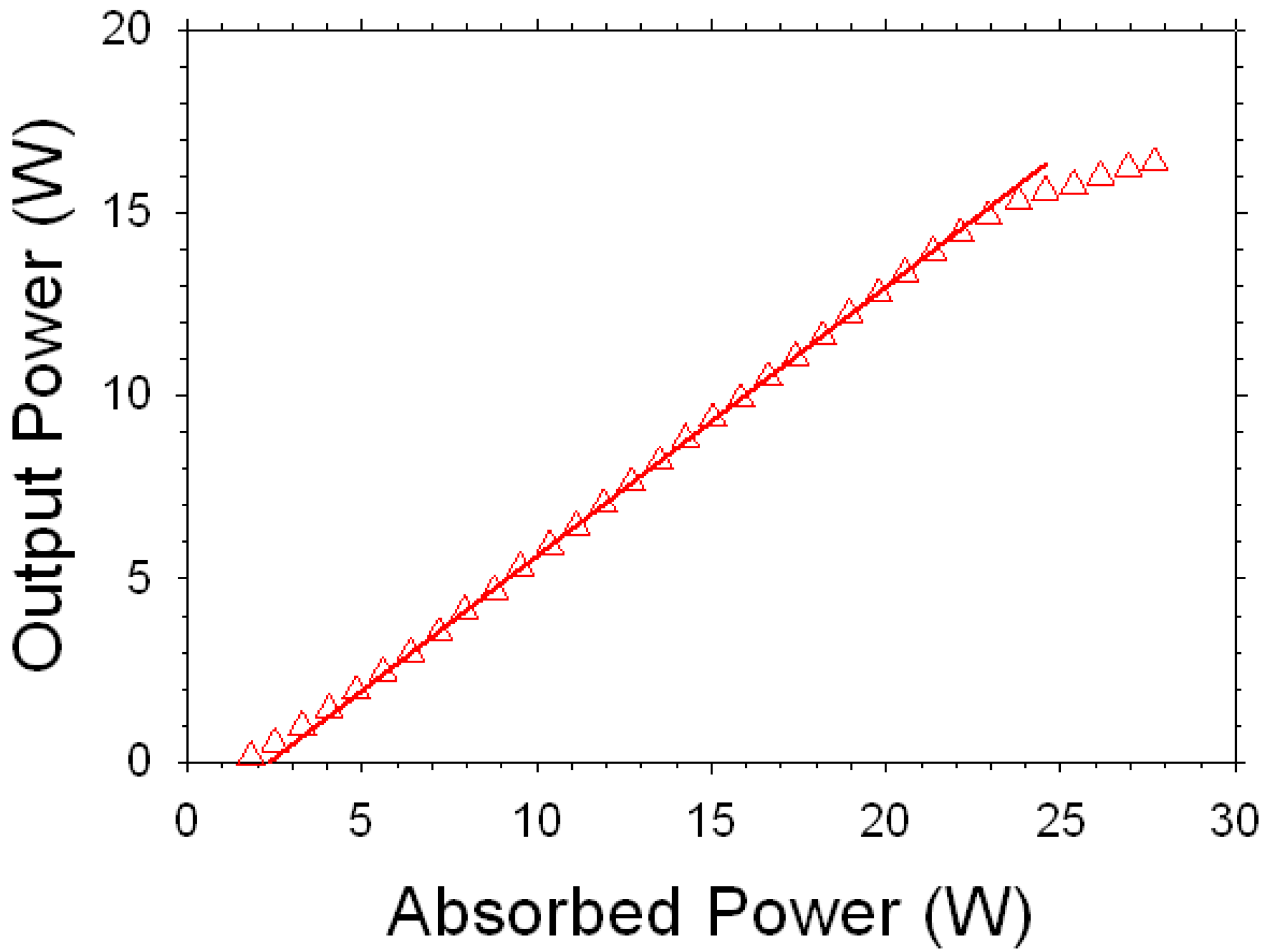
- Sanghera, J.; Frantz, J.; Kim, W.; Villalobos, G.; Baker, C.; Shaw, B.; Sadowski, B.; Hunt, M.; Miklos, F.; Lutz, A.; Aggarwal, I. 10%Yb3+-Lu2O3 ceramic laser with 74% efficiency. Opt. Lett. 2011, 36, 576–578. [Google Scholar] [CrossRef] [PubMed]
- Akiyama, J.; Sato, Y.; Taira, T. Laser demonstration of diode-pumped Nd3+-doped fluorapatite anisotropic ceramics. Appl. Phys. Express 2011, 4. [Google Scholar] [CrossRef]
- Latham, W.P.; Lobad, A.; Newell, T.C.; Stalnaker, D. 6.5kW, Yb:YAG Ceramic thin disk laser. In Proceedings of the International Symposium on High Power Laser Ablation, 18–22 April 2010; Phipps, C.R., Ed.; American Institute of Physics: Santa Fe, NM, USA.
- Selinger, M. Boeing Fires New Thin-Disk Laser, Achieving Solid-State Laser Milestone; Boeing Missile Defense Systems: Chicago, IL, USA, 2008. Available online: http://www.boeing.com/ news/releases/2008/q2/080603a_nr.html (accessed on June 2008).
- Yamamoto, R.M. Proceedings of the Advanced Solid State Photon, Nara, Japan, 27–30 January 2008.
- Joint High Power Solid-State Laser (JHPSSL) Program. Available online: http://www.as. northropgrumman.com/products/joint_hi_power/index.html (accessed on 31 December 2009).
- Mandl, A.; Klimek, D.E. Textron’s J-HPSSL 100 kW ThinZag® Laser Program. In Proceedings of the Conference on Lasers and Electro-Optics (CLEO) and Quantum Electronics and Laser Science Conference (QELS), San Jose, CA, USA, 16–21 May 2010. paper JThH2.
© 2012 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Sanghera, J.; Kim, W.; Villalobos, G.; Shaw, B.; Baker, C.; Frantz, J.; Sadowski, B.; Aggarwal, I. Ceramic Laser Materials. Materials 2012, 5, 258-277. https://doi.org/10.3390/ma5020258
Sanghera J, Kim W, Villalobos G, Shaw B, Baker C, Frantz J, Sadowski B, Aggarwal I. Ceramic Laser Materials. Materials. 2012; 5(2):258-277. https://doi.org/10.3390/ma5020258
Chicago/Turabian StyleSanghera, Jasbinder, Woohong Kim, Guillermo Villalobos, Brandon Shaw, Colin Baker, Jesse Frantz, Bryan Sadowski, and Ishwar Aggarwal. 2012. "Ceramic Laser Materials" Materials 5, no. 2: 258-277. https://doi.org/10.3390/ma5020258