
Enhancing Quality Control: Image-Based Quantification of Carbides and Defect Remediation in Binder Jetting Additive Manufacturing

 , , , ,
, , , , 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Powder
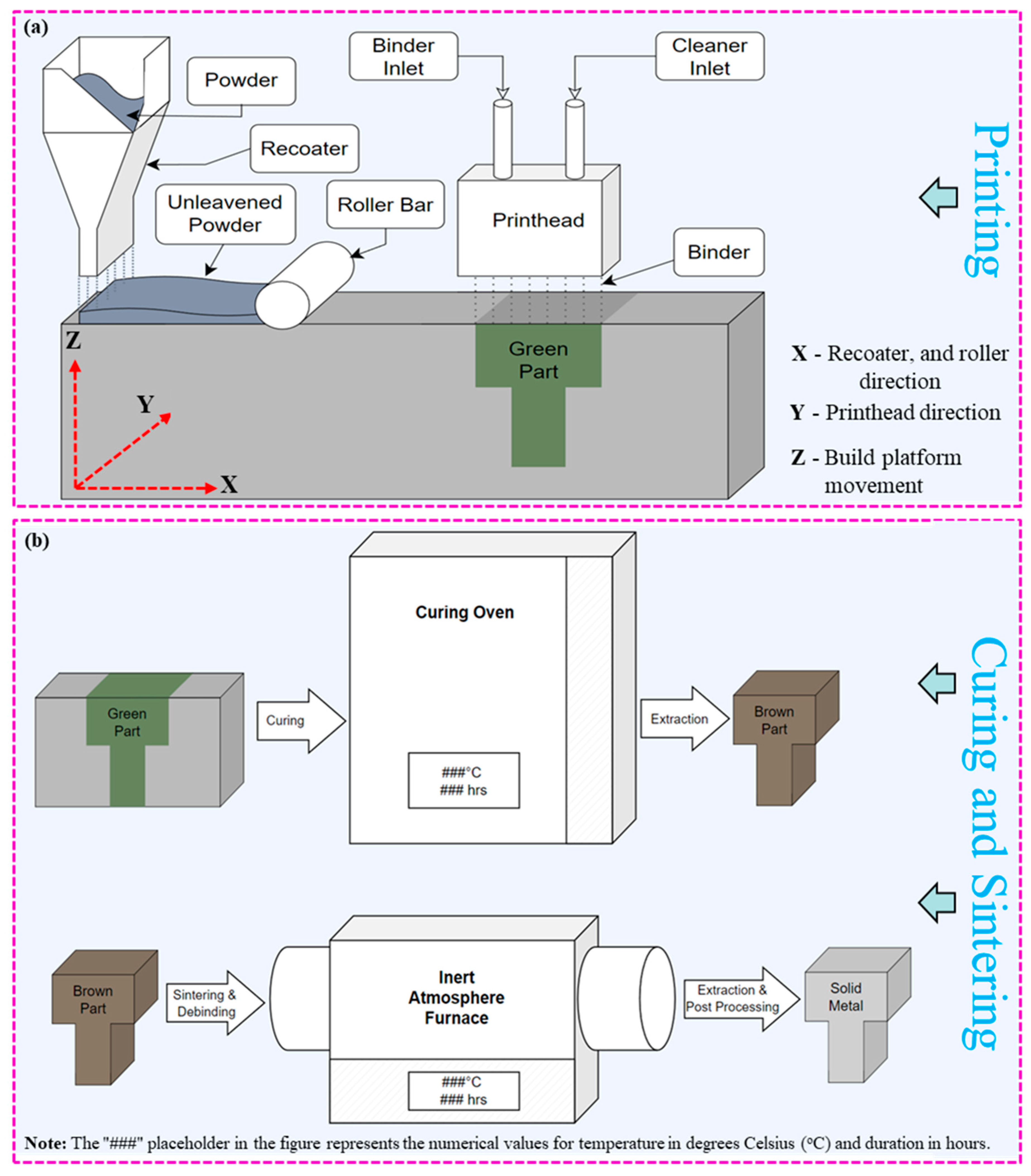
2.2. Printing, Curing, Debinding, and Sintering
2.3. Scanning Electron Microscopy (SEM)
2.4. Digital Image Analysis
3. Binding Mechanism
4. Defect Analysis in Binder Jetting AM
4.1. Importance of Defect Analysis for Quality Control
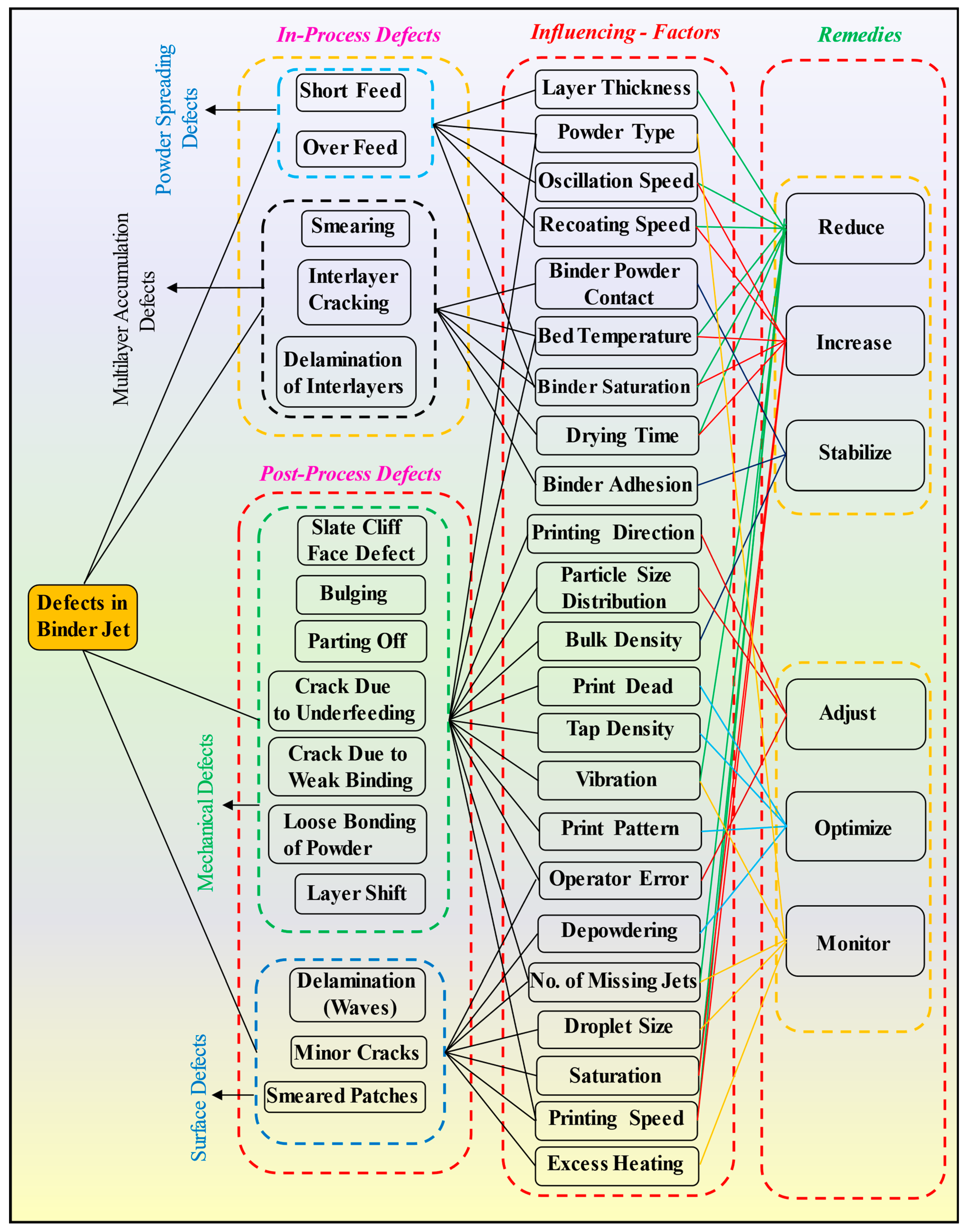
4.2. Classification of Common Defects in Binder Jetting AM Parts
4.3. In-Process Defects and Remedies
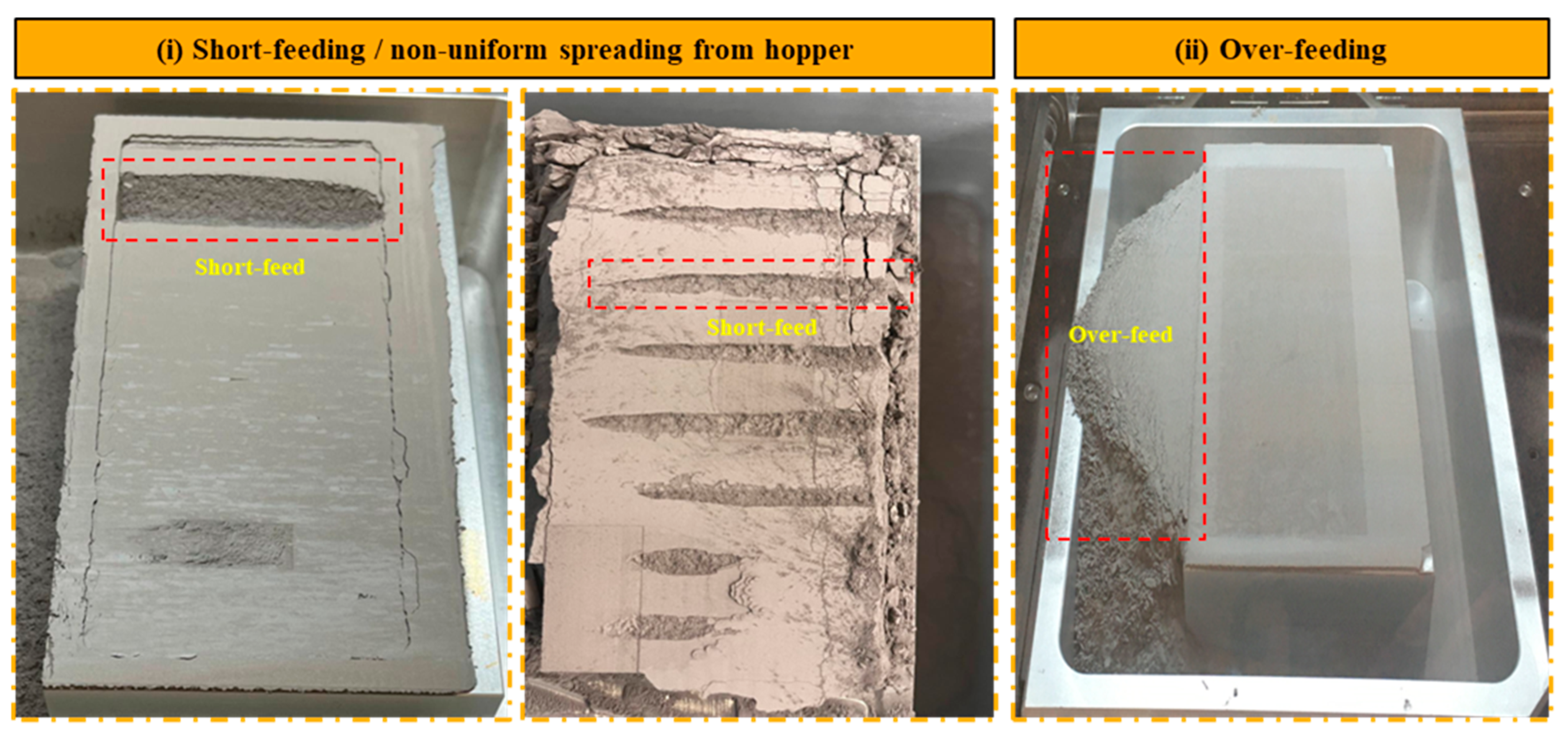
4.3.1. Short- and Over-Feeding
4.3.2. Multilayer Accumulation Defects
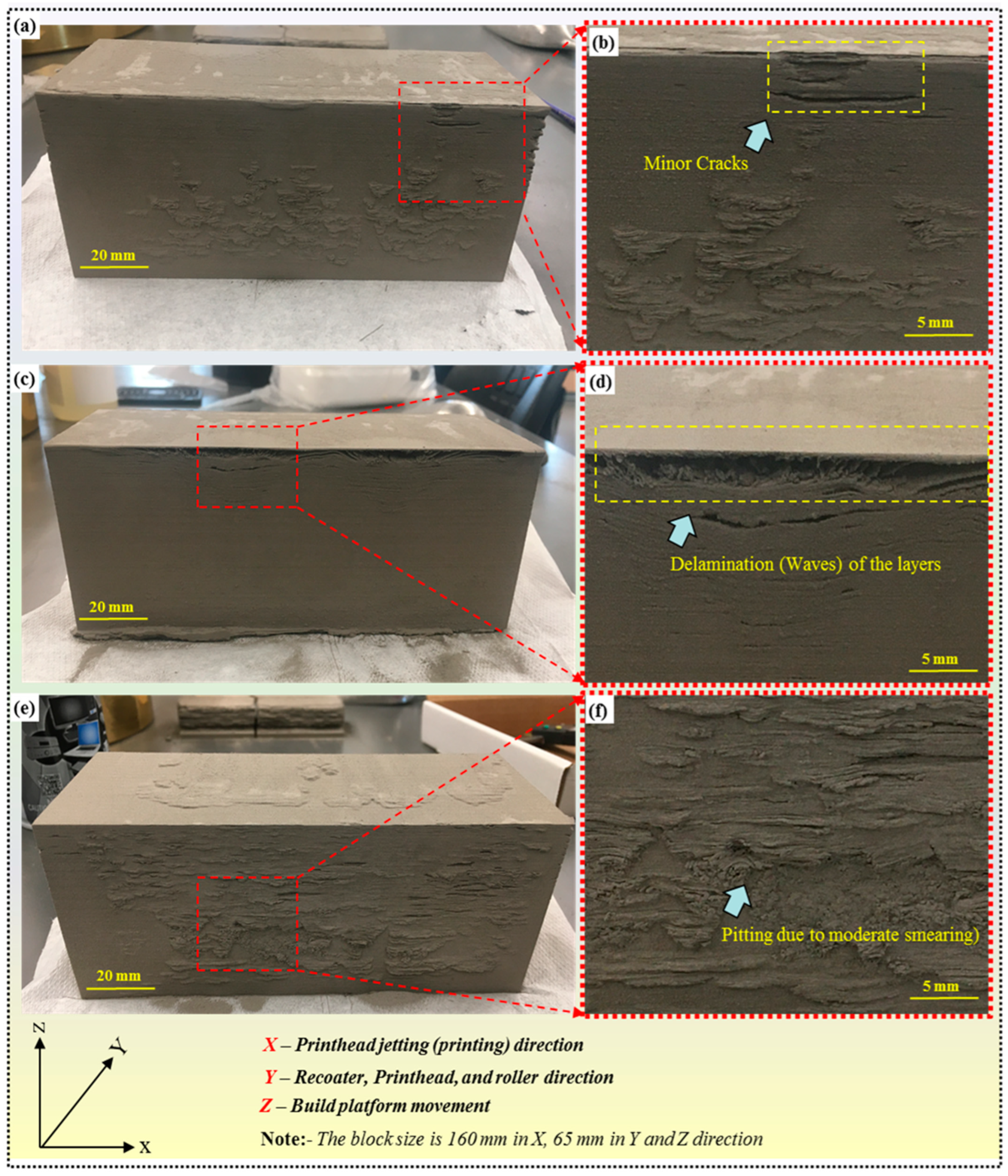
- Smearing: In BJ, smearing occurs when the freshly recoated powder layer comes into contact with the partially dried binder of the previous layer during the printing process when the roller levels the powder in the build zone. This contact can lead to the unintentional spreading or smudging of the binder across the surface of the powder bed, resulting in irregularities or defects in the printed part, as shown in Figure 8i. Therefore, the binder’s proper drying temperature and duration play an essential role in smearing. Smearing during printing often occurs due to several other factors [90]. Firstly, it is observed that excess binder application leads to smudging when the recoated powder layer is deposited. If the binder is applied excessively or in large droplets, it can spread beyond the intended boundaries, compromising the integrity of the printed layers. Secondly, binder saturation contributed to smearing. When the binder saturates the powder particles excessively, the freshly applied binder may encounter previously saturated particles, leading to easier spreading and smearing along the powder bed surface. Furthermore, it is also observed that suboptimal powder spreading can result in uneven distribution of the binder. If the powder spreading mechanism fails to distribute the powder evenly or if irregularities exist in the powder bed surface, the binder may not be uniformly absorbed. This uneven distribution can cause localized areas of excess binder, increasing the risk of smearing when the next layer is applied.
- 2.
- Smearing and cracking: Smearing and cracking defects typically occur when the powder bed density is insufficient, leading to inadequate adhesion between powder particles and ineffective binder penetration. We observed that when the powder bed density was not optimal, there were gaps and voids between the powder particles, resulting in poor inter-particle bonding, as shown in Figure 8ii. As a result, the binder applied during printing may not effectively penetrate and bind the powder particles, leading to incomplete consolidation of the printed layers. This inadequate bonding can result in the smearing of the printed features and may also contribute to cracking as the part undergoes post-processing or handling. Another contributing factor to smearing and cracking is the excessive adhesion of the binder to the roller mechanism during printing [91]. If the roller becomes coated with an excess amount of binder, it may unevenly transfer this excess binder onto the powder bed, leading to localized areas of high binder concentration. Consequently, these areas may exhibit excessive consolidation and poor powder adhesion, resulting in smearing of the printed layers and potential cracking upon curing or post-processing. To mitigate this defect, the best remedies are increasing the oscillation speed, reducing recoating and roller speed, and increasing the temperature of the build zone and drying time. In this study, the optimized parameters to mitigate smearing and cracking issues included an oscillation speed of 2600 rpm, a recoating speed of 20 mm/s, a roller speed of 200 rpm, a build zone temperature of 60 °C, and a drying time of 30 s.
- 3.
- Interlayer cracks during printing: Interlayer cracks in binder jet printing were observed when regions of low powder density failed to adequately support the deposition of subsequent layers, leading to cracks between layers, as shown in Figure 8iii. This is primarily caused by inadequate powder compaction and uneven binder distribution within the powder layers. Factors contributing to interlayer cracks included improper powder spreading, inconsistent binder application, and insufficient drying or curing of the binder. Addressing interlayer cracking requires optimizing various process parameters, such as uniform powder spreading, precise binder application, and adequate drying or curing times between layers. Additionally, controlling printing parameters like bed temperature and build plate movement speed can minimize and reduce the likelihood of interlayer cracks. By carefully managing these factors, the quality and integrity of printed parts can be improved, resulting in fewer interlayer defects and enhanced overall print quality. In this study, to address deficiencies and ensure uniform powder spreading, the recoating speed was reduced to 22 mm/s with a roller speed of 250 rpm, a binder set time of 10 s, and a drying time of 30 s. To ensure precise binder application, a missing jet test was performed every 4 h during printing, but this was only applied for larger blocks with a volume exceeding 1500 mm3.
- 4.
- Delamination of the interlayer: It occurred when certain portions of the print adhered to the build plate during the downward movement of the plate, as shown in Figure 8iv. This phenomenon is typically observed in binder jet printing. It is attributed to smearing at the boundaries of the build zone, which causes adhesion between the printed layers and the build plate surface. When the build plate descends to accommodate the deposition of subsequent layers, regions of the print with plate corner adhesion fail to detach from the build plate, resulting in delamination. Several factors contribute to interlayer delamination in binder jet printing, such as excessive smearing, insufficient drying, very low transverse speed, and high roller speed when the hopper assembly returns to its home position. To tackle this problem, the best remedy is to control the printing parameters, especially the binder set time (increase), drying time (increase), roller speed (decrease), and recoating speed (decrease). The optimized experimental parameters include a binder set time of 15 s, a drying time of 40 s, a roller speed of 200 rpm, and a recoating speed of 20 mm/s.
4.4. Post-Process Defects
4.4.1. Mechanical Defects
- Slate cliff face defect: The “slate cliff face” defect observed in binder jet printing refers to a distinctive surface irregularity resembling the rugged face of a slate cliff, as shown in Figure 9a. This defect manifests as uneven and jagged layers or edges along the printed part’s surface, resembling the natural fissures and contours of slate rock formations. The irregularities can occur due to various factors during the printing process, including insufficient powder compaction, excessive smearing between the layers, and inconsistent binder application due to inadequate adhesion between layers. These inconsistencies can compromise the printed part’s structural integrity and aesthetic appearance, necessitating corrective measures to mitigate the defect. The parts with these kinds of defects cannot be processed for debinding and sintering. To address the slate cliff face defect, optimization of process parameters such as powder spreading, binder saturation, and drying time conditions is essential. Ensuring uniform powder compaction and consistent binder penetration across the build area can help minimize surface irregularities and enhance the overall quality of the printed part. To address this defect, the optimized parameters include an oscillation speed of 2650 rpm, a binder saturation of 65%, a drying time of 45 s, and a binder set time of 5 s. Additionally, to ensure proper compaction of the powder, the recoating speed was reduced to 20 mm/s.
- Bulging defect: The “bulging” defect in binder jetting refers to a characteristic irregularity where certain sections of the printed part exhibit pronounced outward protrusions or swelling, resembling bulges or deformities, as shown in Figure 9b. This defect typically occurs due to localized variations in powder compaction and binder saturation during printing, leading to non-uniform material deposition and layer buildup. Other factors include inadequate powder spreading and leveling mechanisms, uneven binder distribution, or insufficient adhesion between adjacent layers. In areas where the powder bed is not uniformly compacted or where excessive binder is deposited, the excess material can accumulate and cause the formation of bulges or raised regions on the part’s surface. Optimizing recoating speed and compaction mechanisms (roller speed) to mitigate the bulging defect is essential to ensure uniform material deposition across the build area. Fine-tuning binder application parameters and controlling the curing process can help minimize excess material buildup and promote better adhesion between layers. Implementing quality control measures and conducting thorough inspections during and after the printing process can aid in identifying and addressing bulging defects promptly, thus improving the quality and dimensional accuracy of binder jetted parts. The most effective approach to minimize bulging is to discharge excess powder from the hopper. The optimized parameters for this include an oscillation speed of 2750 rpm, a recoating speed of 20 mm/s, and a roller speed of 200 rpm, ensuring uniform spreading and optimal compaction of the powder in each layer.
- Parting off: The “parting off” defect in BJ refers to the unintended separation of the printed part along its transverse (Figure 9c) or longitudinal (Figure 9d) direction, resulting in the formation of distinct sections or pieces. This defect typically occurs due to inadequate strength or bonding between adjacent layers, leading to structural instability and eventual detachment in the transverse direction, as shown in Figure 9c. Parting off may occur when the printed part lacks sufficient strength to withstand external forces or stresses applied perpendicular to its build layers, either due to its own weight or as a result of user error during depowdering. Weak interlayer bonding or insufficient material density in some areas of the part can contribute to this defect, causing the part to separate along its cross-section. Conversely, parting off in the longitudinal direction may occur when there are missed or inadequately bonded layers within the part’s structure. If specific layers fail to adhere correctly during the printing process or if there are inconsistencies in binder application, these weak points can become prone to separation over time, especially during depowdering; the parts become splatted longitudinally due to their own weight. Optimizing BJ parameters is essential to mitigate parting off defects in binder jetting, along with carefully monitoring printing layers susceptible to higher levels of smearing. When observing increased smearing in specific layers, it is advisable to extend the drying duration to dry the binder effectively. In this study, to counteract smearing issues, the drying time for problematic layers was increased by about 50–60% compared to standard layers, extending to 45–50 s. Additionally, the binder set time was shortened to 5 s to further reduce the risk of smearing and ensure more consistent layer quality.
- 4.
- Cracks due to under-feeding of binder and weak binding: Cracks stemming from under-feeding and weak binding in BJ are often a result of inadequate binder penetration and poor bonding between powder particles. Under-feeding occurs when the binder application fails to supply enough binder to thoroughly saturate the powder bed, resulting in inadequate adhesion between adjacent layers [93]. This study noted that the left half of the printhead jets became blocked during the last few layers, possibly due to contact with smeared surfaces, thus preventing the binder from being ejected onto those specific sections, as depicted in Figure 9d. On the other hand, weak binding arises when the binder-to-powder ratio is too low or when the binder fails to sufficiently penetrate the powder layers, resulting in weak bonds between layers, as shown in Figure 9e. These factors collectively contribute to cracks in binder jetted parts and underscore the importance of optimizing BJ parameters and post-processing procedures to mitigate such defects and enhance part quality. Therefore, the most effective remedies to address these defects involve monitoring the off jets of the print head nozzles, a task easily performed during printing. If specific sections of the part are not adequately wetted with the binder, it may indicate issues with the off jets of the nozzles. The oscillation speed was raised to 2750 rpm to mitigate under-feeding issues while reducing the recoating speed to 20 mm/s. When lines were observed in the printed layers, a missing jet test was conducted to maintain uniform binder distribution. By promptly identifying and addressing these nozzle-related issues, such as cleaning or adjusting the nozzles as needed, the operator can ensure consistent and uniform binder deposition, thereby mitigating the risk of under-feeding and weak binding defects in binder jetted parts.
- 5.
- Under-curing: Under-curing in BJ refers to the insufficient curing or solidification of the binder material used to bind the powder particles together during the printing process. This defect occurs when the curing conditions, such as temperature or time, are not optimized, or the curing process cannot proceed for a sufficient duration. In this study, when insufficient curing duration of approximately 8 h was applied, it resulted in inadequate bonding of the powder particles by the binder material. Consequently, the printed parts exhibited a clumpy appearance, with the powder particles not fully bonded together, as shown in Figure 9f. Without sufficient bonding between the powder particles, the loosely bound powder may be susceptible to erosion or detachment from the part’s surfaces, especially during handling or subsequent processing steps. To address under-curing in BJ, it is essential to ensure that the curing process is carried out for a suitable duration and under optimized conditions. This may involve adjusting parameters such as curing temperature (180–220 °C) and time (12–16 h) to achieve complete and uniform solidification of the binder throughout the printed part. In this study, the curing temperature was set between 180 °C and 220 °C, with curing times ranging from 12 to 16 h, ensuring complete and uniform solidification of the binder throughout the printed part.
- 6.
- Layer Shift: Layer shift in binder jetting occurs when successive layers of the printed part are misaligned or displaced from their intended positions [24,41], leading to inaccuracies in the final part geometry, as shown in Figure 9f. In the presented case, the observed layer shift is attributed to several factors related to the drying process. The initial layers at the bottom of the printed part experienced shifting due to excess heat during drying. High temperatures can accelerate the drying process, causing the binder to solidify too quickly and resulting in an uneven distribution of material. Consequently, the roller, responsible for spreading the powder evenly, may push the layer away from the intended position, leading to lateral displacement or shifting. To address layer shifts in BJ, optimizing the drying parameters (drying temperature and time) to achieve uniform material distribution and minimize the risk of overheating is essential. Adjustments to temperature and drying duration can help mitigate the effects of excess heat and ensure consistent layer deposition throughout the printing process. Additionally, monitoring the printing environment and implementing quality control measures can help identify and address issues such as layer shift in a timely manner, ensuring the production of high-quality printed parts. To address the issue of layer shift, the bed temperature was set at 50 °C with a drying time of 25 s.
4.4.2. Surface Defects
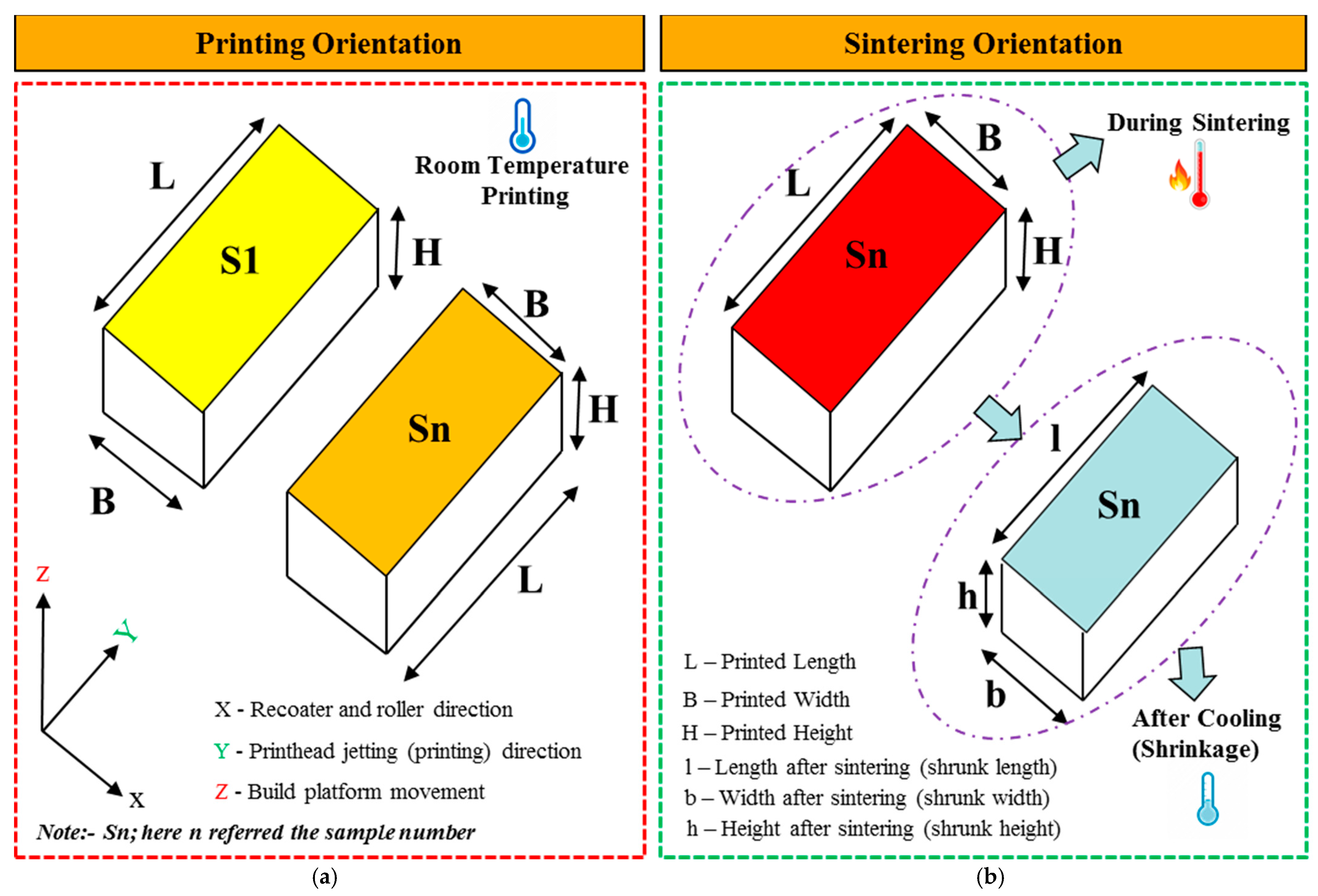
4.5. Shrinkage in the Sintered Parts
5. Carbide Quantification in Binder Jetting AM
5.1. Understanding Carbides in AISI M2 Tool Steel
5.2. Image-Based Techniques for Carbide Quantification
5.2.1. Overview of Image Analysis Methods
5.2.2. Image Processing of Microstructural Images (SEM) for Carbide Quantification
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Tuncer, N.; Bose, A. Solid-State Metal Additive Manufacturing: A Review. JOM 2020, 72, 3090–3111. [Google Scholar] [CrossRef]
- Lv, X.; Ye, F.; Cheng, L.; Fan, S.; Liu, Y. Binder jetting of ceramics: Powders, binders, printing parameters, equipment, and post-treatment. Ceram. Int. 2019, 45, 12609–12624. [Google Scholar] [CrossRef]
- Shabani, M.; Xiong, W. Metal matrix composite development using binder jet additive manufacturing. In Metal-Matrix Composites: Advances in Processing, Characterization, Performance and Analysis; Springer: Singapore, 2023; pp. 215–223. [Google Scholar] [CrossRef]
- Mao, Y.; Li, J.; Li, W.; Cai, D.; Wei, Q. Binder jetting additive manufacturing of 316L stainless-steel green parts with high strength and low binder content: Binder preparation and process optimization. J. Mater. Process. Technol. 2021, 291, 117020. [Google Scholar] [CrossRef]
- Jamalkhani, M.; Nathan, B.; Heim, M.; Nelson, D.; Mostafaei, A. Fatigue behavior of vacuum-sintered binder jetted fine 316L stainless steel powder. Mater. Sci. Eng. A 2023, 873, 144937. [Google Scholar] [CrossRef]
- Oropeza, D.; Hart, A.J. A laboratory-scale binder jet additive manufacturing testbed for process exploration and material development. Int. J. Adv. Manuf. Technol. 2021, 114, 3459–3473. [Google Scholar] [CrossRef] [PubMed]
- Lores, A.; Azurmendi, N.; Agote, I.; Zuza, E. A review on recent developments in binder jetting metal additive manufacturing: Materials and process characteristics. Powder Met. 2019, 62, 267–296. [Google Scholar] [CrossRef]
- Dahmen, T.; Henriksen, N.; Dahl, K.; Lapina, A.; Pedersen, D.; Hattel, J.; Christiansen, T.; Somers, M. Densification, microstructure, and mechanical properties of heat-treated MAR-M247 fabricated by Binder Jetting. Addit. Manuf. 2021, 39, 101912. [Google Scholar] [CrossRef]
- Chen, S.G.; Gao, H.J.; Wu, Q.; Gao, Z.H.; Zhou, X. Review on residual stresses in metal additive manufacturing: Formation mechanisms, parameter dependencies, prediction and control approaches. J. Mater. Res. Technol. 2022, 17, 2950–2974. [Google Scholar] [CrossRef]
- Mostafaei, A.; Stevens, E.L.; Ference, J.J.; Schmidt, D.E.; Chmielus, M. Binder jetting of a complex-shaped metal partial denture framework. Addit. Manuf. 2018, 21, 63–68. [Google Scholar] [CrossRef]
- Su, A.; Al’Aref, S.J. History of 3D printing. In 3D Printing Applications in Cardiovascular Medicine; Elsevier: Amsterdam, The Netherlands, 2018; pp. 1–10. [Google Scholar]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Hull, C.W. Apparatus for Production of Three-Dimensional Objects by Stereolithography. U.S. Patent 4,575,330, 8 August 1984. [Google Scholar]
- Ziaee, M.; Crane, N.B. Binder jetting: A review of process, materials, and methods. Addit. Manuf. 2019, 28, 781–801. [Google Scholar] [CrossRef]
- Mostafaei, A.; Elliott, A.M.; Barnes, J.E.; Li, F.; Tan, W.; Cramer, C.L.; Nandwana, P.; Chmielus, M. Binder jet 3D printing—Process parameters, materials, properties, modeling, and challenges. Prog. Mater. Sci. 2021, 119, 100707. [Google Scholar] [CrossRef]
- Shakor, P.; Chu, S.H.; Puzatova, A.; Dini, E. Review of binder jetting 3D printing in the construction industry. Prog. Addit. Manuf. 2022, 7, 643–669. [Google Scholar] [CrossRef]
- Mirzababaei, S.; Pasebani, S. A review on binder jet additive manufacturing of 316L stainless steel. J. Manuf. Mater. Process. 2019, 3, 82. [Google Scholar] [CrossRef]
- Chen, X.; Wang, S.; Wu, J.; Duan, S.; Wang, X.; Hong, X.; Han, X.; Li, C.; Kang, D.; Wang, Z.; et al. The application and challenge of binder jet 3D printing technology in pharmaceutical manufacturing. Pharmaceutics 2022, 14, 2589. [Google Scholar] [CrossRef] [PubMed]
- Gilmer, D.B. Design of Binders for Binder Jet Additive Manufacturing. Ph.D. Thesis, University of Tennessee, Knoxville, TN, USA, 2022. [Google Scholar]
- Miyanaji, H. Binder Jetting Additive Manufacturing Process Fundamentals and the Resultant Influences on Part Quality. Ph.D. Thesis, University of Louisville, Louisville, KY, USA, 2018. [Google Scholar]
- Chua, C.K.; Wong, C.H.; Yeong, W.Y. Standards, Quality Control, and Measurement Sciences in 3D Printing and Additive Manufacturing; Academic Press: Cambridge, MA, USA, 2017. [Google Scholar]
- Msallem, B.; Sharma, N.; Cao, S.; Halbeisen, F.S.; Zeilhofer, H.-F.; Thieringer, F.M. Evaluation of the dimensional accuracy of 3D-printed anatomical mandibular models using FFF, SLA, SLS, MJ, and BJ printing technology. J. Clin. Med. 2020, 9, 817. [Google Scholar] [CrossRef] [PubMed]
- de Pastre, M.-A.; Quinsat, Y.; Lartigue, C. Effects of additive manufacturing processes on part defects and properties: A classification review. Int. J. Interact. Des. Manuf. (IJIDeM) 2022, 16, 1471–1496. [Google Scholar] [CrossRef]
- Parab, N.D.; Barnes, J.E.; Zhao, C.; Cunningham, R.W.; Fezzaa, K.; Rollett, A.D.; Sun, T. Real time observation of binder jetting printing process using high-speed X-ray imaging. Sci. Rep. 2019, 9, 2499. [Google Scholar] [CrossRef]
- Kumar, A.Y.; Wang, J.; Bai, Y.; Huxtable, S.T.; Williams, C.B. Impacts of process-induced porosity on material properties of copper made by binder jetting additive manufacturing. Mater. Des. 2019, 182, 108001. [Google Scholar] [CrossRef]
- Zhao, K.; Su, Z.; Ye, Z.; Cao, W.; Pang, J.; Wang, X.; Wang, Z.; Xu, X.; Zhu, J. Review of the types, formation mechanisms, effects, and elimination methods of binder jetting 3D-printing defects. J. Mater. Res. Technol. 2023, 27, 5449–5469. [Google Scholar] [CrossRef]
- Gupta, A.; Choudhari, A.; Kadaka, T.; Rayar, P. Design and analysis of vertical vacuum fryer. In Proceedings of the International Conference on Intelligent Manufacturing and Automation, Mumbai, India, 20–21 July 2018; Lecture Notes in Mechanical Engineering. Vasudevan, H., Kottur, V., Raina, A., Eds.; Springer: Berlin, Germany, 2018. [Google Scholar] [CrossRef]
- Godec, D.; Breški, T.; Katalenić, M.; Nordin, A.; Diegel, O.; Kristav, P.; Motte, D.; Tavčar, J. Applications of AM. In A Guide to Additive Manufacturing; Springer International Publishing: Cham, Switzerland, 2022; pp. 149–229. [Google Scholar] [CrossRef]
- Sandberg, C.; Tinglöv, E. Business Model Innovation for Additive Manufacturing. Master’s Thesis, Lund University, Lund, Sweden, 2021. [Google Scholar]
- Choudhari, A.; Talkar, S.; Rayar, P.; Rane, A. Design and manufacturing of compact and portable smart CNC machine. In Proceedings of the International Conference on Intelligent Manufacturing and Automation, Mumbai, India, 27–28 March 2020; Lecture Notes in Mechanical Engineering. Vasudevan, H., Kottur, V., Raina, A., Eds.; Springer: Singapore, 2020. [Google Scholar] [CrossRef]
- Geraci, D. Additive Manufacturing in the Italian Goldsmith Industry. Adoption and Economic Impact. Ph.D. Thesis, Politecnico di Torino, Turin, Italy, 2022. [Google Scholar]
- Li, M.; Wei, X.; Pei, Z.; Ma, C. Binder jetting additive manufacturing: Observations of compaction-induced powder bed surface defects. Manuf. Lett. 2021, 28, 50–53. [Google Scholar] [CrossRef]
- Talkar, S.; Choudhari, A.; Rayar, P. Building Envelope Optimization and Cost-Effective Approach in HVAC to Support Smart Manufacturing. In Proceedings of the International Conference on Intelligent Manufacturing and Automation, Mumbai, India, 27–28 March 2020; Lecture Notes in Mechanical Engineering. Vasudevan, H., Kottur, V., Raina, A., Eds.; Springer: Singapore. [Google Scholar] [CrossRef]
- Colton, T.; Inkley, C.; Berry, A.; Crane, N.B. Impact of inkjet printing parameters and environmental conditions on formation of 2D and 3D binder jetting geometries. J. Manuf. Process. 2021, 71, 187–196. [Google Scholar] [CrossRef]
- Dini, F.; Ghaffari, S.A.; Jafar, J.; Hamidreza, R.; Marjan, S. A review of binder jet process parameters; powder, binder, printing and sintering condition. Met. Powder Rep. 2020, 75, 95–100. [Google Scholar] [CrossRef]
- Jiang, R.; Monteil, L.; Kimes, K.; Mostafaei, A.; Chmielus, M. Influence of powder type and binder saturation on binder jet 3D–printed and sintered Inconel 625 samples. Int. J. Adv. Manuf. Technol. 2021, 116, 3827–3838. [Google Scholar] [CrossRef]
- Onler, R.; Koca, A.S.; Kirim, B.; Soylemez, E. Multi-objective optimization of binder jet additive manufacturing of Co-Cr-Mo using machine learning. Int. J. Adv. Manuf. Technol. 2022, 119, 1091–1108. [Google Scholar] [CrossRef]
- Bai, Y.; Williams, C.B. Binderless Jetting: Additive Manufacturing of Metal Parts via Jetting Nanoparticles. University of Texas at Austin: Austin, TX, USA, 2017. [Google Scholar]
- Persson, G. Process Development for H13 Tool Steel Powder in Binder Jet Process. Bachelor’s Thesis, University of Gävle, Gävle, Sweden, 2020; p. 29. Available online: https://urn.kb.se/resolve?urn=urn:nbn:se:hig:diva-32694 (accessed on 1 May 2024).
- Chen, H. A Process Modelling and Parameters Optimization and Recommendation System for Binder Jetting Additive Manufacturing Process; McGill University: Montréal, QC, Canada, 2015. [Google Scholar]
- Miyanaji, H.; Zhang, S.; Yang, L. A new physics-based model for equilibrium saturation determination in binder jetting additive manufacturing process. Int. J. Mach. Tools Manuf. 2018, 124, 1–11. [Google Scholar] [CrossRef]
- Araújo, A.; Naeem, M.; Araújo, L.; Costa, T.; Khan, K.; Díaz-Guillén, J.; Iqbal, J.; Liborio, M.; Sousa, R. Design, manufacturing and plasma nitriding of AISI-M2 steel forming tool and its performance analysis. J. Mater. Res. Technol. 2020, 9, 14517–14527. [Google Scholar] [CrossRef]
- Hossam, H. Thermodynamic Calculation for Silicon ModifiedAISI M2 High Speed Tool Steel. J. Miner. Mater. Charact. Eng. 2013. 2013, 37217. [Google Scholar]
- Rahim, M.A.S.b.A.; bin Minhat, M.; Hussein, N.I.S.B.; bin Salleh, M.S. A comprehensive review on cold work of AISI D2 tool steel. Metall. Res. Technol. 2018, 115, 104. [Google Scholar] [CrossRef]
- Choudhari, A.; Rayar, P.; Shimpi, S.; Pawar, N.; Ambetkar, S. Design and Development of Vacuum Frying Machine for the Production of High-Quality Fried Products. In Proceedings of the International Conference on Intelligent Manufacturing and Automation: ICIMA 2022, Mumbai, India, 15–17 December 2022; Springer: Singapore, 2022. [Google Scholar] [CrossRef]
- Gill, S.S.; Singh, J.; Singh, R.; Singh, H. Metallurgical principles of cryogenically treated tool steels—A review on the current state of science. Int. J. Adv. Manuf. Technol. 2011, 54, 59–82. [Google Scholar] [CrossRef]
- Choudhari, A.; Rane, A.; Talkar, S.; Rayar, P.; Shukla, D. Designing and prototyping for conservation and effective utilization of waste heat from air conditioner. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2021; Volume 1104, p. 012007. [Google Scholar] [CrossRef]
- Sun, J.; Zhao, J.; Huang, Z.; Yan, K.; Shen, X.; Xing, J.; Gao, Y.; Jian, Y.; Yang, H.; Li, B. A review on binderless tungsten carbide: Development and application. Nano-Micro Lett. 2020, 12, 13. [Google Scholar] [CrossRef] [PubMed]
- Hecht, M.D.; Webler, B.A.; Picard, Y.N. Digital image analysis to quantify carbide networks in ultrahigh carbon steels. Mater. Charact. 2016, 117, 134–143. [Google Scholar] [CrossRef]
- Kang, K.Y.; Roemer, J.G.; Ghosh, D. Microstructural characterization of cemented carbide samples by image analysis techniques. Powder Technol. 2000, 108, 130–136. [Google Scholar] [CrossRef]
- Eroglu, S. Sintering and mechanical properties of AISI M2 high-speed steel powder molded at low pressures. Mater. Manuf. Process. 2010, 25, 1025–1029. [Google Scholar] [CrossRef]
- Chaus, A.S. Microstructural and properties evaluation of M2 high speed steel after inoculating addition of powder W and WC. Mater. Sci. Technol. 2014, 30, 1105–1115. [Google Scholar] [CrossRef]
- Myers, N.S.; Heaney, D.F. Metal injection molding (MIM) of high-speed tool steels. In Handbook of Metal Injection Molding; Elsevier: Amsterdam, The Netherlands, 2012; pp. 516–525. [Google Scholar]
- Liu, B.-L.; Lü, Z.-Q.; Feng, W.-W.; Ren, T.-Z.; Fu, W.-T. Precipitation and decomposition behaviors of carbides in AISI M2 high-speed steel with nitrogen and mischmetal. J. Cent. South Univ. 2017, 24, 782–788. [Google Scholar] [CrossRef]
- Rishmawi, I.; Salarian, M.; Vlasea, M. Tailoring green and sintered density of pure iron parts using binder jetting additive manufacturing. Addit. Manuf. 2018, 24, 508–520. [Google Scholar] [CrossRef]
- Wagner, J.J.; Higgs, C.F., III. Computation of hydrodynamic and capillary phenomena in binder jet three-dimensional printing. J. Tribol. 2021, 143, 051113. [Google Scholar] [CrossRef]
- Konda Gokuldoss, P.; Kolla, S.; Eckert, J. Additive manufacturing processes: Selective laser melting, electron beam melting and binder jetting—Selection guidelines. Materials 2017, 10, 672. [Google Scholar] [CrossRef]
- Barui, S.; Ding, H.; Wang, Z.; Zhao, H.; Marathe, S.; Mirihanage, W.; Basu, B.; Derby, B. Probing ink–Powder interactions during 3D binder jet printing using time-resolved X-ray imaging. ACS Appl. Mater. Interfaces 2020, 12, 34254–34264. [Google Scholar] [CrossRef]
- Colton, T.M. The Impact of Inkjet Parameters and Environmental Conditions in Binder Jetting Additive Manufacturing. Master’s Thesis, Brigham Young University, Provo, UT, USA, 2021. [Google Scholar]
- Huang, S.-J.; Ye, C.-S.; Zhao, H.-P.; Fan, Z.-T. Parameters optimization of binder jetting process using modified silicate as a binder. Mater. Manuf. Process. 2020, 35, 214–220. [Google Scholar] [CrossRef]
- Lin, S.T.; German, R.M. Interaction between binder and powder in injection moulding of alumina. J. Mater. Sci. 1994, 29, 5207–5212. [Google Scholar] [CrossRef]
- Nyström, C.; Alderborn, G.; Duberg, M.; Karehill, P.-G. Bonding surface area and bonding mechanism-two important factors fir the understanding of powder comparability. Drug Dev. Ind. Pharm. 1993, 19, 2143–2196. [Google Scholar] [CrossRef]
- Li, Q.; Rudolph, V.; Weigl, B.; Earl, A. Interparticle van der Waals force in powder flowability and compactibility. Int. J. Pharm. 2004, 280, 77–93. [Google Scholar] [CrossRef]
- Wei, Q.; Wang, Y.; Li, X.; Yang, M.; Chai, W.; Wang, K.; Zhang, Y. Study the bonding mechanism of binders on hydroxyapatite surface and mechanical properties for 3DP fabrication bone scaffolds. J. Mech. Behav. Biomed. Mater. 2016, 57, 190–200. [Google Scholar] [CrossRef] [PubMed]
- Politzer, P.; Ma, Y.; Lane, P.; Concha, M.C. Computational prediction of standard gas, liquid, and solid-phase heats of formation and heats of vaporization and sublimation. Int. J. Quantum Chem. 2005, 105, 341–347. [Google Scholar] [CrossRef]
- Dorweiler, B.; Baqué, P.E.; Chaban, R.; Ghazy, A.; Salem, O. Quality control in 3D printing: Accuracy analysis of 3D-printed models of patient-specific anatomy. Materials 2021, 14, 1021. [Google Scholar] [CrossRef]
- Montgomery, D.C. Introduction to Statistical Quality Control; John Wiley & Sons: Hoboken, NJ, USA, 2019. [Google Scholar]
- Wu, H.-C.; Chen, T.-C.T. Quality control issues in 3D-printing manufacturing: A review. Rapid Prototyp. J. 2018, 24, 607–614. [Google Scholar] [CrossRef]
- Li, W.; Lambert-Garcia, R.; Getley, A.C.M.; Kim, K.; Bhagavath, S.; Majkut, M.; Rack, A.; Lee, P.D.; Leung, C.L.A. AM-SegNet for additive manufacturing in situ X-ray image segmentation and feature quantification. Virtual Phys. Prototyp. 2024, 19, e2325572. [Google Scholar] [CrossRef]
- Campbell, R.; Martorelli, M.; Lee, H. Surface roughness visualisation for rapid prototyping models. Comput.-Aided Des. 2002, 34, 717–725. [Google Scholar] [CrossRef]
- Tapia, G.; Elwany, A.H.; Sang, H. Prediction of porosity in metal-based additive manufacturing using spatial Gaussian process models. Addit. Manuf. 2016, 12, 282–290. [Google Scholar] [CrossRef]
- Syam, W.P.; Leach, R.; Rybalcenko, K.; Gaio, A.; Crabtree, J. In-process measurement of the surface quality for a novel finishing process for polymer additive manufacturing. Procedia CIRP 2018, 75, 108–113. [Google Scholar] [CrossRef]
- Khanzadeh, M.; Rao, P.; Jafari-Marandi, R.; Smith, B.K.; Tschopp, M.A.; Bian, L. Quantifying geometric accuracy with unsupervised machine learning: Using self-organizing map on fused filament fabrication additive manufacturing parts. J. Manuf. Sci. Eng. 2018, 140, 031011. [Google Scholar] [CrossRef]
- Gao, W.; Zhang, Y.; Ramanujan, D.; Ramani, K.; Chen, Y.; Williams, C.B.; Wang, C.C.L.; Shin, Y.C.; Zhang, S.; Zavattieri, P.D. The status, challenges, and future of additive manufacturing in engineering. Comput. Aided Des. 2015, 69, 65–89. [Google Scholar] [CrossRef]
- Yang, S.; Zhao, Y.F. Additive manufacturing-enabled design theory and methodology: A critical review. Int. J. Adv. Manuf. Technol. 2015, 80, 327–342. [Google Scholar] [CrossRef]
- Huang, Y.; Leu, M.C.; Mazumder, J.; Donmez, A. Additive manufacturing: Current state, future potential, gaps and needs, and recommendations. J. Manuf. Sci. Eng. 2015, 137, 014001. [Google Scholar] [CrossRef]
- Taheri, H.; Shoaib, M.R.B.M.; Koester, L.W.; Bigelow, T.A.; Collins, P.C.; Bond, L.J. Powder-based additive manufacturing-a review of types of defects, generation mechanisms, detection, property evaluation and metrology. Int. J. Addit. Subtractive Mater. Manuf. 2017, 1, 172–209. [Google Scholar] [CrossRef]
- Santomaso, A.; Lazzaro, P.; Canu, P. Powder flowability and density ratios: The impact of granules packing. Chem. Eng. Sci. 2003, 58, 2857–2874. [Google Scholar] [CrossRef]
- Mostafaei, A.; De Vecchis, P.R.; Nettleship, I.; Chmielus, M. Effect of powder size distribution on densification and microstructural evolution of binder-jet 3D-printed alloy 625. Mater. Des. 2019, 162, 375–383. [Google Scholar] [CrossRef]
- Manotham, S.; Tesavibul, P. Effect of particle size on mechanical properties of alumina ceramic processed by photosensitive binder jetting with powder spattering technique. J. Eur. Ceram. Soc. 2022, 42, 1608–1617. [Google Scholar] [CrossRef]
- Bai, Y.; Williams, C.B. An exploration of binder jetting of copper. Rapid Prototyp. J. 2015, 21, 177–185. [Google Scholar] [CrossRef]
- Sachs, E.M. Powder Dispensing Apparatus Using Vibration. Patents US6036777A, 14 March 2000. [Google Scholar]
- Lu, K.; Hiser, M.; Wu, W. Effect of particle size on three dimensional printed mesh structures. Powder Technol. 2009, 192, 178–183. [Google Scholar] [CrossRef]
- Bai, Y.; Wagner, G.; Williams, C.B. Effect of particle size distribution on powder packing and sintering in binder jetting additive manufacturing of metals. J. Manuf. Sci. Eng. 2017, 139, 081019. [Google Scholar] [CrossRef]
- Miao, G.; Moghadasi, M.; Du, W.; Pei, Z.; Ma, C. Experimental investigation on the effect of roller traverse and rotation speeds on ceramic binder jetting additive manufacturing. J. Manuf. Process. 2022, 79, 887–894. [Google Scholar] [CrossRef]
- Turker, M.; Godlinski, D.; Petzoldt, F. Effect of production parameters on the properties of IN 718 superalloy by three-dimensional printing. Mater. Charact. 2008, 59, 1728–1735. [Google Scholar] [CrossRef]
- Lores, A.; Azurmendi, N.; Agote, I.; Espinosa, E.; García-Blanco, M.B. A study of parameter and post-processing effects on surface quality improvement of Binder Jet 3D-printed Invar36 alloy parts. Prog. Addit. Manuf. 2022, 7, 917–930. [Google Scholar] [CrossRef]
- Rahman, K.M.; Wei, A.; Miyanaji, H.; Williams, C.B. Impact of binder on part densification: Enhancing binder jetting part properties through the fabrication of shelled geometries. Addit. Manuf. 2023, 62, 103377. [Google Scholar] [CrossRef]
- Chen, Q.; Juste, E.; Lasgorceix, M.; Petit, F.; Leriche, A. Binder jetting process with ceramic powders: Influence of powder properties and printing parameters. Open Ceram. 2022, 9, 100218. [Google Scholar] [CrossRef]
- Eriksson, T. Process Optimization and Characterization of Inconel 718 Manufactured by Metal Binder Jetting. Master‘s Thesis, Luleå University of Technology, Luleå, Sweden, 2021. [Google Scholar]
- Charoo, N.A.; Mohamed, E.M.; Kuttolamadom, M.; Khan, M.A.; Rahman, Z. Binder Jetting Powder Bed 3D Printing for the Fabrication of Drug Delivery System. In Nano-and Microfabrication Techniques in Drug Delivery: Recent Developments and Future Prospects; Springer: Cham, Switzerland, 2023; pp. 137–172. [Google Scholar]
- Wu, Z.; Wu, S.; Qian, W.; Zhang, H.; Zhu, H.; Chen, Q.; Zhang, Z.; Guo, F.; Wang, J.; Withers, P.J. Structural integrity issues of additively manufactured railway components: Progress and challenges. Eng. Fail. Anal. 2023, 149, 107265. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.; Stucker, B.; Khorasani, M.; Gibson, I.; Rosen, D.; Stucker, B.; Khorasani, M. Binder jetting. In Additive Manufacturing Technologies; Springer: Cham, Switzerland, 2021; pp. 237–252. [Google Scholar] [CrossRef]
- Li, M.; Du, W.; Elwany, A.; Pei, Z.; Ma, C. Metal binder jetting additive manufacturing: A literature review. J. Manuf. Sci. Eng. 2020, 142, 090801. [Google Scholar] [CrossRef]
- Wang, Y.; Zhao, Y.F. Investigation of sintering shrinkage in binder jetting additive manufacturing process. Procedia Manuf. 2017, 10, 779–790. [Google Scholar] [CrossRef]
- Zago, M.; Lecis, N.F.M.; Vedani, M.; Cristofolini, I. Dimensional and geometrical precision of parts produced by binder jetting process as affected by the anisotropic shrinkage on sintering. Addit. Manuf. 2021, 43, 102007. [Google Scholar] [CrossRef]
- Wang, X.; Li, G.; Liu, Y.; Wang, F.; Wang, Q. Cerium addition effect on modification of inclusions, primary carbides and microstructure refinement of H13 die steel. ISIJ Int. 2021, 61, 1850–1859. [Google Scholar] [CrossRef]
- Novák, P.; Nová, K.; Jaworska, L.; Shishkin, A. Identification of Carbides in Tool Steel by Selective Etching; Trans Tech Publ.: Stafa-Zurich, Switzerland, 2019. [Google Scholar] [CrossRef]
- Casati, R.; Coduri, M.; Lecis, N.; Andrianopoli, C.; Vedani, M. Microstructure and mechanical behavior of hot-work tool steels processed by Selective Laser Melting. Mater. Charact. 2018, 137, 50–57. [Google Scholar] [CrossRef]
- Liu, Z.; Zhang, D.; Chua, C.; Leong, K. Crystal structure analysis of M2 high speed steel parts produced by selective laser melting. Mater. Charact. 2013, 84, 72–80. [Google Scholar] [CrossRef]
- Zhou, X.-F.; Liu, D.; Zhu, W.-L.; Fang, F.; Tu, Y.-Y.; Jiang, J.-Q. Morphology, microstructure and decomposition behavior of M2C carbides in high speed steel. J. Iron Steel Res. Int. 2017, 24, 43–49. [Google Scholar] [CrossRef]
- Liu, Z.; Chua, C.; Leong, K.; Kempen, K.; Thijs, L.; Yasa, E.; Van-Humbeeck, J.; Kruth, J. A preliminary investigation on Selective Laser Melting of M2 high speed steel. In Proceedings of the sInnovative Developments on Virtual and Physical Prototyping, Leiria, Portugal, 16 September 2011; pp. 339–346. [Google Scholar]
- Boes, J.; Röttger, A.; Mutke, C.; Escher, C.; Theisen, W. Microstructure and mechanical properties of X65MoCrWV3-2 cold-work tool steel produced by selective laser melting. Addit. Manuf. 2018, 23, 170–180. [Google Scholar] [CrossRef]
- Haidekker, M. Advanced Biomedical Image Analysis; John Wiley & Sons: Hoboken, NJ, USA, 2010. [Google Scholar]
- Pare, S.; Kumar, A.; Singh, G.K.; Bajaj, V. Image segmentation using multilevel thresholding: A research review. Iran. J. Sci. Technol. Trans. Electr. Eng. 2020, 44, 1–29. [Google Scholar] [CrossRef]
- Raynal, P.; Monthioux, M.; Dugne, O. Multi-scale quantitative analysis of carbon texture and structure: II. Dark-field electron imaging analysis. Carbon 2009, 9, 14–19. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Powder Size | C | W | Mo | Cr | V | Si | Mn | S | P | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| 10 microns | 0.9–0.95 | ~5.57 | ~4.73 | ~3.95 | ~1.79 | ~0.37 | ~0.27 | ~0.007 | ~0.015 | Bal. |
| Sample Number | Curing Temperature (°C) | Curing Duration (Hrs) | Debinding Temperature (°C) | Debinding Duration (Hrs) | Sintering Temperature (°C) | Sintering Duration (Minutes) | Types of Cooling |
|---|---|---|---|---|---|---|---|
| S1 | 200 | 14 | 480 | 1 | 1270 | 60 | FC |
| S2 | 200 | 14 | 480 | 1 | 1270 | 60 | FC |
| S3 | 200 | 14 | 480 | 1 | 1280 | 60 | FC |
| S4 | 200 | 14 | 480 | 1 | 1280 | 60 | FC |
| S5 | 200 | 14 | 480 | 1 | 1300 | 60 | FC |
| S6 | 200 | 14 | 480 | 1 | 1300 | 60 | FC |
| S7 | 200 | 14 | 480 | 1 | 1270 | 60 | AC |
| S8 | 200 | 14 | 480 | 1 | 1270 | 60 | AC |
| S9 | 200 | 14 | 480 | 1 | 1280 | 60 | AC |
| S10 | 200 | 14 | 480 | 1 | 1280 | 60 | AC |
| S11 | 200 | 14 | 480 | 1 | 1300 | 60 | AC |
| S12 | 200 | 14 | 480 | 1 | 1300 | 60 | AC |
| S13 | 200 | 14 | 480 | 1 | 1270 | 60 | WC |
| S14 | 200 | 14 | 480 | 1 | 1270 | 60 | WC |
| S15 | 200 | 14 | 480 | 1 | 1280 | 60 | WC |
| S16 | 200 | 14 | 480 | 1 | 1280 | 60 | WC |
| S17 | 200 | 14 | 480 | 1 | 1300 | 60 | WC |
| S18 | 200 | 14 | 480 | 1 | 1300 | 60 | WC |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Choudhari, A.; Elder, J.; Mugale, M.; Karki, S.; Digole, S.; Omeike, S.; Borkar, T. Enhancing Quality Control: Image-Based Quantification of Carbides and Defect Remediation in Binder Jetting Additive Manufacturing. Materials 2024, 17, 2174. https://doi.org/10.3390/ma17102174
Choudhari A, Elder J, Mugale M, Karki S, Digole S, Omeike S, Borkar T. Enhancing Quality Control: Image-Based Quantification of Carbides and Defect Remediation in Binder Jetting Additive Manufacturing. Materials. 2024; 17(10):2174. https://doi.org/10.3390/ma17102174
Chicago/Turabian StyleChoudhari, Amit, James Elder, Manoj Mugale, Sanoj Karki, Satyavan Digole, Stephen Omeike, and Tushar Borkar. 2024. "Enhancing Quality Control: Image-Based Quantification of Carbides and Defect Remediation in Binder Jetting Additive Manufacturing" Materials 17, no. 10: 2174. https://doi.org/10.3390/ma17102174