

Comparative Evaluation of Surface Roughness and Hardness of 3D Printed Resins

 , , , ,
, , , , 
Abstract
:1. Introduction
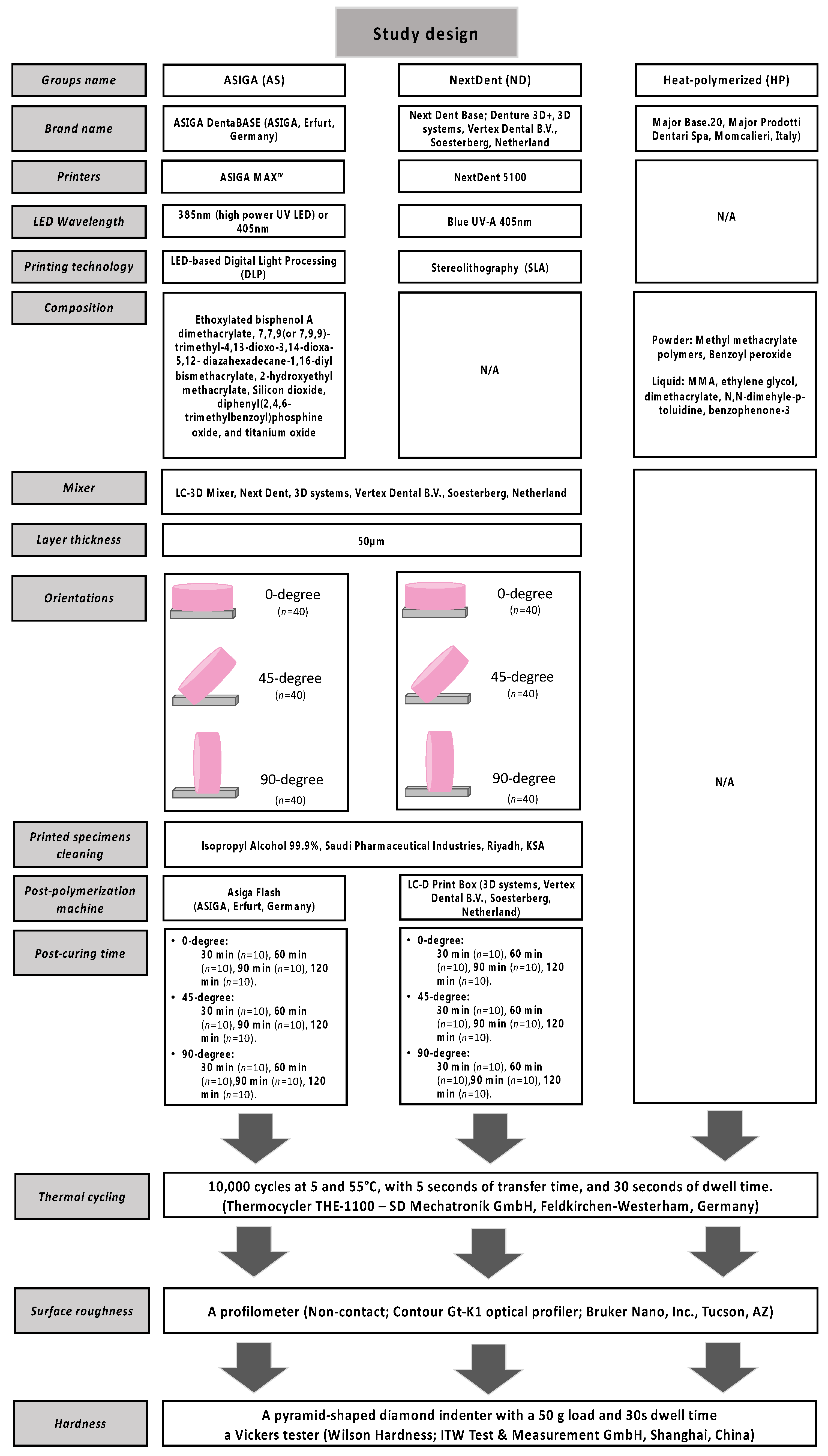
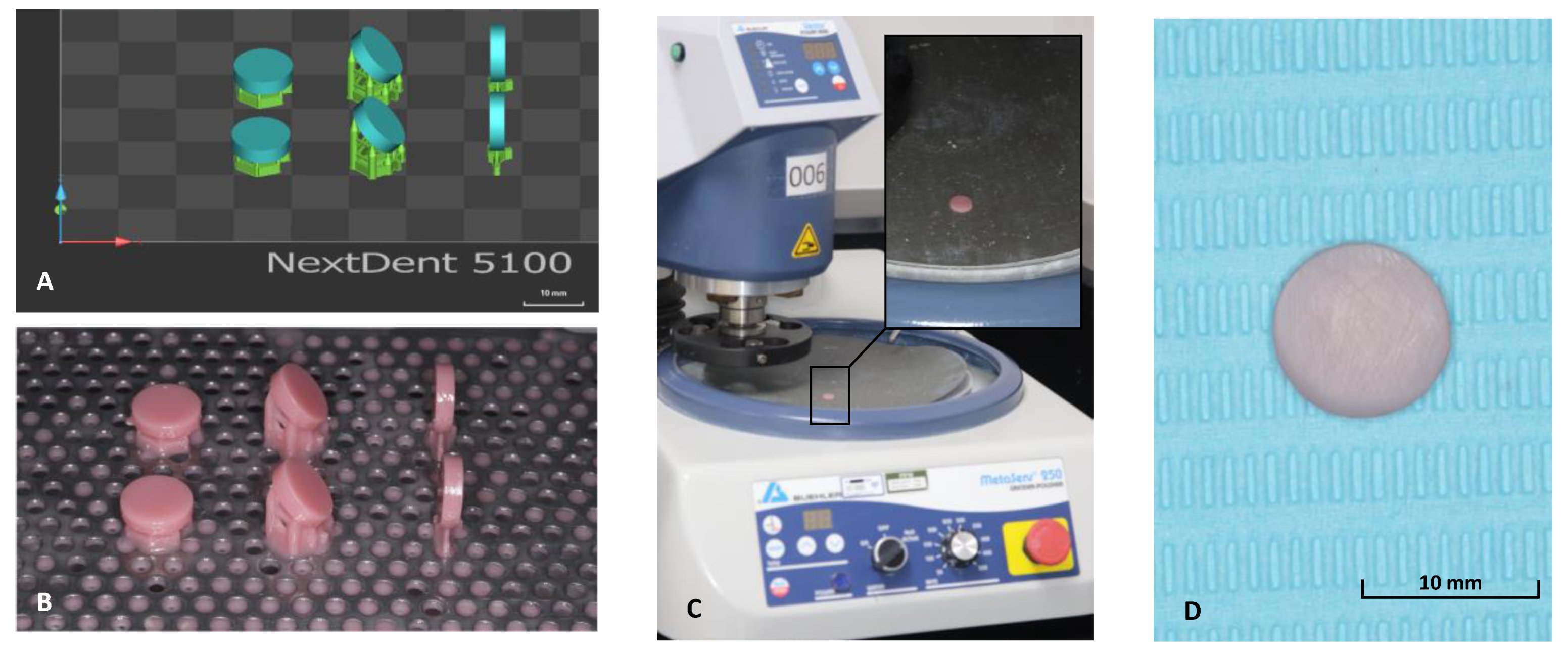
2. Materials and Methods
3. Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| 3D | Three-dimensional |
| ANOVA | Analysis of variance |
| AS | ASIGA |
| CAD-CAM | Computer-aided design-Computer-aided manufacturing |
| DBRs | Denture base resins |
| DLP | Digital light processing |
| HP | Heat polymerized |
| LED | Light-emitting diode |
| µm | Micrometer |
| ND | NextDent |
| PMMA | Poly methyl methacrylate |
| Ra | Surface roughness average |
| SD | Standard deviation |
| SLA | Stereolithography |
| STL | Standard tessellation language |
| VH | Vickers hardness |
| VHN | Vickers hardness number |
References
- Gautam, R.; Singh, R.D.; Sharma, V.P.; Siddhartha, R.; Chand, P.; Kumar, R. Biocompatibility of polymethylmethacrylate resins used in dentistry. J. Biomed. Mater. Res. Part B Appl. Biomater. 2012, 100, 1444–1450. [Google Scholar] [CrossRef] [PubMed]
- Paulino, M.R.; Alves, L.R.; Gurgel, B.C.; Calderon, P.S. Simplified versus traditional techniques for complete denture fabrication: A systematic review. J. Prosthet. Dent. 2015, 113, 12–16. [Google Scholar] [CrossRef] [PubMed]
- Gad, M.M.; Fouda, S.M.; Abualsaud, R.; Alshahrani, F.A.; Al-Thobity, A.M.; Khan, S.Q.; Akhtar, S.; Msc, I.S.A.; Helal, M.A.; Al-Harbi, F.A.; et al. Strength and Surface Properties of a 3D-Printed Denture Base Polymer. J. Prosthodont. 2021, 31, 412–418. [Google Scholar] [CrossRef] [PubMed]
- McCord, J.F. Contemporary Techniques for Denture Fabrication. J. Prosthodont. 2009, 18, 106–111. [Google Scholar] [CrossRef] [PubMed]
- Aati, S.; Akram, Z.; Shrestha, B.; Patel, J.; Shih, B.; Shearston, K.; Ngo, H.; Fawzy, A. Effect of post-curing light exposure time on the physico–mechanical properties and cytotoxicity of 3D-printed denture base material. Dent. Mater. 2021, 38, 57–67. [Google Scholar] [CrossRef]
- Baba, N.Z.; Goodacre, B.J.; Goodacre, C.J.; Müller, F.; Wagner, S. CAD/CAM Complete Denture Systems and Physical Properties: A Review of the Literature. J. Prosthodont. 2020, 30, 113–124. [Google Scholar] [CrossRef]
- Dawood, A.; Marti, B.M.; Sauret-Jackson, V.; Darwood, A. 3D printing in dentistry. Br. Dent. J. 2015, 219, 521–529. [Google Scholar] [CrossRef]
- Kraemer Fernandez, P.; Unkovskiy, A.; Benkendorff, V.; Klink, A.; Spintzyk, S. Surface Characteristics of Milled and 3D Printed Denture Base Materials Following Polishing and Coating: An In-Vitro Study. Materials 2020, 13, 3305. [Google Scholar] [CrossRef]
- Reymus, M.; Fabritius, R.; Keßler, A.; Hickel, R.; Edelhoff, D.; Stawarczyk, B. Fracture load of 3D-printed fixed dental prostheses compared with milled and conventionally fabricated ones: The impact of resin material, build direction, post-curing, and artificial aging—An in vitro study. Clin. Oral Investig. 2019, 24, 701–710. [Google Scholar] [CrossRef]
- Bilgin, M.S.; Baytaroğlu, E.N.; Erdem, A.; Dilber, E. A review of computer-aided design/computer-aided manufacture techniques for removable denture fabrication. Eur. J. Dent. 2016, 10, 286–291. [Google Scholar] [CrossRef] [Green Version]
- Iwaki, M.; Kanazawa, M.; Arakida, T.; Minakuchi, S. Mechanical properties of a polymethyl methacrylate block for CAD/CAM dentures. J. Oral Sci. 2020, 62, 420–422. [Google Scholar] [CrossRef] [PubMed]
- Puebla, K.; Arcaute, K.; Quintana, R.; Wicker, R.B. Effects of environmental conditions, aging, and build orientations on the mechanical properties of ASTM type I specimens manufactured via stereolithography. Rapid Prototyp. J. 2012, 18, 374–388. [Google Scholar] [CrossRef]
- Coon, C.; Pretzel, B.; Lomax, T.; Strlič, M. Preserving rapid prototypes: A review. Herit. Sci. 2016, 4, 40. [Google Scholar] [CrossRef] [Green Version]
- Ţălu, Ş. Micro and Nanoscale Characterization of Three-Dimensional Surfaces; Basics and applications; Napoca Star Publishing House: Cluj-Napoca, Romania, 2015. [Google Scholar]
- Tian, Y.; Chen, C.; Xu, X.; Wang, J.; Hou, X.; Li, K.; Lu, X.; Shi, H.; Lee, E.-S.; Jiang, H.B. A Review of 3D Printing in Dentistry: Technologies, Affecting Factors, and Applications. Scanning 2021, 2021, 9950131. [Google Scholar] [CrossRef] [PubMed]
- Alharbi, N.; Wismeijer, D.; Osman, R.B. Additive Manufacturing Techniques in Prosthodontics: Where Do We Currently Stand? A Critical Review. Int. J. Prosthodont. 2017, 30, 474–484. [Google Scholar] [CrossRef] [PubMed]
- Pagac, M.; Hajnys, J.; Ma, Q.-P.; Jancar, L.; Jansa, J.; Stefek, P.; Mesicek, J. A Review of Vat Photopolymerization Technology: Materials, Applications, Challenges, and Future Trends of 3D Printing. Polymers 2021, 13, 598. [Google Scholar] [CrossRef]
- Hata, K.; Ikeda, H.; Nagamatsu, Y.; Masaki, C.; Hosokawa, R.; Shimizu, H. Development of Dental Poly(methyl methacrylate)-Based Resin for Stereolithography Additive Manufacturing. Polymers 2021, 13, 4435. [Google Scholar] [CrossRef]
- Baumgartner, S.; Gmeiner, R.; Schonherr, J.A.; Stampfl, J. Stereolithography-based additive manufacturing of lithium disilicateglass ceramic for dental applications. Mater. Sci. Eng. C Mater. Biol. Appl. 2020, 116, 111180. [Google Scholar] [CrossRef]
- Keßler, A.; Hickel, R.; Ilie, N. In vitro investigation of the influence of printing direction on the flexural strength, flexural modulus and fractographic analysis of 3D-printed temporary materials. Dent. Mater. J. 2021, 40, 641–649. [Google Scholar] [CrossRef]
- Unkovskiy, A.; Schmidt, F.; Beuer, F.; Li, P.; Spintzyk, S.; Fernandez, P.K. Stereolithography vs. Direct Light Processing for Rapid Manufacturing of Complete Denture Bases: An In Vitro Accuracy Analysis. J. Clin. Med. 2021, 10, 1070. [Google Scholar] [CrossRef]
- Letcher, T.; Waytashek, M. Material Property Testing of 3D-Printed Specimen in PLA on an Entry-Level 3D Printer. In Proceedings of the ASME 2014 International Mechanical Engineering Congress and Exposition, Montreal, QC, Canada, 14–20 November 2014. [Google Scholar]
- Tymrak, B.M.; Kreiger, M.; Pearce, J.M. Mechanical properties of components fabricated with open-source 3-D printers under realistic environmental conditions. Mater. Des. 2014, 58, 242–246. [Google Scholar] [CrossRef] [Green Version]
- Unkovskiy, A.; Bui, P.H.-B.; Schille, C.; Geis-Gerstorfer, J.; Huettig, F.; Spintzyk, S. Objects build orientation, positioning, and curing influence dimensional accuracy and flexural properties of stereolithographically printed resin. Dent. Mater. 2018, 34, e324–e333. [Google Scholar] [CrossRef] [PubMed]
- Shim, J.S.; Kim, J.-E.; Jeong, S.H.; Choi, Y.J.; Ryu, J.J. Printing accuracy, mechanical properties, surface characteristics, and microbial adhesion of 3D-printed resins with various printing orientations. J. Prosthet. Dent. 2019, 124, 468–475. [Google Scholar] [CrossRef] [PubMed]
- Kim, D.; Shim, J.-S.; Lee, D.; Shin, S.-H.; Nam, N.-E.; Park, K.-H.; Shim, J.-S.; Kim, J.-E. Effects of Post-Curing Time on the Mechanical and Color Properties of Three-Dimensional Printed Crown and Bridge Materials. Polymers 2020, 12, 2762. [Google Scholar] [CrossRef]
- Reymus, M.; Lümkemann, N.; Stawarczyk, B. 3D-printed material for temporary restorations: Impact of print layer thickness and post-curing method on degree of conversion. Int. J. Comput. Dent. 2019, 22, 231–237. [Google Scholar]
- Li, P.; Lambart, A.-L.; Stawarczyk, B.; Reymus, M.; Spintzyk, S. Postpolymerization of a 3D-printed denture base polymer: Impact of post-curing methods on surface characteristics, flexural strength, and cytotoxicity. J. Dent. 2021, 115, 103856. [Google Scholar] [CrossRef]
- Gad, M.M.; Fouda, S.M.; ArRejaie, A.S.; Al-Thobity, A.M. Comparative Effect of Different Polymerization Techniques on the Flexural and Surface Properties of Acrylic Denture Bases. J. Prosthodont. 2017, 28, 458–465. [Google Scholar] [CrossRef]
- Al-Dulaijan, Y.A.; Alsulaimi, L.; Alotaibi, R.; Alboainain, A.; Akhtar, S.; Khan, S.Q.; Al-Ghamdi, M.; Gad, M.M. Effect of printing orientation and post-curing time on the flexural strength of 3D-printed resins. J. Prosthodont. 2022, 1–8. [Google Scholar] [CrossRef]
- Kwon, J.-S.; Kim, J.-Y.; Mangal, U.; Seo, J.-Y.; Lee, M.-J.; Jin, J.; Yu, J.-H.; Choi, S.-H. Durable Oral Biofilm Resistance of 3D-Printed Dental Base Polymers Containing Zwitterionic Materials. Int. J. Mol. Sci. 2021, 22, 417. [Google Scholar] [CrossRef]
- Alghamdi, W.S.; Labban, N.; Maawadh, A.; Alsayed, H.D.; Alshehri, H.; Alrahlah, A.; Alnafaiy, S.M. Influence of Acidic Environment on the Hardness, Surface Roughness and Wear Ability of CAD/CAM Resin-Matrix Ceramics. Materials 2022, 15, 6146. [Google Scholar] [CrossRef]
- Gale, M.S.; Darvell, B.W. Thermal cycling procedures for laboratory testing of dental restorations. J. Dent. 1999, 27, 89–99. [Google Scholar] [CrossRef]
- Gad, M.M.; Fouda, S.M. Current perspectives and the future of Candida albicans-associated denture stomatitis treatment. Dent. Med. Probl. 2020, 57, 95–102. [Google Scholar] [CrossRef] [PubMed]
- Jamshidinia, M.; Kovacevic, R. The influence of heat accumulation on the surface roughness in powder-bed additive manufacturing. Surf. Topogr. Metrol. Prop. 2015, 3, 014003. [Google Scholar] [CrossRef]
- Solakoğlu, E.U.; Gürgen, S.; Kuşhan, M.C. Surface topography of nickel-based superalloy manufactured with direct metal laser sintering (DMLS) method. Surf. Topogr. Metrol. Prop. 2019, 7, 015012. [Google Scholar] [CrossRef]
- Read, N.; Wang, W.; Essa, K.; Attallah, M.M. Selective laser melting of AlSi10Mg alloy: Process optimisation and mechanical properties development. Mater. Des. (1980–2015) 2015, 65, 417–424. [Google Scholar] [CrossRef] [Green Version]
- Gogolewski, D.; Bartkowiak, T.; Kozior, T.; Zmarzły, P. Multiscale Analysis of Surface Texture Quality of Models Manufactured by Laser Powder-Bed Fusion Technology and Machining from 316L Steel. Materials 2021, 14, 2794. [Google Scholar] [CrossRef]
- Gogolewski, D.; Kozior, T.; Zmarzły, P.; Mathia, T.G. Morphology of Models Manufactured by SLM Technology and the Ti6Al4V Titanium Alloy Designed for Medical Applications. Materials 2021, 14, 6249. [Google Scholar] [CrossRef] [PubMed]
- Lee, E.-H.; Ahn, J.-S.; Lim, Y.-J.; Kwon, H.-B.; Kim, M.-J. Effect of post-curing time on the color stability and related properties of a tooth-colored 3D-printed resin material. J. Mech. Behav. Biomed. Mater. 2021, 126, 104993. [Google Scholar] [CrossRef]
- Prpić, V.; Schauperl, Z.; Ćatić, A.; Dulčić, N.; Čimić, S. Comparison of mechanical ´properties of 3D-printed, CAD/CAM, and conventional denture base materials. J. Prosthodont. 2020, 29, 524–528. [Google Scholar] [CrossRef]
- Aromaa, M.K.; Vallittu, P.K. Delayed post-curing stage and oxygen inhibition of free-radical polymerization of dimethacrylate resin. Dent. Mater. 2018, 34, 1247–1252. [Google Scholar] [CrossRef]
- Gad, M.M.; Al-Harbi, F.A.; Akhtar, S.; Fouda, S.M.; Bds, M.M.M.G.; Bds, M.F.A.A.-H.; Msc, S.A. 3D-Printable Denture Base Resin Containing SiO 2 Nanoparticles: An In Vitro Analysis of Mechanical and Surface Properties. J. Prosthodont. 2022. [Google Scholar] [CrossRef] [PubMed]
- Al-Qarni, F.D.; Gad, M.M. Printing Accuracy and Flexural Properties of Different 3D-Printed Denture Base Resins. Materials 2022, 15, 2410. [Google Scholar] [CrossRef] [PubMed]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
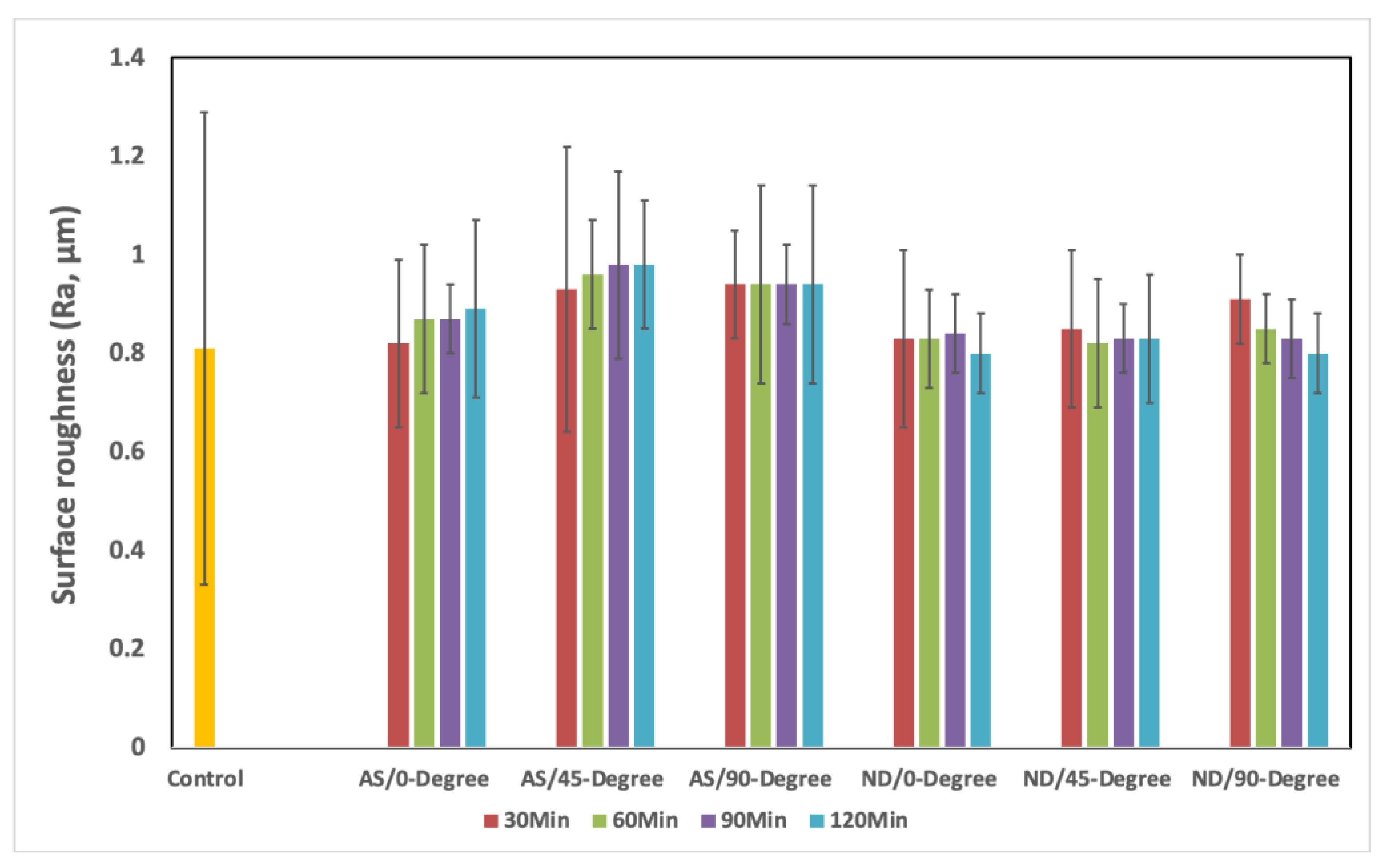
| Materials | Orientation | Post-Curing Time | HP | p-Value | |||
|---|---|---|---|---|---|---|---|
| 30 min | 60 min | 90 min | 120 min | ||||
| HP | 0.81 ± 0.048 | 0.81 ± 0.04 | 0.81 ± 0.048 a | 0.81 ± 0.048 a | |||
| ASIGA | 0 | 0.82 ± 0.17 | 0.87 ± 0.15 | 0.87 ± 0.07 | 0.89 ± 0.18 | 0.81 ± 0.048 | 0.603 |
| 45 | 0.93 ± 0.29 | 0.96 ± 0.11 | 0.98 ± 0.19 a | 0.98 ± 0.13 a | 0.81 ± 0.048 | 0.929 | |
| 90 | 0.94 ± 0.11 | 0.94 ± 0.20 | 0.94 ± 0.08 | 0.94 ± 0.20 | 0.81 ± 0.048 | 0.56 | |
| p-value | 0.117 | 0.061 | 0.013 | 0.028 | |||
| HP | 0.81 ± 0.048 | 0.81 ± 0.048 | 0.81 ± 0.048 | 0.81 ± 0.048 | |||
| NextDent | 0 | 0.83 ± 0.18 | 0.83 ± 0.10 | 0.84 ± 0.08 | 0.80 ± 0.08 | 0.81 ± 0.048 | 0.184 |
| 45 | 0.85 ± 0.16 | 0.82 ± 0.13 | 0.83 ± 0.07 | 0.83 ± 0.13 | 0.81 ± 0.048 | 0.082 | |
| 90 | 0.91 ± 0.09 A | 0.85 ± 0.07 | 0.83 ± 0.08 | 0.80 ± 0.08 | 0.81 ± 0.048 A | 0.032 * | |
| p-value | 0.447 | 0.103 | 0.350 | 0.331 | |||
| Materials | Source | Type III Sum of Squares | df | Mean Square | F-Value | p-Value |
|---|---|---|---|---|---|---|
| ASIGA | Post-curing time | 0.010 | 3 | 0.003 | 0.124 | 0.946 |
| Orientation | 0.375 | 2 | 0.187 | 7.011 | 0.001 * | |
| Post-curing time * orientation | 0.089 | 6 | 0.015 | 0.552 | 0.768 | |
| Error | 3.128 | 117 | 0.027 | |||
| Total | 111.792 | 130 | ||||
| Corrected Total | 3.720 | 129 | ||||
| NextDent | Post-curing time | 0.128 | 3 | 0.043 | 3.667 | 0.014 * |
| Prientation | 0.102 | 2 | 0.051 | 4.381 | 0.015 * | |
| Post-curing time * orientation | 0.128 | 6 | 0.021 | 1.842 | 0.097 | |
| Error | 1.360 | 117 | 0.012 | |||
| Total | 87.108 | 130 | ||||
| Corrected Total | 1.718 | 129 |
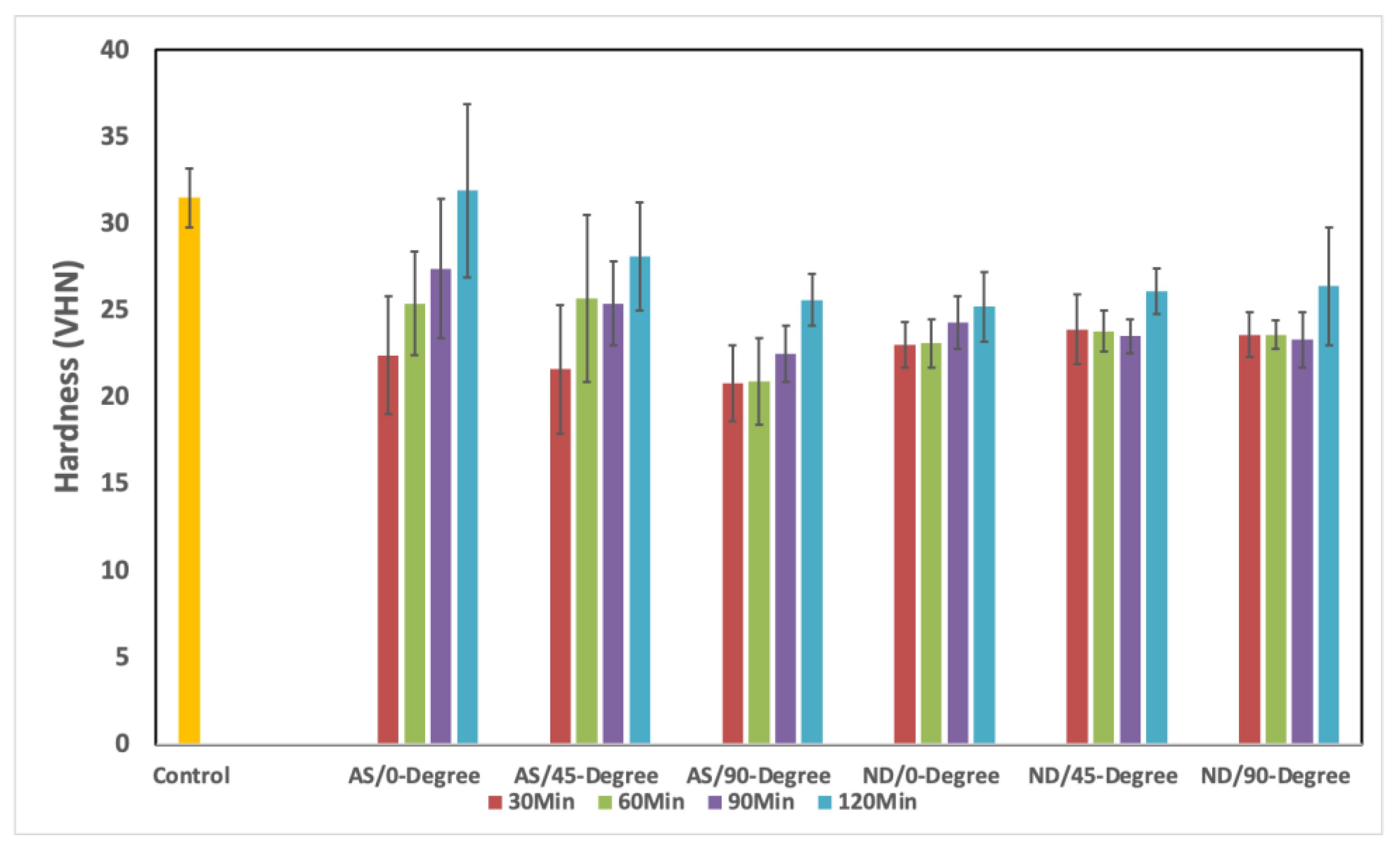
| Materials | Orientation | Post-Curing Time | HP | p-Value | |||
|---|---|---|---|---|---|---|---|
| 30 min | 60 min | 90 min | 120 min | ||||
| HP | 31.48 ± 1.7 | 31.48 ± 1.7 | 31.48 ± 1.7 | 31.48 ± 1.7 | |||
| ASIGA | 0 | 26.4 ± 3.4 C,D | 25.3 ± 3.0 a,C,E | 27.4 ± 4.0 a,A,D,E | 31.9 ± 5.0 a,B | 31.48 ± 1.7 A,B | 0.002 * |
| 45 | 21.6 ± 3.7 a,B,C | 25.7 ± 4.8 a,B,D,E | 25.4 ± 2.4a,b,C,D,F | 28.1 ± 3.1 a,b,A,E,F | 31.48 ± 1.7 A | 0.003 * | |
| 90 | 20.8 ± 2.2 a,A,B | 20.9 ± 2.5 A,C | 22.5 ± 1.6 b,B,C | 25.6 ± 1.5 b | 31.48 ± 1.7 | 0.000 * | |
| p-value | 0.001 * | 0.009 * | 0.003 * | 0.002 * | |||
| HP | 31.48 ± 1.7 | 31.48 ± 1.7 | 31.48 ± 1.7 | 31.48 ± 1.7 | |||
| NextDent | 0 | 23.0 ± 1.3 A | 23.1 ± 1.4 A | 24.3 ± 1.5 a,B | 25.2 ± 2.0 a,B | 31.48 ± 1.7 | 0.000 * |
| 45 | 23.9 ± 2.0 a,A,B,C | 23.8 ± 1.2 a,A,D,E | 23.5 ± 1.0 a,b,B,D,F | 26.1 ± 1.3 a,b,C,E,F | 31.48 ± 1.7 | 0.086 | |
| 90 | 23.6 ± 1.3 a,A,B | 23.6 ± 0.8 a,A,C | 23.3 ± 1.6 a,b,B,C | 26.4 ± 3.4 b | 31.48 ± 1.7 | 0.006 * | |
| p-value | 0.000 * | 0.000 * | 0.946 | 0.415 | |||
| Materials | Source | Type III Sum of Squares | df | Mean Square | F-Value | p-Value |
|---|---|---|---|---|---|---|
| ASIGA | Post-curing time | 532.896 | 3 | 177.632 | 17.472 | 0.000 * |
| Orientation | 617.057 | 3 | 205.686 | 20.231 | 0.000 * | |
| Post-curing time * orientation | 85.198 | 6 | 14.200 | 1.397 | 0.222 | |
| Error | 1189.494 | 117 | 10.167 | |||
| Total | 88,005.939 | 130 | ||||
| Corrected Total | 2732.322 | 129 | ||||
| NextDent | Post-curing time | 167.209 | 3 | 55.736 | 19.356 | 0.000 * |
| Orientation | 345.612 | 3 | 115.204 | 40.007 | 0.000 * | |
| Post-curing time * orientation | 66.674 | 6 | 11.112 | 3.859 | 0.002 * | |
| Error | 336.910 | 117 | 2.880 | |||
| Total | 77,150.437 | 130 | ||||
| Corrected Total | 1230.048 | 129 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Al-Dulaijan, Y.A.; Alsulaimi, L.; Alotaibi, R.; Alboainain, A.; Alalawi, H.; Alshehri, S.; Khan, S.Q.; Alsaloum, M.; AlRumaih, H.S.; Alhumaidan, A.A.; et al. Comparative Evaluation of Surface Roughness and Hardness of 3D Printed Resins. Materials 2022, 15, 6822. https://doi.org/10.3390/ma15196822
Al-Dulaijan YA, Alsulaimi L, Alotaibi R, Alboainain A, Alalawi H, Alshehri S, Khan SQ, Alsaloum M, AlRumaih HS, Alhumaidan AA, et al. Comparative Evaluation of Surface Roughness and Hardness of 3D Printed Resins. Materials. 2022; 15(19):6822. https://doi.org/10.3390/ma15196822
Chicago/Turabian StyleAl-Dulaijan, Yousif A., Leenah Alsulaimi, Reema Alotaibi, Areej Alboainain, Haidar Alalawi, Sami Alshehri, Soban Q. Khan, Mohammed Alsaloum, Hamad S. AlRumaih, Abdulkareem A. Alhumaidan, and et al. 2022. "Comparative Evaluation of Surface Roughness and Hardness of 3D Printed Resins" Materials 15, no. 19: 6822. https://doi.org/10.3390/ma15196822
APA StyleAl-Dulaijan, Y. A., Alsulaimi, L., Alotaibi, R., Alboainain, A., Alalawi, H., Alshehri, S., Khan, S. Q., Alsaloum, M., AlRumaih, H. S., Alhumaidan, A. A., & Gad, M. M. (2022). Comparative Evaluation of Surface Roughness and Hardness of 3D Printed Resins. Materials, 15(19), 6822. https://doi.org/10.3390/ma15196822