

Mechanical Properties of Fused Deposition Modeling of Polyetheretherketone (PEEK) and Interest for Dental Restorations: A Systematic Review
 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Search Strategy
2.2. Inclusion Criteria
2.3. Data Extraction and Analysis
2.4. Study Quality Assessment
3. Results
3.1. Selected Articles
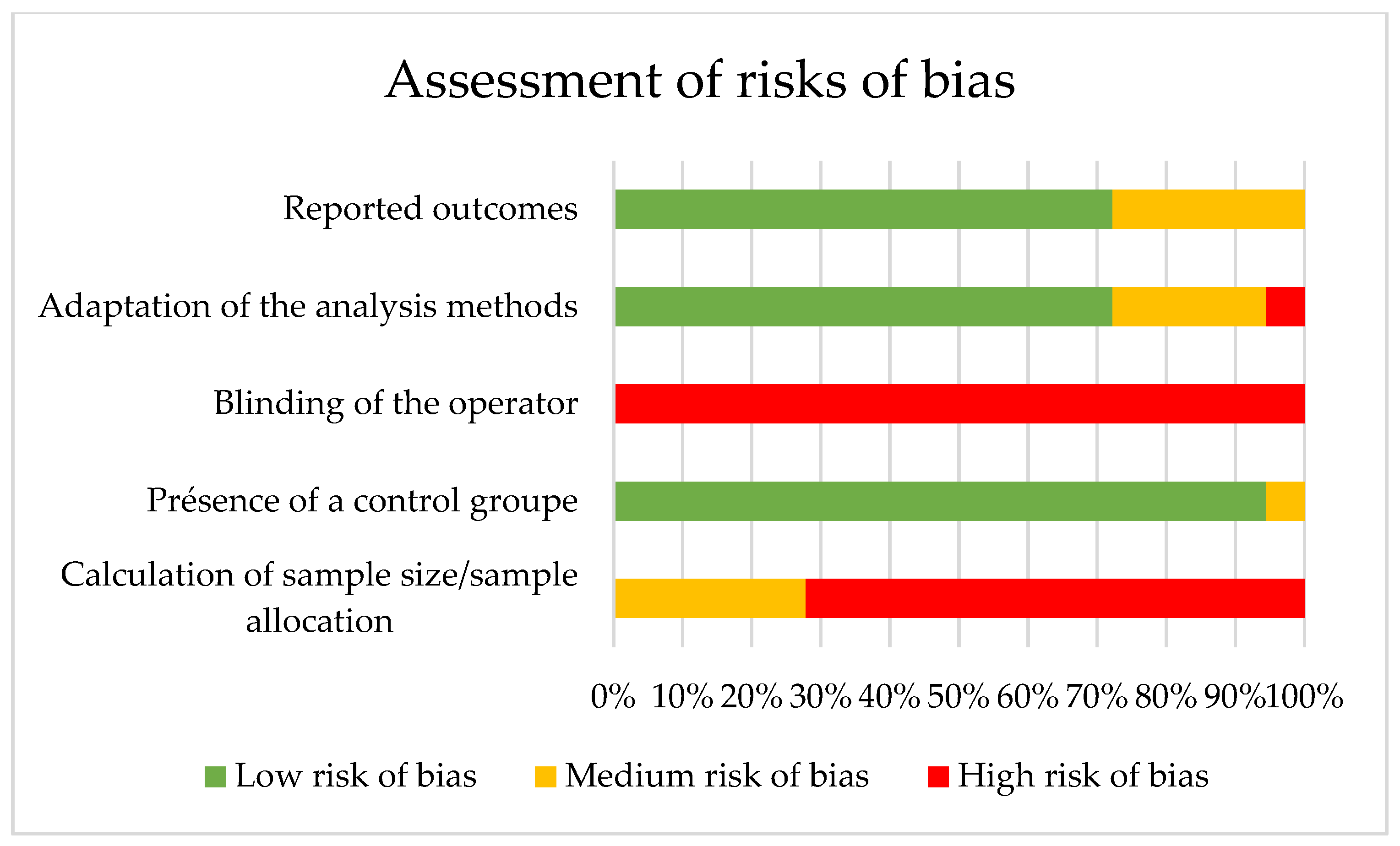
3.2. Quality Assessment
4. Discussion
4.1. Influence of the Layer Thickness
4.2. Influence of the Nozzle Diameter
4.3. Influence of the Printing Speed
4.4. Influence of the Printing Temperature
4.5. Influence of the Chamber Temperature
4.6. Influence of the Raster Angle
4.7. Influence of the Build Plate Orientation
4.8. Influence of the Infill Rate
4.9. Influence of PEEK Modifications
4.10. Influence of the Post-Treatment
4.11. Quality Assessment
4.12. Synthesis
4.13. Stength and Weakness
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gray, D.; Barraclough, O.; Ali, Z.; Nattress, B. Modern partial dentures—Part 2: A review of novel metal-free materials and innovations in polymers. Br. Dent. J. 2021, 230, 813–818. [Google Scholar] [CrossRef]
- Alexakou, E.; Damanaki, M.; Zoidis, P.; Bakiri, E.; Mouzis, N.; Smidt, G.; Kourtis, S. PEEK High Performance Polymers: A Review of Properties and Clinical Applications in Prosthodontics and Restorative Dentistry. Eur. J. Prosthodont. Restor. Dent. 2019, 27, 113–121. [Google Scholar] [PubMed]
- Tekin, S.; Cangül, S.; Adıgüzel, Ö.; Değer, Y. Areas for use of PEEK material in dentistry. Int. Dent. Res. 2018, 8, 84–92. [Google Scholar] [CrossRef]
- Ali, Z.; Baker, S.; Sereno, N.; Martin, N. A Pilot Randomized Controlled Crossover Trial Comparing Early OHRQoL Outcomes of Cobalt-Chromium Versus PEEK Removable Partial Denture Frameworks. Int. J. Prosthodont. 2020, 33, 386–392. [Google Scholar] [CrossRef] [PubMed]
- Harb, I.E.; Abdel-Khalek, E.A.; Hegazy, S.A. CAD/CAM Constructed Poly(etheretherketone) (PEEK) Framework of Kennedy Class I Removable Partial Denture: A Clinical Report: CAD/CAM PEEK RPD Framework. J. Prosthodont. 2019, 28, 595–598. [Google Scholar] [CrossRef]
- Hahnel, S.; Scherl, C.; Rosentritt, M. Interim rehabilitation of occlusal vertical dimension using a double-crown-retained removable dental prosthesis with polyetheretherketone framework. J. Prosthet. Dent. 2018, 119, 315–318. [Google Scholar] [CrossRef] [PubMed]
- Zoidis, P.; Papathanasiou, I.; Polyzois, G. The Use of a Modified Poly-Ether-Ether-Ketone (PEEK) as an Alternative Framework Material for Removable Dental Prostheses. A Clinical Report: High Performance Polymer as Alternative RDP Framework Material. J. Prosthodont. 2016, 25, 580–584. [Google Scholar] [CrossRef] [PubMed]
- Rajamani, V.K.; Reyal, S.S.; Gowda, E.M.; Shashidhar, M.P. Comparative prospective clinical evaluation of computer aided design/computer aided manufacturing milled BioHPP PEEK inlays and Zirconia inlays. J. Indian Prosthodont. Soc. 2021, 21, 240–248. [Google Scholar] [PubMed]
- Stawarczyk, B.; Beuer, F.; Wimmer, T.; Jahn, D.; Sener, B.; Roos, M.; Schmidlin, P.R. Polyetheretherketone-a suitable material for fixed dental prostheses? J. Biomed. Mater. Res. B Appl. Biomater. 2013, 101, 1209–1216. [Google Scholar] [CrossRef]
- Wang, H.; Xu, M.; Zhang, W.; Kwok, D.T.K.; Jiang, J.; Wu, Z.; Chu, P.K. Mechanical and biological characteristics of diamond-like carbon coated poly aryl-ether-ether-ketone. Biomaterials 2010, 31, 8181–8187. [Google Scholar] [CrossRef] [PubMed]
- Elawadly, T.; Radi, I.A.W.; El Khadem, A.; Osman, R.B. Can PEEK Be an Implant Material? Evaluation of Surface Topography and Wettability of Filled Versus Unfilled PEEK With Different Surface Roughness. J. Oral Implantol. 2017, 43, 456–461. [Google Scholar] [CrossRef] [PubMed]
- Najeeb, S.; Zafar, M.S.; Khurshid, Z.; Siddiqui, F. Applications of polyetheretherketone (PEEK) in oral implantology and prosthodontics. J. Prosthodont. Res. 2016, 60, 12–19. [Google Scholar] [CrossRef] [PubMed]
- Wimmer, T.; Huffmann, A.; Eichberger, M.; Schmidlin, P.; Stawarczyk, B. Two-body wear rate of PEEK, CAD/CAM resin composite and PMMA: Effect of specimen geometries, antagonist materials and test set-up configuration. Dent. Mater. 2016, 32, 127–136. [Google Scholar] [CrossRef] [PubMed]
- Sun, F.; Shen, X.; Zhou, N.; Gao, Y.; Guo, Y.; Yang, X.; Wu, G. A speech bulb prosthesis for a soft palate defect with a polyetherketoneketone (PEKK) framework fabricated by multiple digital techniques: A clinical report. J. Prosthet. Dent. 2020, 124, 495–499. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.; Müller, W.D.; Rumjahn, A.; Schwitalla, A. Parameters Influencing the Outcome of Additive Manufacturing of Tiny Medical Devices Based on PEEK. Materials 2020, 13, 466. [Google Scholar] [CrossRef] [PubMed]
- Prechtel, A.; Reymus, M.; Edelhoff, D.; Hickel, R.; Stawarczyk, B. Comparison of various 3D printed and milled PAEK materials: Effect of printing direction and artificial aging on Martens parameters. Dent. Mater. 2020, 36, 197–209. [Google Scholar] [CrossRef]
- Schmidt, M.; Pohle, D.; Rechtenwald, T. Selective Laser Sintering of PEEK. CIRP Ann. 2007, 56, 205–208. [Google Scholar] [CrossRef]
- Vaezi, M.; Black, C.; Gibbs, D.M.R.; Oreffo, R.O.C.; Brady, M.; Moshrefi-Torbati, M.; Yang, S. Characterization of New PEEK/HA Composites with 3D HA Network Fabricated by Extrusion Freeforming. Molecules 2016, 21, 687. [Google Scholar] [CrossRef]
- Turner, B.N.; Strong, R.; Gold, S.A. A review of melt extrusion additive manufacturing processes: I. Process design and modeling. Rapid Prototyp. J. 2014, 20, 192–204. [Google Scholar] [CrossRef]
- Zanjanijam, A.R.; Major, I.; Lyons, J.G.; Lafont, U.; Devine, D.M. Fused Filament Fabrication of PEEK: A Review of Process-Structure-Property Relationships. Polymers 2020, 12, 1665. [Google Scholar] [CrossRef]
- Wu, W.; Geng, P.; Li, G.; Zhao, D.; Zhang, H.; Zhao, J. Influence of Layer Thickness and Raster Angle on the Mechanical Properties of 3D-Printed PEEK and a Comparative Mechanical Study between PEEK and ABS. Materials 2015, 8, 5834–5846. [Google Scholar] [CrossRef] [PubMed]
- Li, Y.; Lou, Y. Tensile and Bending Strength Improvements in PEEK Parts Using Fused Deposition Modelling 3D Printing Considering Multi-Factor Coupling. Polymers 2020, 12, 2497. [Google Scholar] [CrossRef] [PubMed]
- Deng, X.; Zeng, Z.; Peng, B.; Yan, S.; Ke, W. Mechanical Properties Optimization of Poly-Ether-Ether-Ketone via Fused Deposition Modeling. Materials 2018, 11, 216. [Google Scholar] [CrossRef] [PubMed]
- Arif, M.F.; Kumar, S.; Varadarajan, K.M.; Cantwell, W.J. Performance of biocompatible PEEK processed by fused deposition additive manufacturing. Mater. Des. 2018, 146, 249–259. [Google Scholar] [CrossRef]
- El Magri, A.; El Mabrouk, K.; Vaudreuil, S.; Chibane, H.; Touhami, M.E. Optimization of printing parameters for improvement of mechanical and thermal performances of 3D printed poly(ether ether ketone) parts. J. Appl. Polym. Sci. 2020, 137, 49087. [Google Scholar] [CrossRef]
- Guo, C.; Liu, X.; Liu, G. Surface Finishing of FDM-Fabricated Amorphous Polyetheretherketone and Its Carbon-Fiber-Reinforced Composite by Dry Milling. Polymers 2021, 13, 2175. [Google Scholar] [CrossRef]
- Wang, Y.; Müller, W.D.; Rumjahn, A.; Schmidt, F.; Schwitalla, A.D. Mechanical properties of fused filament fabricated PEEK for biomedical applications depending on additive manufacturing parameters. J. Mech. Behav. Biomed. Mater. 2021, 115, 104250. [Google Scholar] [CrossRef]
- Yang, C.; Tian, X.; Li, D.; Cao, Y.; Zhao, F.; Shi, C. Influence of thermal processing conditions in 3D printing on the crystallinity and mechanical properties of PEEK material. J. Mater. Process. Technol. 2017, 248, 1–7. [Google Scholar] [CrossRef]
- Ding, S.; Zou, B.; Wang, P.; Ding, H. Effects of nozzle temperature and building orientation on mechanical properties and microstructure of PEEK and PEI printed by 3D-FDM. Polym. Test. 2019, 78, 105948. [Google Scholar] [CrossRef]
- Hu, B.; Duan, X.; Xing, Z.; Xu, Z.; Du, C.; Zhou, H.; Chen, R.; Shan, B. Improved design of fused deposition modeling equipment for 3D printing of high-performance PEEK parts. Mech. Mater. 2019, 137, 103139. [Google Scholar] [CrossRef]
- Yang, D.; Cao, Y.; Zhang, Z.; Yin, Y.; Li, D. Effects of crystallinity control on mechanical properties of 3D-printed short-carbon-fiber-reinforced polyether ether ketone composites. Polym. Test. 2021, 97, 107149. [Google Scholar] [CrossRef]
- Gao, S.; Liu, R.; Xin, H.; Liang, H.; Wang, Y.; Jia, J. The Surface Characteristics, Microstructure and Mechanical Properties of PEEK Printed by Fused Deposition Modeling with Different Raster Angles. Polymers 2022, 14, 77. [Google Scholar] [CrossRef]
- Rahman, K.M.; Letcher, T.; Reese, R. Mechanical Properties of Additively Manufactured PEEK Components Using Fused Filament Fabrication. In Proceedings of the Volume 2A: Advanced Manufacturing, Proceedings of the IMECE2015, Houston, TX, USA, 13–19 November 2015. [Google Scholar]
- Li, Q.; Zhao, W.; Li, Y.; Yang, W.; Wang, G. Flexural Properties and Fracture Behavior of CF/PEEK in Orthogonal Building Orientation by FDM: Microstructure and Mechanism. Polymers 2019, 11, 656. [Google Scholar] [CrossRef] [PubMed]
- Rinaldi, M.; Ghidini, T.; Cecchini, F.; Brandao, A.; Nanni, F. Additive layer manufacturing of poly (ether ether ketone) via FDM. Compos. B Eng. 2018, 145, 162–172. [Google Scholar] [CrossRef]
- Han, X.; Yang, D.; Yang, C.; Spintzyk, S.; Scheideler, L.; Li, P.; Li, D.; Geis-Gerstorfer, J.; Rupp, F. Carbon Fiber Reinforced PEEK Composites Based on 3D-Printing Technology for Orthopedic and Dental Applications. J. Clin. Med. 2019, 8, 240. [Google Scholar] [CrossRef]
- Wang, P.; Zou, B.; Ding, S.; Huang, C.; Shi, Z.; Ma, Y.; Yao, P. Preparation of short CF/GF reinforced PEEK composite filaments and their comprehensive properties evaluation for FDM-3D printing. Compos. B Eng. 2020, 198, 108175. [Google Scholar] [CrossRef]
- Guo, F.; Huang, S.; Liu, N.; Hu, M.; Shi, C.; Li, D.; Liu, C. Evaluation of the mechanical properties and fit of 3D-printed polyetheretherketone removable partial dentures. Dent. Mater. J. 2022. [Google Scholar] [CrossRef]
- Wang, S.; Wang, J.; Liu, T.; Mo, Z.; Zhang, H.; Wu, Z. The crystal structure and drawing-induced polymorphism in poly (aryl ether ketone)s, 2. Poly (ether ether ketone ketone), PEEKK. Macromol. Chem. Phys. 1997, 198, 969–982. [Google Scholar] [CrossRef]
- Rodzeń, K.; Sharma, P.K.; McIlhagger, A.; Mokhtari, M.; Dave, F.; Tormey, D.; Sherlock, R.; Meenan, B.J.; Boyd, A. The Direct 3D Printing of Functional PEEK/Hydroxyapatite Composites via a Fused Filament Fabrication Approach. Polymers 2021, 13, 545. [Google Scholar] [CrossRef]
- Prechtel, A.; Stawarczyk, B.; Hickel, R.; Edelhoff, D.; Reymus, M. Fracture load of 3D printed PEEK inlays compared with milled ones, direct resin composite fillings, and sound teeth. Clin. Oral Investig. 2020, 24, 3457–3466. [Google Scholar] [CrossRef] [Green Version]
- De Santis, R.; Ambrosio, L.; Nicolais, L. Mechanical properties of tooth structures. In Integrated Biomaterials Science; Barbucci, R., Ed.; Springer: Boston, MA, USA, 2002; pp. 589–599. [Google Scholar]
- Zhang, Y.R.; Du, W.; Zhou, X.D.; Yu, H.Y. Review of research on the mechanical properties of the human tooth. Int. J. Oral Sci. 2014, 6, 61–69. [Google Scholar] [CrossRef]
- Heintze, S.; Forjanic, M. Surface roughness of different dental materials before and after simulated toothbrushing in vitro. Oper. Dent. 2005, 30, 617–626. [Google Scholar] [PubMed]
- Valian, A.; Ansari, Z.J.; Rezaie, M.M.; Askian, R. Composite surface roughness and color change following airflow usage. BMC Oral Health. 2021, 21, 398. [Google Scholar] [CrossRef]
- Cai, S.; Wu, C.; Yang, W.; Liang, W.; Yu, H.; Liu, L. Recent advance in surface modification for regulating cell adhesion and behaviors. Nanotechnol. Rev. 2020, 9, 971–989. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
| Authors, Year | Type of PEEK | Type of Printer | Layer Thick-ness (mm) | Nozzle Diameter (mm) | Printing Speed (mm/s) | Printing Temp (°C) | Build Chamber Temp (°C) | Build Plate Temp (°C) | Raster Angle (°) | Pretreatment | Cooling Temp Posttreatment | Filling Rate (%) | Flexural Strength (MPa) | Flexural Modulus (GPa) | Tensile Strength (MPa) | Compressive Strength (MPa) |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Wu et al. (2015) [21] | PEEK (Changchun Jilin University (China)) | Custom-built 3D printing system | 0.2/0.3/ 0.4 | 0.4 | ND | 360 | ND | ND | 0/30/45 | ND | ND | 100 | 43.2–56.2 (Injected molded PEEK: 163) | 1.6 (Injected molded PEEK: 3.9) | 32.4–56.6 | ND |
| Li et al. (2020) [22] | Apium PEEK 450 | Apium P220 FDM 3D printer | 0.1/0.2/ 0.3 | 0.4 | 30 | 445/485/525 | ND | ND | 45/90/180 | ND | Cool down at RT | 100% | 47.8–159.2 | ND | 43.8–87.34 | ND |
| Deng et al. (2018) [23] | PEEK-1000 (Zhongshan Yousheng Plastic Materials, China) | Custom-built 3D printing system | 0.2/0.25/ 0.3 | ND | 20/40/ 60 | 350/360/370 | 150 | 95 | ND | ND | ND | 20/40/60 | ND | 0.35–0.57 | 25.6–40.0 | ND |
| Arif et al. (2018) [24] | PEEK 450G (Victrex) | Indmatec HPP 155 device (Apium Additive Technologies GmbH) | 0.1 (0.18, first layer) | 0.4 | 13 | 410 (390, first layer) | ND | 100 °C | 0/90 | Filament was dried in an oven at 130 °C for 8h | Cool down at RT | 100 | 16.4–142.0 | 2.54–3.08 | 9.99–82.58 | ND |
| El Magri et al. (2020) [25] | Vestakeep 3300G (Evonik, Germany) | Intamsys Funmat HT | 0.1/0.15/ 0.2 | ND | 20/30/ 40 | 380/390/400/410/420 | 30 °C | 100 °C | +45/−45; 0; +15/−15 | ND | ND | 100 | ND | 2.38–2.95 | 54.54–74.24 | ND |
| Guo et al. (2021) [26] | ND | FUNMAT HT 3D printer (Intamsys, China) | 0.1/0.2 | 0.4 | 50 | 400 | ND | 130 | 0/45/90 | Frosted glass plate Filaments dried at 150 °C for 5h | ND | ND | ND | ND | ND | ND |
| Wang et al. (2021) [27] | Vestakeep i4G (Evonik, Germany) | 3D printer A150 prototype Orion | 0.1 | 0.2/0.4/0.6 | 5/10/15 | 420/430/440 | ND | 250 | ND | Filament dried in an oven at 105 °C for 10h | Cool down to RT naturally | 100 | 51.4–193.33 | 1.045–1.476 | ND | 46.6–87 |
| Yang et al. (2017) [28] | 450G (Victrex, UK) | A temp-control 3D printing system | 0.2 | 0.4 | 40 | 360/380/400/430/440/ 460/480 | 25/50/100/ 150/200 | ND | Consistent with the longest edge | ND | Furnace, quenching, annealing, tempering, air cooling | ND | ND | ND | 84 | ND |
| Ding et al. (2019) [29] | PEEK 450G (Junhua, China) | Hommade high T °C 3D printing system | 0.2 | 0.4 | 20 | 360/370/380/390/400/ 410/420 | ND | 270 | 45 | ND | ND | ND | 112–135 | ND | 79–84 | ND |
| Hu et al. (2019) [30] | PEEK filament (Sting3d Technology Co. Ltd.) | FDM equipment (Speedy Maker Company) | 0.1 | 0.4 | 25 | 385 | 25/60 | 135 | 0/45 | PEEK was dried in an oven at 150 °C for 24h | ND | 100 | 95.8–120.2 | 0.95–1.15 | 62.7–74.7 | ND |
| Yang et al. (2021) [31] | PEEK 450PF (Victrex, UK) + 10% carbon fibers (Nanjing Wei Da composite materials Co) | FDM-based 3D printing system with temp control fonctionality (Xi’n Jiastong University) | 0.2 | 0.6 | 40 | 430 | 20/50/100/150/200 | ND | ND | ND | 1. Gradually increase till 300 °C (5 °C/min) 2. 300 °C for 2 h 3. Gradually cool down to RT | 100 | 86.4–201 With heat post-processing: 234.2 | 9.5 | 135 | ND |
| Gao et al. (2022) [32] | Apium® PEEK 450 | P220 FDM printer (Apium Additive Technologies GmbH, Germany) | 0.1 | 0.4 | 30 | 485 | ND | 100 | 0/30/45/ 90 | ND | ND | 100 | 86–149.7 | ND | 58.9–82 | ND |
| Rahman et al. (2015) [33] | PEEK Arevolabs | Arevo Labs 3D printer | 0.25 | 1.8–1.91 | 50 | 340 | ND | 230 | 0/90/alternating 0–90 | ND | 100 | ND | 76.85–114.16 | 1.86–2.58 | 50.63–74.49 | 64.15–84.49 |
| Li et al. (2019) [34] | Zypeek 550 G (Zhongvyan High performance plastic Co, China))+ 5% carbon fibers (Zoltek MF 150) | Funmat HT FDM 3D printer (Intamsys, China) | 0.1 | 0.4 | 15 | 400 | 90 | 160 | 45 | ND | 100 | ND | PEEK: 134 (H), 146 (V); CF-PEEK: 124 (H), 146 (V) Injected molded PEEK: 148; Injected molded CF-PEEK: 148 | PEEK: 3.39 (H), 3.44 (V); CF-PEEK: 3.1 (H), 3.74 (V) Injected molded PEEK: 3.49; Injected molded CF-PEEK: 3.78 | ND | 64.15–84.49 |
| Rinaldi et al. (2018) [35] | PEEK 450PF (Victrex, UK) | Indmatec GmbH FDM printer | 0.2 | 0.4 | 20 | 400 | ND | 100 | 45 | PEEK dried in oven at 150 °C for 24h | ND | 20/50/ 100 | ND | ND | PEEK (V): 9.31–19.6 PEEK (H): 60.6–98.9 | ND |
| Han et al. (2019) [36] | PEEK 450G (Victrex, UK)+5% milled carbon fibers | 3D printer Jugao-AM Tech Corp | 0.2 | 0.4 | 40 | 420 | 20 | ND | Consistent with the longest edge | A special fixative paper on the plate | 1. Cool down to RT 2. 2 h at 300 °C 3. Cool down to RT | 100 | PEEK: 140.83 CF-PEEK: 159.25 | PEEK: 3.56 CF-PEEK: 5.41 | PEEK: 95.2 CF-PEEK: 101.41 | PEEK: 138.63 CF-PEEK: 137.11 |
| Wang et al.(2020) [37] | PEEK 450G (Jinlin Zhongyan High Performance Plastic) +/− 5–15 wt% CF or GF/PEEK | Home-made heat resistant FDM printer | 0.2 | 0.4 | 15 | 440 | ND | 260 | −45/+45 | Filament was dried in an oven at 105 °C for 10h | ND | 100 | 147.2–165 | ND | 79.1–94 | 46.6–87 |
| Guo et al. (2022) [38] | PEEK 450G (Victrex, UK) | Surgeon Plus, Shanxi Jugao-AM, Technology, Weinan, China | 0.2 | 0.4 | 40 | 480 | ND | ND | Tiled scan | ND | None/2h at 300 °C | 100 | 101.38–140.9 | 2.8–3.51 | 68.2–94.6 | 74.9–141.7 |
| Authors, Date | Calculation of Sample Size/Sample Allocation | Presence of a Control Group | Operator Blinding | Adaptation of the Analysis Methods | Reported Outcomes | Risk of Bias |
|---|---|---|---|---|---|---|
| Wu et al. (2015) [21] | 2 | 0 | 2 | 0 | 1 | 5/10 |
| Li et al. (2020) [22] | 2 | 0 | 2 | 0 | 0 | 4/10 |
| Deng et al. (2018) [23] | 2 | 0 | 2 | 0 | 0 | 4/10 |
| Arif et al. (2018) [24] | 2 | 0 | 2 | 0 | 0 | 4/10 |
| El Magri et al. (2020) [25] | 2 | 0 | 2 | 1 | 0 | 5/10 |
| Guo et al. (2021) [26] | 2 | 0 | 2 | 0 | 1 | 5/10 |
| Wang et al. (2021) [27] | 1 | 0 | 2 | 1 | 0 | 4/10 |
| Yang et al. (2017) [28] | 2 | 0 | 2 | 1 | 1 | 6/10 |
| Ding et al. (2019) [29] | 2 | 0 | 2 | 0 | 0 | 4/10 |
| Hu et al. (2019) [30] | 2 | 0 | 2 | 1 | 1 | 6/10 |
| Yang et al. (2021) [31] | 2 | 0 | 2 | 0 | 0 | 4/10 |
| Gao et al.(2022) [32] | 1 | 0 | 2 | 0 | 0 | 3/10 |
| Rahman et al. (2015) [33] | 2 | 0 | 2 | 0 | 0 | 4/10 |
| Li et al. (2019) [34] | 2 | 0 | 2 | 0 | 1 | 5/10 |
| Rinaldi et al. (2018) [35] | 2 | 1 | 2 | 2 | 0 | 7/10 |
| Han et al. (2019) [36] | 1 | 0 | 2 | 0 | 0 | 3/10 |
| Wang et al. (2020) [37] | 1 | 0 | 2 | 0 | 0 | 3/10 |
| Guo et al.(2022) [38] | 1 | 0 | 2 | 0 | 0 | 3/10 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Moby, V.; Dupagne, L.; Fouquet, V.; Attal, J.-P.; François, P.; Dursun, E. Mechanical Properties of Fused Deposition Modeling of Polyetheretherketone (PEEK) and Interest for Dental Restorations: A Systematic Review. Materials 2022, 15, 6801. https://doi.org/10.3390/ma15196801
Moby V, Dupagne L, Fouquet V, Attal J-P, François P, Dursun E. Mechanical Properties of Fused Deposition Modeling of Polyetheretherketone (PEEK) and Interest for Dental Restorations: A Systematic Review. Materials. 2022; 15(19):6801. https://doi.org/10.3390/ma15196801
Chicago/Turabian StyleMoby, Vanessa, Lucien Dupagne, Vincent Fouquet, Jean-Pierre Attal, Philippe François, and Elisabeth Dursun. 2022. "Mechanical Properties of Fused Deposition Modeling of Polyetheretherketone (PEEK) and Interest for Dental Restorations: A Systematic Review" Materials 15, no. 19: 6801. https://doi.org/10.3390/ma15196801