The Influence of Granite Cutting Waste on The Properties of Ultra-High Performance Concrete


 ,
,  , and
, and
Abstract
:1. Introduction
2. Experimental Study
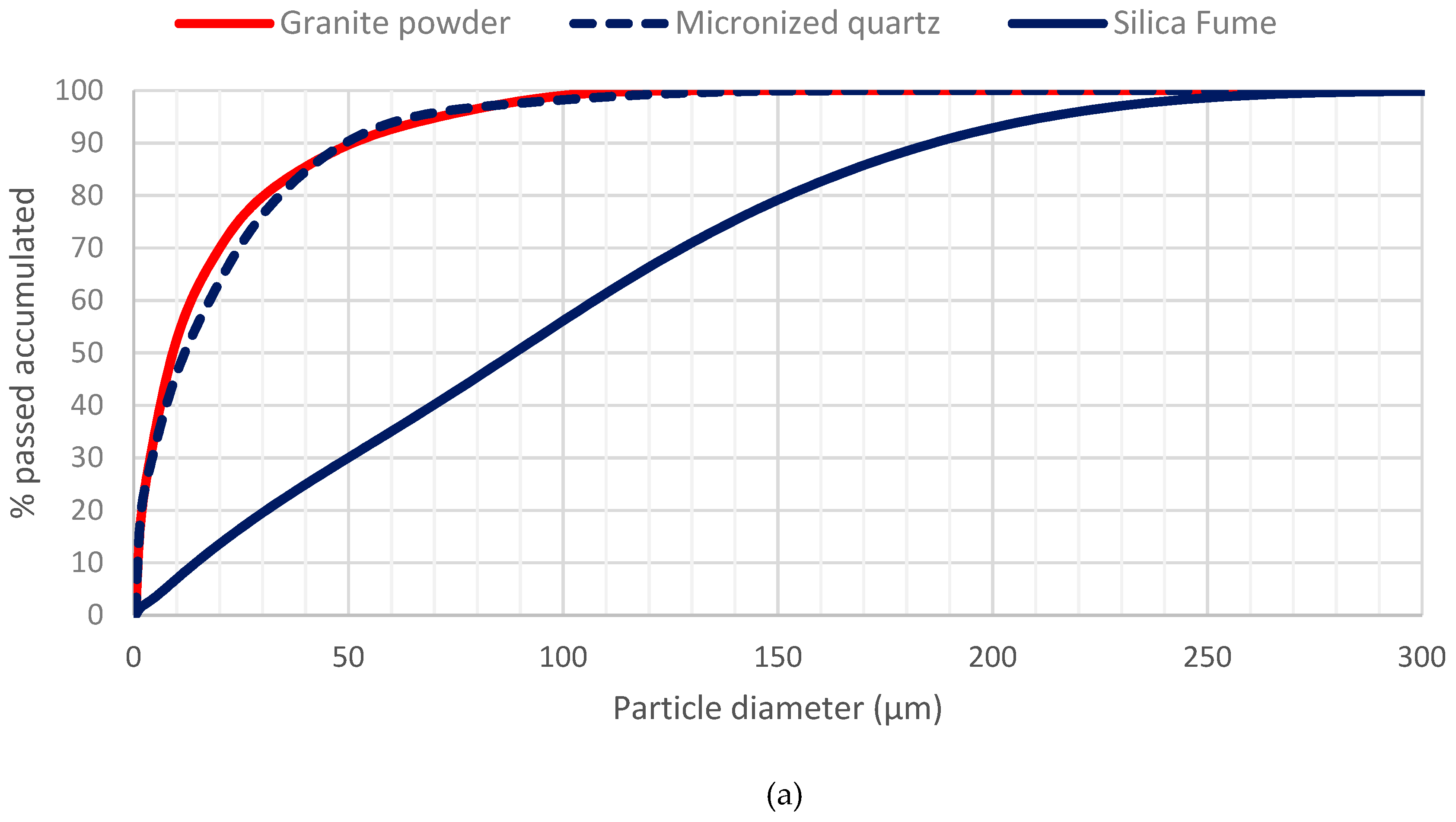
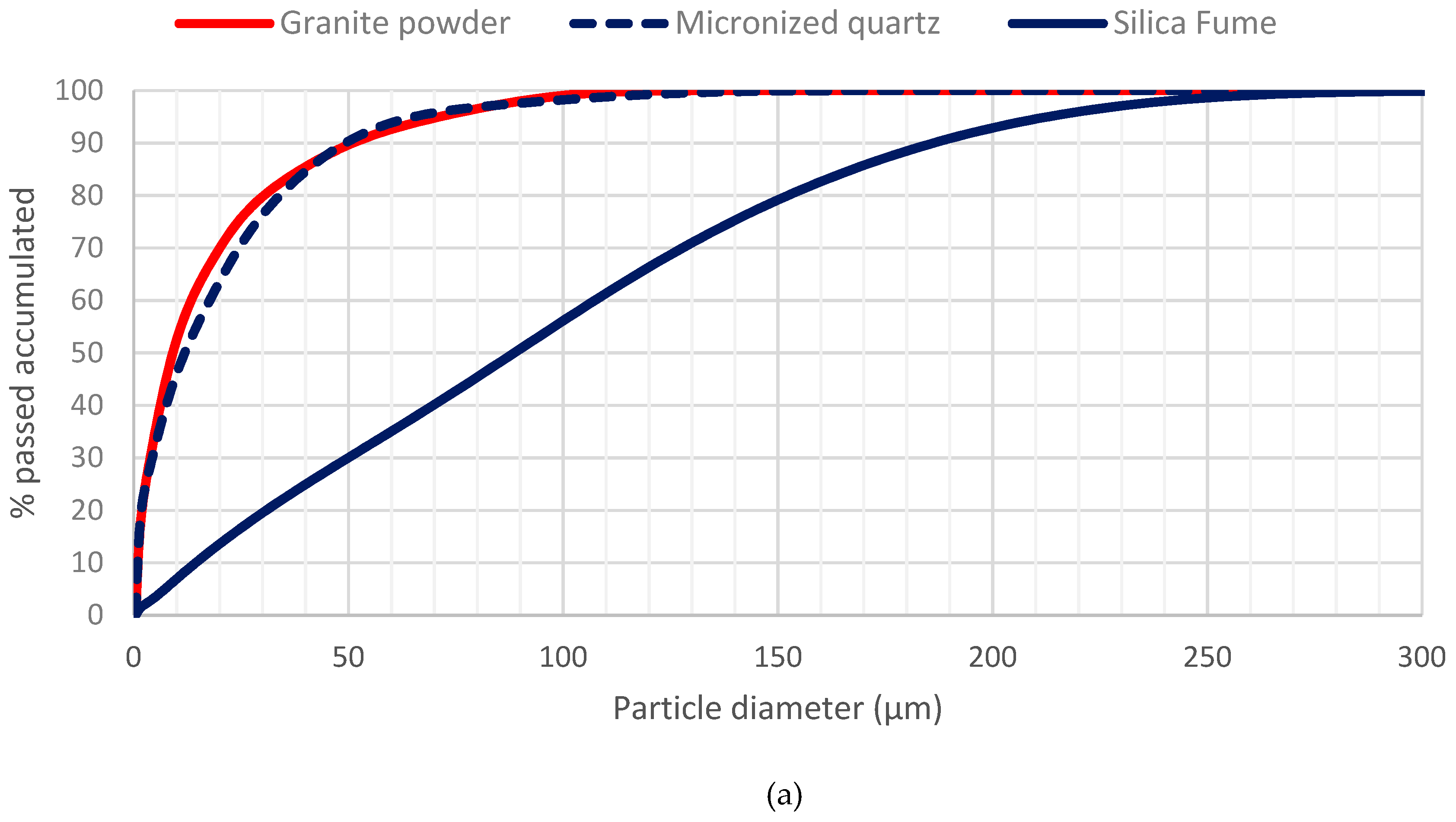
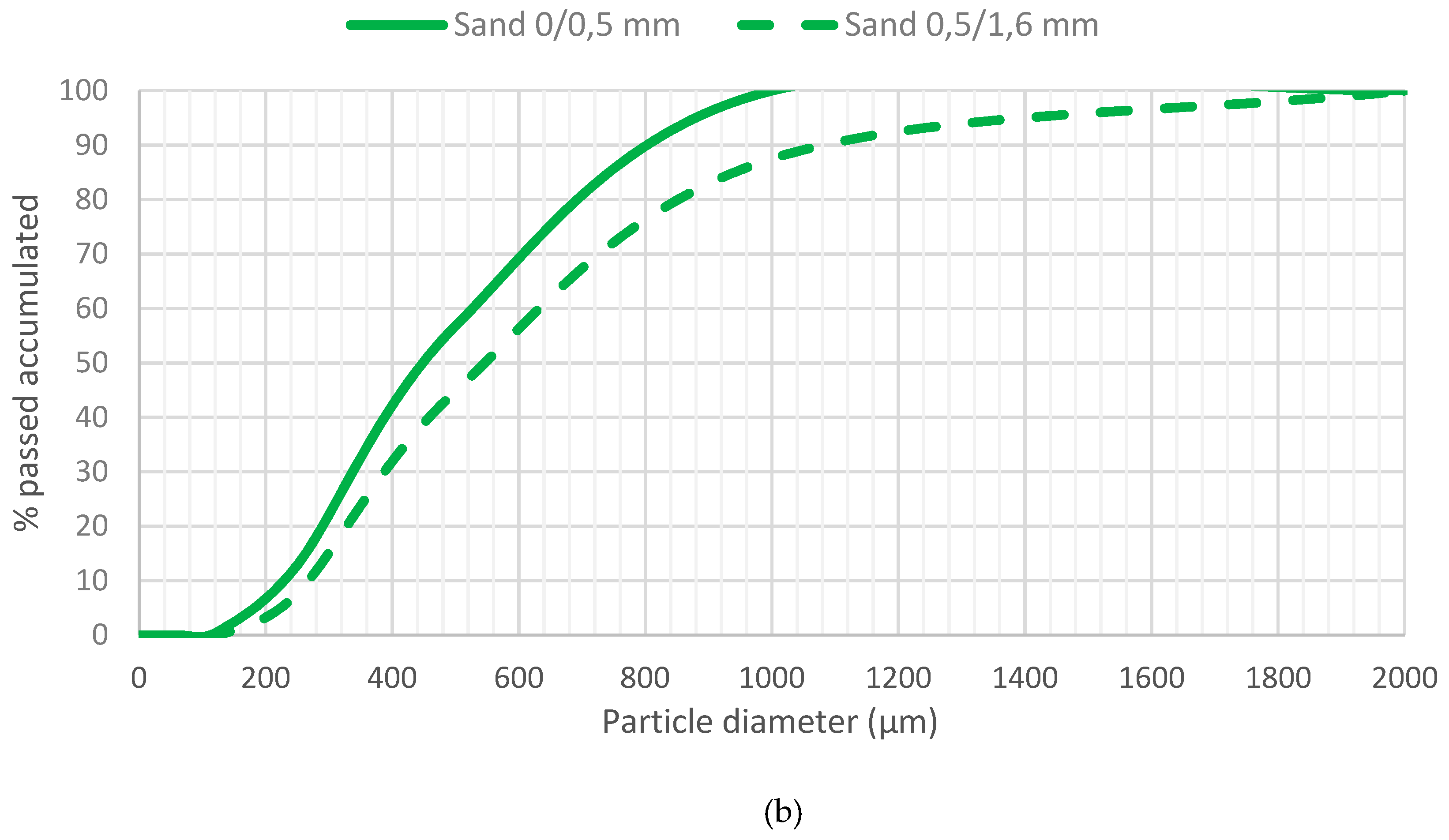
2.1. Materials
2.2. UHPC Design
2.3. Experimental Program
3. Analysis of the Results
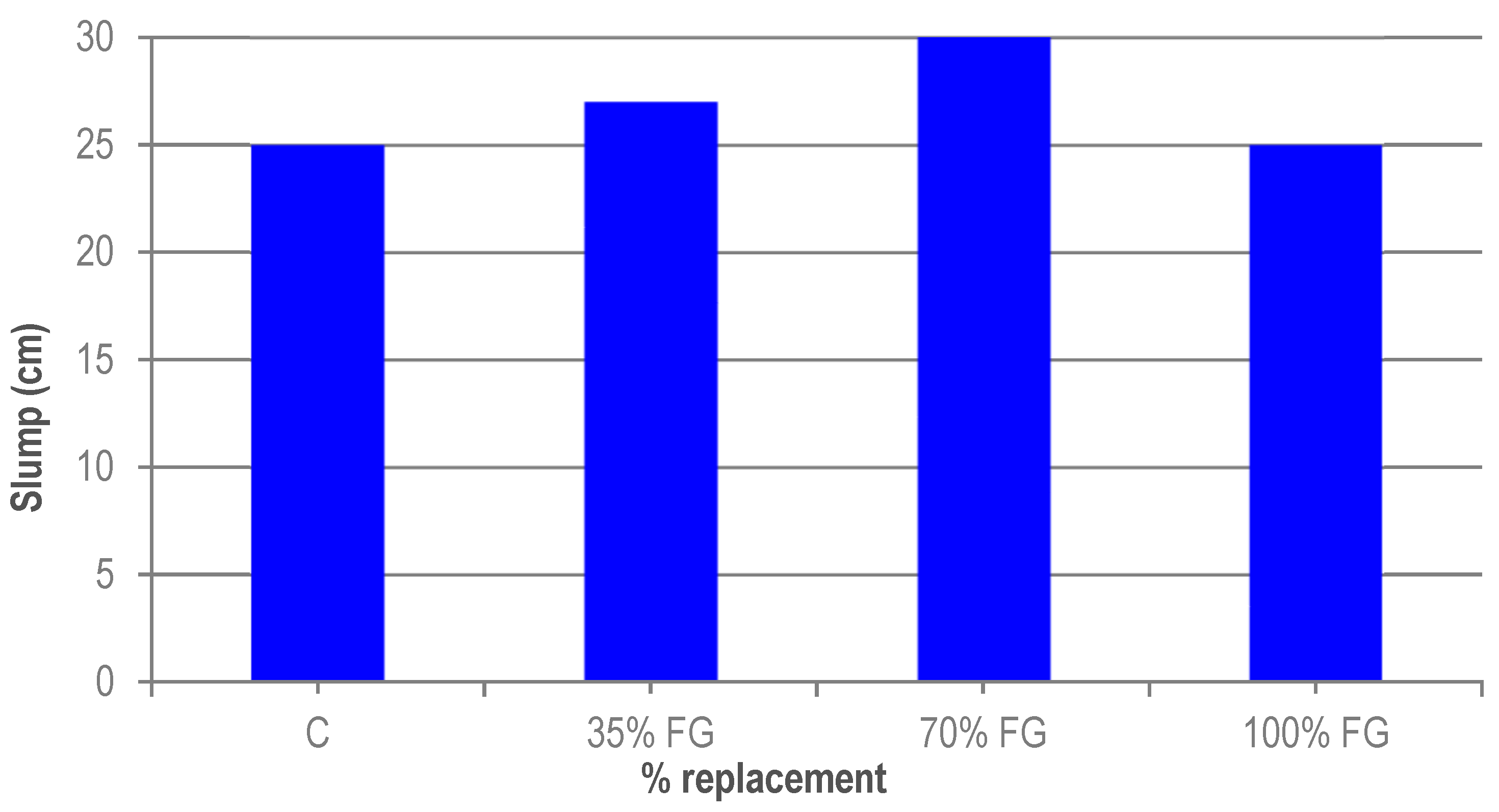
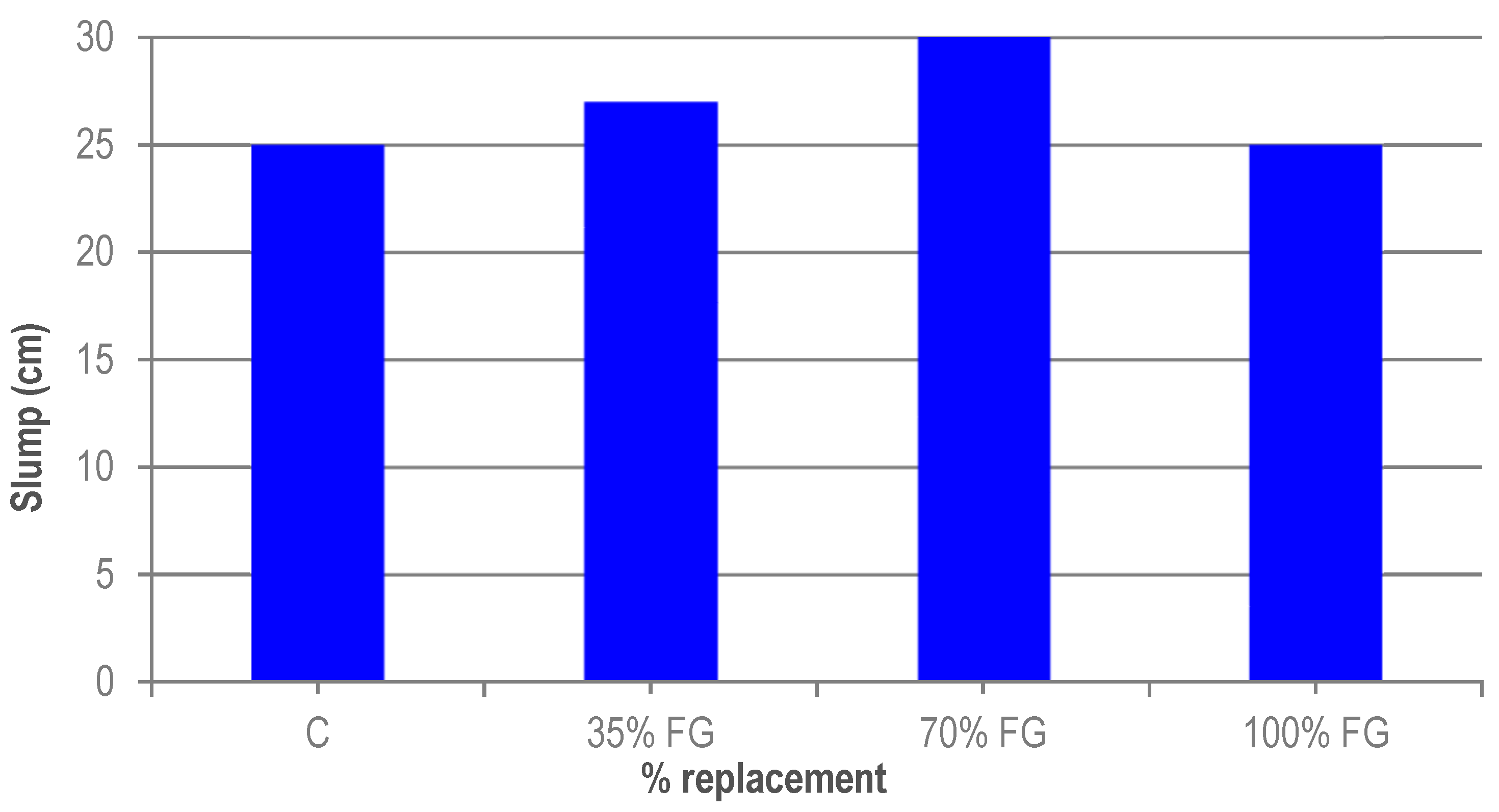
3.1. Workability
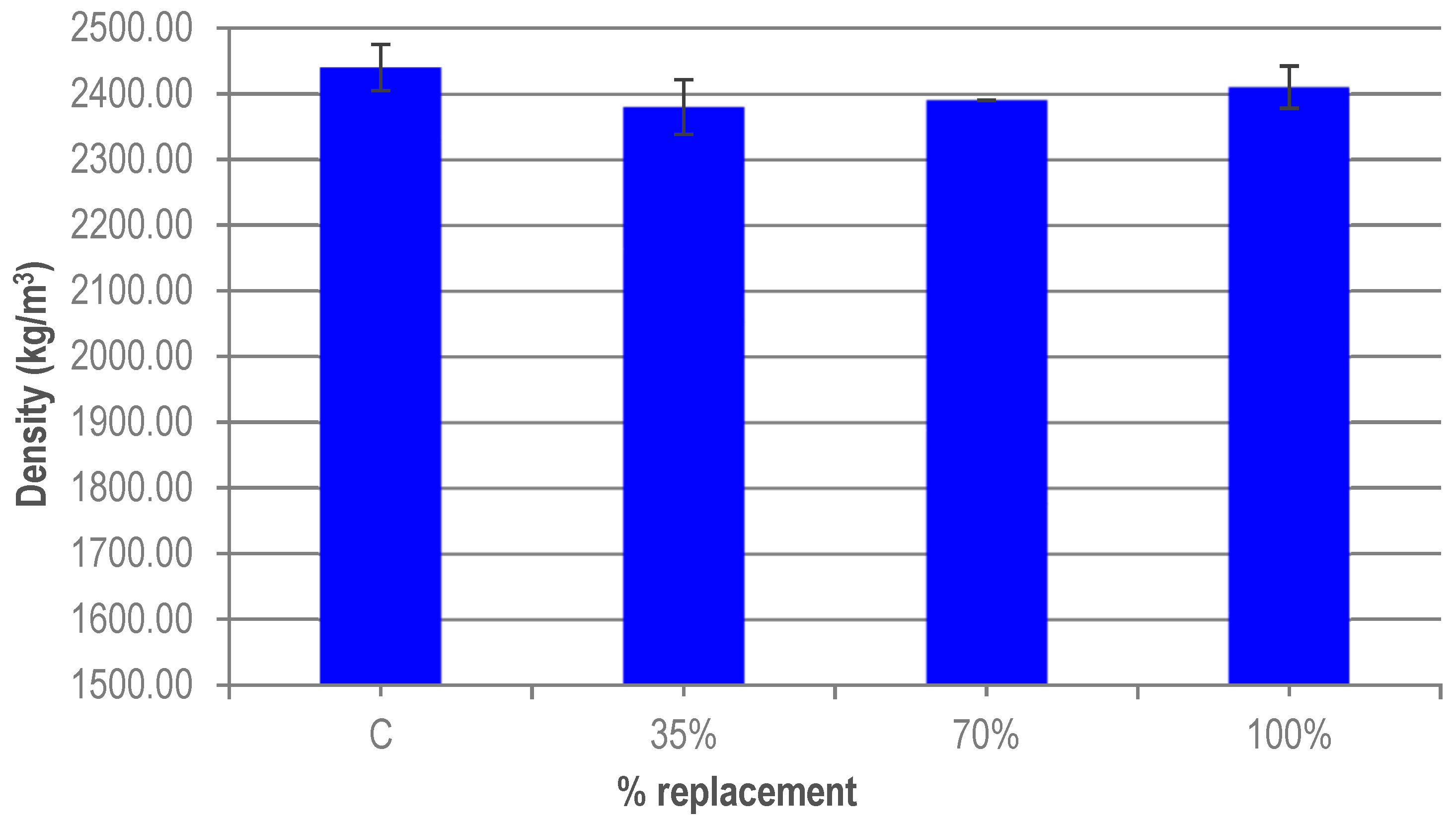
3.2. Density of the Hardened UHPC
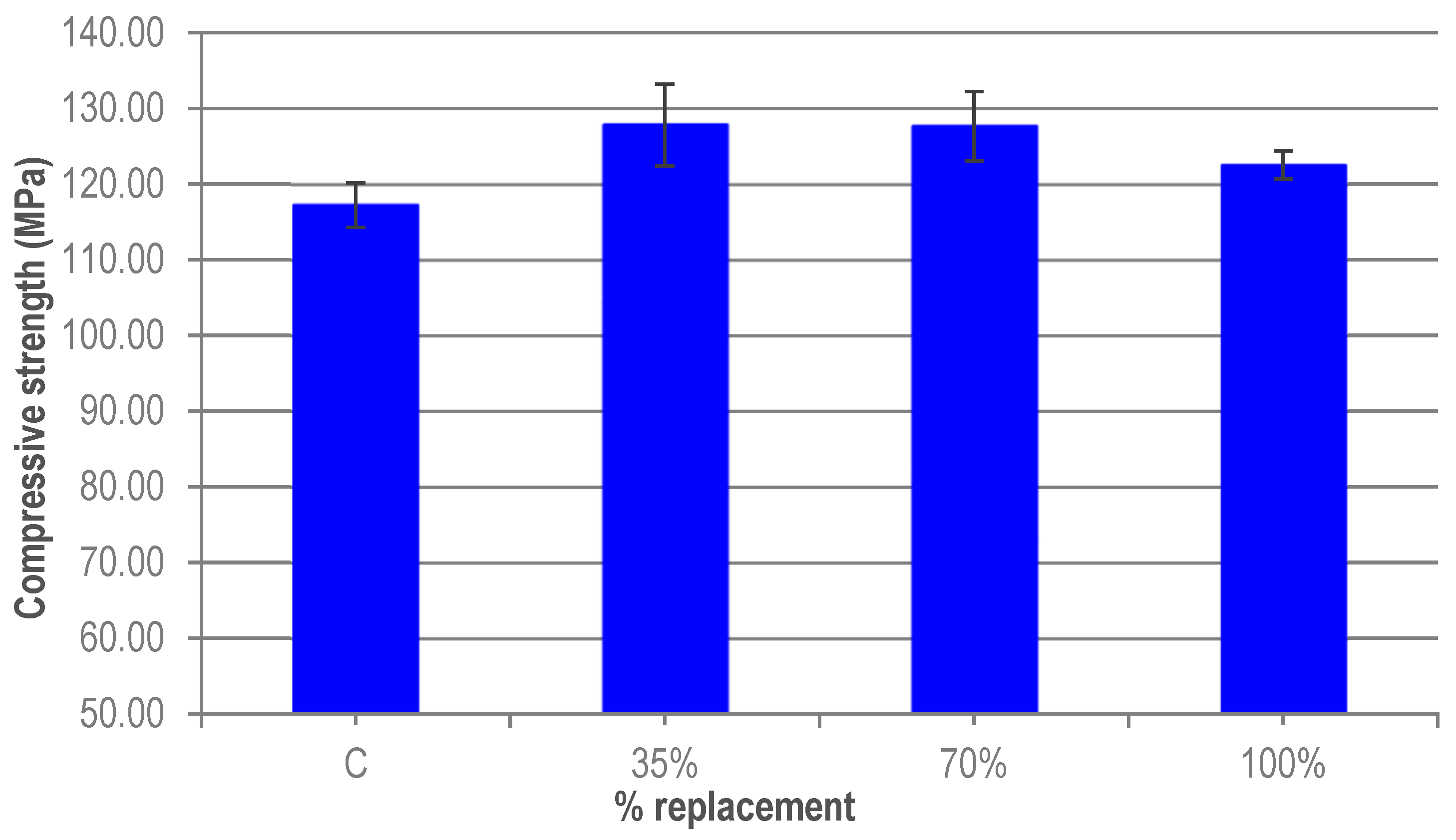
3.3. Compressive Strength
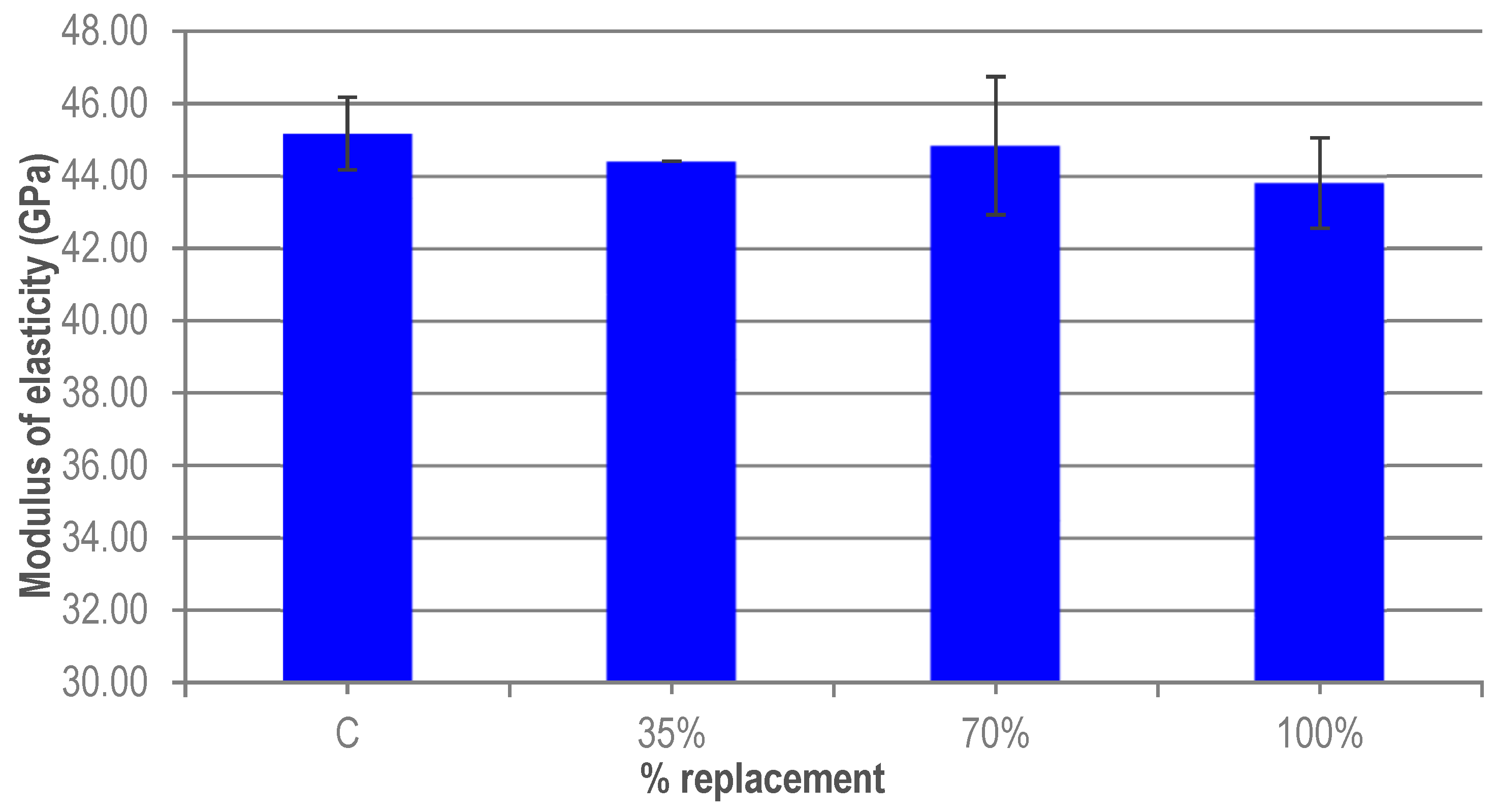
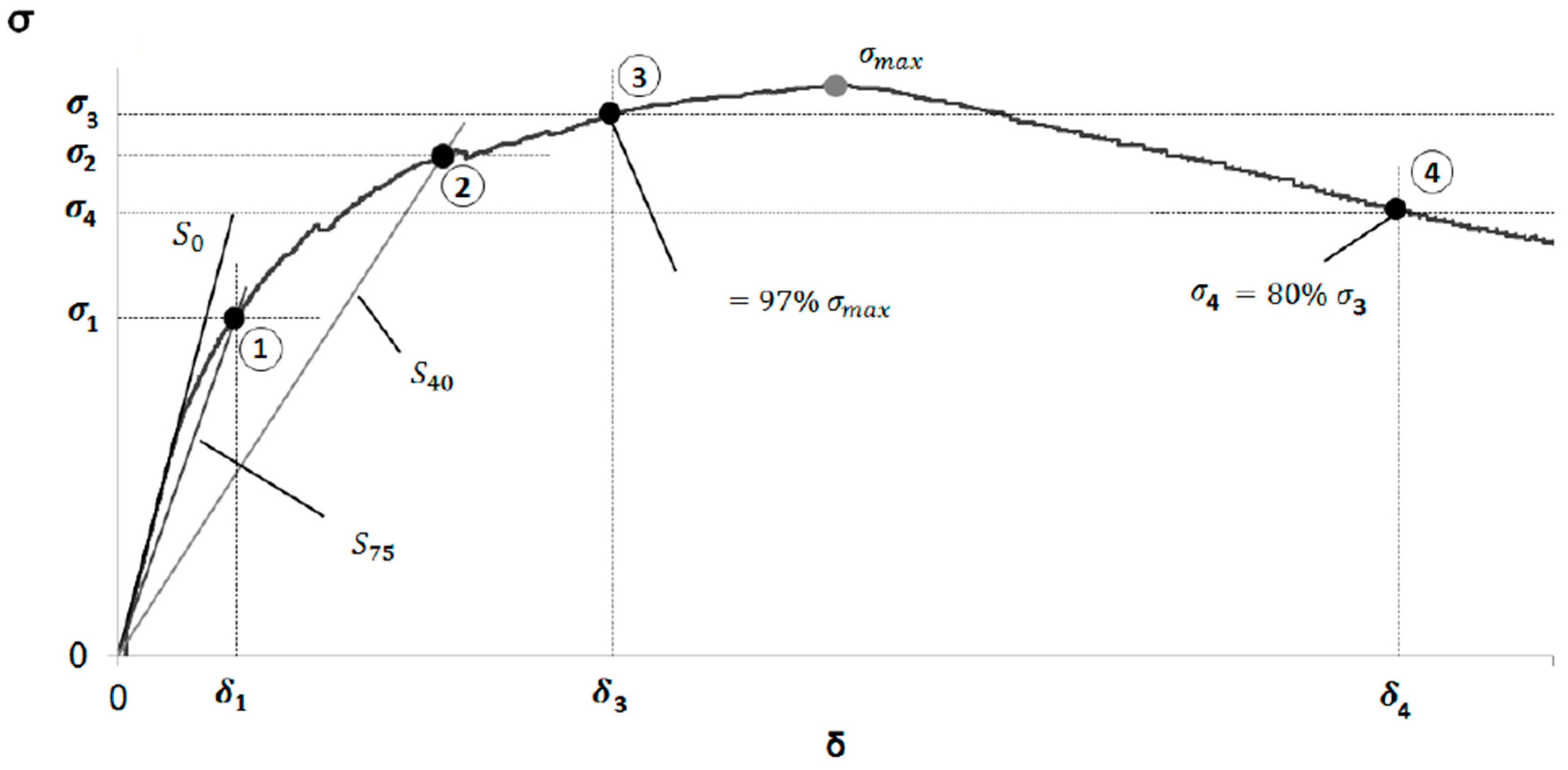
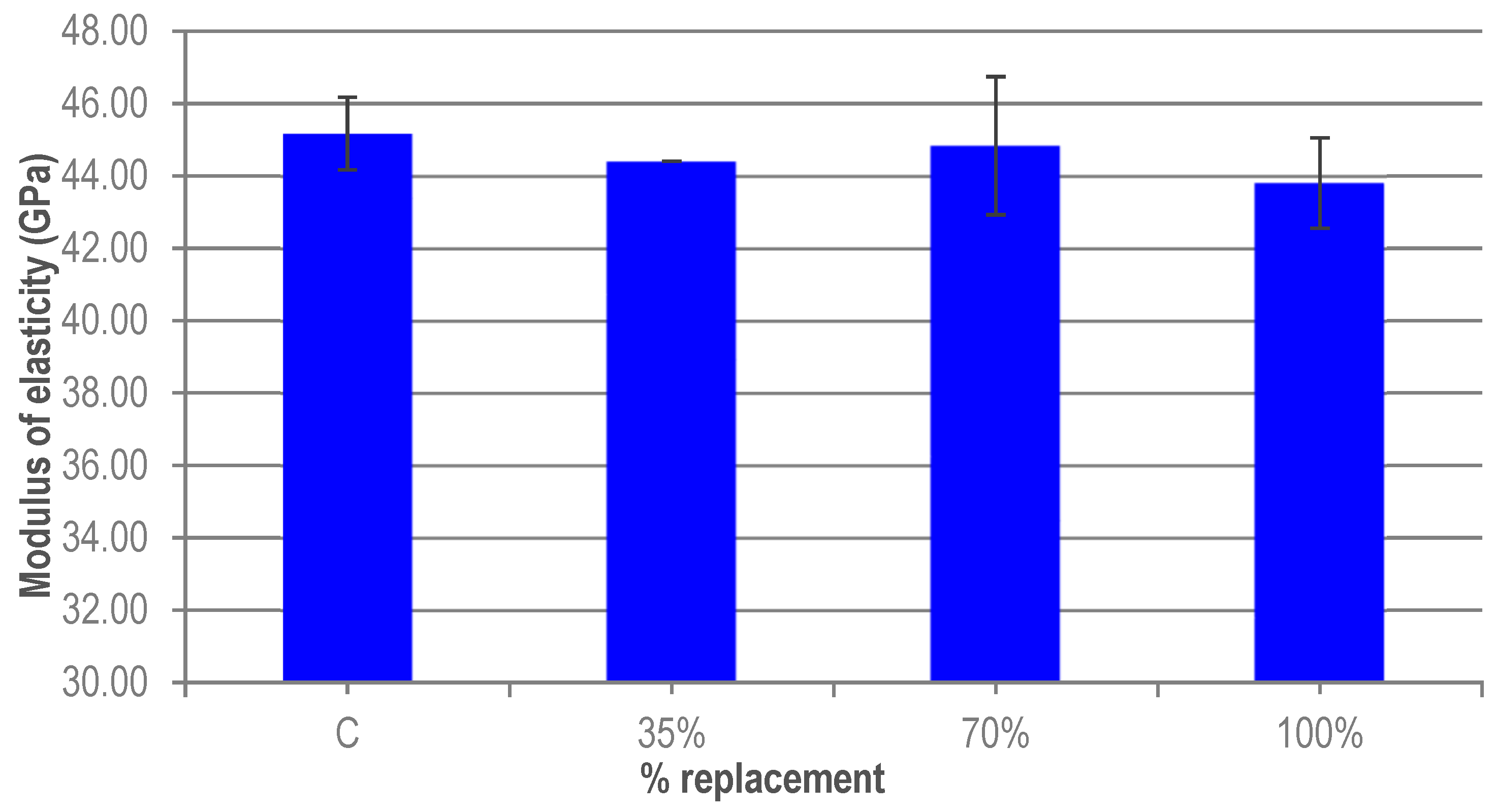
3.4. Modulus of Elasticity
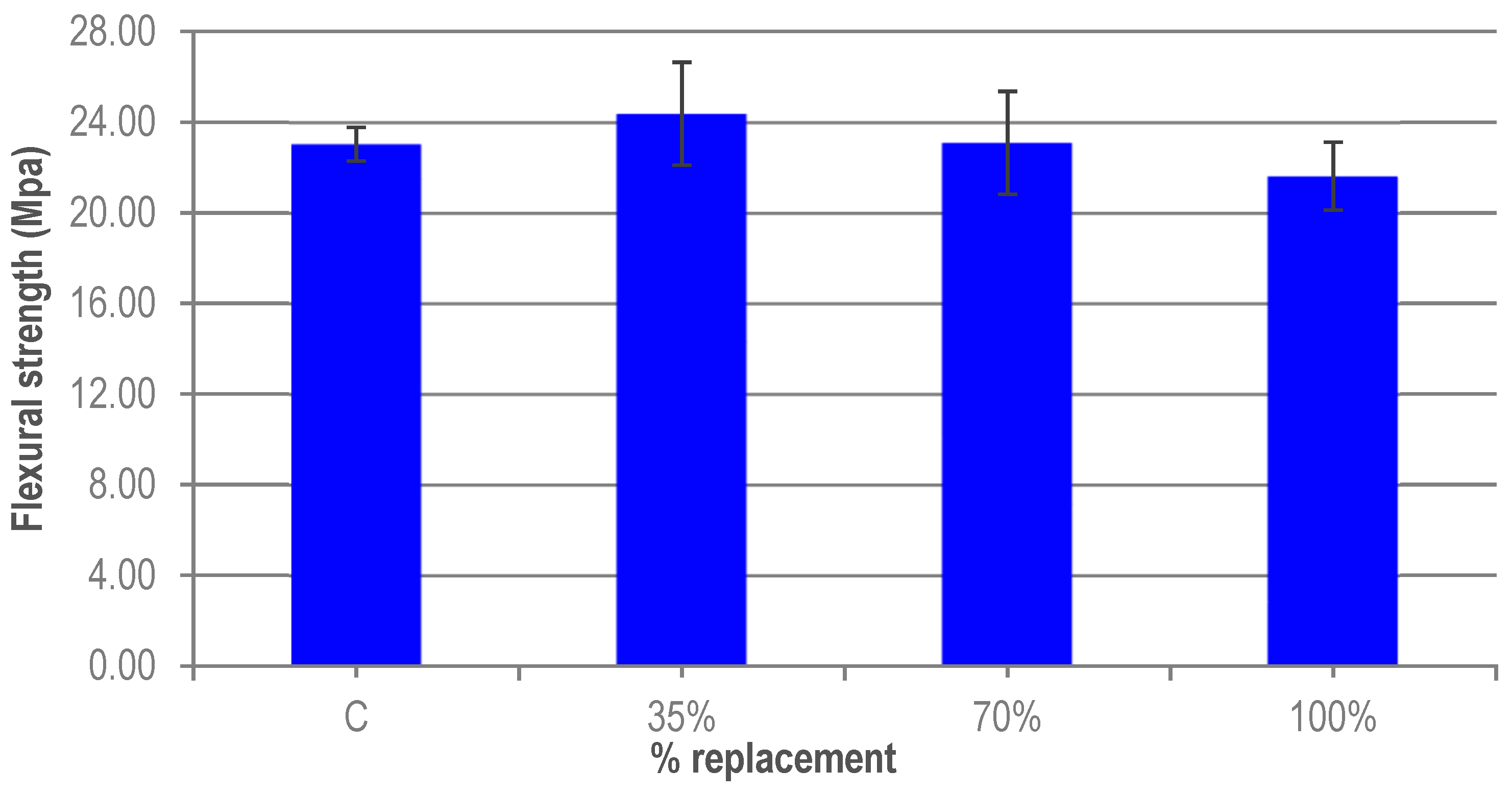
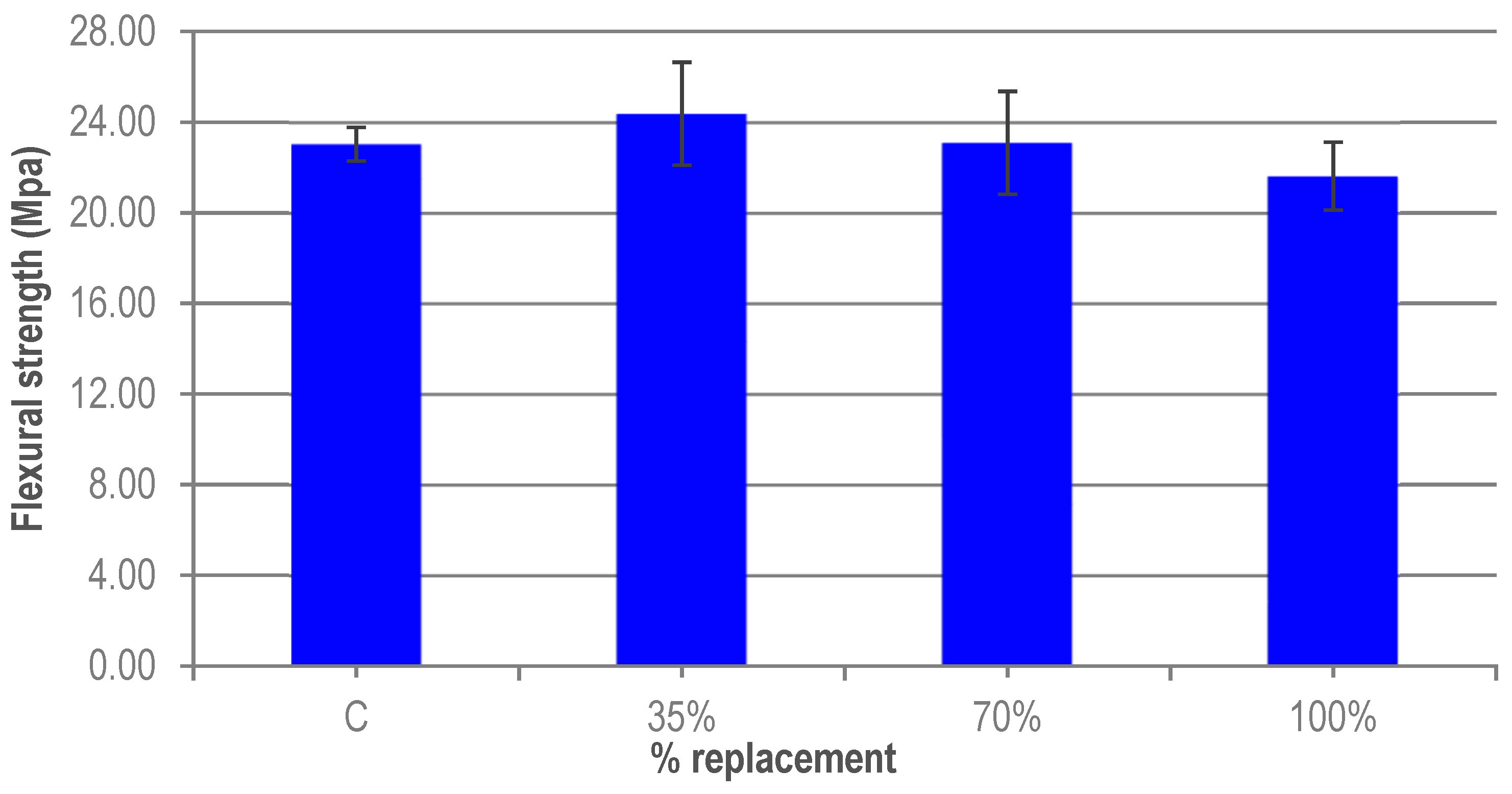
3.5. Flexural Strength
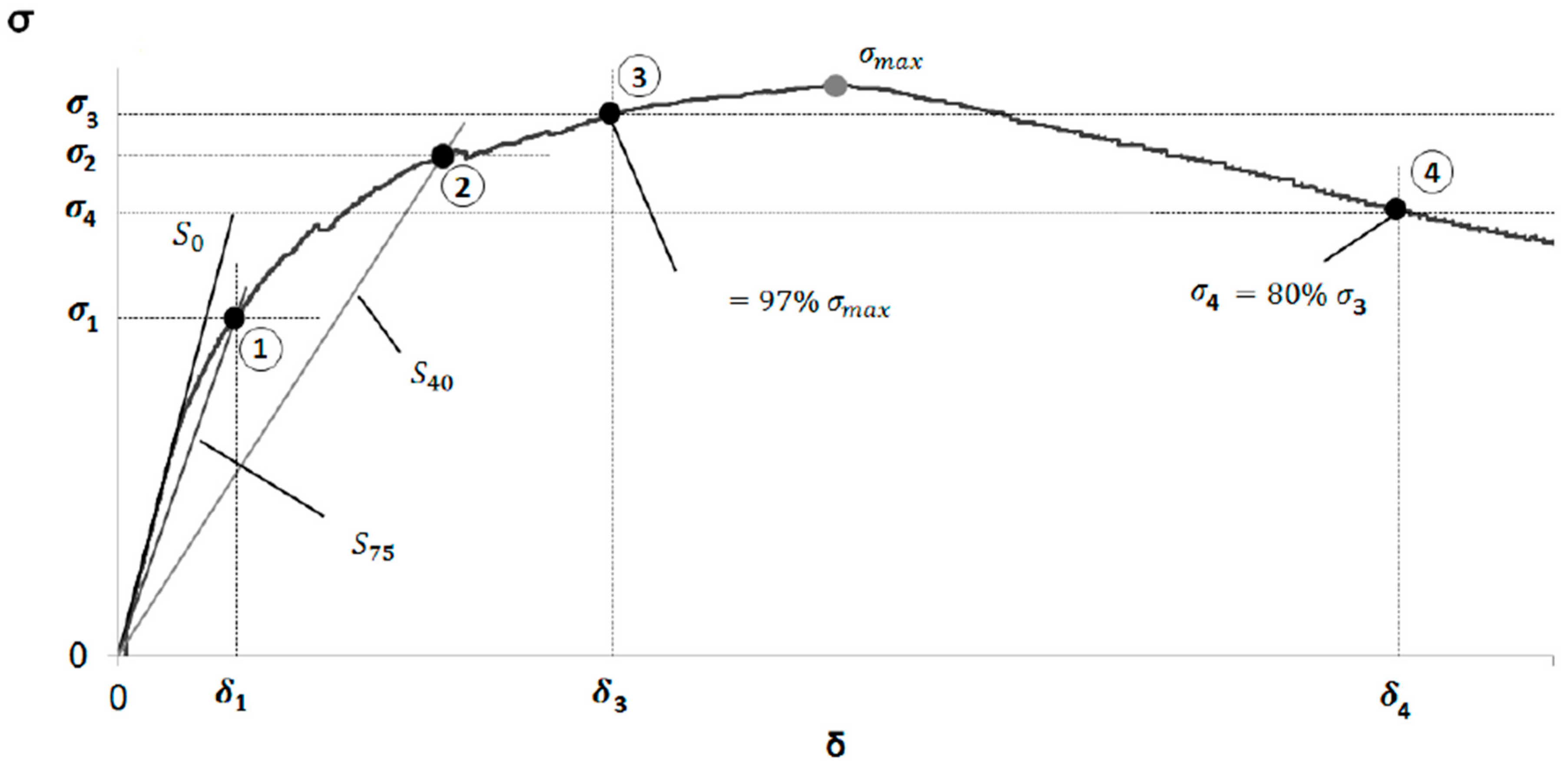
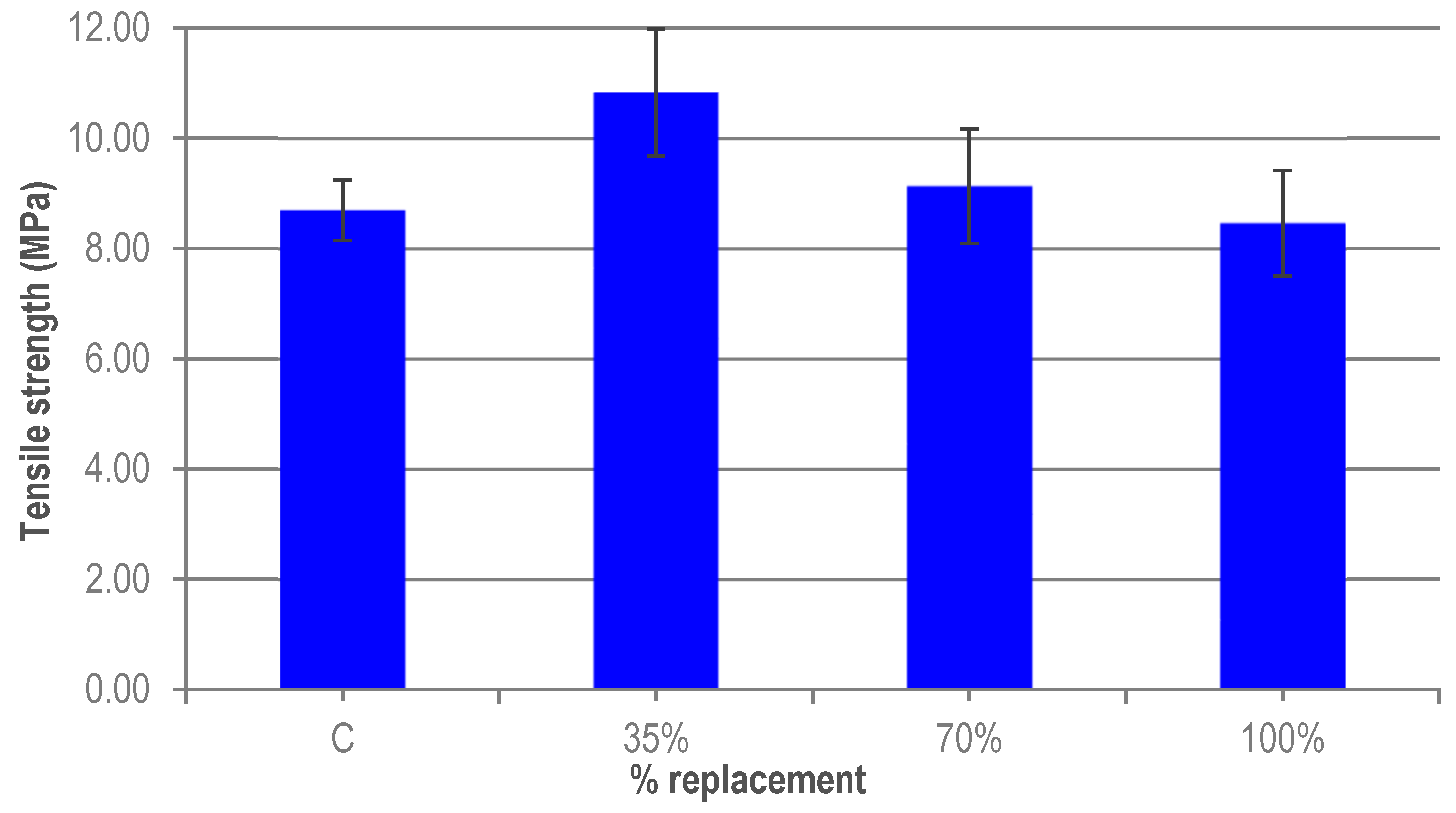
3.6. Tensile Strength
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- European Union. Decision 1386/2013/EU of the European Parliament and of the Council of 20 November 2013 on a General Union Environment Action Programme to 2020 ‘Living well, within the limits of our planet’. Off. J. Eur. Union, Decision 1386 2013, 171–200. [Google Scholar]
- Soliman, N.A.; Tagnit-Hamou, A. Using glass sand as an alternative for quartz sand in UHPC. Constr. Build. Mater. 2017, 145, 243–252. [Google Scholar] [CrossRef]
- Zegardlo, B.; Szelag, M.; Ogrodnik, P. Ultra-high strength concrete made with recycled aggregate from sanitary ceramic wastes—The method of production and the interfacial transition zone. Constr. Build. Mater. 2016, 122, 736–742. [Google Scholar] [CrossRef]
- Gonzalez-Corominas, A.; Etxeberria, M. Properties of high performance concrete made with recycled fine ceramic and coarse mixed aggregates. Constr. Build. Mate. Rials. 2014, 68, 618–626. [Google Scholar] [CrossRef]
- Al-Jabri, K.S.; Hisada, M.; Al-Saidy, A.H.; Al-Oraimi, S.K. Performance of high strength concrete made with copper slag as a fine aggregate. Constr. Build. Mater. 2009, 23, 2132–2140. [Google Scholar] [CrossRef]
- Ambily, P.S.; Umarani, C.; Ravisankar, K.; Prem, P.R.; Bharatkumar, B.H.; Iyer, N.R. Studies on ultra high performance concrete incorporating copper slag as fine aggregate. Constr. Build. Mater. 2015, 77, 233–240. [Google Scholar] [CrossRef]
- Zhu, Z.G.; Li, B.X.; Zhou, M.K. The influences of iron ore tailings as fine aggregate on the strength of ultra-high performance concrete. Adv. Mater. Sci. Eng. 2015, 2015, 412878. [Google Scholar] [CrossRef]
- Association Française de Génie Civil (AFGC); Service D’études Techniques des Routes et Autoroutes (SETRA). Bétons Fibrés à Ultra-Hautes Performances, Recommandations Provisoires; AFGC: Paris, France, 2002. [Google Scholar]
- Orgass, M.; Klug, Y. Fibre reinforced ultra-high strength concretes. In Proceedings of the International Symposium on Ultra High Performance Concrete, Kassel, Germany, 13–15 September 2004; Kassel University Press: Kassel, Germany, 2004; pp. 637–647. [Google Scholar]
- Wu, Z.; Shi, C.; He, W.; Wu, L. Effects of steel fibre content and shape on me-chanical properties of ultra high performance concrete. Constr. Build. Mater. 2016, 103, 8–14. [Google Scholar] [CrossRef]
- Park, J.J.; Yoo, D.Y.; Park, G.J.; Kim, S.W. Feasibility of reducing the fibre content in ultra-high-performance fibre-reinforced concrete under flexure. Materials 2017, 10, 118. [Google Scholar] [CrossRef] [PubMed]
- Pyo, S.; Kim, H.K. Fresh and hardened properties of ultra-high performance concrete incorporating coal bottom ash and slag powder. Constr. Build. Mater. 2017, 131, 459–466. [Google Scholar] [CrossRef]
- Yu, R.; Spiesz, P.; Brouwers, H.J.H. Development of an eco-friendly ultra-high per-formance concrete (UHPC) with efficient cement and mineral admixtures uses. Cem. Concr. Compos. 2015, 55, 383–394. [Google Scholar] [CrossRef]
- Randl, N.; Steiner, T.; Ofner, S.; Baumgartner, E.; Meszoly, T. Development of UHPC mixtures from an ecological point of view. Constr. Build. Mater. 2014, 67, 373–378. [Google Scholar] [CrossRef] [Green Version]
- Ghafari, E.; Ghahari, S.A.; Costa, H.; Julio, E.; Portugal, A.; Duraes, L. Effect of supple-mentary cementitious materials on autogenous shrinkage of ultra-high performance concrete. Constr. Build. Mater. 2016, 127, 43–48. [Google Scholar] [CrossRef]
- Yazici, H.; Yigiter, H.; Karabulut, A.S.; Baradan, B. Utilization of fly ash and ground granulated blast furnace slag as an alternative silica source in reactive powder concrete. Fuel 2008, 87, 2401–2407. [Google Scholar] [CrossRef]
- Edwin, R.S.; de Schepper, M.; Gruyaert, E.; de Belie, N. Effect of secondary copper slag as cementitious material in ultra-high performance mortar. Constr. Build. Mater. 2016, 119, 31–44. [Google Scholar] [CrossRef]
- Kang, S.H.; Jeong, Y.; Tan, K.H.; Moon, J. The use of limestone to replace physical filler o fquartz poder in UHPFRC. Cem. Concr. Compos. 2018, 94, 238–247. [Google Scholar] [CrossRef]
- Burroughs, J.F.; Shannon, J.; Rushing, T.S.; Yi, K.; Gutierrez, Q.B.; Harrelson, D.W. Potential of finely ground limestone powder to benefit ultra-high performance concrete mixtures. Constr. Build. Mater. 2017, 141, 335–342. [Google Scholar] [CrossRef]
- Soliman, N.A.; Tagnit-Hamou, A. Development of ultra-high-performance concrete using glass powder—towards ecofriendly concrete. Constr. Build. Mater. 2016, 125, 600–612. [Google Scholar] [CrossRef]
- Vaitkevicius, V.; Serelis, E.; Hilbig, H. The effect of glass powder on the microstructure of ultra high performance concrete. Constr. Build. Mater. 2014, 68, 102–109. [Google Scholar] [CrossRef]
- European Commission. Statistics on Waste—Statistics Explained. 2018. Available online: https://ec.europa.eu/eurostat/statistics-explained/index.php/Waste_statistics (accessed on 20 February 2019).
- UNE-EN 12390-1. Testing Hardened Concrete, Part 1: Shape, Dimensions and other Requirements for Specimens and Moulds; AENOR: Madrid, Spain, 2013. [Google Scholar]
- UNE-EN 12390-2. Testing Hardened Concrete, Part 2: Making and Curing Specimens for Strength Test; AENOR: Madrid, Spain, 2009. [Google Scholar]
- NF P18-470. Bétons. Bétons Fibrés à Ultra Hautes Performances. Spécification, Performance, Production et conformité; AFNOR: Saint-Denis, France, 2016. [Google Scholar]
- UNE-EN 12390-7. Testing Hardened Concrete, Part 7: Density of Hardened Concrete; AENOR: Madrid, Spain, 2009. [Google Scholar]
- UNE-EN 12390-13. Testing Hardened Concrete, Part 13: Determination of Secant Modulus of Elasticity in Compression; AENOR: Madrid, Spain, 2014. [Google Scholar]
- UNE-EN 12390-3. Testing Hardened Concrete, Part 3: Compressive Strength of Test Specimens; AENOR: Madrid, Spain, 2009. [Google Scholar]
- Soliman, N.A.; Tagnit-Hamou, A. Partial substitution of silica fume with fine glass powder in UHPC: Filling the micro gap. Constr. Build. Mater. 2017, 139, 374–383. [Google Scholar] [CrossRef]
- Yazıcı, H.; Yardımcı, M.Y.; Aydın, S.; Karabulut, A.Ş. Mechanical properties of reactive powder concrete containing mineral admixtures under different curing regimes. Constr. Build. Mater. 2009, 23, 1223–1231. [Google Scholar] [CrossRef]
- Safiuddin, M.; Raman, S.; Zain, M. Effects of medium temperature and industrial by-products on the key hardened properties of high performance concrete. Materials 2015, 8, 8608–8623. [Google Scholar] [CrossRef] [PubMed]
- Wu, Z.; Shi, C.; He, W. Comparative study on flexural properties of ultra-high performance concrete with supplementary cementitious materials under different curing regimes. Constr. Build. Mater. 2017, 136, 307–313. [Google Scholar] [CrossRef]
- Martínez, J.L. Characterisation of the Tensile Behavior of Uhpfrc by Means of Four-Point Bending Tests. Ph.D. Thesis, Polytechnic University of Valencia, Valencia, Spain, 2017. [Google Scholar]
- Aldahdooh, M.A.A.; Bunnori, N.M.; Johari, M.A.M. Influence of palm oil fuel ash on ultimate flexural and uniaxial tensile strength of green ultra-high performance fibre reinforced cementitious composites. Mater. Des. 2014, 54, 694–701. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| CEM I 42.5 R-SR | |
|---|---|
| L.O.I. | ≤5.0% |
| Insoluble residue | ≤5.0% |
| Sulphates | ≤3.5% |
| Chlorides | ≤0.10% |
| 2-day compressive strength | 20.0 MPa |
| 28-day compressive strength | ≥42.5 MPa |
| ≥62.5 MPa | |
| Initial setting | ≥45 min |
| Le Chatelier expansion | 10 mm |
| Property | Silica Fume | Micronized Quartz | Granite Powder | Sand 0/0.5 mm | Sand 0.5/1.6 mm |
|---|---|---|---|---|---|
| Density (kg/m3) | 2300 | 2609 | 2633 | 2616 | 2616 |
| Absorption at 24 h (%) | - | - | - | 0.28 | 0.53 |
| Sand equivalent, SE (10) | - | - | - | 97 | 97 |
| Humidity (%) | <3.00 | <0.20 | 0.00 | 0.00 | 0.00 |
| Specimen | SiO2 | Al2O3 | Fe2O3 | MnO | MgO | CaO | Na2O | K2O | TiO2 | P2O5 | L.O.I |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Micronized quartz | >99.3 | 0.26 | 0.05 | - | - | 0.02 | - | 0.04 | 0.05 | - | - |
| Granite powder | 76.33 | 11.87 | 2.00 | 0.02 | 0.21 | 0.43 | 2.95 | 5.05 | 0.13 | 0.02 | 0.77 |
| Material | Reference | 35% FG | 70% FG | 100% FG |
|---|---|---|---|---|
| Cement | 800 | 800 | 800 | 800 |
| Sand 0/0.5 | 302 | 302 | 302 | 302 |
| Sand 0.5/1.6 | 565 | 565 | 565 | 565 |
| Micronized quartz | 225 | 146 | 68 | - |
| Silica fume | 175 | 175 | 175 | 175 |
| Granite powder | - | 79 | 158 | 225 |
| Water | 175 | 175 | 175 | 175 |
| Superplasticizer | 10 | 10 | 10 | 10 |
| Steel fibres | 160 | 160 | 160 | 160 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
López Boadella, Í.; López Gayarre, F.; Suárez González, J.; Gómez-Soberón, J.M.; López-Colina Pérez, C.; Serrano López, M.; de Brito, J. The Influence of Granite Cutting Waste on The Properties of Ultra-High Performance Concrete. Materials 2019, 12, 634. https://doi.org/10.3390/ma12040634
López Boadella Í, López Gayarre F, Suárez González J, Gómez-Soberón JM, López-Colina Pérez C, Serrano López M, de Brito J. The Influence of Granite Cutting Waste on The Properties of Ultra-High Performance Concrete. Materials. 2019; 12(4):634. https://doi.org/10.3390/ma12040634
Chicago/Turabian StyleLópez Boadella, Íñigo, Fernando López Gayarre, Jesús Suárez González, José Manuel Gómez-Soberón, Carlos López-Colina Pérez, Miguel Serrano López, and Jorge de Brito. 2019. "The Influence of Granite Cutting Waste on The Properties of Ultra-High Performance Concrete" Materials 12, no. 4: 634. https://doi.org/10.3390/ma12040634