1. Introduction
With the rapid development of space optics, the dimensional stability of optical components is widely applied in the aerospace industry. Silicon carbide (SiC) ceramics are a representative material due to its inherent features, for example, low density, low thermal coefficient, stable chemical properties, and high-temperature wear resistance. In general, the machining process of SiC mainly consists of wire sawing, grinding, lapping, and polishing. Among the various machining methods, polishing is the last step to obtain good surface integrity. However, SiC ceramics have poor machinability due to their high hardness and brittleness [
1,
2,
3,
4]. The surface and subsurface damages may seriously deteriorate the quality of optical parts under thermal load during machining [
5]. Such unsatisfactory surface integrity and high cost limit the application of SiC ceramics. Therefore, many scholars conducted work to determine appropriate methods to improve this problem.
In conventional precision polishing, abrasive polishing is the most commonly adopted method. In order to obtain better surface integrity, some researchers recently developed an effective method to prevent surface and subsurface damages on SiC ceramics, which is called vibration-assisted polishing (VAP) [
6,
7]. It is also considered to be the preferred method for machining hard and brittle materials, as it increases the critical cut depth and reduces the cutting force [
8,
9,
10]. A number of studies focused on utilizing one-dimensional (1D), two-dimensional (2D), or three-dimensional (3D) evibration systems to machine materials [
11,
12,
13]. Due to the complexity of 3D vibration system design, 1D and 2D vibration systems are appropriate choices for some researchers, especially the latter, which recently become a promising method for processing hard and brittle materials. Gou et al. used different vibrating systems to machine tungsten carbide, and the results showed that, compared with 1D vibrating systems, 2D vibrating systems could generate better surface roughness with a higher material removal rate [
14]. Therefore, 2D vibration-assisted polishing was developed to polish SiC ceramics with a surface roughness of 35 nm. These studies indicated that the vibration-assisted machine (VAM) is an effective machine method to suppress subsurface damage and achieve lower surface roughness during hard and brittle material processing.
At present, the Preston equation (
) is applied in the investigation of polishing mechanisms [
15,
16]. However, the constant k does not accurately describe the relationship between abrasive particles and material removal. Therefore, some studies focused on the complex motion process of abrasives and workpiece surface during the polishing process [
17,
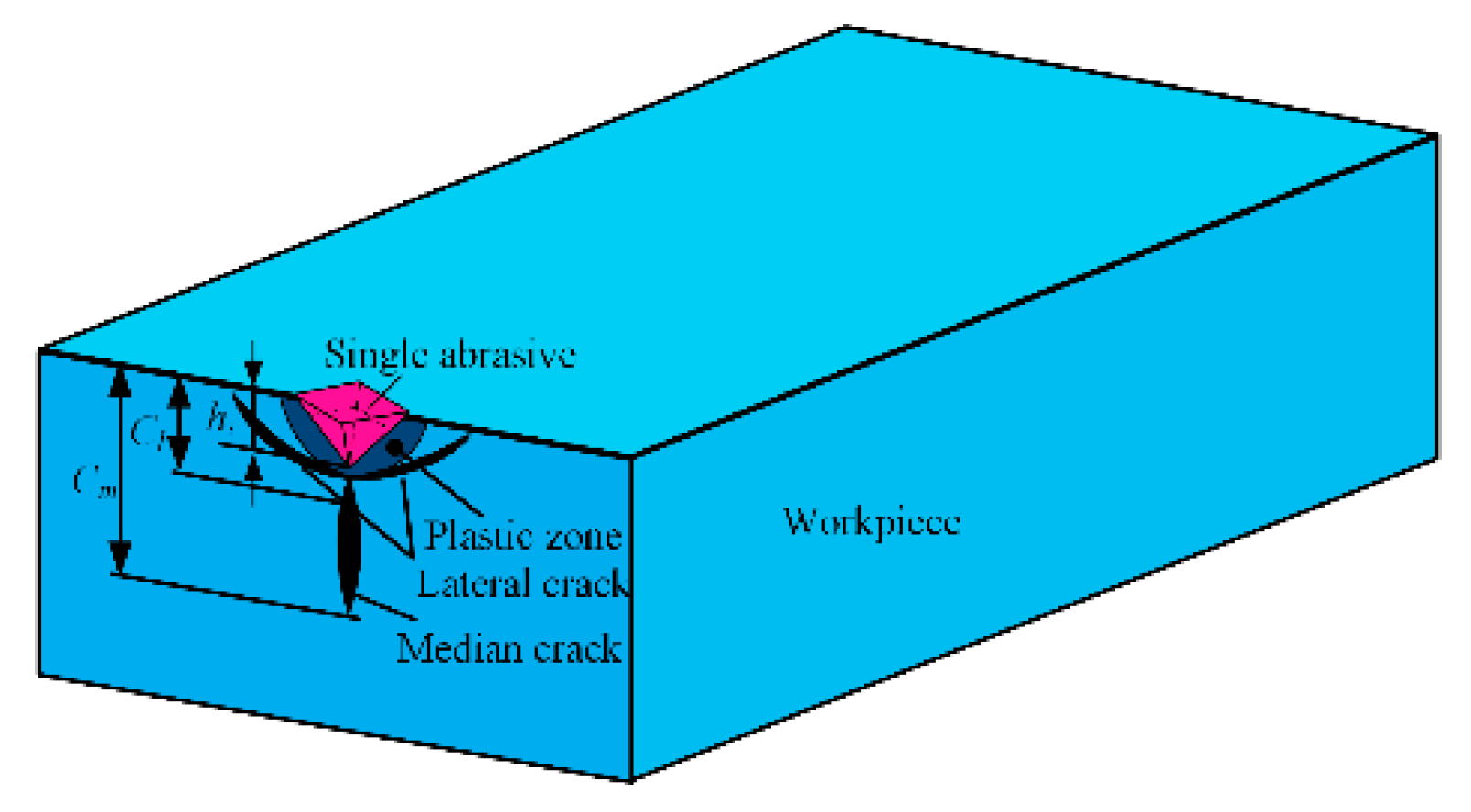
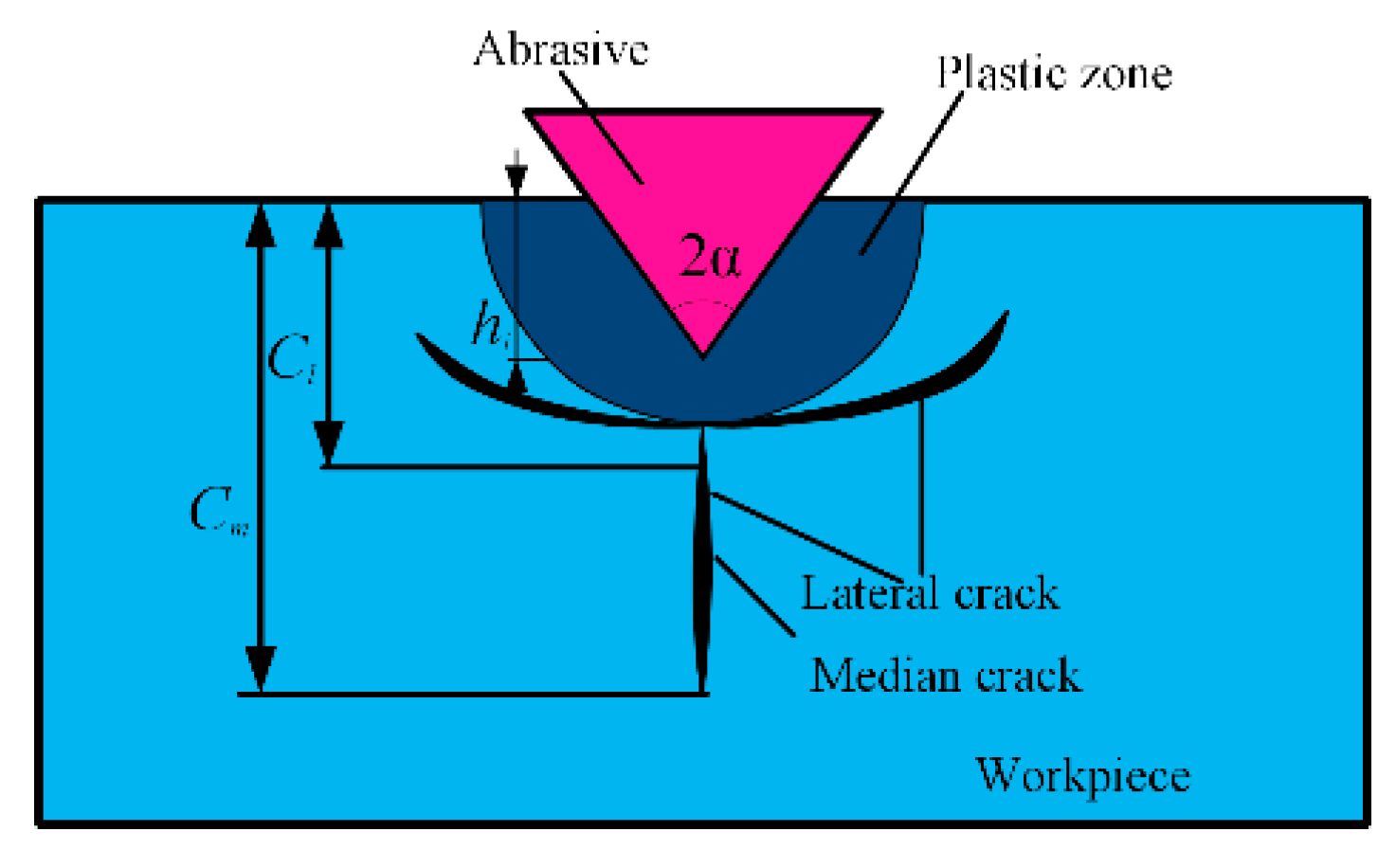
18]. Earlier, Law et al. found the median cracks arising from subsurface flaws and built a model for crack initiation [
19]. In this way, the interactions between the workpiece and the abrasive grains, as well as the formation of subsurface damages (SSD), could be clearly understood.
To investigate the removal mechanism for hard and brittle materials, a lot of research was carried out using mathematical models, finite element modeling (FEM), and experiments. Aida et al. investigated the material removal characteristics of GaN, including the relationship between the SSD depth and the abrasive grain size [
20]. The results showed that GaN was similar to other brittle materials, and the SSD depth was decreased by using a relatively smaller abrasive size. Li et al. developed a mathematical model based on the Lambropoulos model to calculate SSD depth, which can also rapidly and accurately predict surface roughness [
21]. Zhang et al. established an SSD prediction model considering grinding parameters and spindle dynamics [
22]. Esmaeilzare et al. proposed a prediction model to investigate the influences of different process parameters on the surface roughness and SSD depth of Zerodur® ceramics based on statistical analysis [
23]. Furthermore, Xiao et al. studied theoretical formulas to calculate the roughness and SSD depth of fused silica [
24].
At present, the establishment of SSD models based on indentation fracture mechanics is considered as an effective method to predict SSD depth. However, due to the inaccuracy of the mathematical model, many other scholars attempted to achieve a more accurate SSD depth through experimental exploration. Lucca et al. presented a variety of techniques to evaluate the surface alterations of some ceramics and glasses during processing [
25]. Ding et al. investigated the surface damages and SSD under different grinding parameters through a series of single-factor experiments [
26]. Compared with conventional grinding, the surface and subsurface damages were improved through introduced ultrasonic vibration. Different grinding parameters could change grinding force into a relatively lower force, which is better for surface/subsurface quality. Moreover, Jiang et al. reported experimental investigations of the brittle material removal fraction to assess the relationship between surface roughness and SSD depth of optical glass during the grinding of brittle materials. Meanwhile, a series of experiments were designed to explore the SSD depth value with different grinding parameters [
27,
28].
However, the experimental testing occupies massive time and expends high cost; thus, FEM is an effective means to analysis and test values of fracture for multiple materials such as metal alloys and ceramic materials [
29]. Cervino et al. investigated how dental implant material was held against the masticatory strength under different directions of dynamic load [
30]. The data of this virtual model showed all the features of different prosthetic retention systems under the masticatory load. Based on the advantages of FEM’s wide applicability, some FEM software (e.g. ABQUESE and Analysis) is also widely used to predict subsurface damages of different materials. For example, Komandur et al. used molecular dynamics simulations to study the relationships between cutting results and a combination of the tool edge radius and the cut depth [
31]. The change of cutting force during the cutting process, including thrust, force ratio, specific energy, and subsurface deformation, was studied in detail, which was significantly affected by the combination of tool geometry and cut depth. Based on the virtual abrasives with a truncated polyhedral shape, Wan et al. simulated the SSD depth of silicon nitride [
32]. The results of the simulation matched well with the experimental results. Based on the Johnson–Holmquist model, Pashmforoush reported a numerical simulation of 2D single grit, which was conducted to analyze the SSD depth of the grinding process using ABAQUS/Explicit [
33]. Based on previously published literature, we studied the SSD of SiC in conventional polishing. However, conventional polishing is rarely able to achieve a reduction in SSD [
34]. Therefore, a novel processing method, VAP, was used to improve processing quality and inhibit SSD of hard and brittle materials. It is also important for SSD inhibition to investigate the effect of processing parameters.
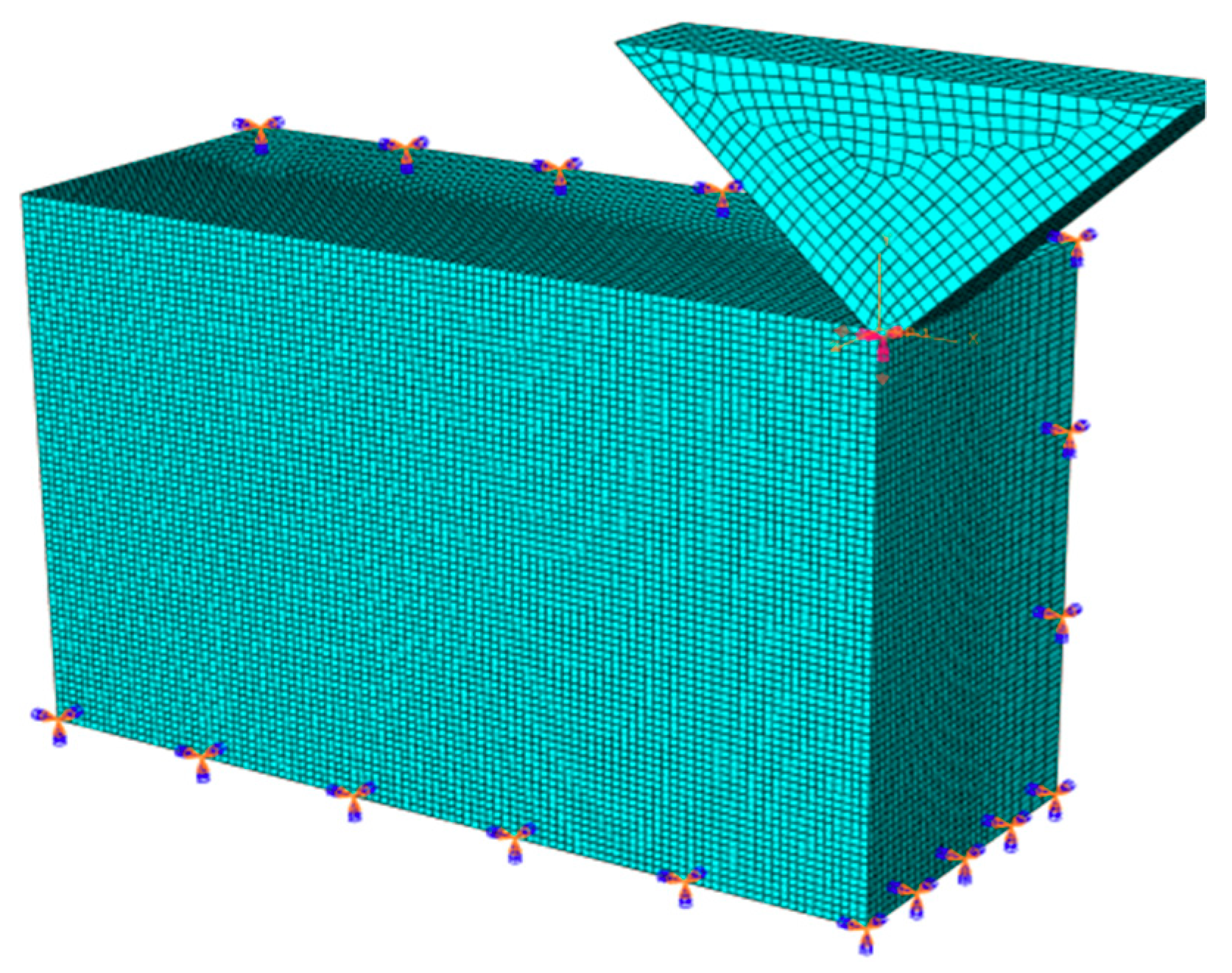
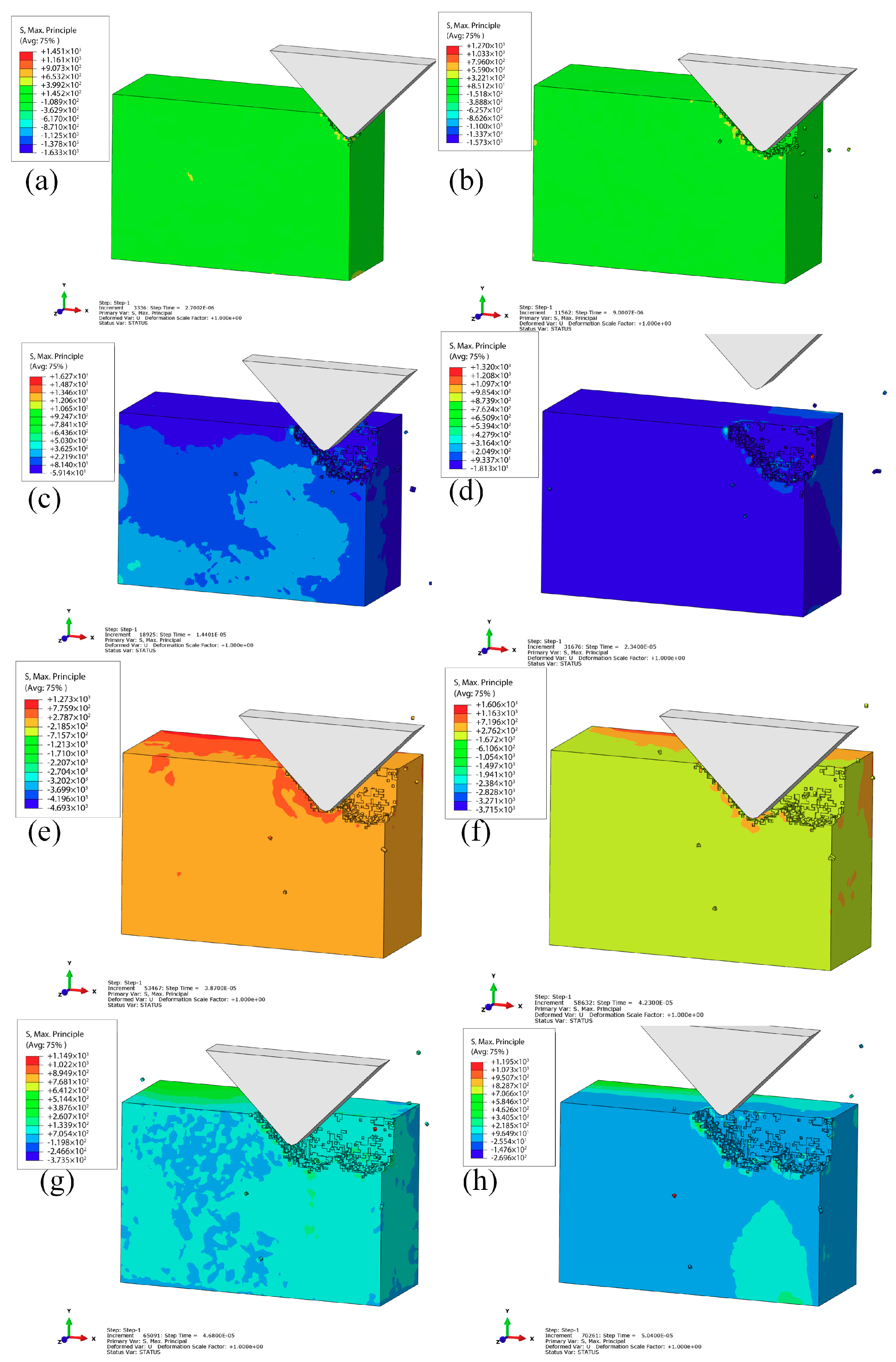
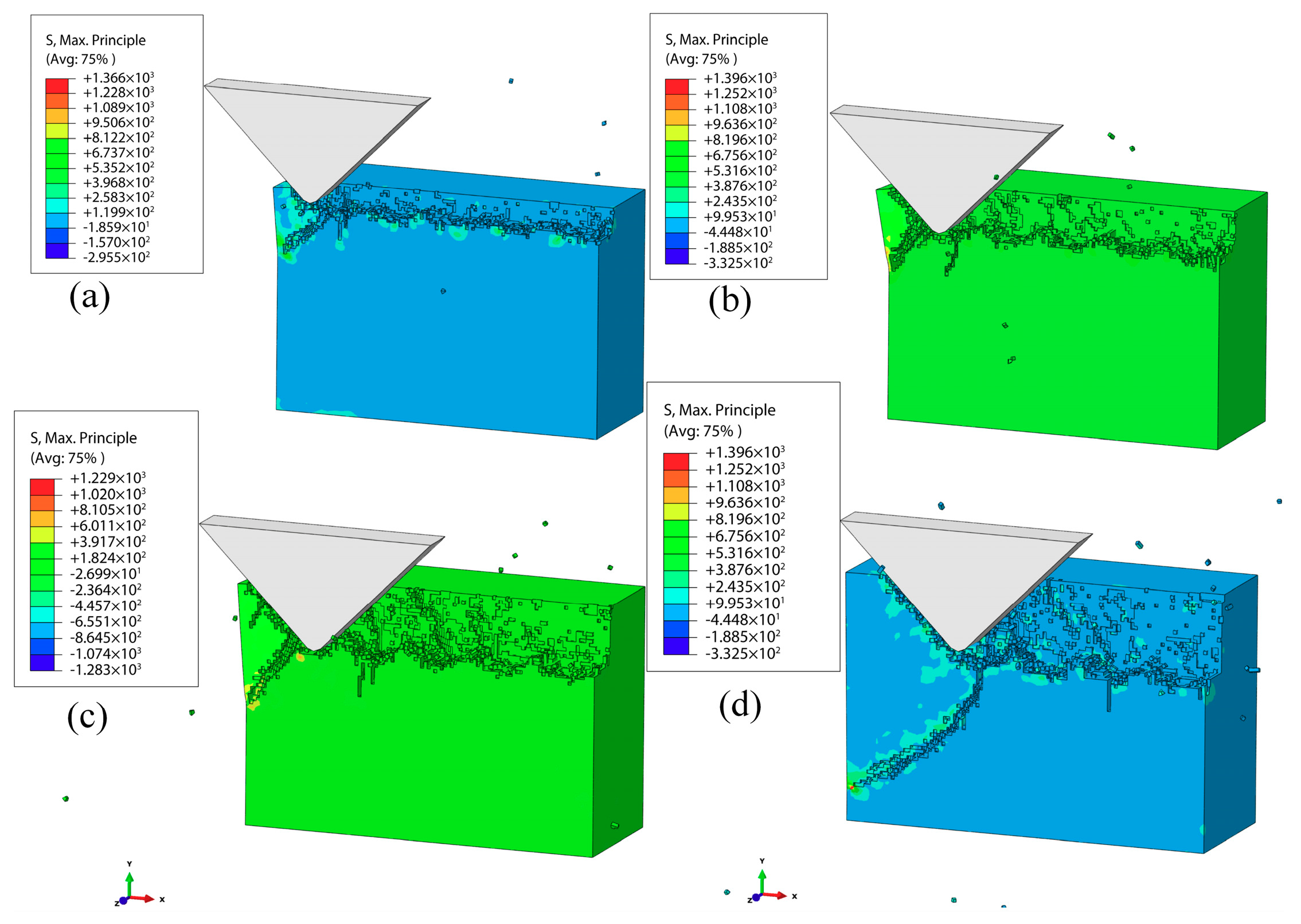
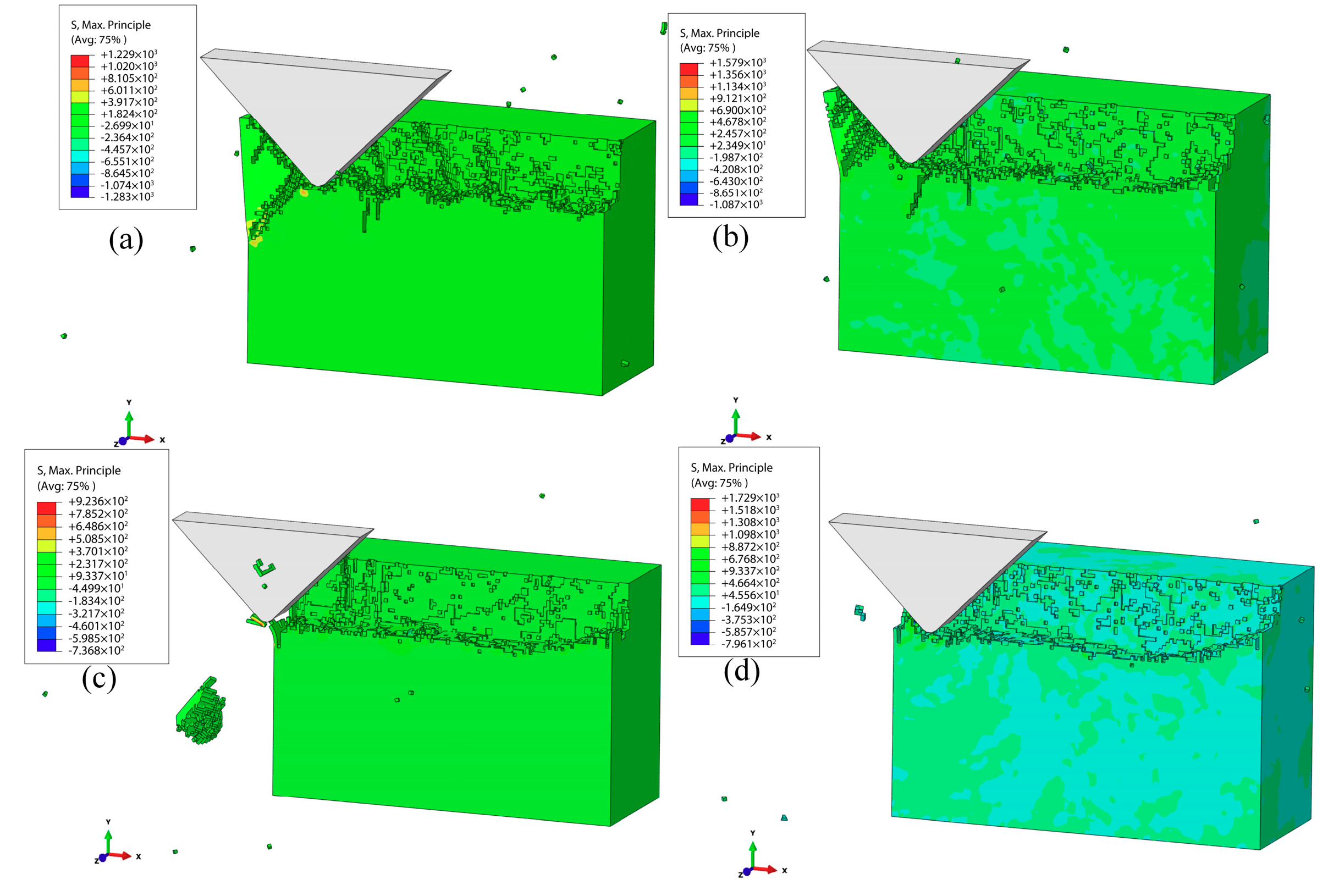
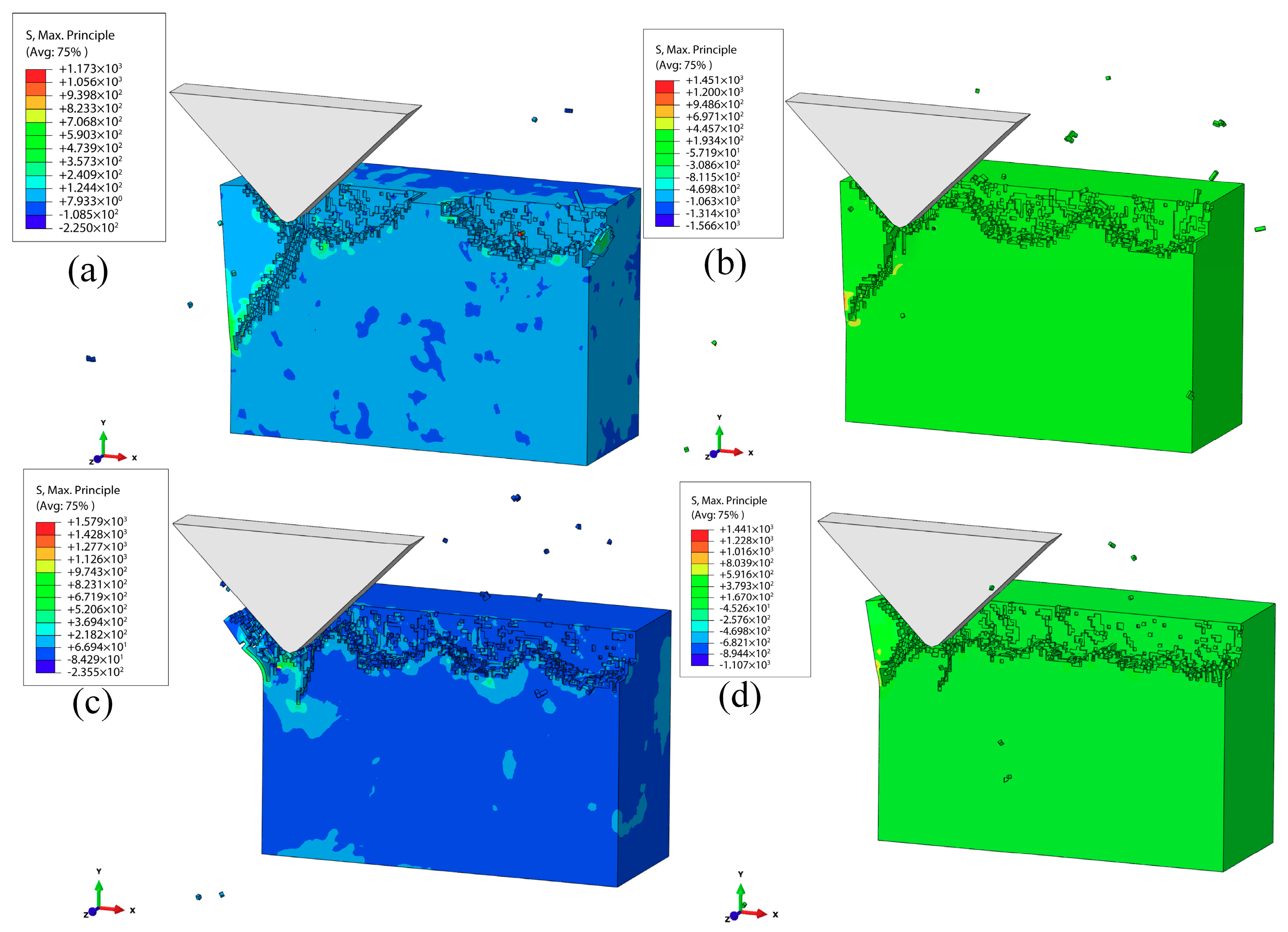
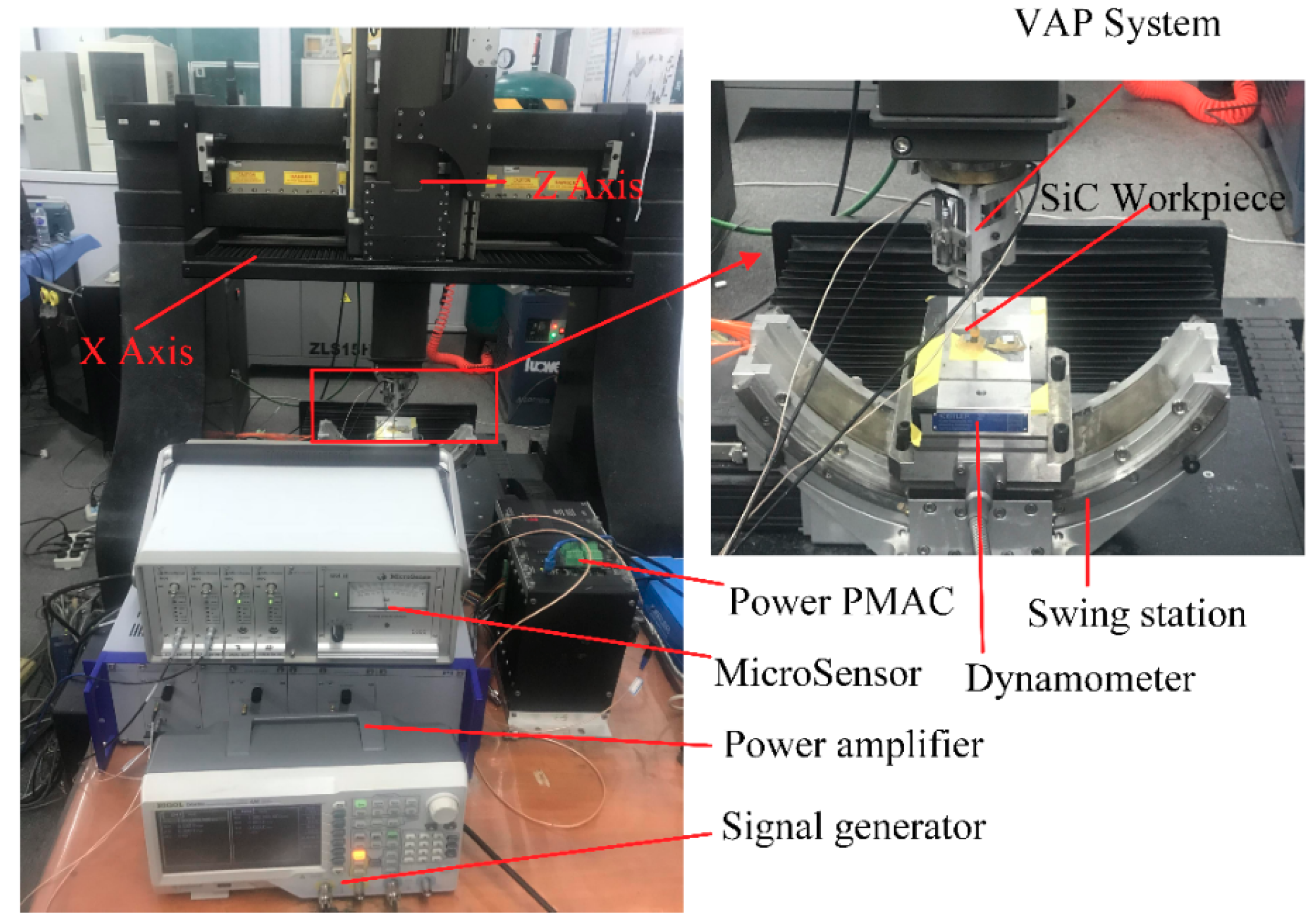
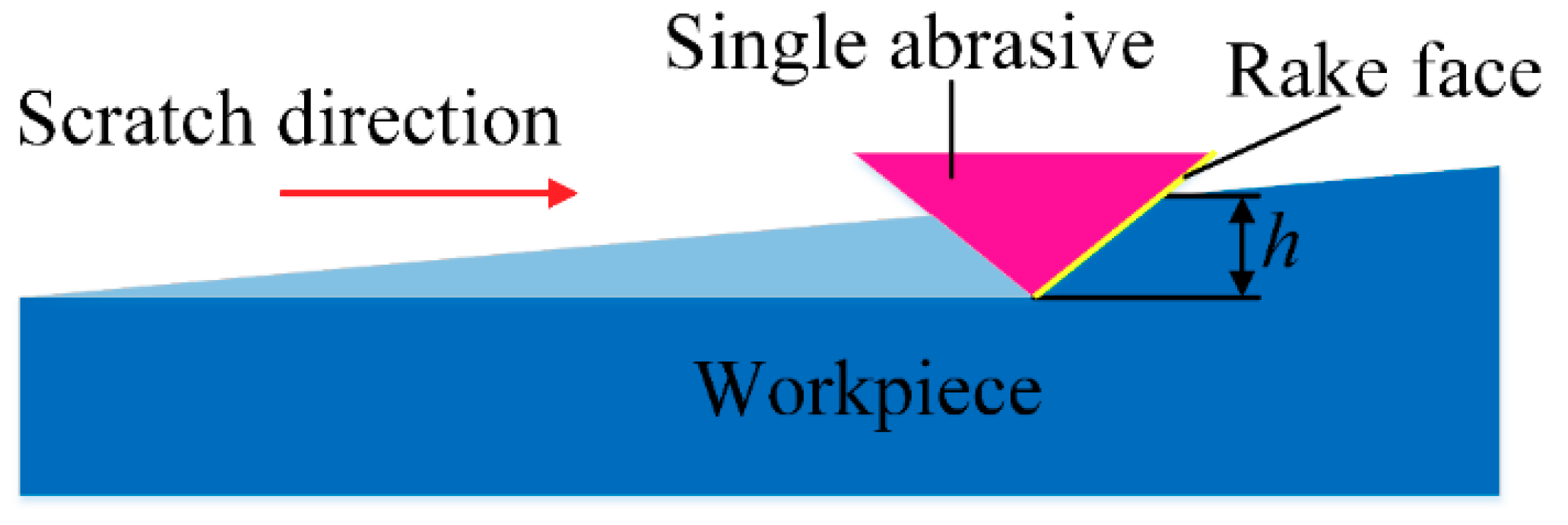
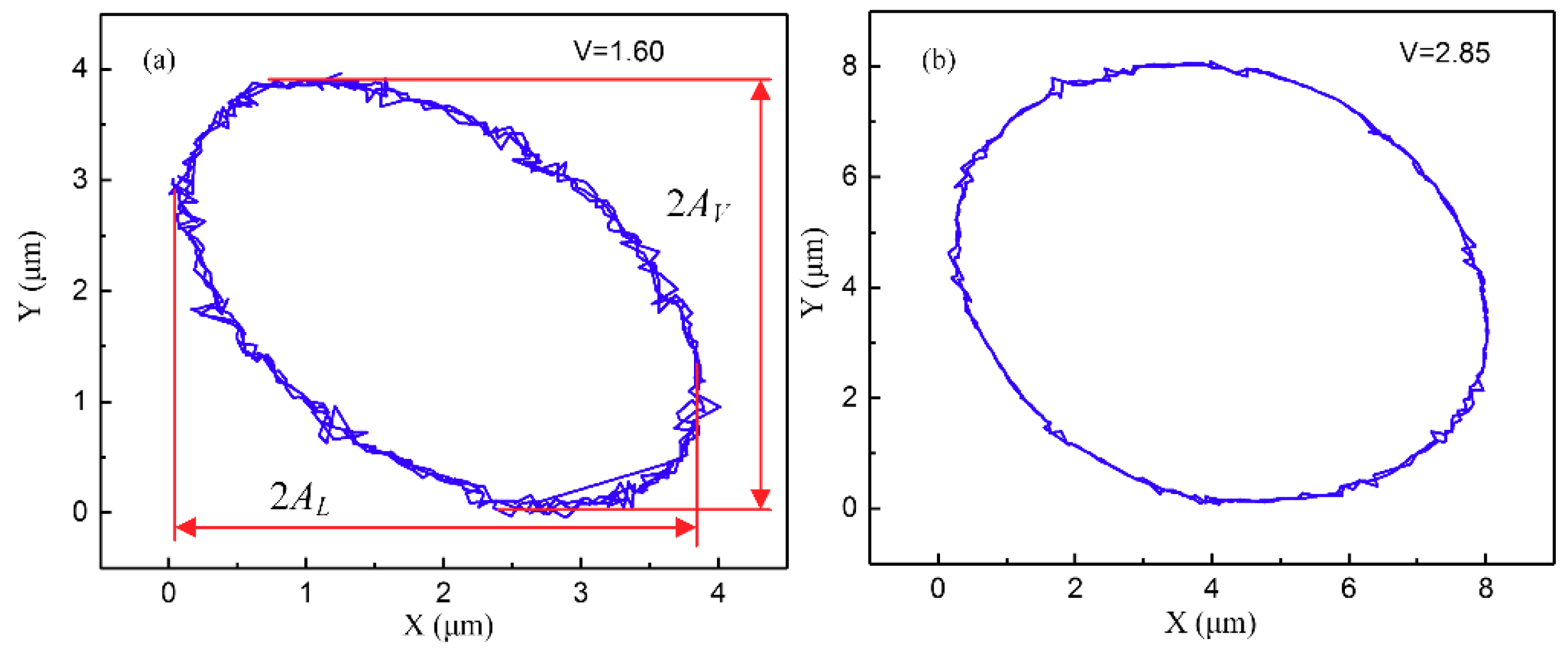
Motivated by the abovementioned literature, a theoretical model of SSD was established to evaluate crack length, which was based on the removal mechanism for VAP SiC ceramics in this paper. Then, in order to explore the relationship between the SSD and processing parameters, a 3D FEM model was applied to simulate single-abrasive VAP SiC ceramics with various processing parameters (vertical amplitude, lateral amplitude, frequency, and abrasive grain size). At the same time, a series of scratch tests and single-factor experiments were conducted to validate the reliability of the VAP and theoretical model of SSD.
5. Conclusions
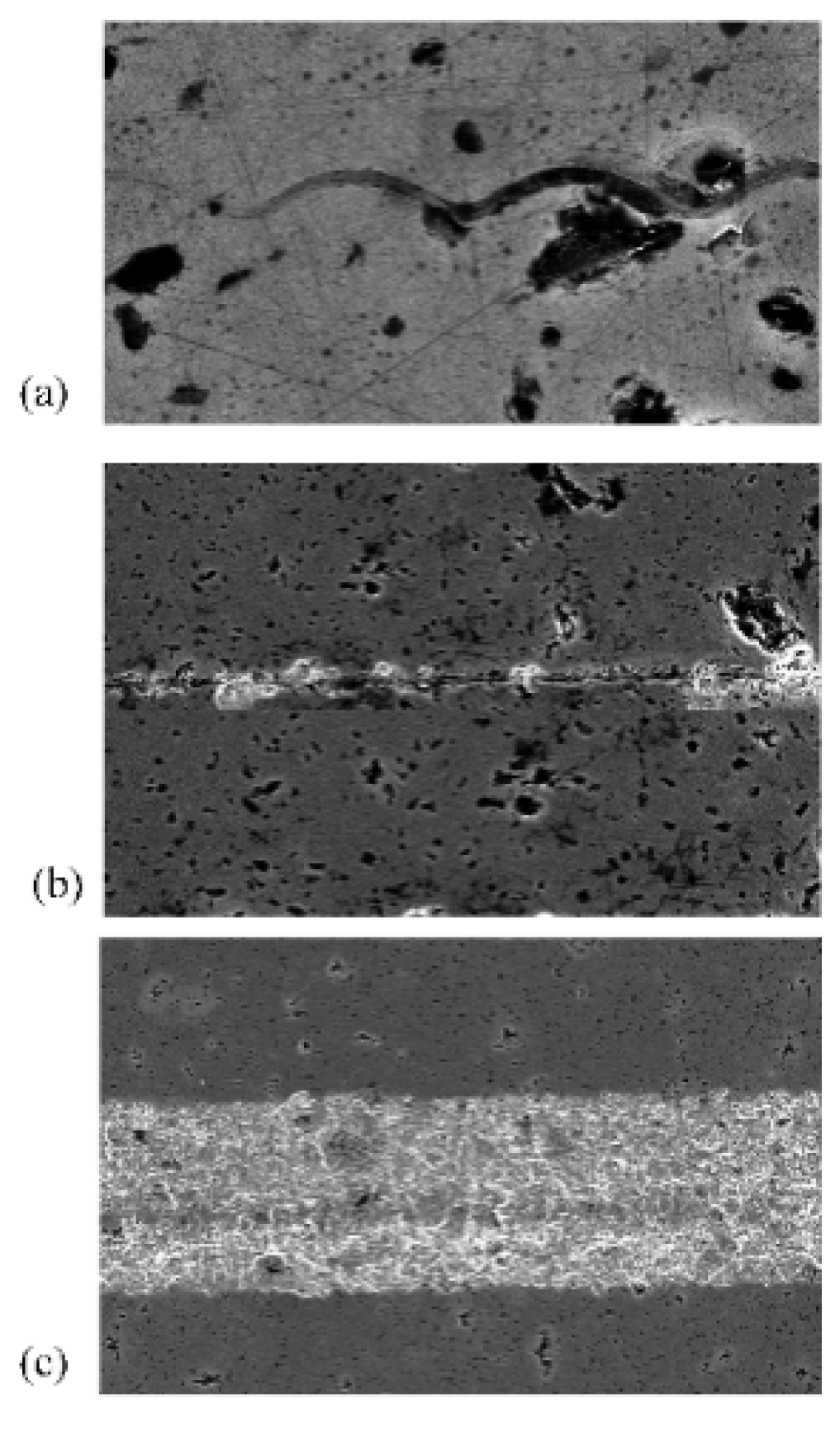
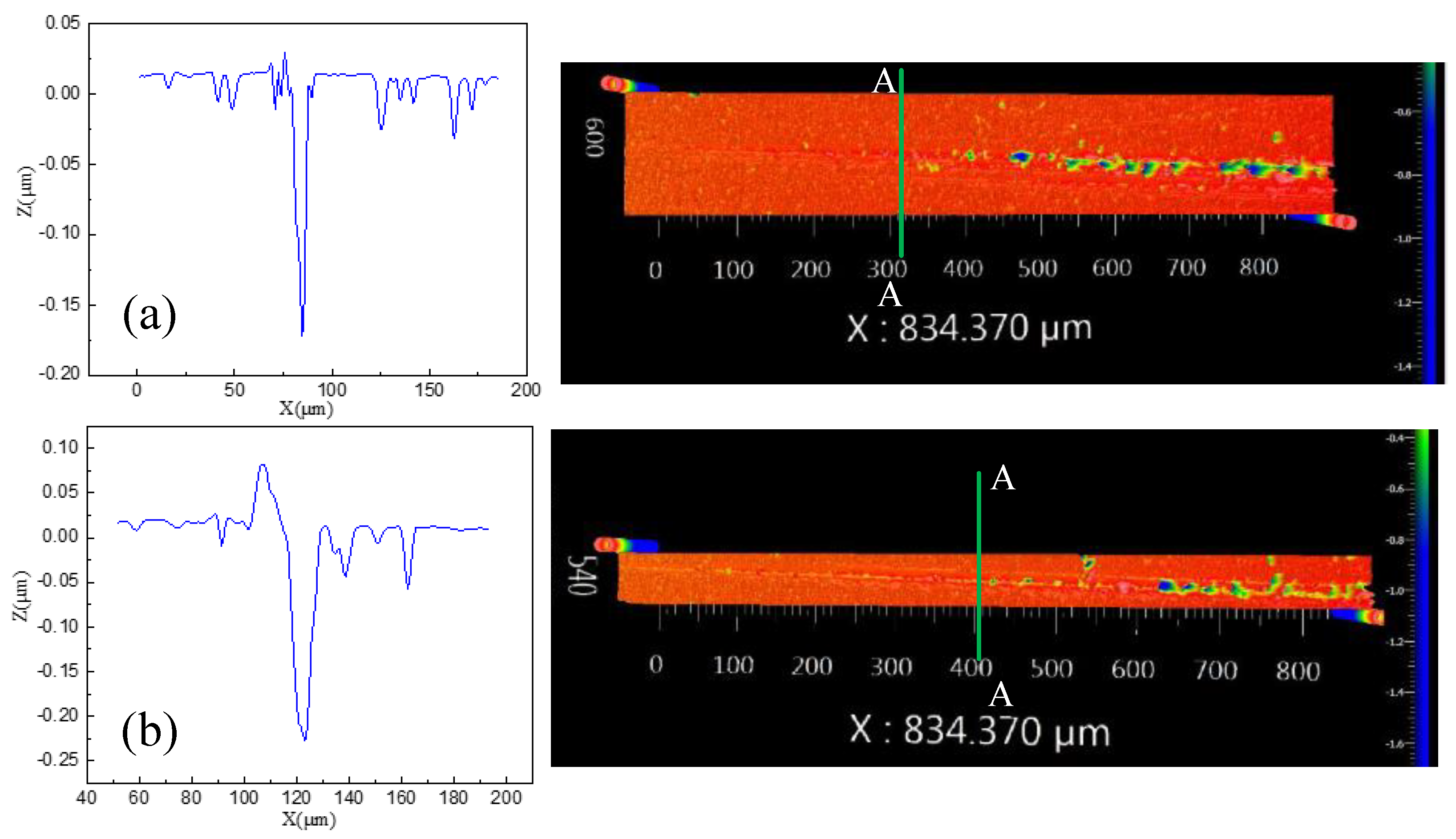
This study was carried out to investigate the critical cut depth in the vibration-assisted processing of SiC ceramics using a single diamond abrasive grain scratch model. First of all, the SSD of the SiC workpiece was analyzed based on the effects of different polishing parameters. Furthermore, combining the kinematic characteristics of VAP and the damage characteristics of the brittle materials, surface damages and SSD of SiC ceramics were analyzed. Finally, a theoretical model of SSD was established to predict the SSD values, and a 3D FEM simulation was used for qualitative analysis of the established model. The SSD value of the SiC workpiece was measured using the section polishing method, and the obtained results indicate the following:
(1) The critical cut depth of VAP is much larger than in conventional polishing in the scratch tests, indicating that VAP can increase the critical cut depth of SiC ceramics, and VAP is a superior method to improve the surface integrity of SiC ceramics in polishing.
(2) In the simulation, the removal process of SiC ceramics can be understood for the generation and propagation of microcracks. The simulation results indicate that the vertical amplitude (nominal VAP depth), the lateral amplitude, the frequency, and the abrasive grain size have the most significant effects on SSD. The SSD depth increases as the vertical amplitude and abrasive grain size increase. However, increasing the lateral amplitude and frequency can lead to a reduction of the SSD depth.
(3) The experiments were also carried out to analyze the effects of different processing parameters on the SSD depth and surface quality. In addition, the experimental results verified the validity of the theoretical and simulation results.























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}