Reliability Criteria for Thick Bonding Wire




Abstract
:1. Introduction
2. Materials and Methods
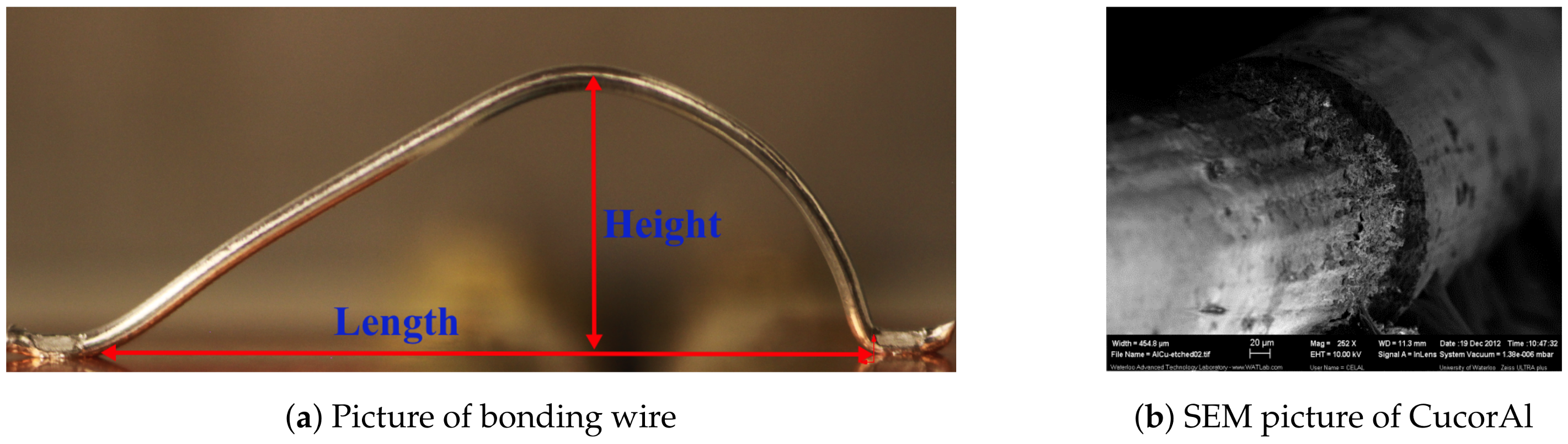
2.1. Samples
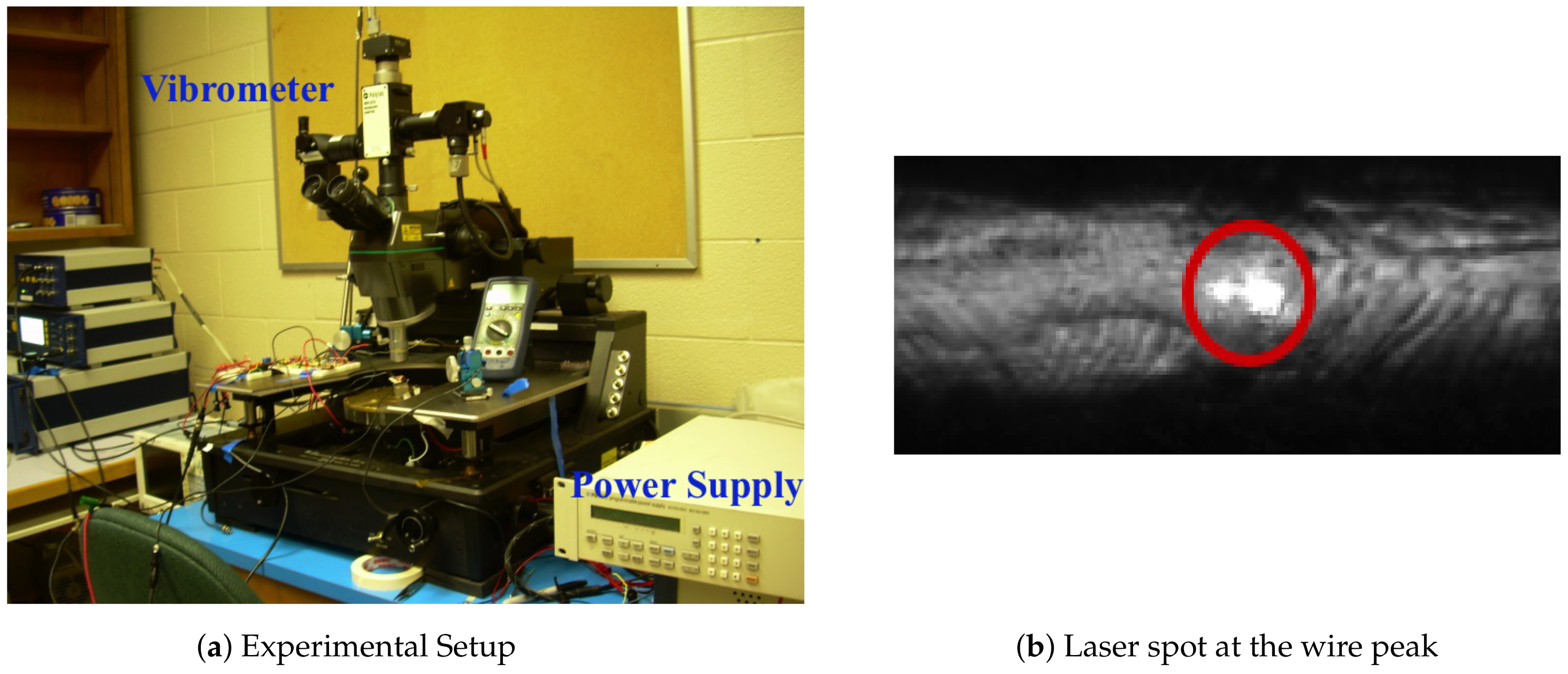
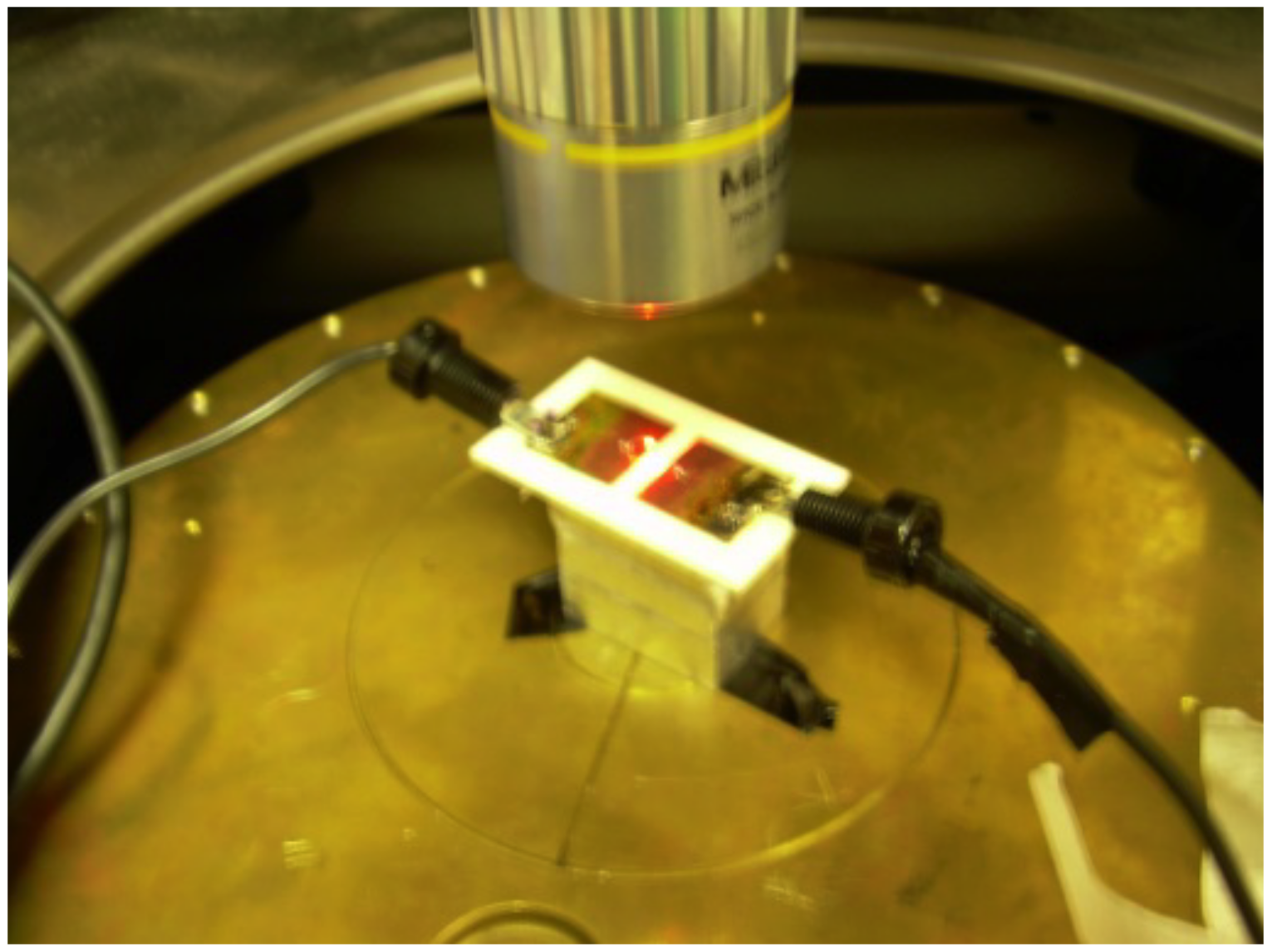
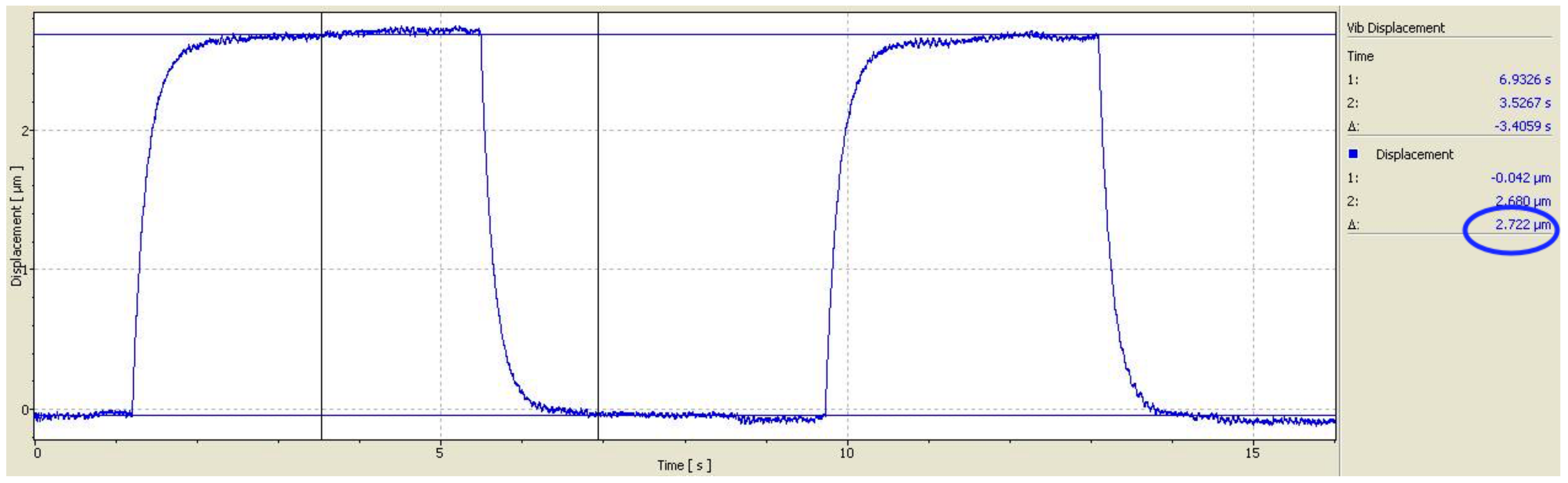
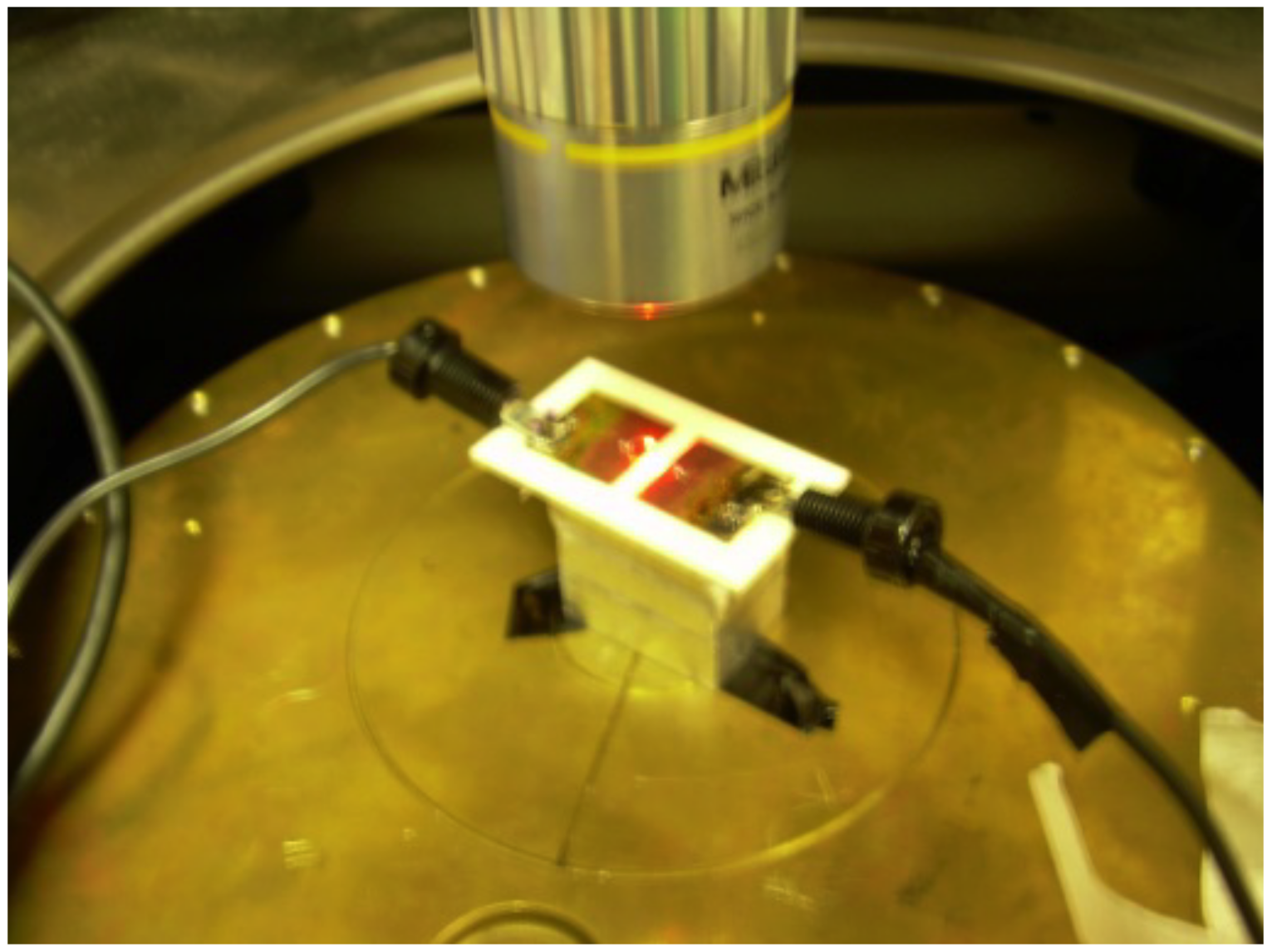
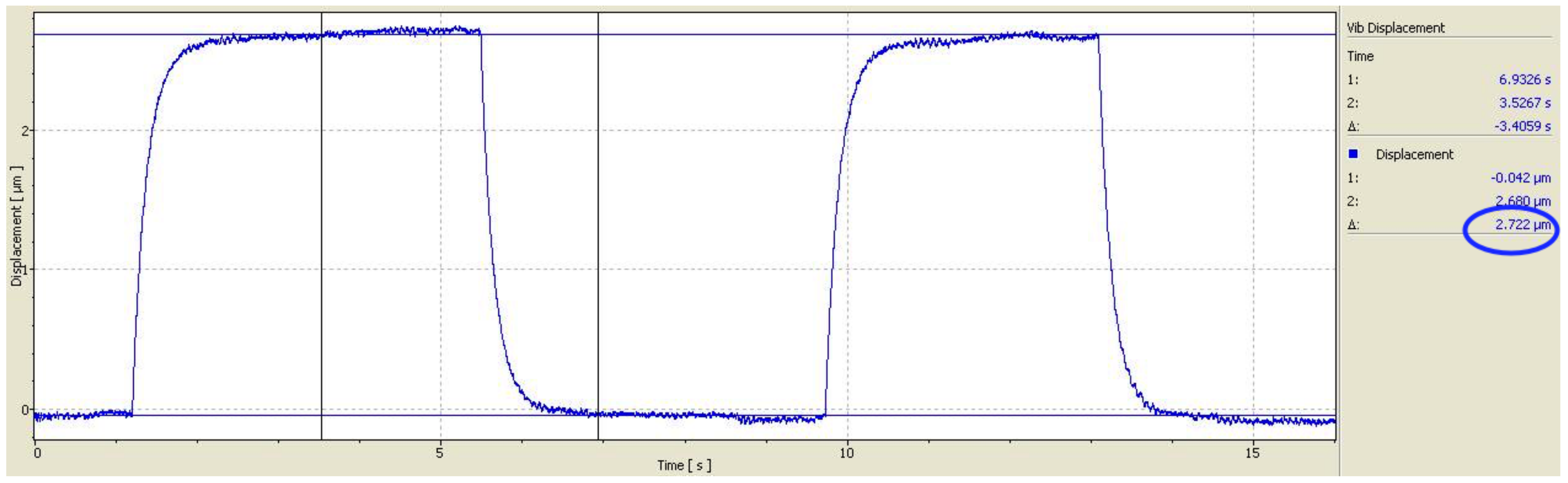
2.2. Experimental Methods
2.3. Numerical Methods
3. Results and Discussion
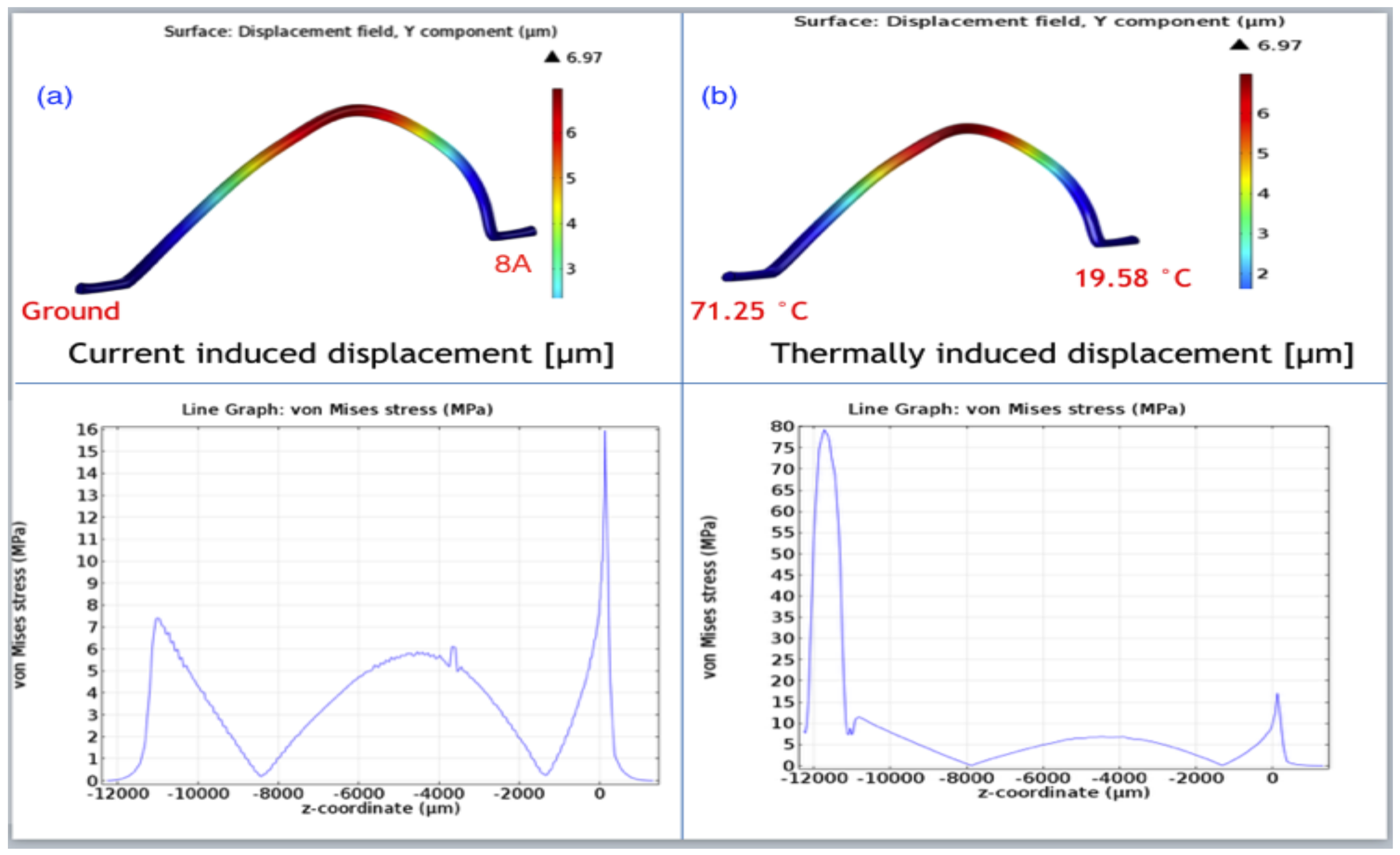
3.1. FEM Model Validation
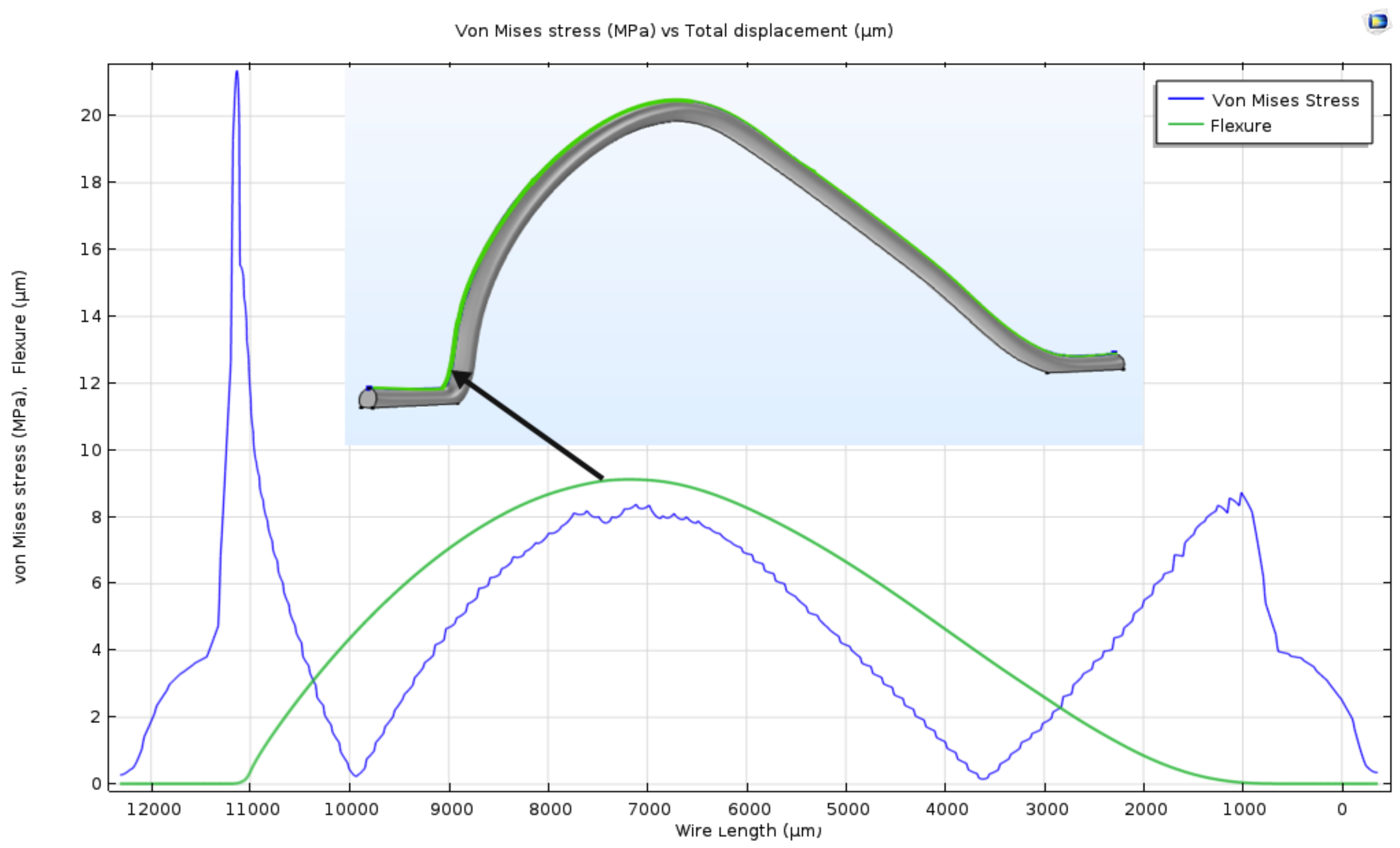
3.2. Can Flexure Predict Wire Reliability?
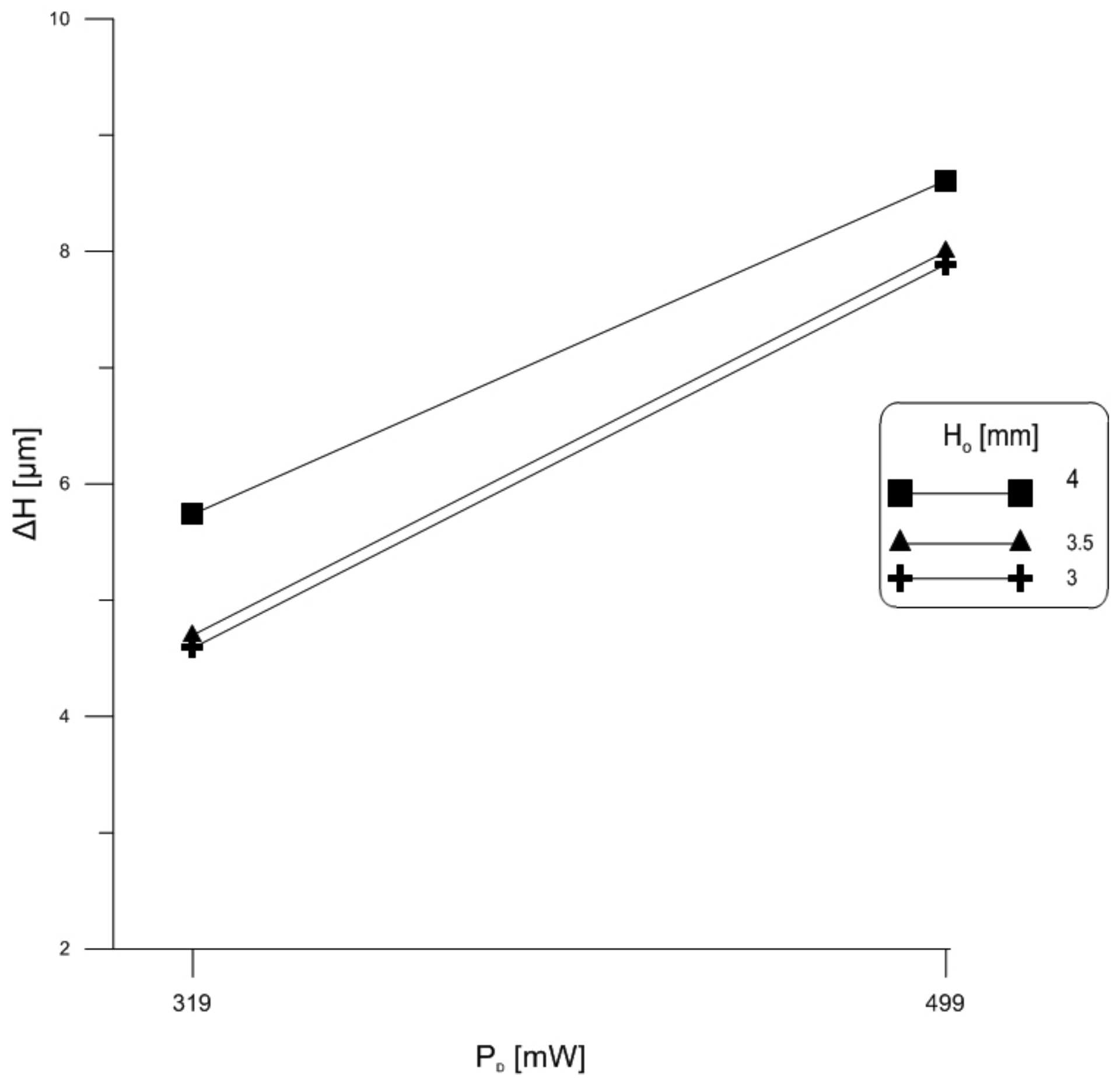
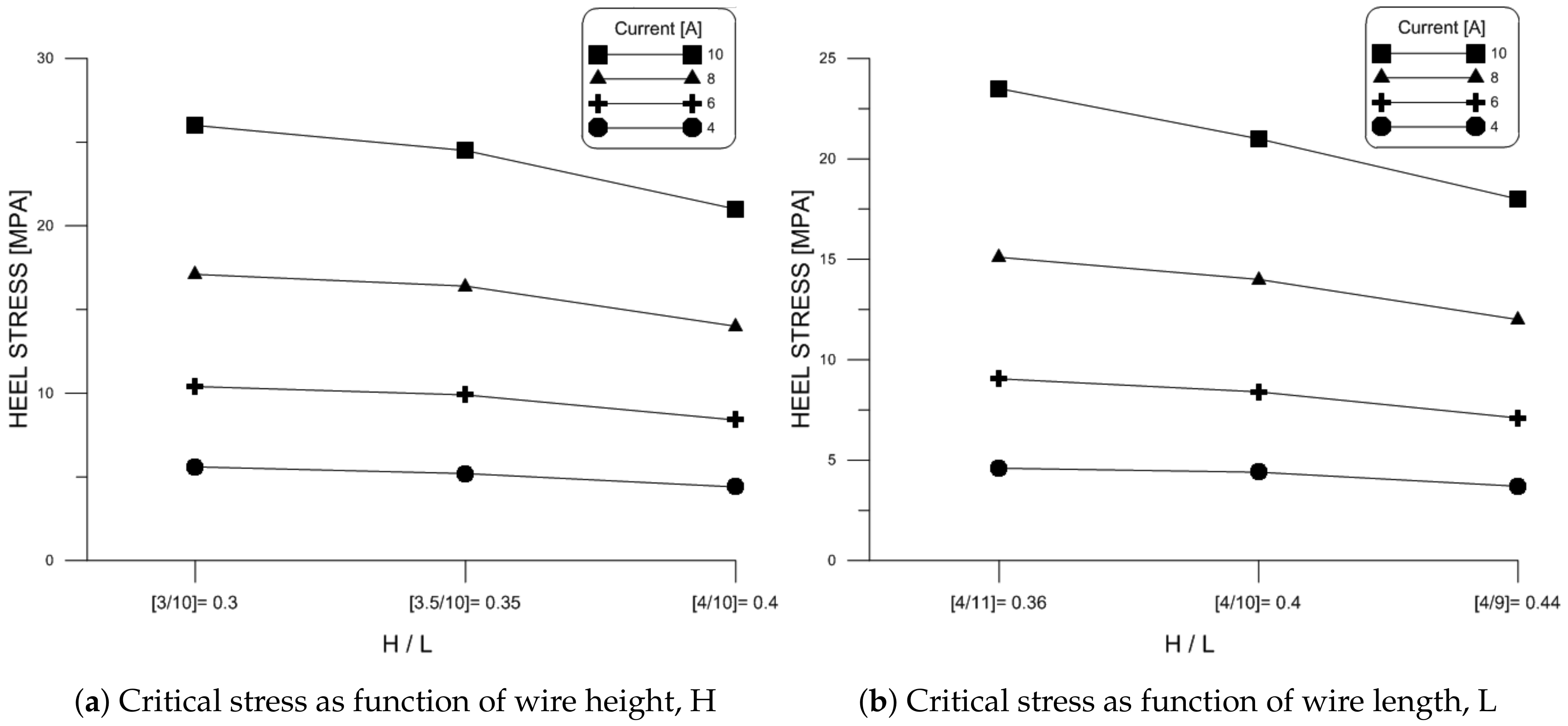
3.3. Can Aspect Ratio Predict Reliability?
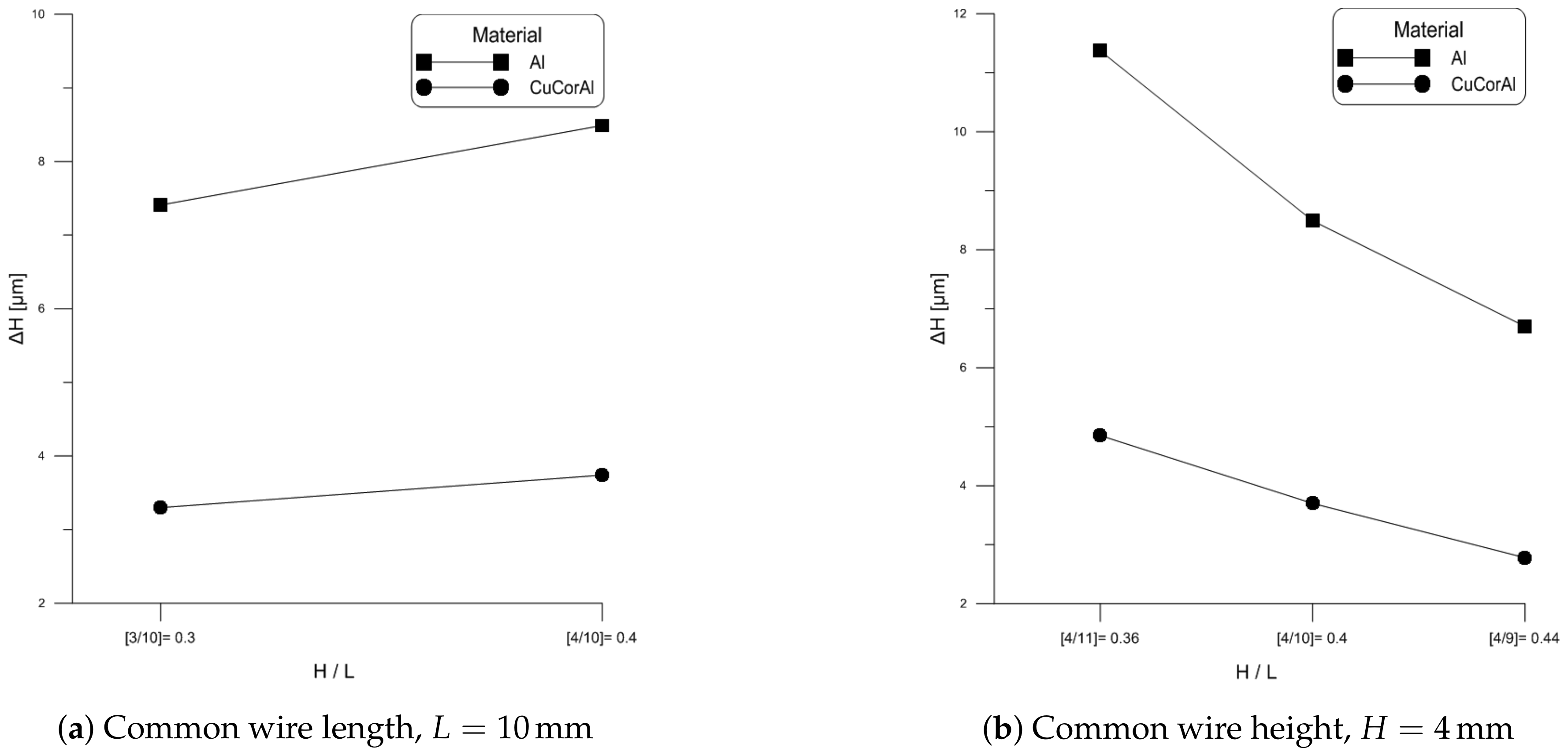
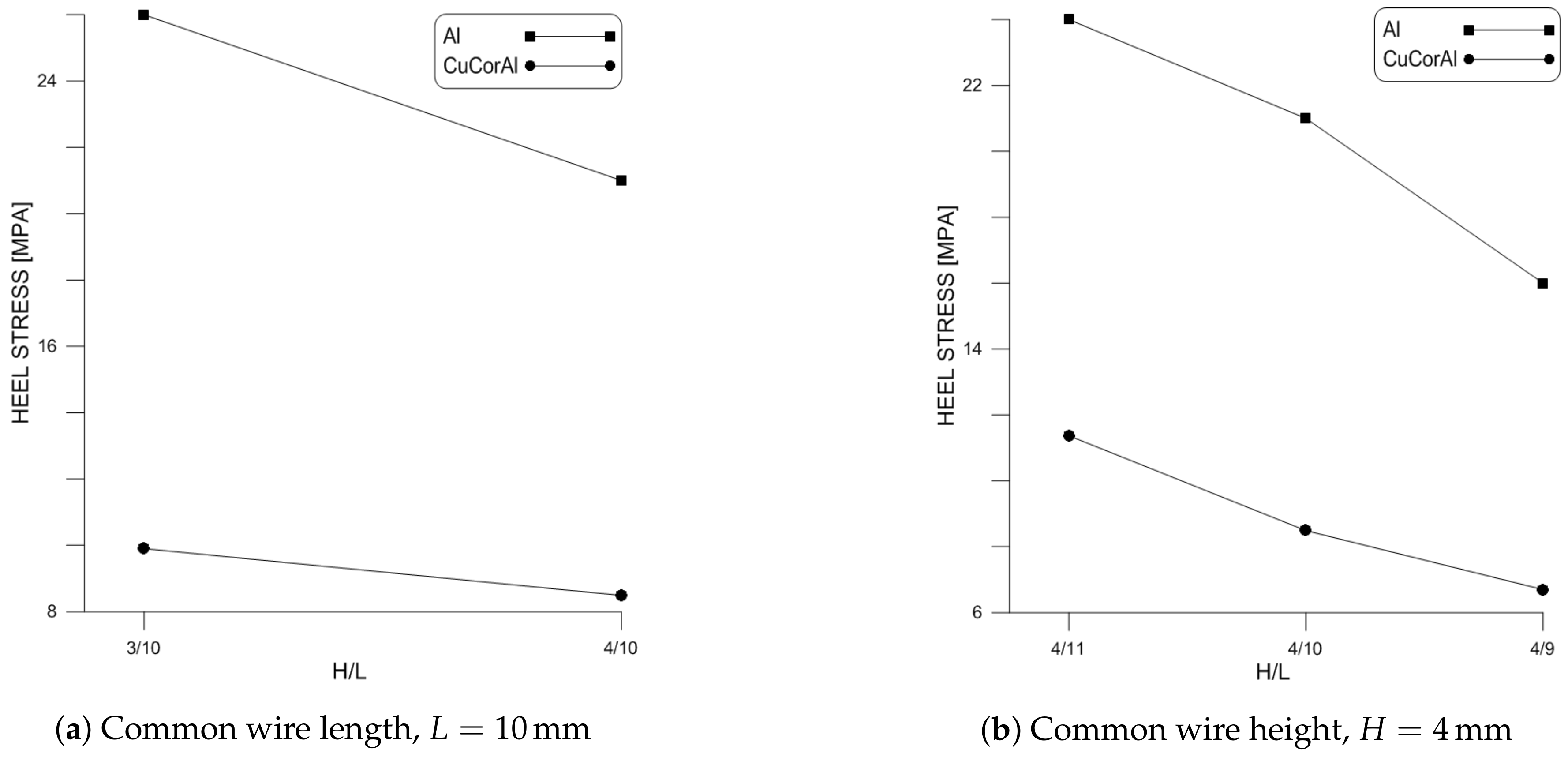
3.4. Al versus CucorAl Wires
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Volke, A.; Hornkamp, M. IGBT Modules: Technologies, Driver and Application, 2nd ed.; Infineon Technologies: Munich, Germany, 2012. [Google Scholar]
- Schmidt, R.; König, C.; Prenosil, P. Novel wire bond material for advanced power module packages. Microelectron. Reliab. 2012, 52, 2283–2288. [Google Scholar] [CrossRef]
- Ikonen, M. Power Cycling Lifetime Estimation of IGBT Power Modules Based on Chip Temperature Modeling. Ph.D. Thesis, Lappeenranta University of Technology, Lappeenranta, Finland, 2012. [Google Scholar]
- Perpinya, X.; Zakeri, J.A. Reliability and Safety in Railway, 2nd ed.; Infineon Technologies: Munich, Germany, 2012. [Google Scholar]
- Nishiura, A.; Soyano, S.; Morozumi, A. IGBT modules for electric hybrid vehicles. Fuji Electric Rev. 2007, 53, 65–68. [Google Scholar]
- Schneider Ramelow, M.; Göhre, J.M.; Geißler, U.; Schmitz, S.; Lang, K.D. European R&D trends in wire bonding technologies. In Proceedings of the 45th International Symposium on Microelectronics IMAPS, San Diego, CA, USA, 9–13 September 2012; pp. 209–214. [Google Scholar]
- Durand, C.; Klingler, M.; Coutellier, D.; Naceur, H. Power cycling reliability of power module: A survey. IEEE Trans. Device Mater. Reliab. 2016, 16, 80–97. [Google Scholar] [CrossRef]
- Bielen, J.; Gommans, J.J.; Theunis, F. Prediction of high cycle fatigue in aluminum bond wires: A physics of failure approach combining experiments and multi-physics simulations. In Proceedings of the 7th IEEE International Conference on Thermal, Mechanical and Multiphysics Simulation and Experiments in Micro-Electronics and Micro-Systems, Como, Italy, 24–26 April 2006; pp. 1–7. [Google Scholar]
- Schmidt, R.; Scheuermann, U. Separating failure modes in power cycling tests. In Proceedings of the 7th IEEE International Conference on Integrated Power Electronics Systems, Nuremberg, Germany, 6–8 March 2012; pp. 1–6. [Google Scholar]
- Geißler, U.; Göhre, J.; Thomas, S.; Schneider-Ramelow, M.; Lang, K.D. A new aluminium alloy for heavy wire bonding in power electronics—First tests of bonding behaviour and reliability. In Proceedings of the Europe International Exhibition and Conference for Power Electronics, Intelligent Motion, Renewable Energy and Energy Management, Nuremberg, Germany, 14–16 May 2013. [Google Scholar]
- Ciappa, M. Selected failure mechanisms of modern power modules. Microelectron. Reliab. 2002, 42, 653–667. [Google Scholar] [CrossRef]
- Lutz, J.; Schlangenotto, H.; Scheuermann, U.; De Doncker, R. Semiconductor Power Devices: Physics, Characteristics, Reliability, 1st ed.; Springer: Berlin, Germany, 2011. [Google Scholar]
- Ramminger, S.; Seliger, N.; Wachutka, G. Reliability model for Al wire bonds subjected to heel crack failures. Microelectron. Reliab. 2000, 40, 1521–1525. [Google Scholar] [CrossRef]
- Meyyappan, K.N.; Hansen, P.; McCluskey, P. Wire Fatigue Models for Power Electronic Modules. In Proceedings of the ASME 2003 International Mechanical Engineering Congress and Exposition: Electronic and Photonic Packaging, Electrical Systems and Photonic Design, and Nanotechnology, Washington, DC, USA, 15–21 November 2003; pp. 257–265. [Google Scholar]
- Harman, G.G. Wire Bonding in Microelectronics, 3rd ed.; McGraw-Hill Publishing: New York, NY, USA, 2010. [Google Scholar]
- Merkle, L.; Sonner, M.; Petzold, M. Developing a model for the bond heel lifetime prediction of thick aluminium wire bonds. Solder. Surf. Mt. Technol. 2012, 24, 127–134. [Google Scholar] [CrossRef]
- Czerny, B.; Paul, I.; Khatibi, G.; Thoben, M. Experimental and analytical study of geometry effects on the fatigue life of Al bond wire interconnects. Microelectron. Reliab. 2013, 53, 1558–1562. [Google Scholar] [CrossRef]
- Dagdelen, T.; Elrayes, K.; Park, S.; Khater, M.; Saritas, R.; Abdel-Rahman, E.; Yavuz, M. Fatigue Test for Thick Wire Bonds. In Proceedings of the 2014 ASME International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, Buffalo, NY, USA, 17–24 August 2014. [Google Scholar]
- Medjahed, H.; Vidal, P.E.; Nogarede, B. Comparison between electromagnetic and thermal stress induced by Direct Current flow in IGBT bond wires. In Proceedings of the 7th IEEE International Conference on Integrated Power Electronics Systems, Nuremberg, Germany, 6–8 March 2012; pp. 209–214. [Google Scholar]
- Celnikier, Y.; Dupont, L.; Hervé, E.; Coquery, G.; Benabou, L. Optimization of wire connections design for power electronics. Microelectron. Reliab. 2011, 51, 1892–1897. [Google Scholar] [CrossRef]
- Czerny, B.A.; Lederer, M.; Nagl, B.; Trnka, A.C.; Khatibi, G.; Thoben, M. Thermo-mechanical analysis of bonding wires in IGBT modules under operating conditions. Microelectron. Reliab. 2012, 52, 2353–2357. [Google Scholar] [CrossRef]
- Meyyappan, K.N. Failure Prediction of Wire Bonds due to Flexure. Ph.D. Thesis, University of Maryland, College Park, MD, USA, 2004. [Google Scholar]
- Phillips, W.E.; Harman, G.G. (Eds.) Microelectronic Ultrasonic Bonding; U.S. National Bureau of Standards: Washington, DC, USA, 1974; Volume 400, pp. 80–86.
- Direct Copper Bonded (DCB) Ceramic Substrates. Available online: http://www.china-rectifier.com/txtProduct.aspx?cateid=95&productsid=112#sthash.xFZdgMGM.dpbs (accessed on 10 November 2017).
- Al-H11 Standard Aluminum Wire for Automotive and Power Applications. Available online: https://www.heraeus.com/media/media/het/doc_het/products_and_solutions_het_documents/bonding_wires_documents/fact_sheets/Factsheet_Al-H11.pdf (accessed on 10 November 2017).
- Aluminum Cladded Copper Wire for Power Application. Available online: https://www.heraeus.com/media/media/het/doc_het/products_and_solutions_het_documents/bonding_wires_documents/fact_sheets/Factsheet_CucorAl.pdf (accessed on 10 November 2017).
- PM 2800 Family Programmable Power Supplies. Available online: http://assets.fluke.com/datasheets/pm2800.pdf (accessed on 10 November 2017).





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| (a) Geometry | |||
| Sample | Material | Height (mm) | Length (mm) |
| 1 | Al | 3 | 9 |
| 2 | Al | 3 | 10 |
| 3 | Al | 3 | 11 |
| 4 | Al | 3.5 | 10 |
| 5 | Al | 4 | 9 |
| 6 | Al | 4 | 10 |
| 7 | Al | 4 | 11 |
| 8 | CucorAl | 3 | 10 |
| 9 | CucorAl | 4 | 9 |
| 10 | CucorAl | 4 | 10 |
| 11 | CucorAl | 4 | 11 |
| (b) Properties | |||
| Material | Al | CucorAl | |
| Diameter, d (μm) | 300 | 300 | |
| Density, (kg/m) | 2700 | 7082 | |
| Young’s modulus, E (GPa) | 69 | 100 | |
| Resistivity, (μcm) | 2.8 | - | |
| Thermal Cond., (W/mK) | 230 | - | |
| Thermal Expansion Coeff., (ppm) | 28.3 | - | |
| Dimensions | Alumina (AlO) | Cu |
|---|---|---|
| Length (mm) | 43 | 15 |
| Width (mm) | 25 | 15 |
| Height (mm) | 1 | 0.3 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dagdelen, T.; Abdel-Rahman, E.; Yavuz, M. Reliability Criteria for Thick Bonding Wire. Materials 2018, 11, 618. https://doi.org/10.3390/ma11040618
Dagdelen T, Abdel-Rahman E, Yavuz M. Reliability Criteria for Thick Bonding Wire. Materials. 2018; 11(4):618. https://doi.org/10.3390/ma11040618
Chicago/Turabian StyleDagdelen, Turker, Eihab Abdel-Rahman, and Mustafa Yavuz. 2018. "Reliability Criteria for Thick Bonding Wire" Materials 11, no. 4: 618. https://doi.org/10.3390/ma11040618