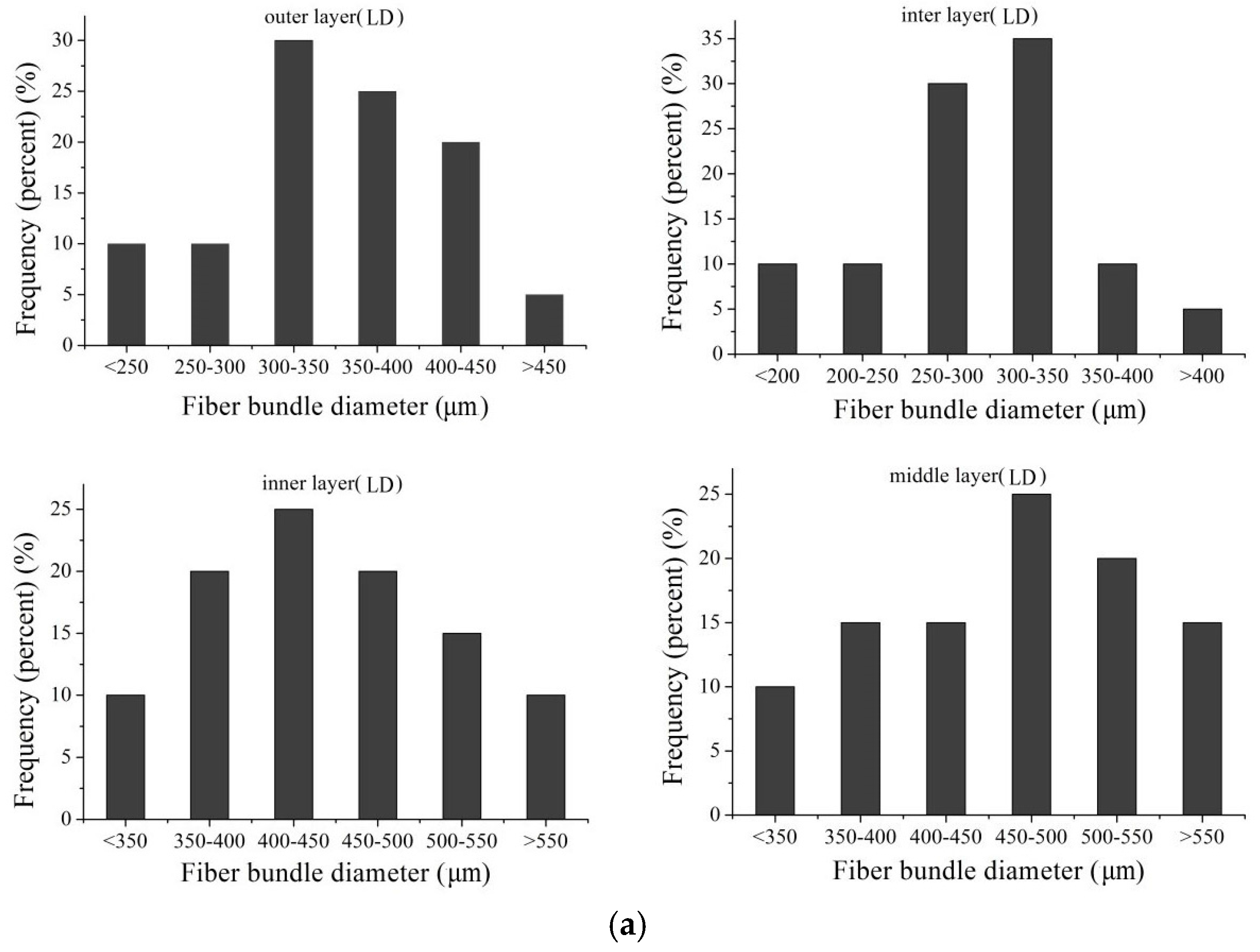
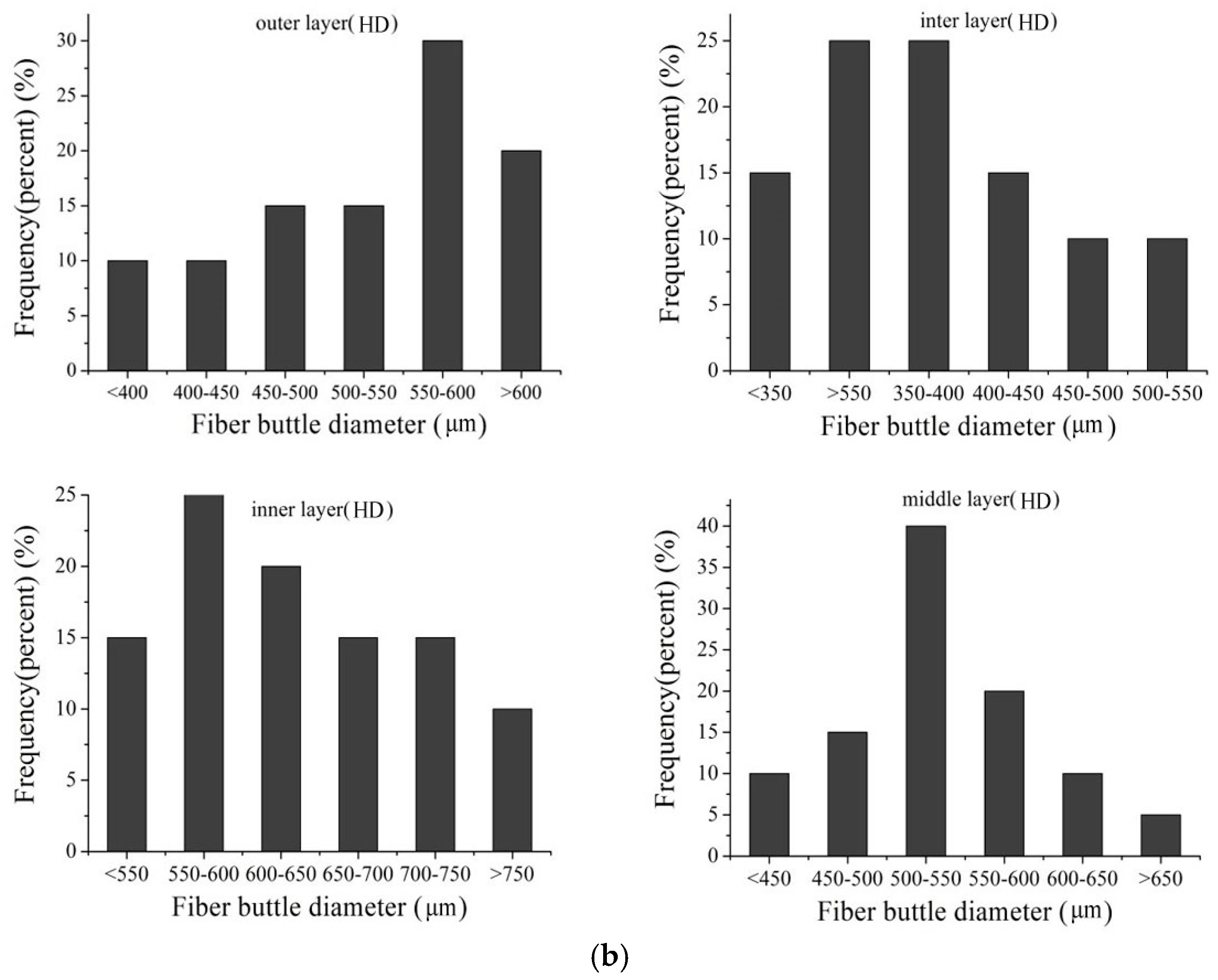
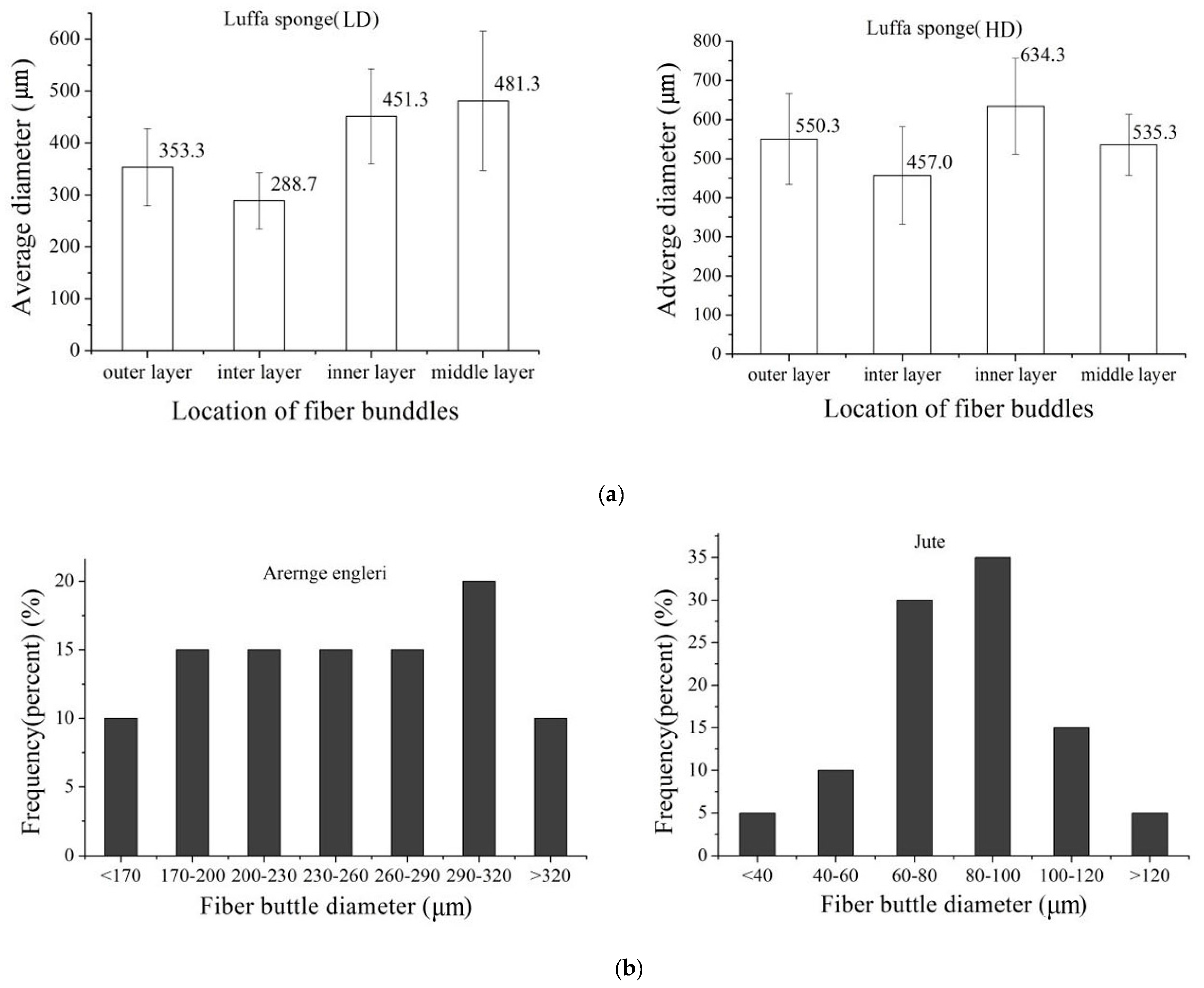
3.1. Structure of Fiber Bundles
The difference in the diameters of fiber bundles of low density luffa sponge, high density luffa sponge, jute, and
Arenga engleri was investigated (
Figure 7 and
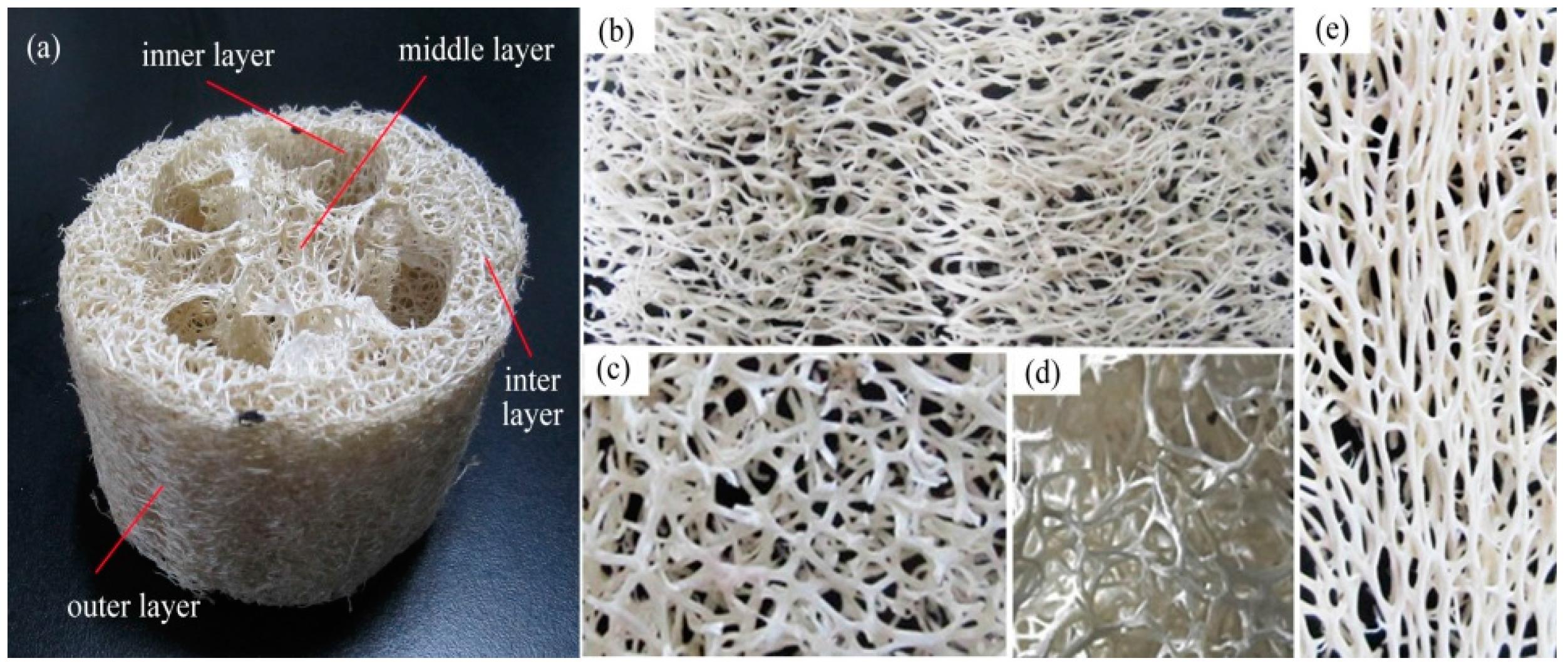
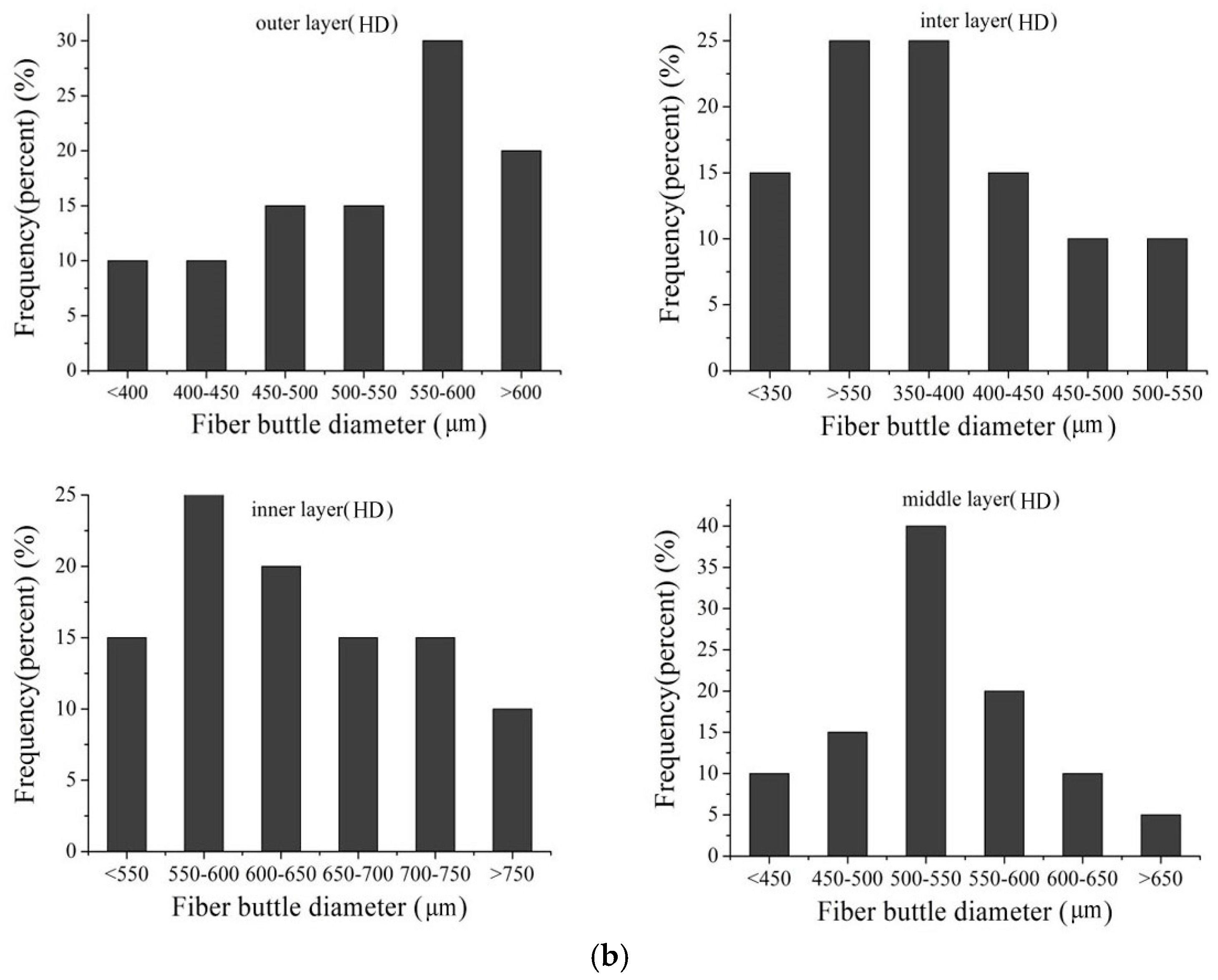
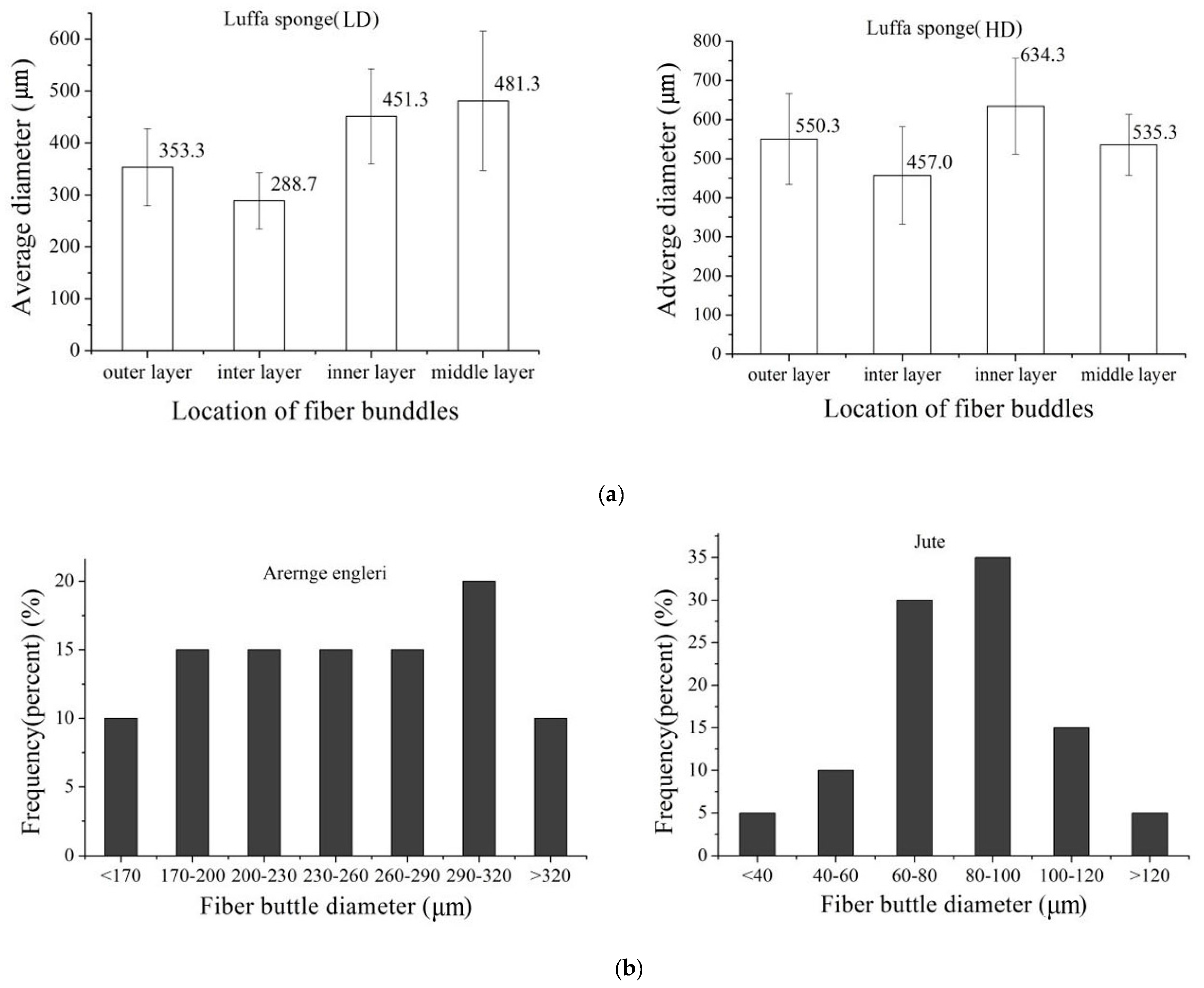
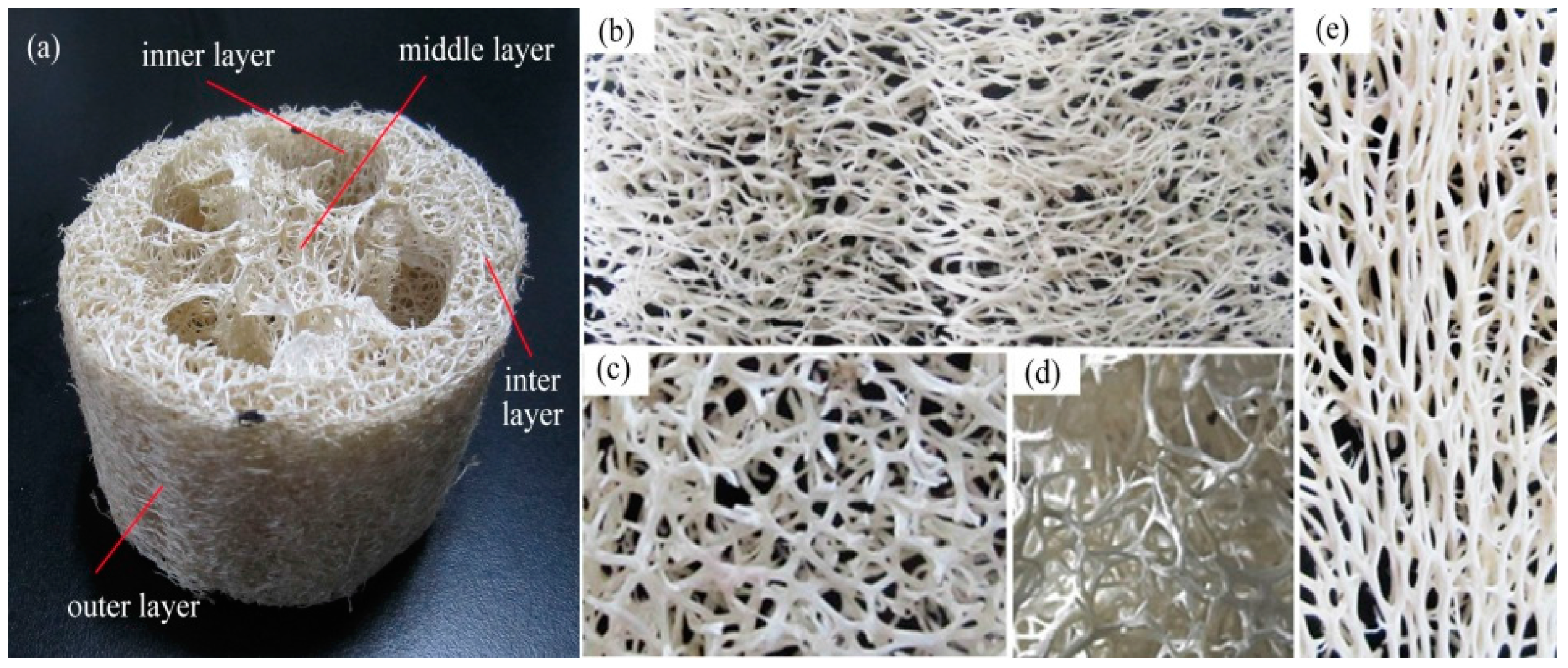
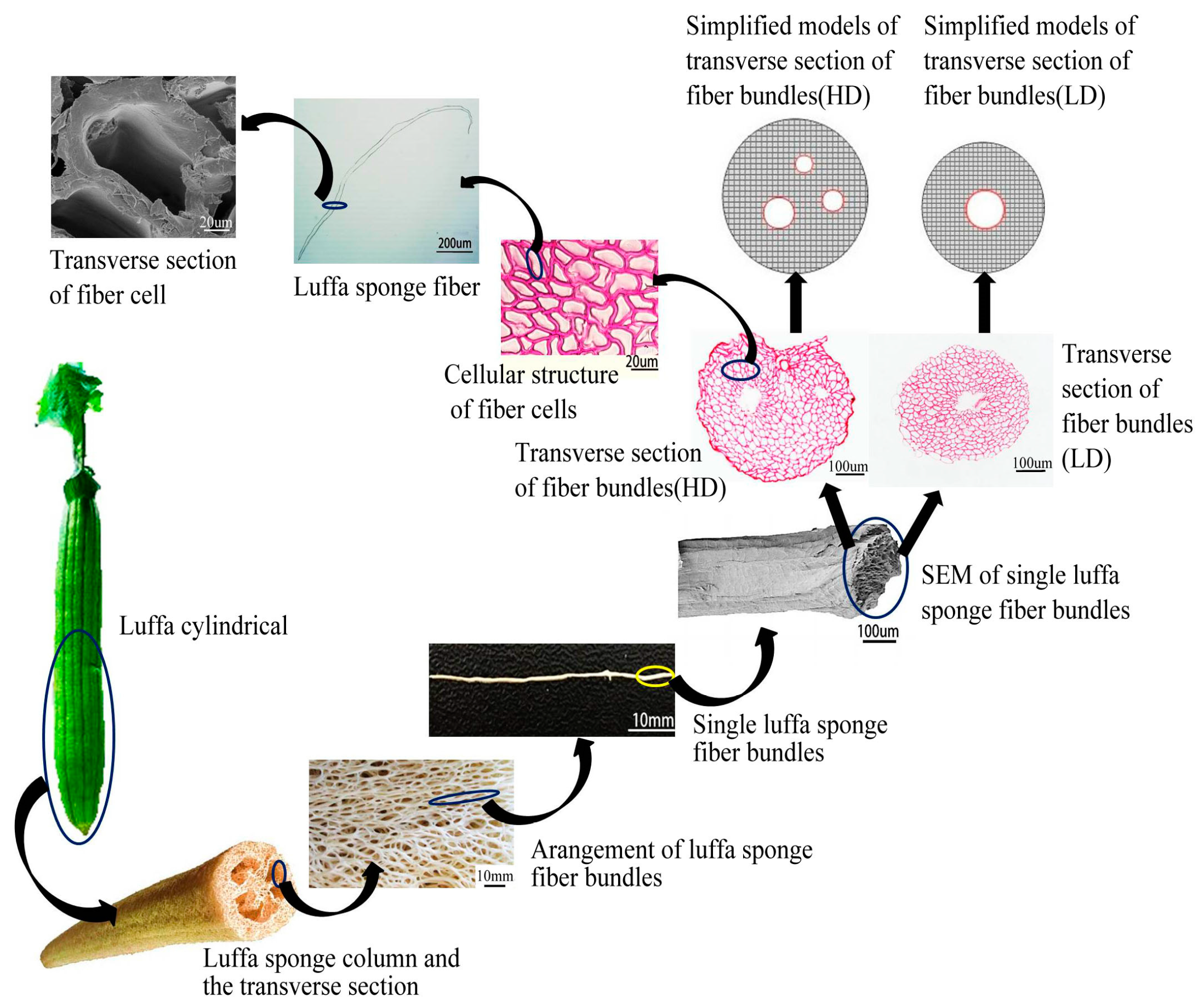
Figure 8). The diameters of four layers from the same density range were different. In the case of LD luffa sponge, the fiber bundles in middle layer and inner layer have larger diameter followed by the outer layer and the inter layer. Specifically, for LD luffa sponge, the diameters of fiber bundles in the outer, inter, inner, and middle layer were 353.3 µm, 288.7 µm, 451.3 µm, and 481.3 µm, respectively. However, in the case of HD luffa sponge, the diameter of fiber bundles was the largest in the inner layer, followed by the outer layer and the middle layer, and the smallest in the inter layer. Specifically, for HD luffa sponge, the diameters of outer, inter, inner and middle layer were 550.3 µm, 457.0 µm, 634.3 µm, and 535.3 µm, respectively. It is to be noted that that there is a slight difference in diameters of middle layer fiber bundles between LD and HD luffa sponges; on the contrary, there is a significant difference in diameters of fiber bundles in the hoop wall (including outer layer, inter layer, and inner layer). The mean diameter of fiber bundles in the hoop wall of LD luffa sponge was about 200 µm larger than that of HD luffa sponge. The structural division of the sponge is shown in
Figure 3. Each layer of the sponge has its unique feature. The outer layer is composed of thin fibers with the orientation roughly surrounding the sponge (
Figure 3b). The fiber bundles of inner layer running along the vertical axis are straight (
Figure 3e). The inter layer consists of a complex branched fiber network (
Figure 3c). In comparison with the hoop wall, fibers of the core part are loosely interconnected with each other, and a thick single fiber runs along the central line of the complete luffa sponge (
Figure 3d) [
4].
In addition, the diameters of fiber bundles from
Arenga engleri were distributed in the range of 170 to 320 µm while those of jute had a relatively more concentrated distribution in the range of 40 to 120 µm. Zhai et al. reported that mean diameters of outer layer from sheath of windmill palm is 345 µm, while those of middle layer and inner layer are 418 µm and 202 µm, respectively. The diameters of Sisal aggregates (
Agava sisalana) have been reported to be in the range of 100–400 µm while the typical diameter of coir fiber bundles from the coconut palm (
Cocos nucifera) has been reported to be around 200 µm [
34,
35]. Hence, the fiber bundles of luffa sponge have larger diameters than common plant fibers.
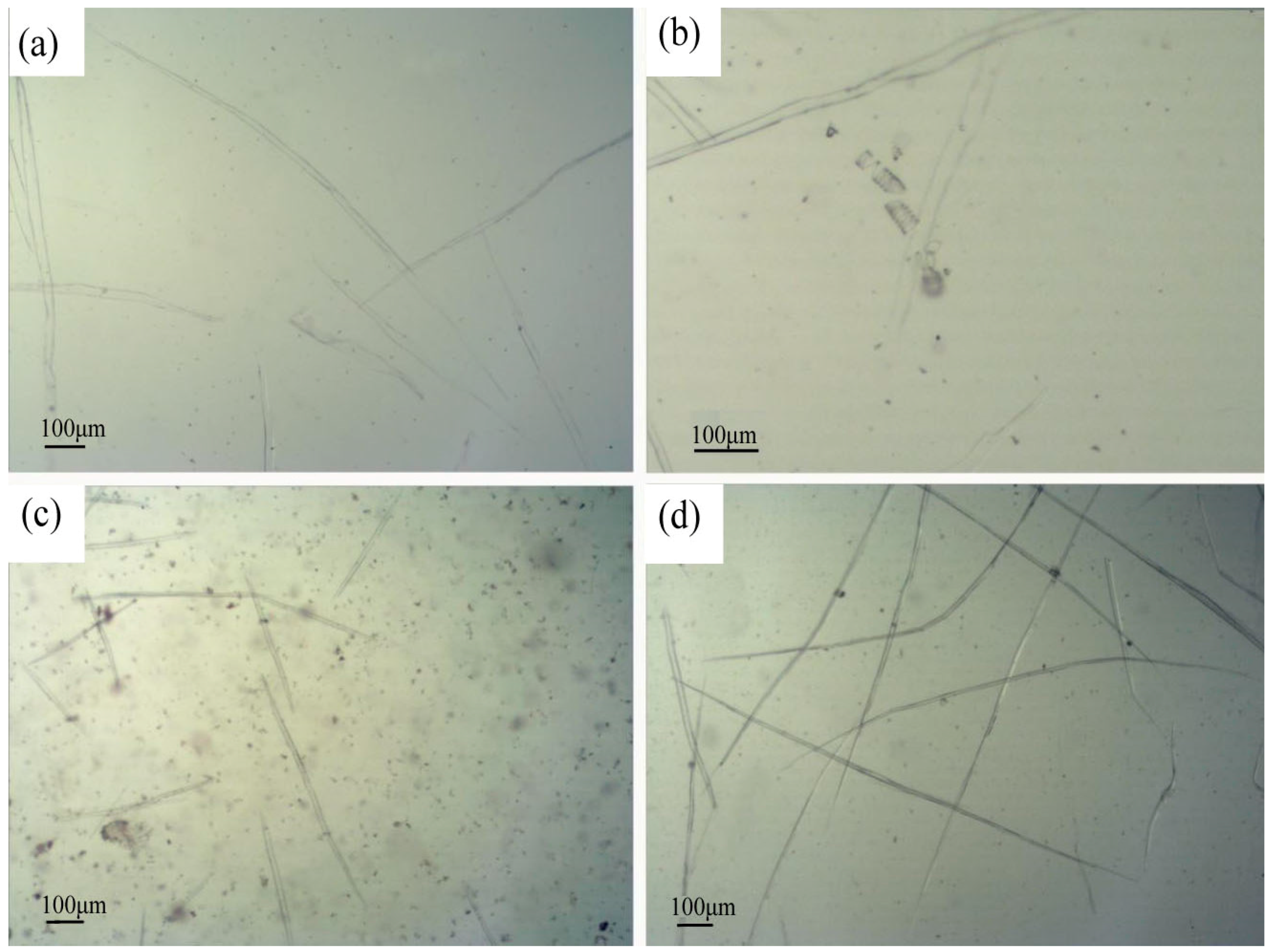
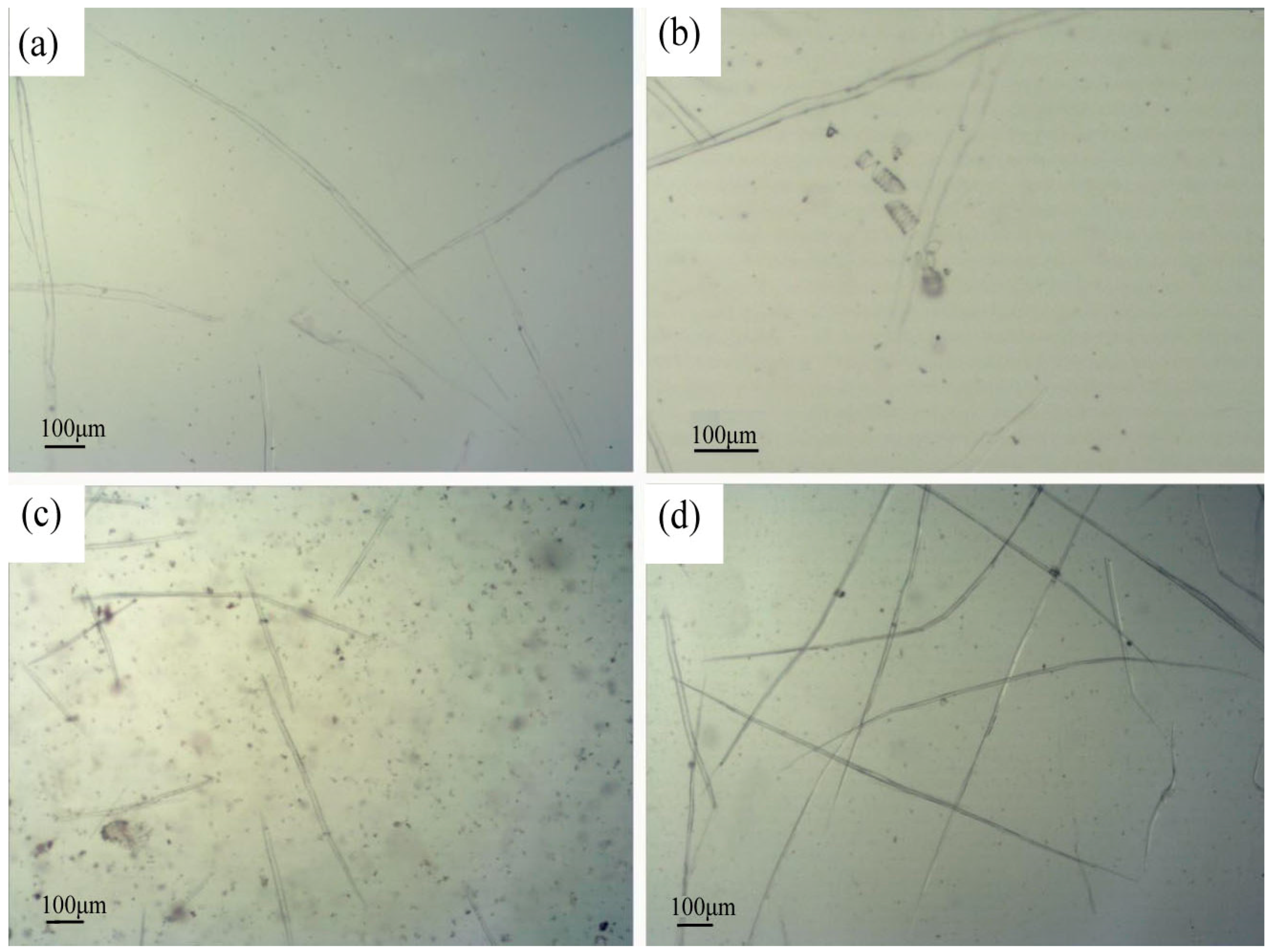
The morphology and characteristics of fiber cells from luffa sponge,
Arenga engleri and jute are presented in
Figure 9 and
Table 1. The fiber cell of luffa sponge had a shuttle-like shape and was easy to bend. It had a characteristic length in the range of 1050–1070 µm, diameter in the range of 17–28 µm, lumen diameter in the range of 12–24 µm, and wall thickness in the range of 3–8 µm. There was a slight difference in length and diameter between LD and HD luffa sponges. Nevertheless, the wall thickness and ratio of wall to lumen of fiber cell from HD luffa sponge were larger than that for LD luffa sponge (excluding the inter layer).
Secondly, the fiber cell of luffa sponge was longer than that of Arenga engleri, but shorter than that of the jute. The ratios of wall to lumen for luffa sponge were significantly smaller than that of Arenga engleri and jute. Thus, it can be concluded that in comparison with other common plant fiber cells, the fiber cell of luffa sponge contains less material substance, which is the primary reason for lightness of luffa sponge. Furthermore, the ratio of wall to lumen of fiber cells in inner layer of LD and HD luffa sponges was 0.20 and 0.39, respectively, and is slightly larger than that of other layers.
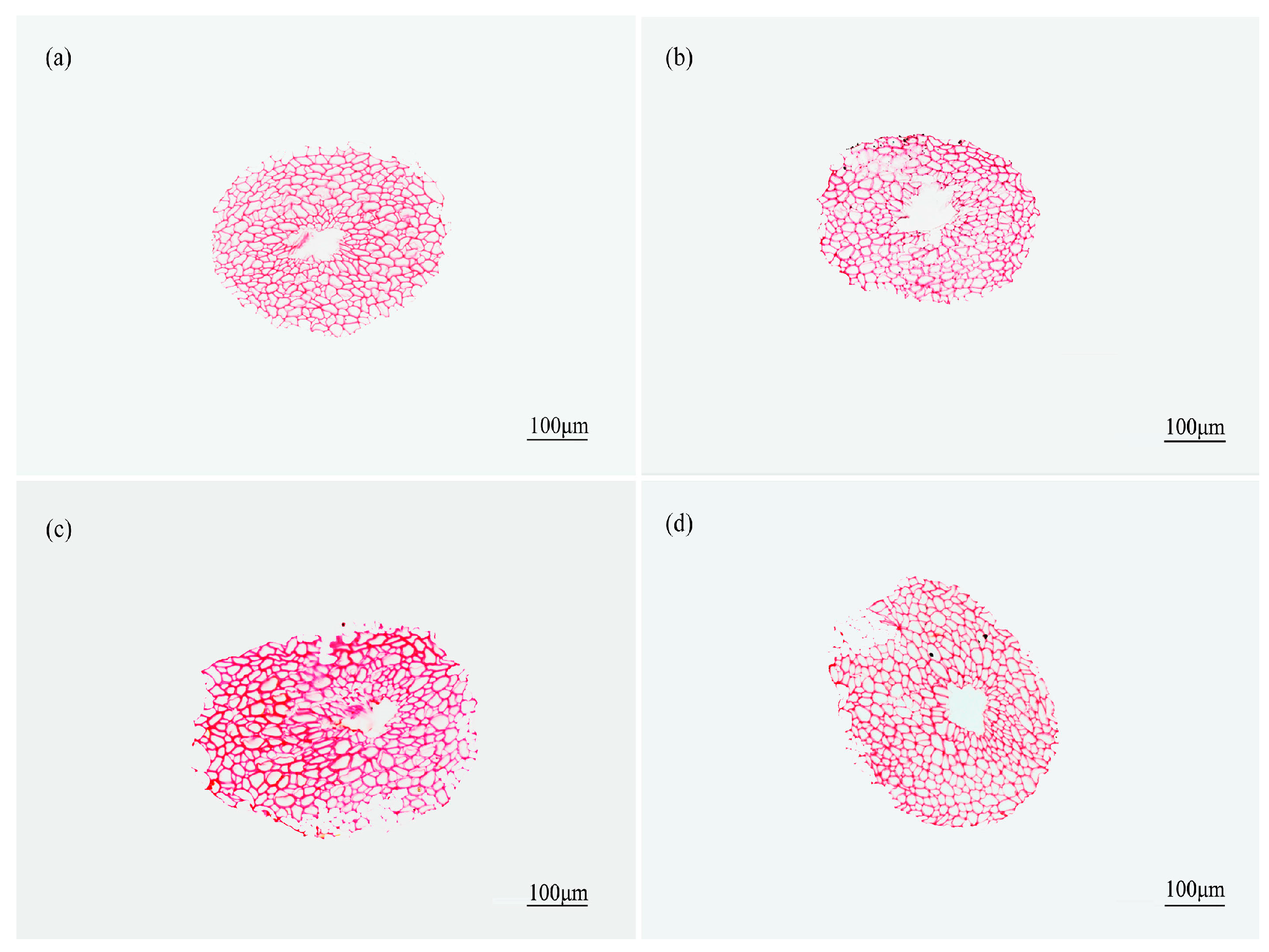
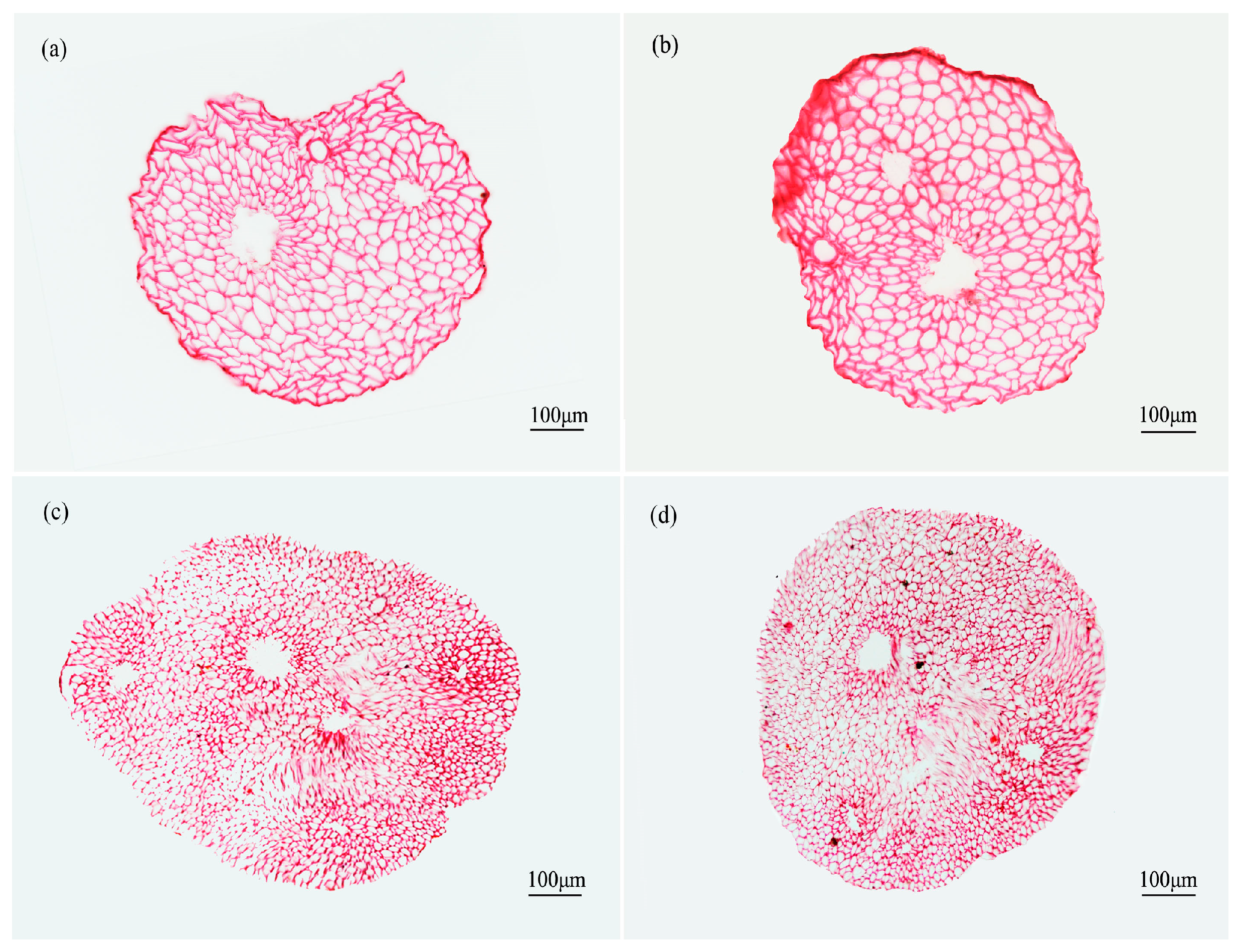
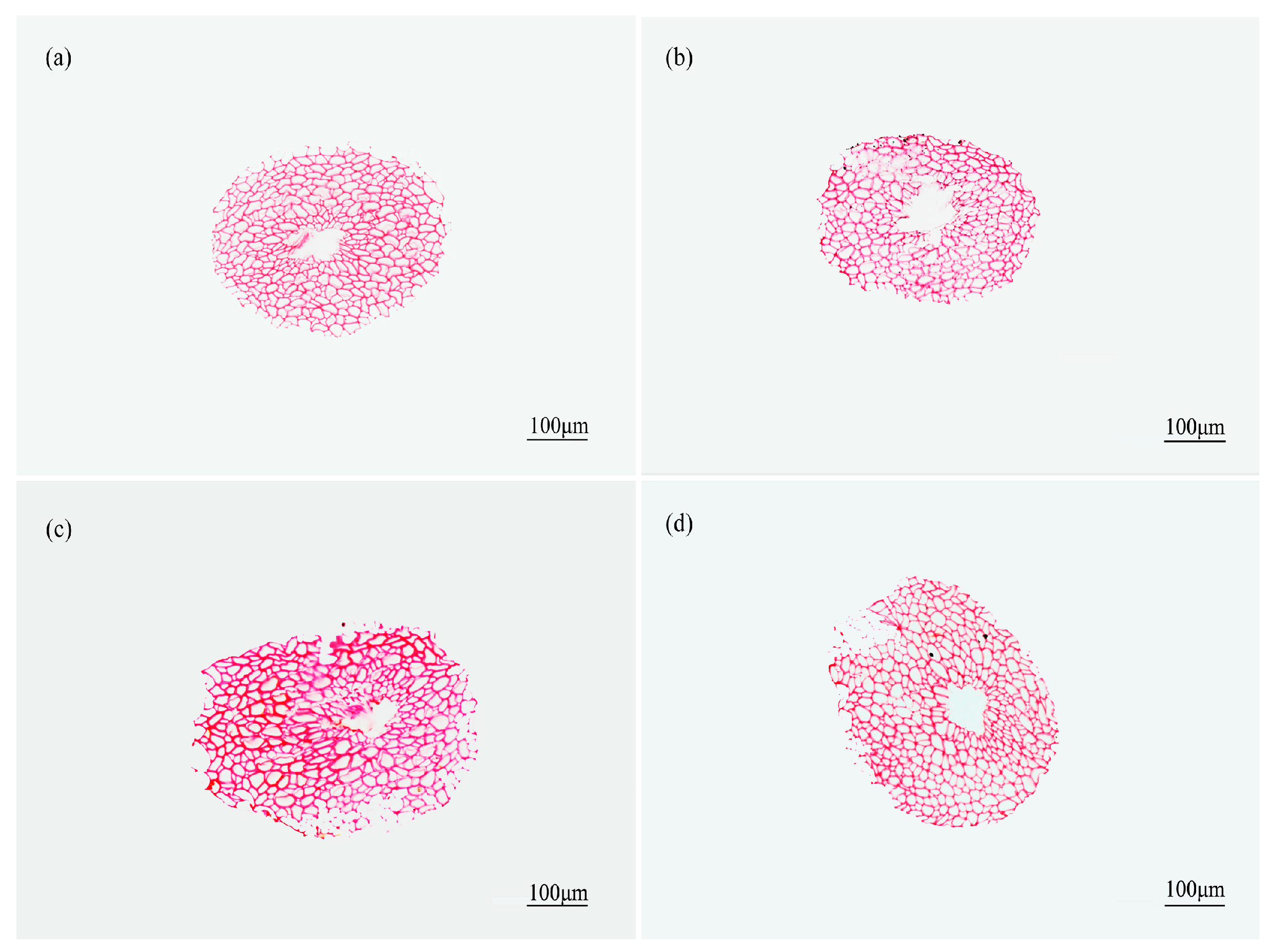
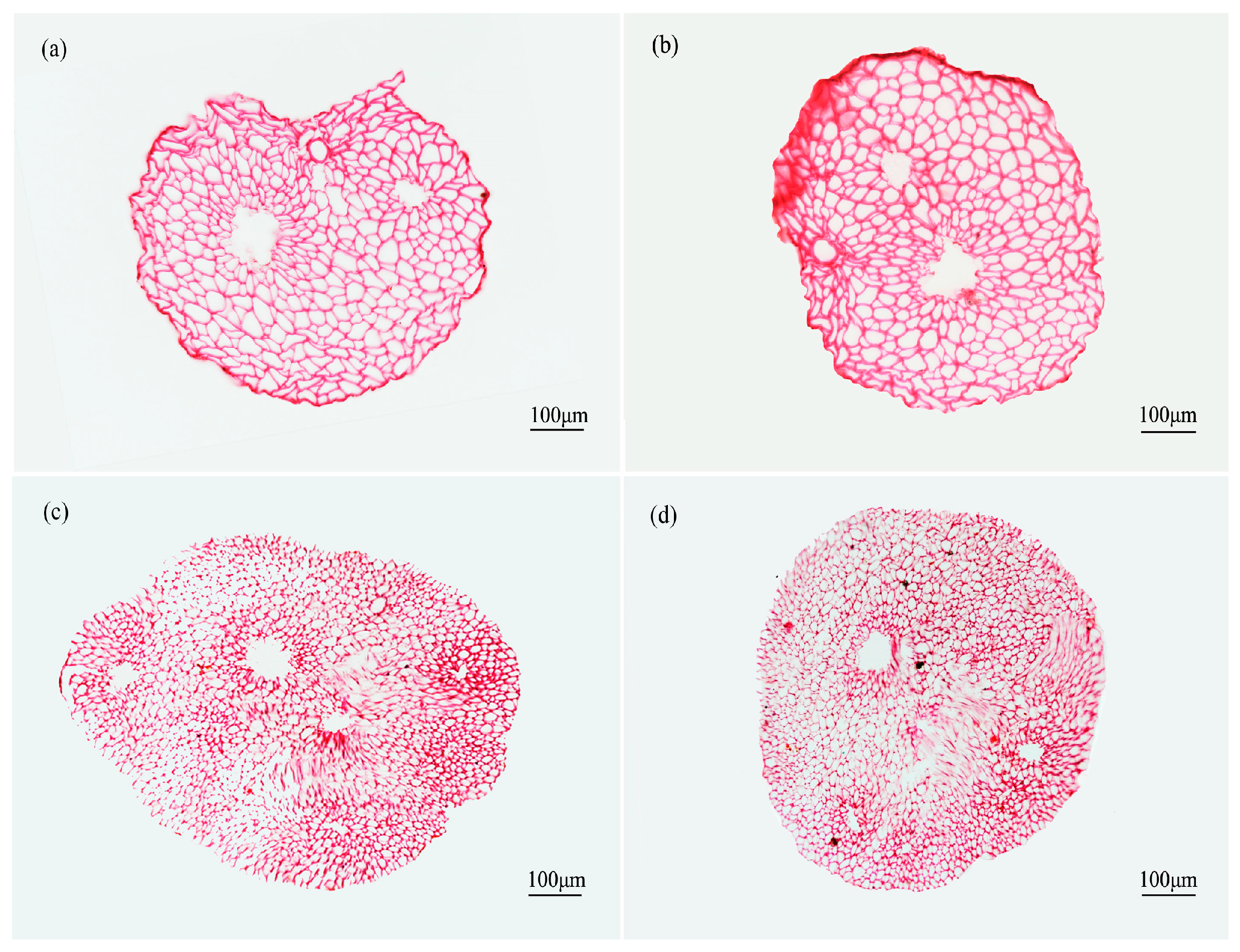
The transverse sections of the safranin-stained fiber bundles clearly revealed lignified tissue. According to
Figure 10,
Figure 11 and
Figure 12, the diameters of fiber bundles from HD luffa sponge were significantly larger than that of LD luffa sponge. Besides, the fiber bundles from
Arenga engleri had smaller diameters than those of luffa sponge. It can be observed that fiber bundles of luffa sponge primarily consisted of fiber cells. As shown in
Figure 10 and
Figure 11, there were cavities, with a small number of vessels and phloem tissue nearby, around the center of fiber bundles [
36]. However, as shown in
Figure 12, similar phenomenon could not be observed in the fiber bundles of
Arenga engleri. Moreover, it was also discovered that there were two or more cavities with uneven distribution in the fiber bundles of HD luffa sponge, while there was only one cavity around the center of fiber bundles in LD luffa sponge.
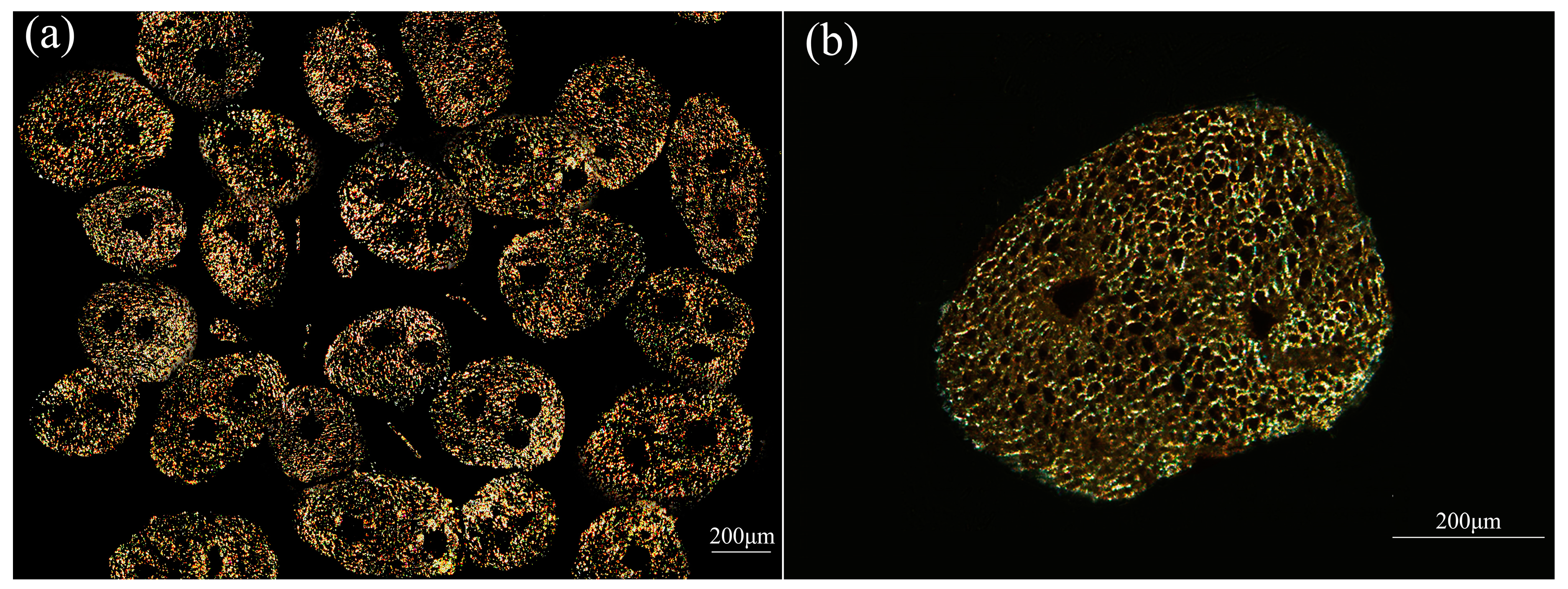
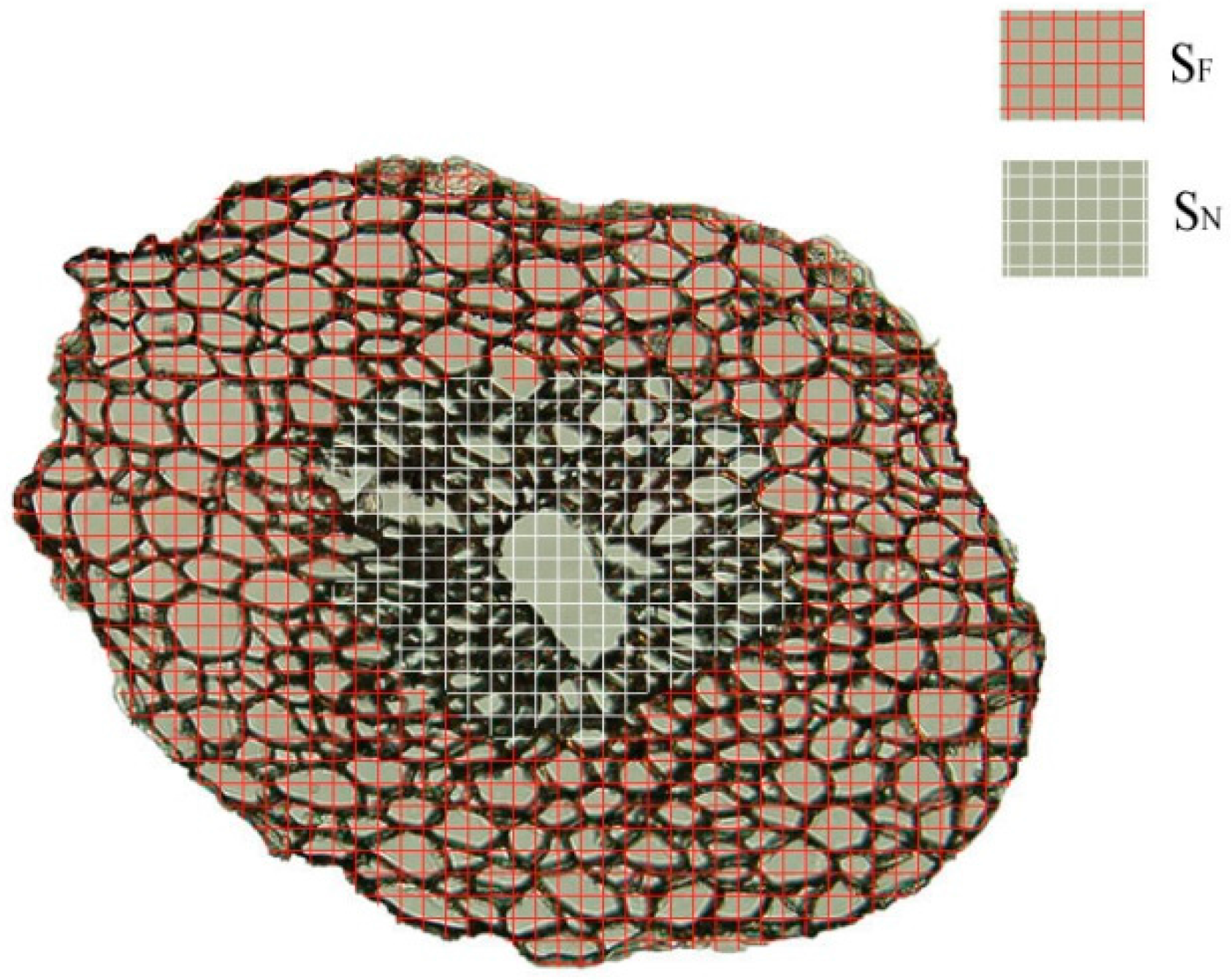
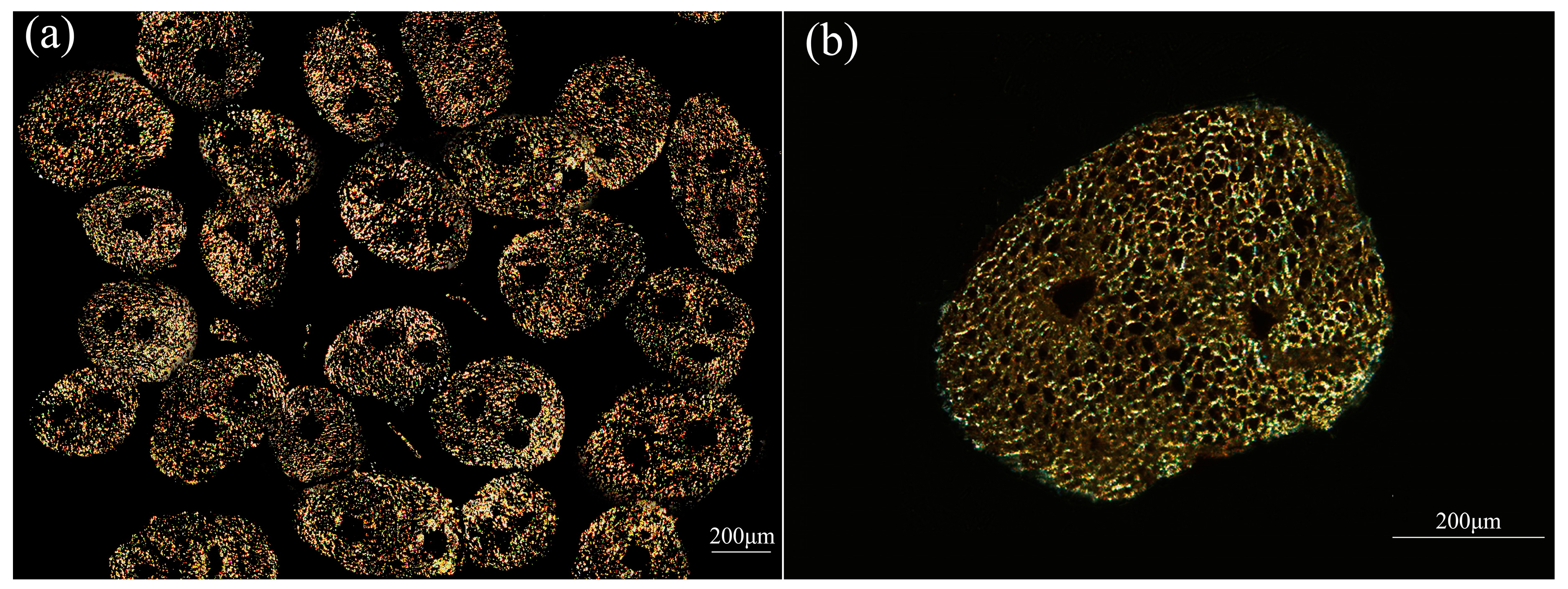
Figure 13 shows transverse sectional images of the fiber bundles of luffa sponge as observed in the dark field by polarized-light microscope. We could clearly observe the dark regions in the transverse section of each individual fiber bundle. In addition, we observed that two or more dark regions existed in the fiber bundles of HD luffa sponge, while only one dark region existed near the center of the fiber bundles from LD luffa sponge. The dark regions were proved to be the cavities, vessels, and phloem tissue.
Hence, S, S
F, and S
N of a fiber bundle were measured for each of the four layers of luffa sponge. The statistical data are shown in
Table 2, where S
F% is the ratio of S
F to S, while S
N% is the ratio of S
V to S. The S
N% of luffa sponge is in the range of 13–28%. The S
N% of fiber bundles of corresponding layer in HD luffa sponge is larger than that of LD The value of S
N% represents the immaterial substance in the fiber bundles; in other words, the lower is the value of S
N%, the higher is the amount of substantial fibers in fiber bundles. Zhai et al. have reported that the amount of substantial fibers has an important influence on the mechanical properties of fiber bundles [
25].
In addition, variance analysis results of characteristic index values of fiber bundles of luffa sponge are shown in
Table 3. The data indicated that S and S
N% of fiber bundles from four layers in low density (or high density) luffa sponge were significantly different. Meanwhile, there was a significant difference in S and S
N% of fiber bundles between LD and HD.
3.2. Mechanical Properties
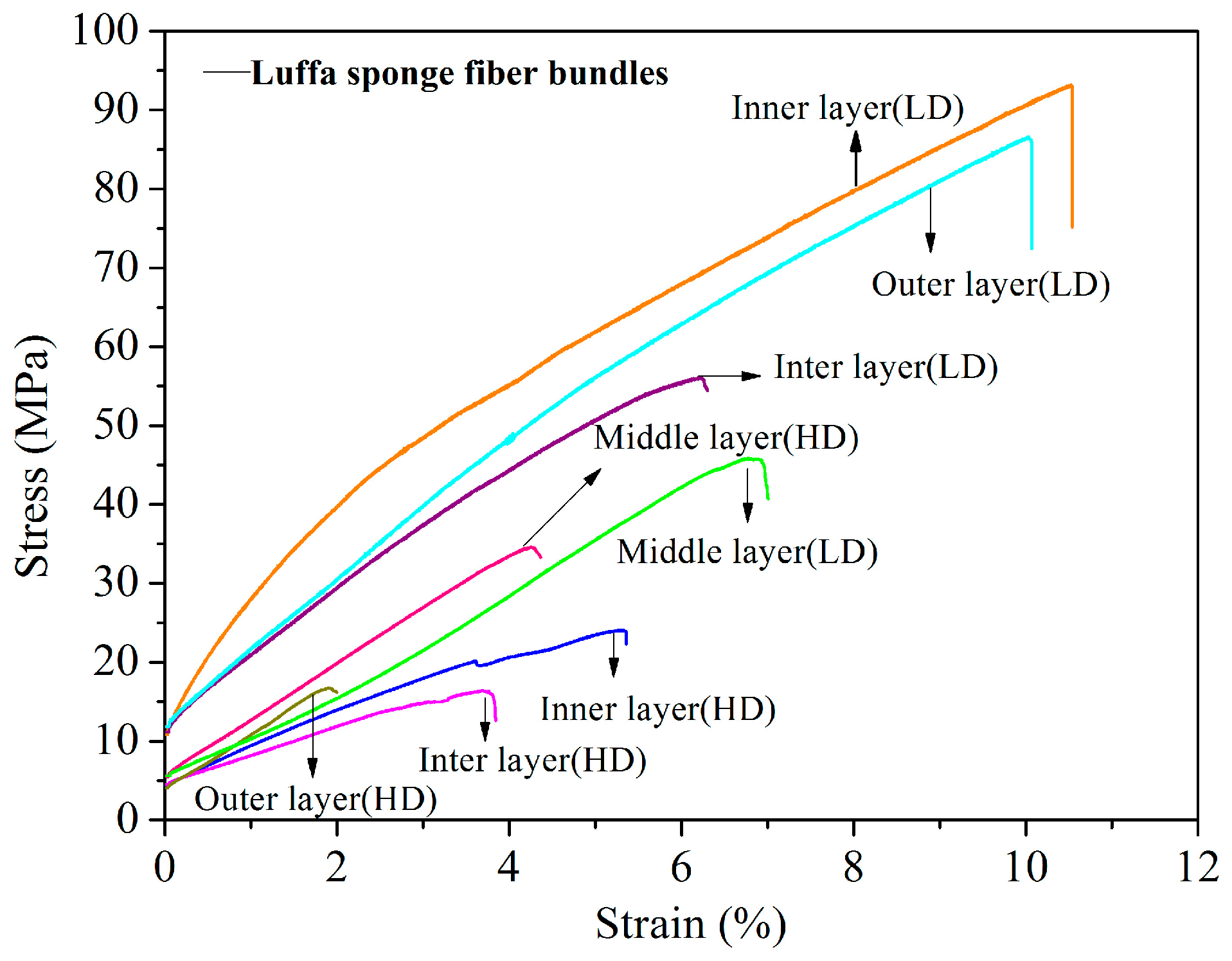
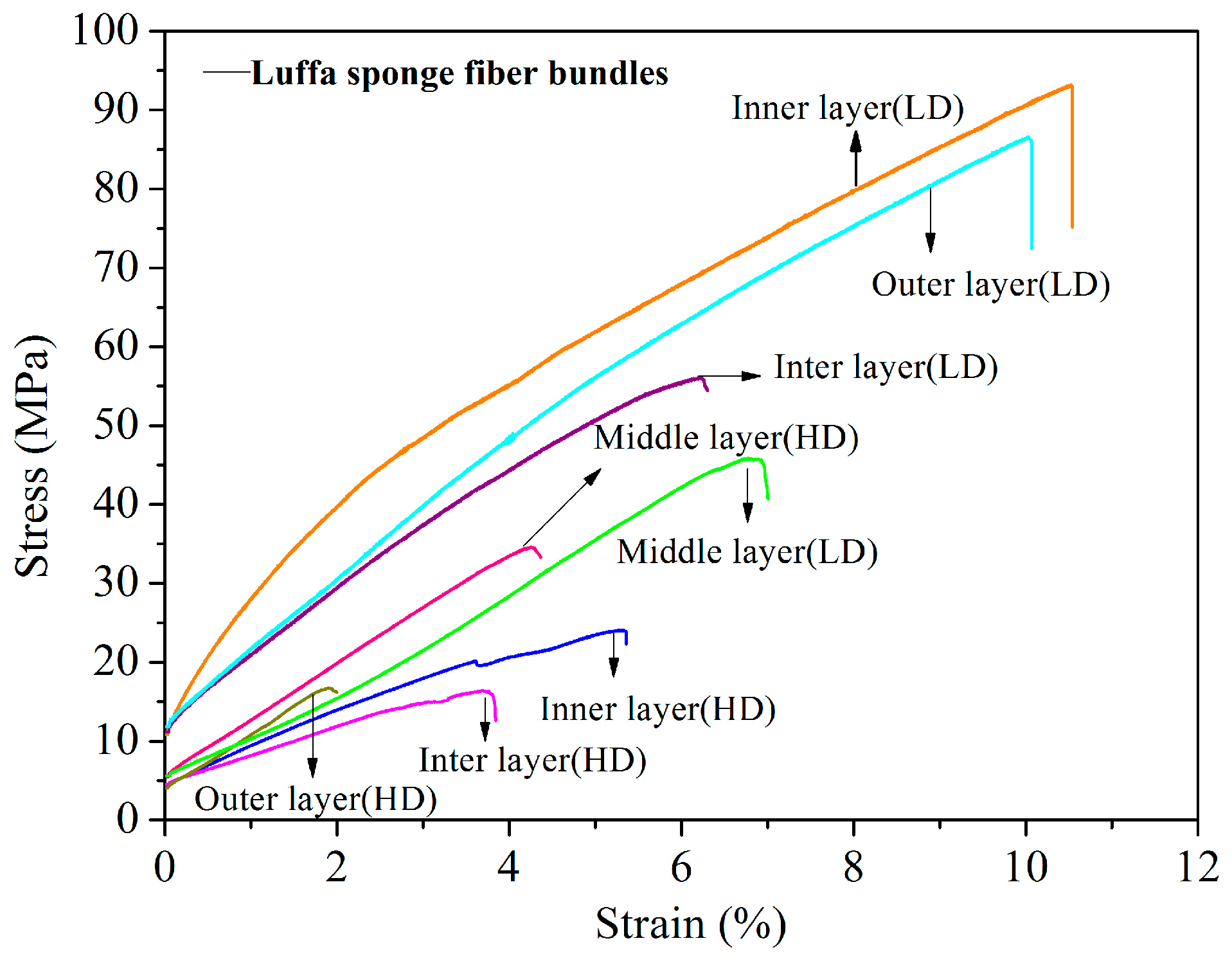
The typical stress–strain curves for fiber bundles from
Arenga engleri, jute, and four layers in luffa sponge were obtained (
Figure 14). The curves correspond to data, that are in close proximity to the means. The curves show yielding, followed by plastic deformation, until breakage from 3% to 10% strain for fiber bundles of luffa sponge.
Table 4 presents the mechanical properties of fiber bundles taken from
Arenga engleri, jute, and four layers in luffa sponge. In comparison to fiber bundles in each layer from HD luffa sponge, the fiber bundles in corresponding layer from LD luffa sponge demonstrated higher tensile strength, Young’s modulus (excluding the middle layer), and elongation. In other words, the mechanical properties of single fiber bundles in LD luffa sponge were superior to HD luffa sponge. The phenomenon may be explained by the values of S
N%, since the S
N% of the fiber bundles in each layer (excluding middle layer) of HD luffa sponge were higher than the corresponding layer of LD luffa sponge. The presence of fibers predominantly contributes to the mechanical strength of the fiber bundles while the presence of cavities vessels and phloem tissue tends to reduce the mechanical strength [
25]. In other words, higher the value of S
N% in fiber bundles, lower is the amount of substantial fibers in fiber bundles, resulting in worse mechanical properties. In the case of same kind of luffa sponges, the mechanical properties of fiber bundles in each layer also decreased with the increase of S
N% in fiber bundles. In addition,
Table 5 shows Pearson’s correlations between the mechanical properties and the structural characteristics of luffa sponge fiber bundles. The results indicate that the Young’s modulus and the tensile strength have significant negative correlation with S
N%. Therefore, the analysis of Pearson’s correlations further demonstrate that mechanical properties of luffa sponge fiber bundles decrease with the increase in S
N%.
Moreover, the mechanical properties of fiber bundles from HD luffa sponge decreased dramatically with a slight increase in S
N%. There are several factors responsible for these results, one of which is the presence and contribution of cavities in the transverse section of luffa sponge. The simplified models for transverse section of fiber bundles taken from two-density luffa sponge are shown in the
Figure 15. As mentioned above, only one cavity was observed near the center in fiber bundles from LD luffa sponge, resulting in a circular distribution of fiber cells, while two or more cavities contributed at random in fiber bundles from HD luffa sponge, making the fiber cells unable to gather. The mechanical properties of the fiber bundles are a combination of the mechanical strength of all the fiber cells and the adhesion among fiber cells [
37,
38]. The aggregation degree of fiber has an important influence on the mechanical properties of fiber bundles. For instance, higher aggregation degree of fiber cells results in better mechanical properties of fiber bundles. This is one of the reasons for lower mechanical strength of fiber bundles from HD luffa sponge as compared to the ones from LD luffa sponge.
In addition, it is interesting to note that the density of fiber bundles taken from luffa sponge was in the range of 385.46–468.70 kg/m
3 and was far lower than that of fiber bundles from
Arenga engleri (950.20 kg/m
3), and jute (1360.40 kg/m
3). It is possible that the low density for luffa sponge fiber bundles is due to the hierarchical polyporous structure of fiber bundles and fiber cells as shown in
Figure 15. Hence, luffa sponge is a low-density, light-weight natural fiber material. Although, the tensile strength of luffa sponge fiber bundles were lower than those of fiber bundles from
Arenga engleri and jute, the specific modulus of luffa sponge fiber bundles were in a normal range. Specifically, the specific modulus of L.D. luffa sponge was higher than that of
Arenga engleri fiber bundles. The natural plant fiber with higher mechanical strength and specific modulus, as the reinforcement of the composite material, can be used to manufacture the polymer matrix composite material with advantages of portability and good mechanical properties [
39,
40].
3.4. Moisture Regain
The moisture regain of fiber bundles from luffa sponge,
Arenga engleri, and jute is presented in
Table 6. The luffa sponge fibers exhibited a higher moisture regain as compared to
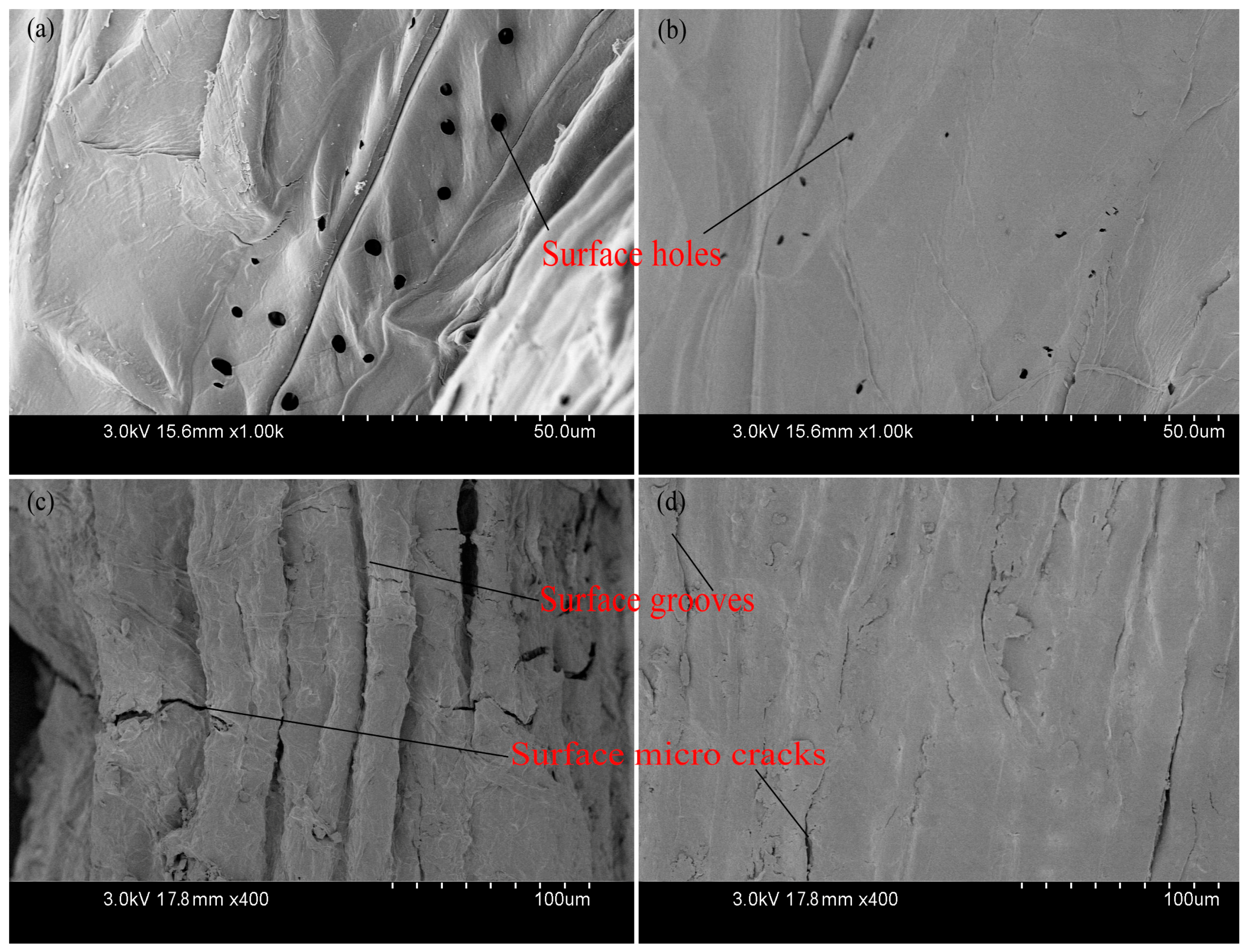
Arenga engleri and jute. The higher moisture regain can possibly be attributed to the presence of the porous structure, surface groove, and micro cracks in luffa sponge fiber bundles. Tan et al. have discovered that slender hole exists in the bamboo fiber surface and indicated that these were important for fine moisture regain and moisture dispersion [
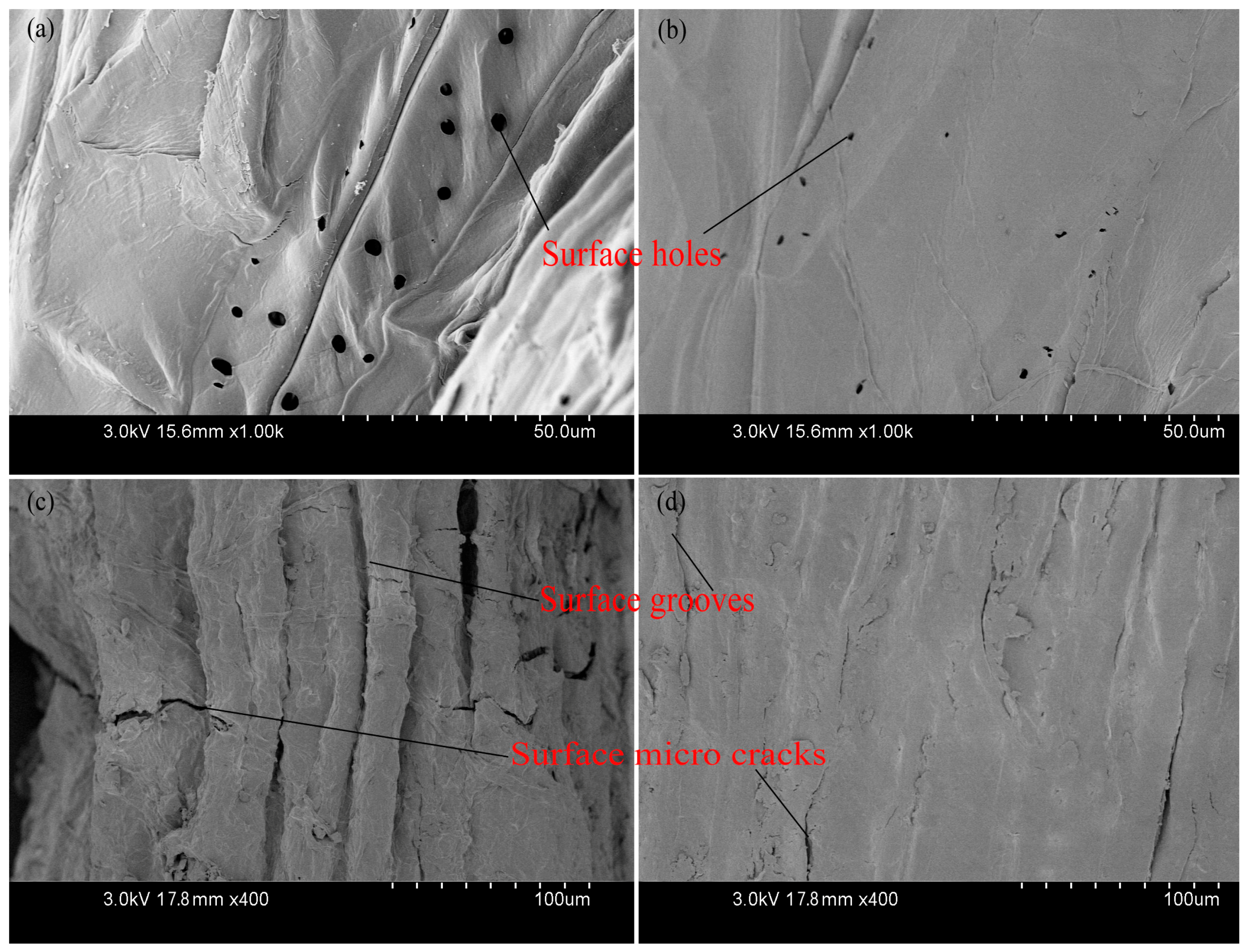
41]. In comparison with the HD luffa sponge, LD luffa sponge fiber had higher moisture regain in the range of 10.2–10.9%, as compared to 7.1–9.3% for HD luffa sponge. There were slight differences in moisture regain among four layers in fiber from LD luffa sponge fiber, while those in the corresponding layers in H.D luffa sponge fiber were significant. In the case of HD luffa sponge fiber, the middle layer demonstrated highest moisture regain of 9.3%, while, the inner layer demonstrated the lowest moisture regain of 7.1%. Additionally, as shown in
Figure 17, the grooves, holes, and micro cracks on the surface of the fiber bundles from LD luffa sponge were more abundant than those on HD luffa sponge. These results can be a possible explanation for higher moisture in LD luffa sponge fiber as compared to HD luffa sponge fiber. The moisture regain is an essential parameter as it affects the dimensional and physical properties of the fibers. The moisture regain influences the dimensional stability, electrical resistivity, tensile strength, porosity, and swelling behavior of natural fiber reinforced composites [
42,
43]. Accordingly, low moisture content of HD luffa sponge fiber is beneficial for fabricating luffa sponge fiber reinforced polymer composites due to their less ability to absorb water molecules.
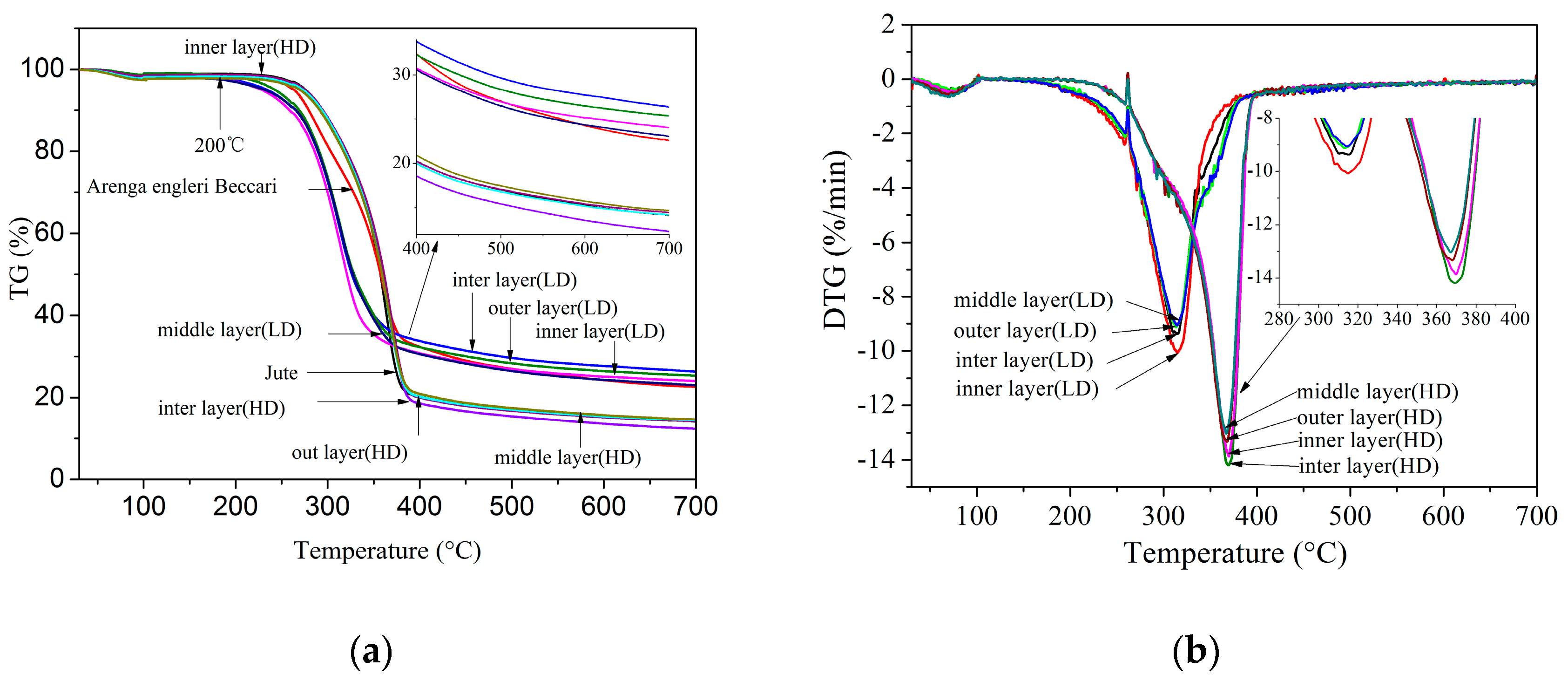
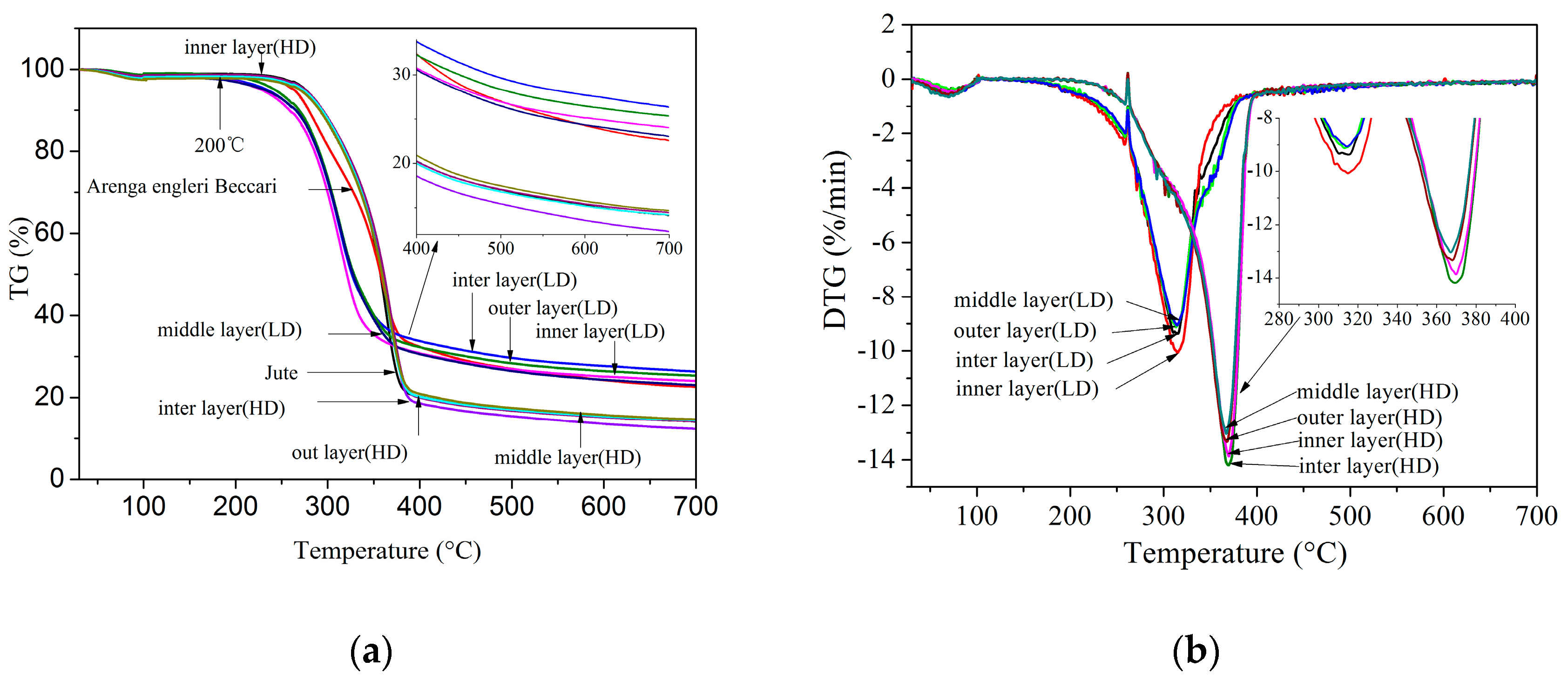
3.6. TGA
Figure 18 and
Table 8 show the TG and derivative thermogravimetric analysis (DTG) curves and data of luffa sponge,
Arenga engleri, and jute. As shown in
Figure 18, the TG curves of each layer of luffa sponge,
Arenga engleri and jute were similar. The biomass combustion includes four main phases: water evaporation stage, the devolatilization and combustion stage, the fixed carbon combustion stage, and the burnout stage [
44]. As shown in
Figure 18, the degradation temperatures of each layer from LD luffa sponge were higher than those of corresponding layer from HD luffa sponge. In the case of HD luffa sponge, initial degradation temperature was in the range of 319.7–324.6 °C, final degradation temperature was in range of 384.8–387.4 °C, and the peak degradation temperature was in range of 366.3–369.9 °C, while those for LD luffa sponge were 269.6–271.3 °C, 309.8–350.8 °C, and 276.1–314.3 °C, respectively. It is generally agreed that higher the relative crystallinity, the better is the stability, including the thermal stability of fibers [
45]. However, our results show that fiber from LD luffa sponge has higher relative crystallinity, but they demonstrate worse thermal stability as compared to HD luffa sponge. The difference in content of cellulose, hemicellulose, and lignin in both kinds of luffa sponge should be taken into consideration. Under normal circumstances, firstly, the hemicellulose degrades, followed by cellulose and lignin. Hence, the lignin content in HD luffa sponge could possibly be higher than LD luffa sponge. Furthermore, the thermal stability of HD luffa sponge is similar to jute and superior to
Arenga engleri. In the case of jute, initial degradation temperature was 325.6 °C, final degradation temperature was 379.3 °C and the peak degradation was 365.7 °C, while those for
Arenga engleri were 300.9 °C, 383.0 °C and 357.4 °C, respectively. In 2004, Tang et al. reported that, for the bamboo fibers, the initial degradation temperature is 342.6 °C, final degradation temperature is 380.4 °C and the peak degradation is 368.8 °C [
41]. In 2016, Ridzuan et al. reported that the peak degradation of
Pennisetum purpureum is 364.7 °C. Hence, in regards to thermal stability, it is evident that the fiber of HD luffa sponge is the preferred natural fiber material.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}