3.1. Quasi-Static Global Mechanical Performance of the Joints
Lap shear testing was performed to evaluate the quasi-static global mechanical performance of friction-riveted LEI and HEI joints and for comparison purposes with state-of-the-art bolted joints.
Figure 7a shows the friction-riveted and bolted joint configurations.
Figure 7b compares the average ULSF of LEI and HEI friction-riveted joints with bolted joints.
The friction-riveted joints exhibited an ultimate lap-shear force (ULSF) of 5.5 ± 1.9 kN for LEI and 6.8 ± 1.7 kN for HEI conditions. Although the average ULSF of HEI specimens are slightly higher, the values of quasi-static lap shear performance are statistically similar for the range of joining parameters selected. When comparing friction-riveted specimens with state-of-the-art bolted joints with an average ULSF of 8.7 ± 0.5 kN, an average decrease of 22%–37% in ULSF for friction-riveted joints was observed. However, the strongest HEI friction-riveted specimens achieved an ULSF of up to 8.3 kN, which is within the standard deviation of bolted joint strength. Both joints failed initially through bearing of the composite and finally through shearing of the metallic rivet shaft, as shown in
Figure 7c.
Figure 7d shows a typical cross-section of the fractured friction-riveted joint where cracks, due to the composite bearing, can be identified in the upper left side of the joint and the remained failed rivet. Due to the notch effect of the rivet threads and the high stress concentration in the first two rivet fillets, the shear strength of the joint was lower than the nominal shear strength of Ti-6Al-4V (550 MPa,
Table 2) leading to a final fracture through the rivet (
Figure 7d). The fracture micro-mechanisms, which lead to the final failure observed, involve a complex combination of ductile and brittle failure of the metal and will be not addressed in this work.
Similar results were reported by Blaga et al. [
21] for mechanical and failure behaviors of friction-riveted and bolted lap-shear joints of glass-fiber reinforced polyetherimide (PEI) joined with aluminum gussets and commercially pure titanium grade 2 rivets and bolts. After optimizing the lap shear strength of friction-riveted joints by design of experiments, the authors demonstrated that friction-riveted joints achieved strengths of up to 20% higher than bolted connections. Although the mechanical performance of current friction-riveted joints is statistically comparable to bolted joints, an improvement in ULSF may be achieved with further process optimization.
3.2. Temperature History
The temperature history is a key factor to understand the process-related microstructural transformations in the joining parts and consequently the plastic deformation regime in the rivet tip [
28]. According to Amancio-Filho and dos Santos [
29], several possible static and dynamic metallurgical phenomena, including hardening and annealing processes, can occur in the metallic rivet.
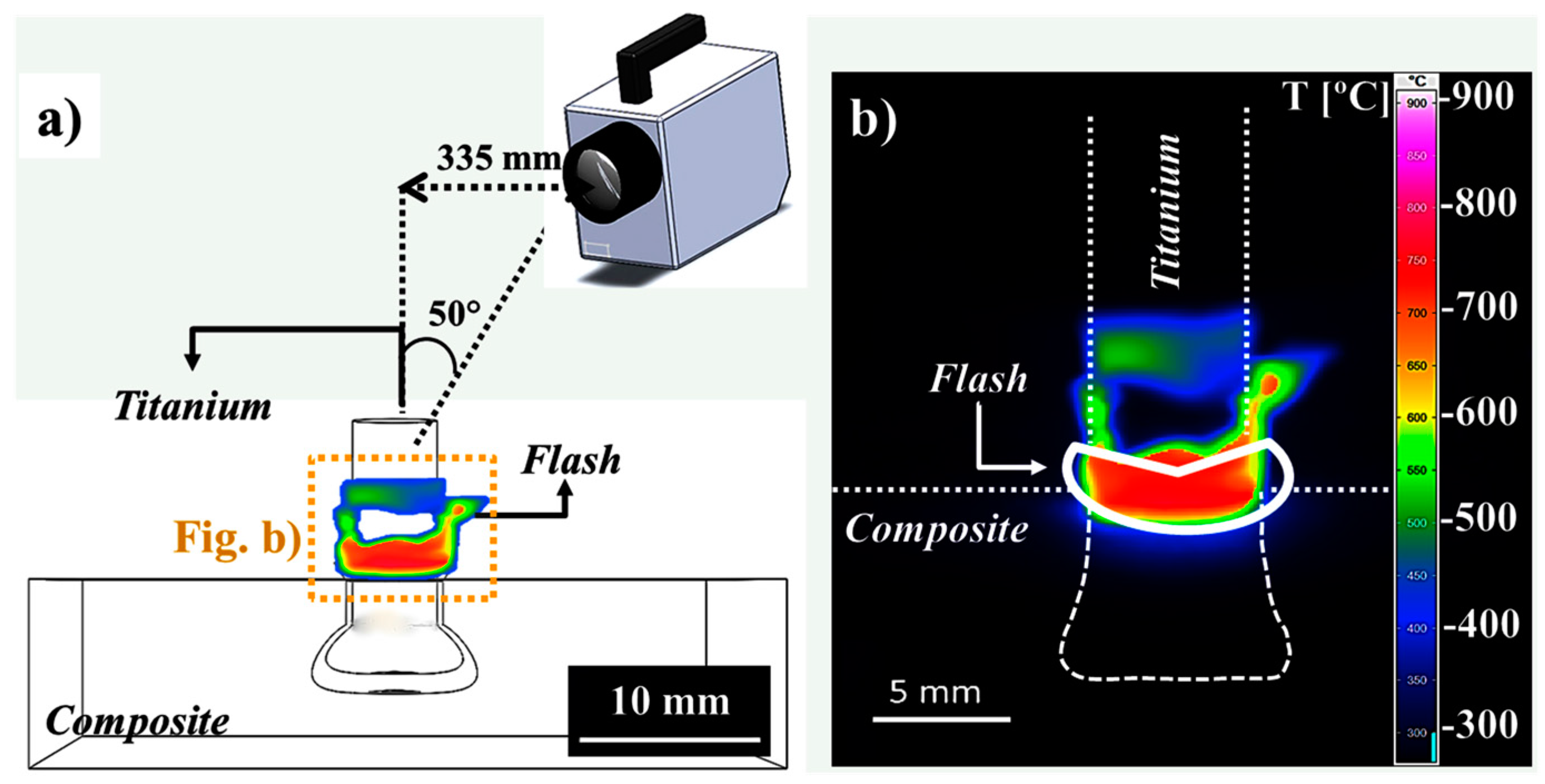
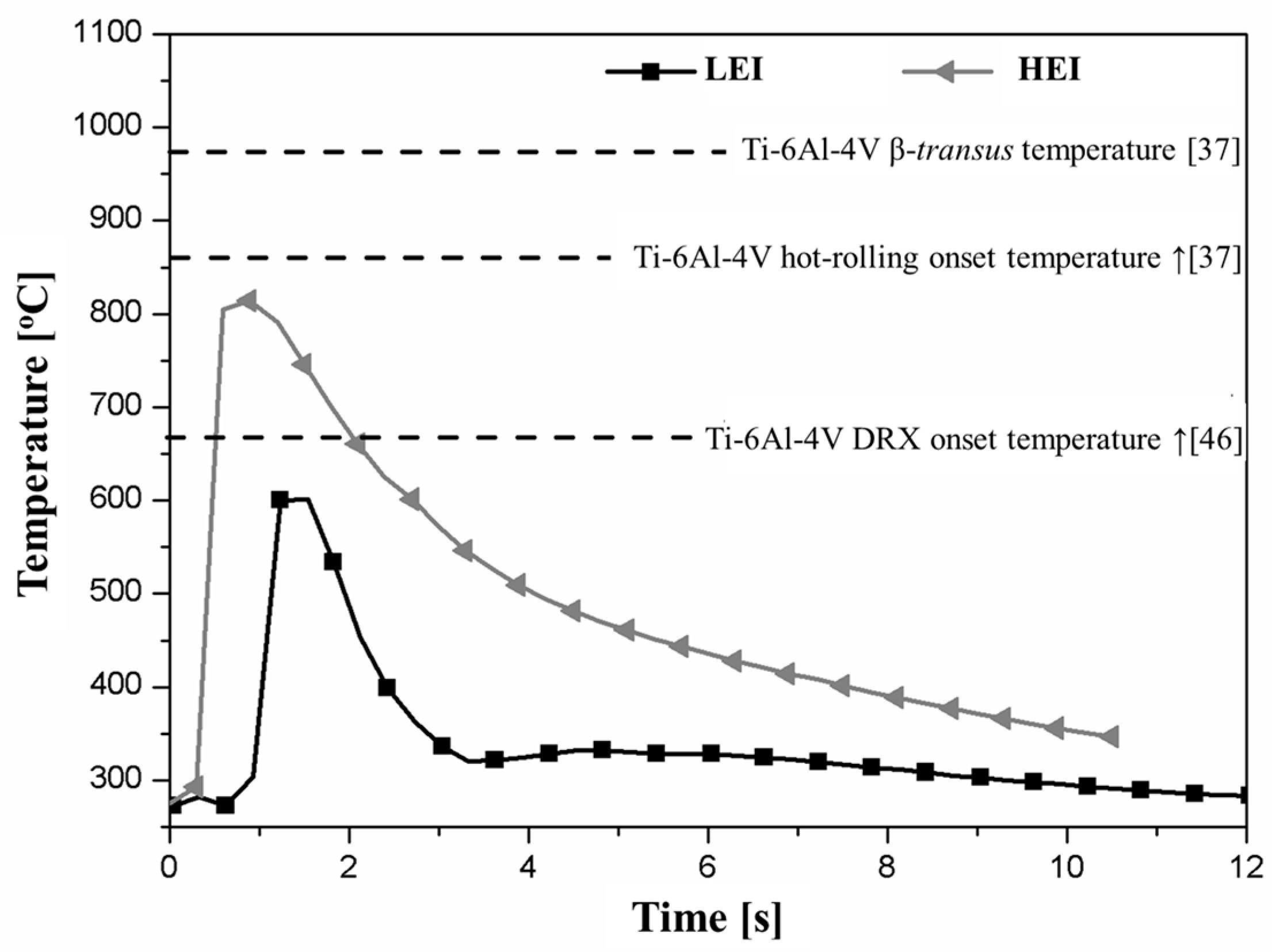
Figure 8 presents an example of the evolution of the FricRiveting process temperature on the expelled polymeric flash material for friction-riveted joints produced with low and high energy inputs. The thermal data indicate an increase of approximately 65% in the peak temperature (from 460 ± 130 °C to 758 ± 56 °C) when the energy input was increased by changing the friction time from 1.0 to 1.2 s. Although the maximum temperatures were achieved during the friction phase for LEI and HEI conditions, joints of HEI expelled polymeric flash material earlier in the process, achieving the peak temperature at around 0.9 s; for joints of LEI, a long time was required to form the flash—around 1.2 s—and consequently to be detected by the infrared thermo-camera. The inhomogeneous heat dissipation in the pultruded composite may explain this effect.
The average results of temperature measurements are summarized in
Table 4. The heat dissipation regime in the joint area is still not well understood in FricRiveting. Considering that forced cooling was not applied in the joining process, it is currently assumed that the heat dissipation probably relates mostly to the thermal properties of the joint materials and content or distribution of the fiber in this area along with the amount of heat generated during the frictional phase. It is known that Ti-6Al-4V and GF-P exhibit low thermal conductivity (
Table 2). Moreover, the inhomogeneity of the fiber content and distribution throughout the GF-P thickness—owing to the pultrusion manufacturing process of GF-P—probably causes an inhomogeneous heat distribution through the joint, increasing the complexity of the analysis. Joints produced under the LEI condition (see example of a replicate in the square-bullet point curve in
Figure 8) revealed a higher average cooling rate (178 ± 15 °C/s), whereas those produced under the HEI condition (see example of a replicate in the triangle bullet point curve in
Figure 8) resulted in a lower cooling rate (59 ± 15 °C/s). Because HEI joints underwent a higher process temperature, the heat generation was higher and the expelled flash was previously exposed to the hot metallic surface for a longer period, requiring a longer time to dissipate the heat; this relationship may explain the lower cooling rates. Although in this work the cooling rates of HEI joints were considered slower than the LEI joints, these values are extremely fast compared to other friction-based processes such as friction spot joining [
30] (cooling rates between 17 °C/s and 97 °C/s).
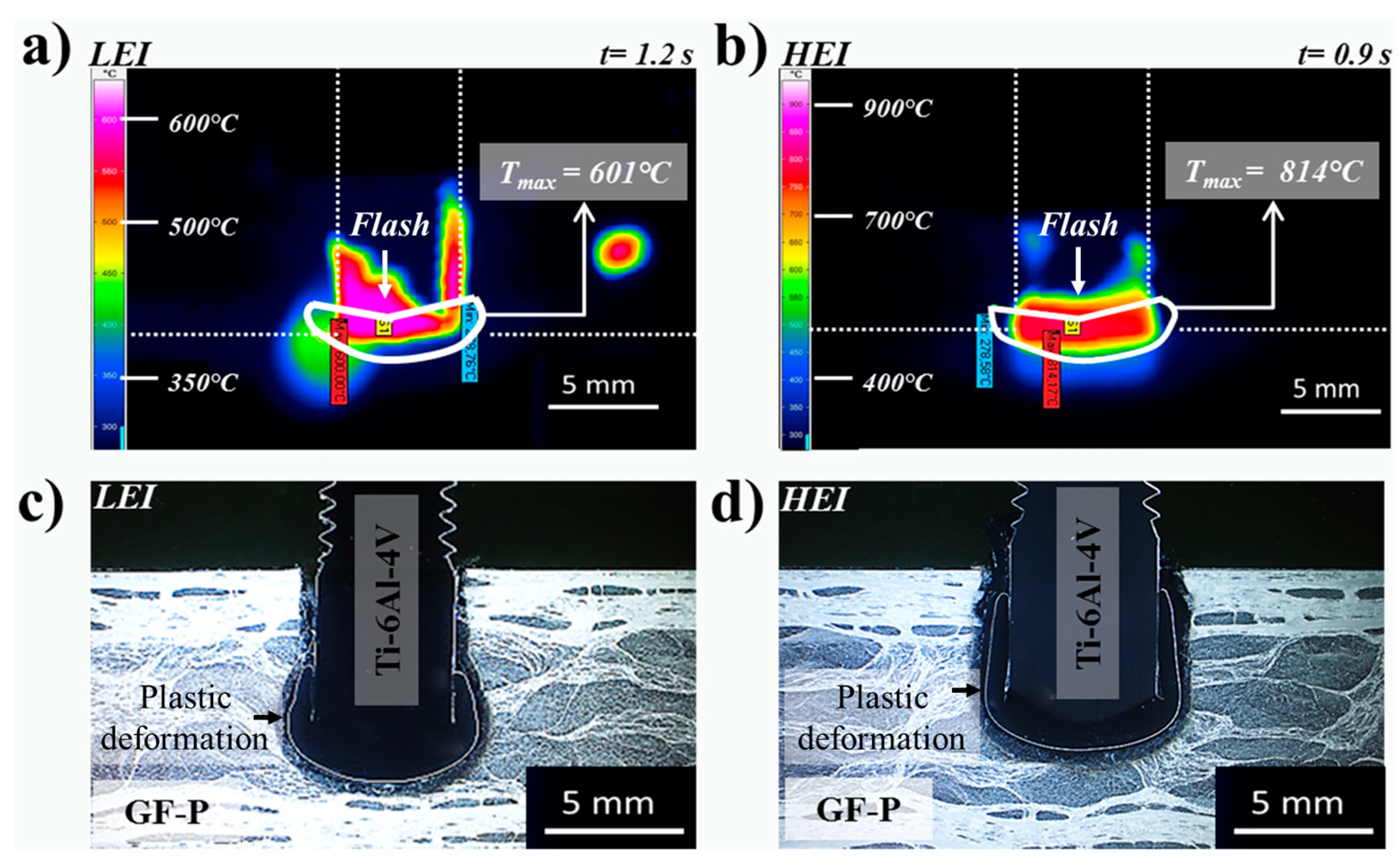
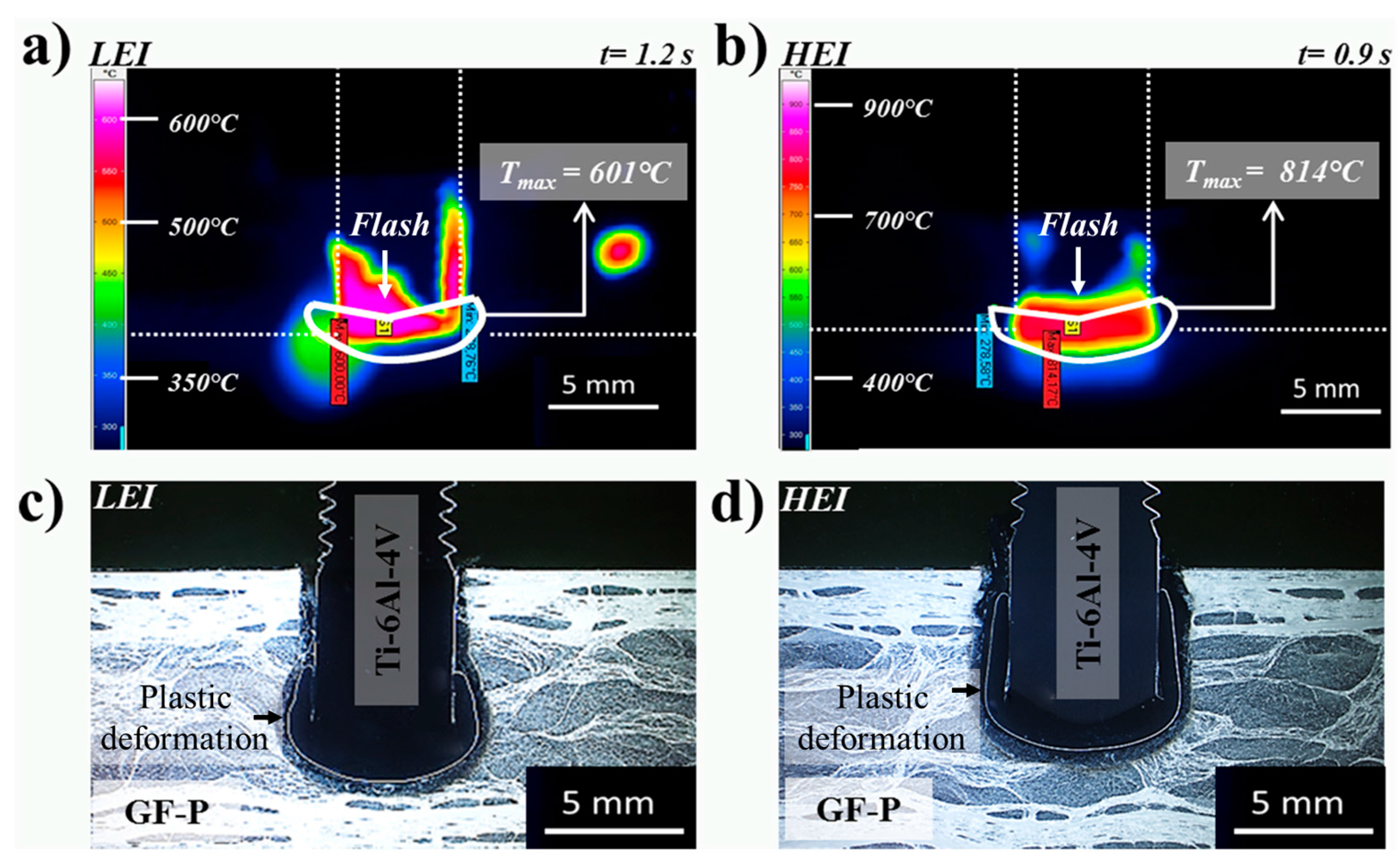
The average peak temperatures reached values of only up to 28%–45% of the Ti-6Al-4V alloy melting temperature (1665 °C) and were below its hot-rolling processing temperature (860–980 °C) [
24]. Consequently, melting and plastic deformation of the metallic riveted should be absent. Whereas the former is true, extended plastic deformation of the rivet tip was observed for the studied specimens (see example in
Figure 9c,d). This finding may indicate that the real temperature developed in the rivet tip underwent higher values than that measured by infrared thermometry.
Figure 9a,b graphically show the maximum temperatures—i.e., peak process temperature—achieved for a typical joint for each joining condition, whereas
Figure 9c,d emphasize the plastic deformation in the rivet tip as a function of process temperature. By increasing the energy input, higher process temperatures are achieved, leading to a higher volume of plasticized metal in the rivet tip (i.e., an increase in formability in the rivet tip).
The thermal data were also in the theoretical range of the dynamic recrystallization (DRX) of Ti-6Al-4V alloy (660–825 °C) and near the β-transus temperature (995 °C) [
31]. As reported by Kitamura et al. [
32] for FSW of Ti-6Al-4V—a friction-based joining process exhibiting similar severe deformation conditions as in FricRiveting—a non-equilibrium β-transus temperature was measured at values lower than 949 °C. Other authors reported temperature ranges even lower, in which the end of the β-to-α transformation was between 670 and 690 °C for cooling rates of 50–10 °C/min [
33,
34]. In FricRiveting, a similar decrease in the onset β-transus temperature may be expected. Considering the process-related large deformation and heat generation, the required energy to reach the necessary enthalpy to transform the α-Ti phase into the β-Ti phase is expected to be reduced, favoring a decrease of the onset β-transus temperature [
32]. Evidence from microstructural analysis (see
Section 3.3) helps to support this assumption.
Furthermore, high process temperatures, plastic deformation and cooling rates may induce changes in phase morphology—e.g., the formation of acicular and equiaxed [
24] grains—in the microstructure of Ti-6Al-4V rivets. Ahmed and Rack [
35] reported that continuous cooling transformation (CCT) diagrams in α + β titanium alloys can provide valuable data to increase understanding of the formation of different phase morphologies in Ti-6Al-4V rivets. The authors have shown that to attain a range of microstructures, the material has to experience different values of cooling rates [
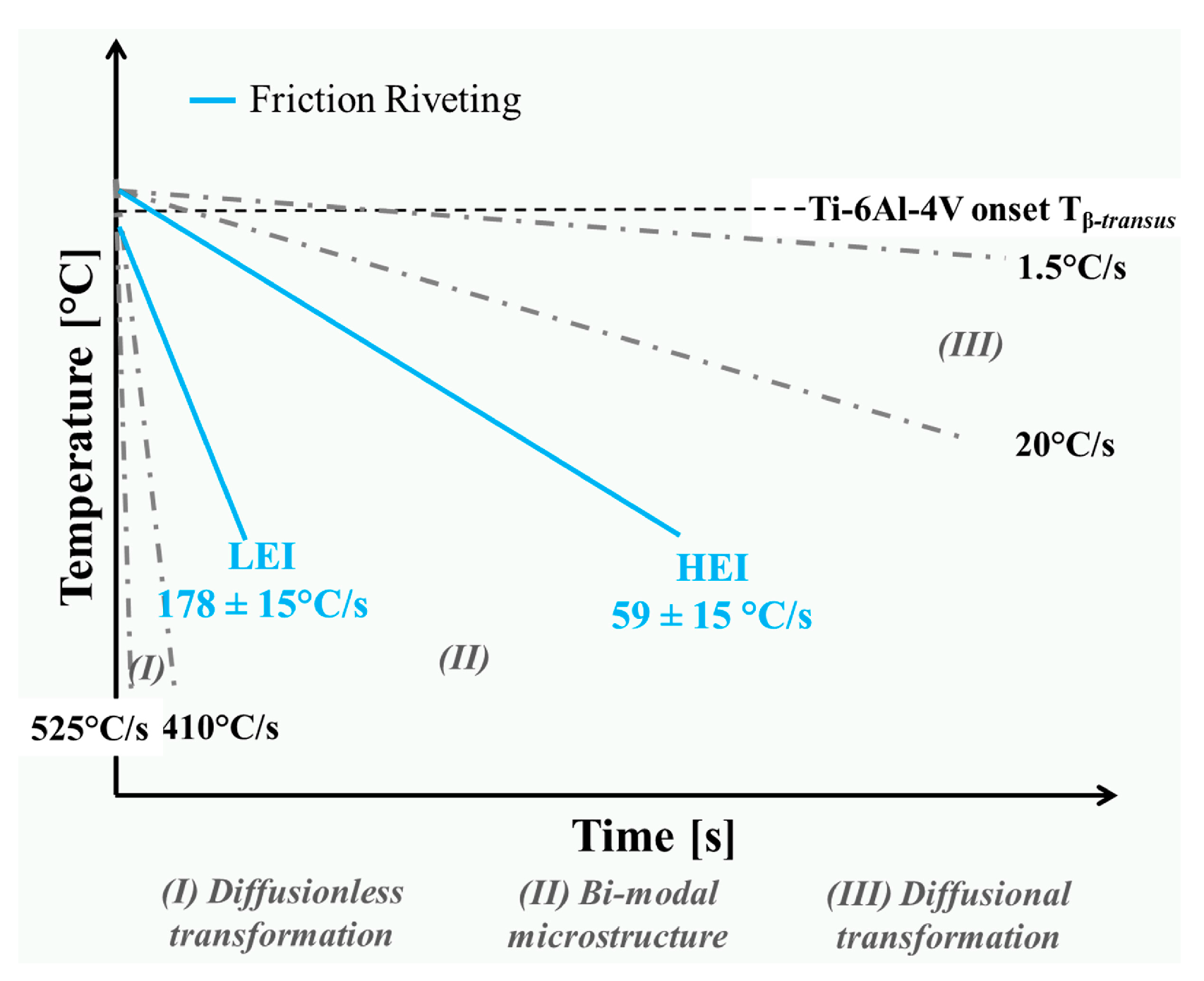
32]. Cooling rates calculated for friction-riveted joints ranging between 59 ± 15 °C/s and 178 ± 15 °C/s (
Table 4) are schematically compared to the previously documented CCT diagram in
Figure 10.
As can be observed in the CCT diagram (
Figure 10), three types of microstructure—fully martensitic or diffusionless structure, diffusional structure and a combination of these two (bi-modal)—can be formed [
35]. The calculated cooling rates for the selected friction-riveted joints lie in a bi-modal microstructure field, which may indicate the presence of equiaxed grains combined with acicular structures. The acicular structures can be formed as a result of either diffusionless (metastable α′ martensite) or diffusional (Widmanstätten) transformations [
36]. These phase morphologies give rise to different mechanical properties; equiaxed morphology leads to higher ductility, whereas lamellar structure leads to higher tensile strength [
2,
3]. The changes in local mechanical properties in the metallic rivet will be discussed in
Section 3.4.
Based on the temperature assessment, a considerable number of phenomena can occur in the metallic component in the joint area of Ti-6Al-4V/GF-P friction-riveted joints. These may include dynamic recrystallization and phase transformations. The predominance of one morphology over the other can influence the plastic deformation regime of the rivet tip and therefore affect the local and global mechanical performance of the joints. Thus, the metallurgical transformations in FricRiveting must be deeply investigated. The following sections address the outcomes of the process-related microstructural changes on the local mechanical properties of the joints and discuss the primary phenomena observed in the titanium joining part.
3.3. Ti-6Al-4V Rivets: Microstructural Evolution in the Joining Area
Considering that both HEI and LEI specimens presented similar process-related microstructural changes in the rivet, a specimen with high mechanical performance from joining condition HEI (
Section 3.1) was chosen for detailed microstructural characterization. Because of the high process temperature (758 ± 56 °C) and fast cooling rate (59 ± 15 °C/s), pronounced process-related microstructural changes are expected to occur during the joining process.
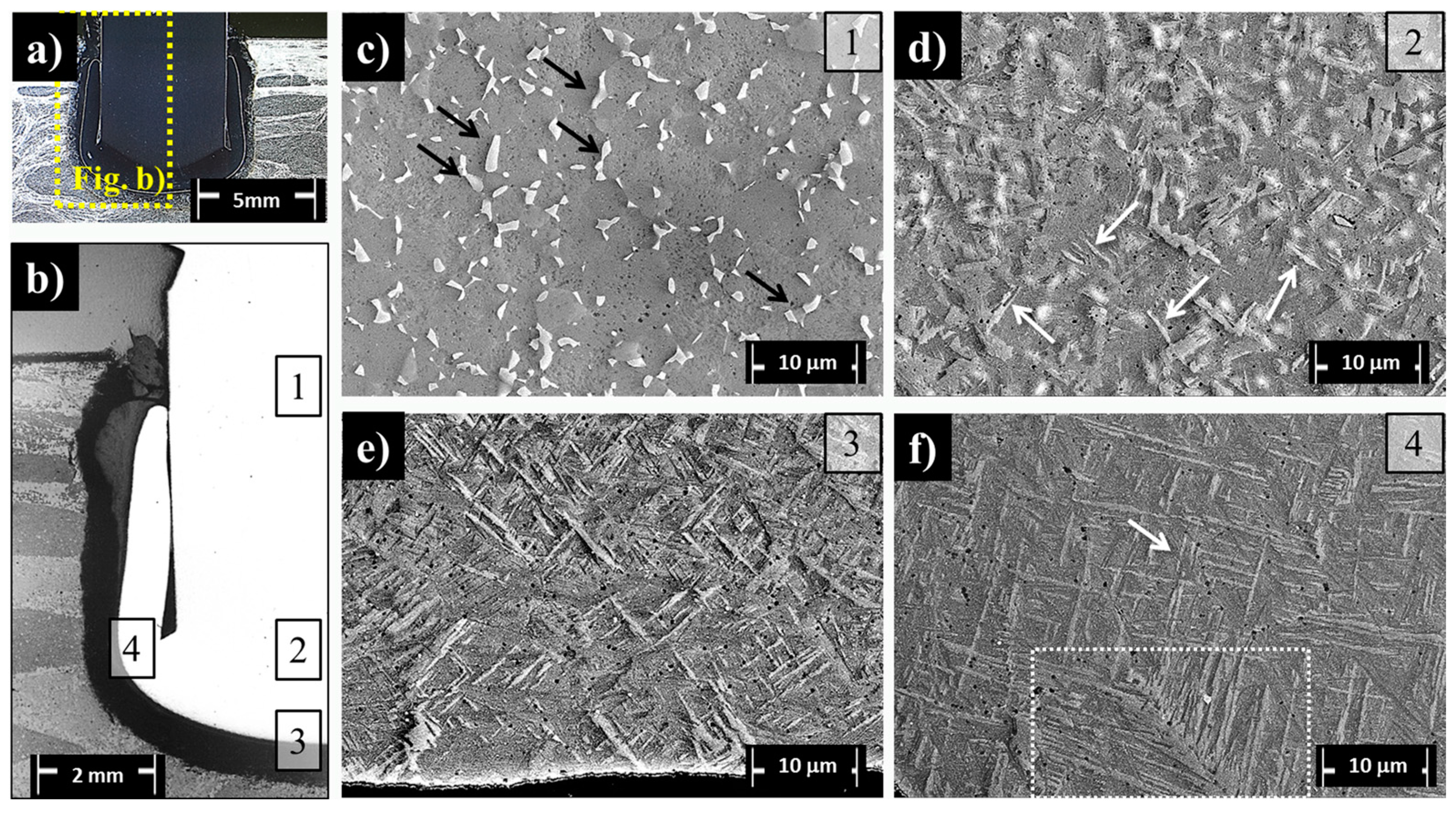
The typical microstructures of relevant regions (Regions 1–4) (
Figure 11a,b) over the cross-section of the Ti-6Al-4V/GF-P joint are detailed by SEM analysis in
Figure 11c,f. The results of average grain size measurements are compiled in
Table 5. Region 1, located far from the plastically deformed metallic rivet tip (the anchoring zone,
Figure 11c), is fully composed of equiaxed primary alpha phase (α-Ti phase) with an average grain size of 5.4 ± 1.8 µm. An elongated beta phase (β-Ti phase, indicated by black arrows in
Figure 11c) is precipitated in the α-Ti grain boundaries; they have a phase width of 0.9 ± 0.2 µm and an aspect ratio of 0.4 ± 0.1 (
Table 5). This phase morphology is similar to that observed in the as-received metallic rivet (
Figure 3). However, the larger average grain size in Region 1 (w
R1-α-grain = 5.4 ± 1.8 µm and w
R1-β-grain = 0.9 ± 0.2 µm,
Table 5) compared to the base material (w
BM-α-grain = 4.5 ± 0.9 µm and w
BM-β-grain = 0.6 ± 0.2 µm,
Table 5) suggests that this region was thermally affected. Grain growth is a temperature- and time-dependent diffusional process occurring through solute portioning between the α-Ti and β-Ti phases [
37]. Therefore, additional energy added through a higher process temperature and additional exposure time is the driving force for the observed grain growth.
Furthermore, no evidence of plastic deformation was detected in Region 1. A macro-geometrical indication of plastic deformation onset in the rivet would be associated with the barreling phenomenon (i.e., increase of rivet diameter [
17]). Another indication of a possible micro-scale occurrence of plastic deformation in Region 1 would be the formation of twinning, as shown by Altmeyer et al. [
17] for α-commercially pure Ti gr. 3/CF-PEEK friction-riveted joints. However, twins were not detected for the current joints. In general, the formation of some types of twinning in hcp structures (α-Ti phase) is a way to accommodate plastic deformation [
38]. For the Ti-6Al-4V alloy, the presence of the cubic crystalline (β-Ti phase) structure may relieve deformations through the larger amount of available slip systems of the bcc structure. Therefore, only thermal phenomena, such as grain coarsening, were observed in Region 1 (
Figure 11c).
Region 2 (
Figure 11d) is a transition volume in which the rivet experienced less severe thermal processing—probably below the β-transus temperature—cooling and shear rates in comparison to the deformed rivet tip (Regions 3 and 4). The microstructure in this region comprises a mixture of imminent acicular structures (protruding structures indicated by white arrows in
Figure 11d) and prior β-grains. In Regions 3 (
Figure 11e) and 4 (
Figure 11f), the grain morphology was fully transformed into a new microstructure composed of acicular grains. Grain refinement was observed between Region 3 (α-Ti acicular grain size average = 0.5 ± 0.1 µm) and Region 4 (α-Ti acicular grain size average = 0.3 ± 0.06 µm) in comparison to Regions 1 and 2, whereby acicular structures presented narrow α-Ti grains (w/l
Region 3 = 0.09 ± 0.02 and w/l
Region 4 = 0.04 ± 0.01,
Table 5). These regions are located in the plastically deformed rivet anchoring zone (also characterized by the onset of a barreling effect leading to changes in the original rivet diameter), which experienced the highest strain rates and temperatures during joining. Moreover, the gradient of microstructural changes from Regions 2 to 4 suggests that the cooling rates were inhomogeneous. Similar results were reported by Kitamura et al. [
32] in Ti-6Al-4V alloy friction stir welds subjected to similar thermo-mechanical treatment. The measured decrease in aspect ratio from the transition volume (Region 2) to the highly-deformed Regions 3 and 4 are in accordance with their observations; they exhibited a reduction in acicular grain size at high cooling rates as a result of slower growth kinetics. Furthermore, the local temperature in Regions 3 and 4 probably exceeded the non-equilibrium β-transus temperature, as remnant α-Ti primary grains were absent [
39].
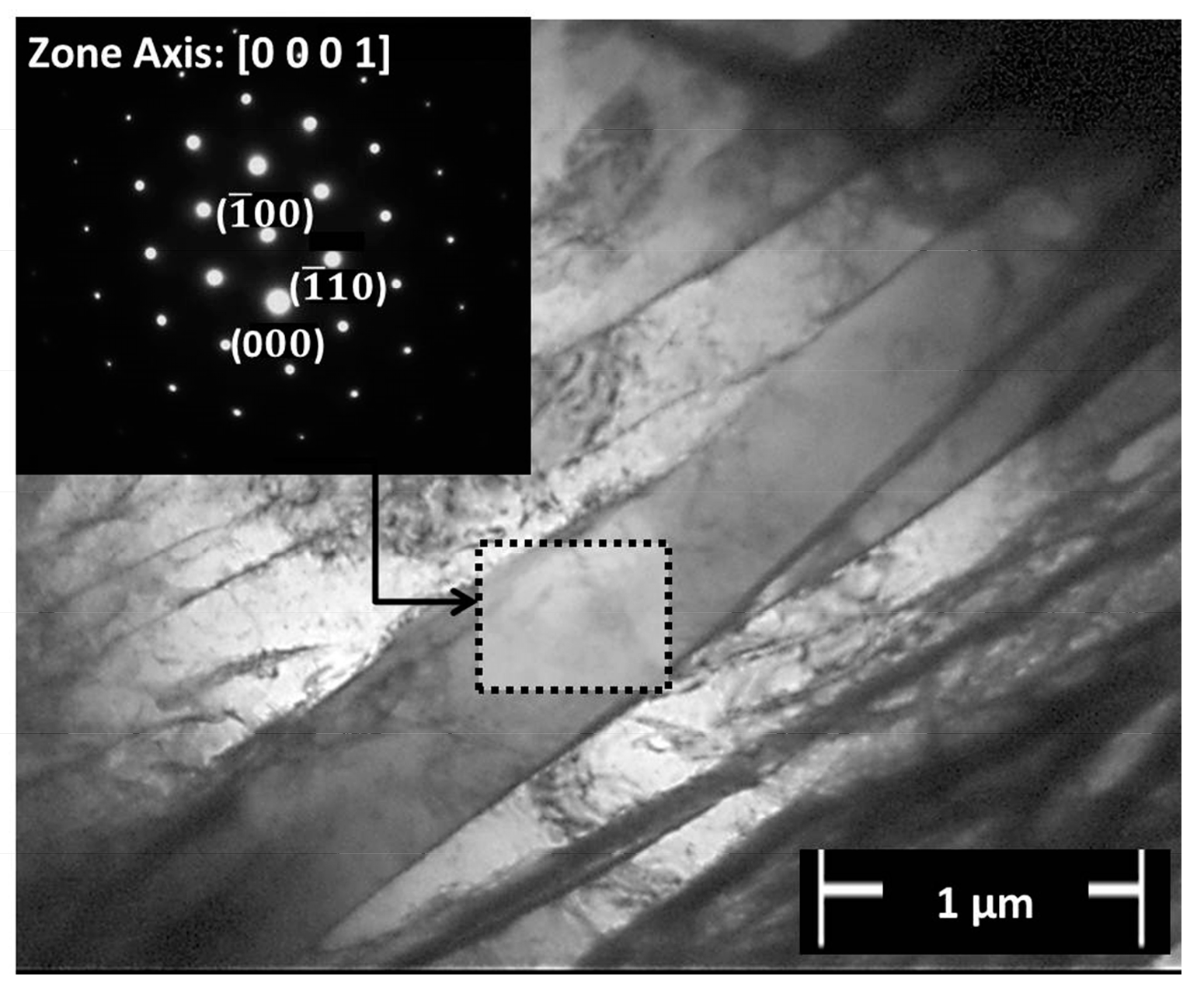
Two types of acicular structures were apparently formed in Regions 3 and 4. A pattern of a string-shaped phase with bundles of acicular lamellae growing from this boundary was identified in Region 4 (indicated by a dash-lined rectangle in
Figure 11f). According to Baufeld et al. [
40], this finding suggests the formation of a typical Widmanstätten structure by a diffusional process. Moreover, an arrow in
Figure 11f (in Region 4) indicates acicular phases oriented into geometric patterns; this finding suggests a typical martensitic (α′-Ti) structure formed by a diffusionless transformation [
36,
41]. TEM analysis was performed to explore these microstructural features. A TEM bright field (BF) image of the lamellae from a Widmanstätten structure identified in Region 4 is shown in
Figure 12. The indexed selected area electron diffraction (SAED) pattern displayed hexagonal symmetry attributed to the transformed α-Ti phase oriented in the [0001]α-Ti zone axis.
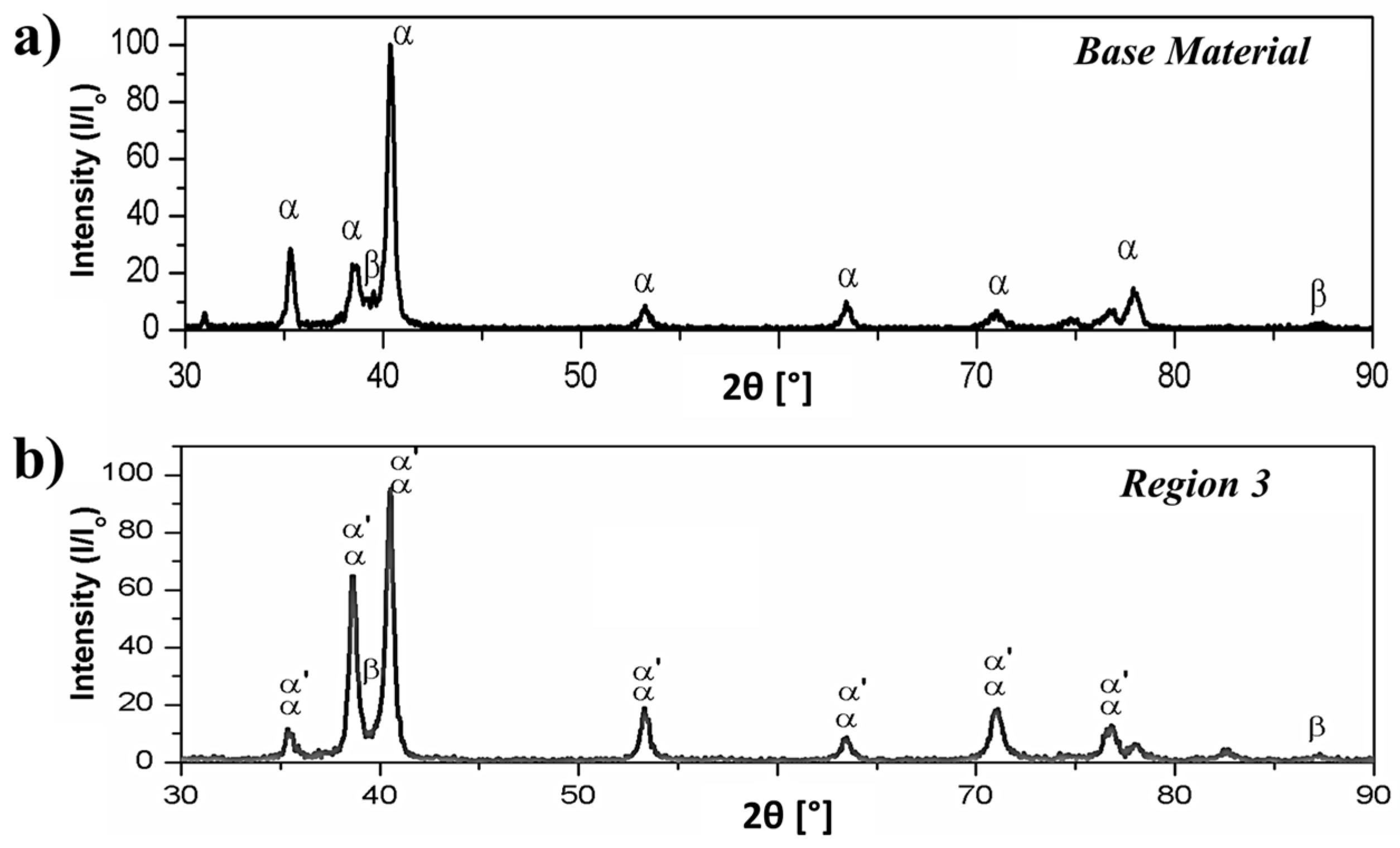
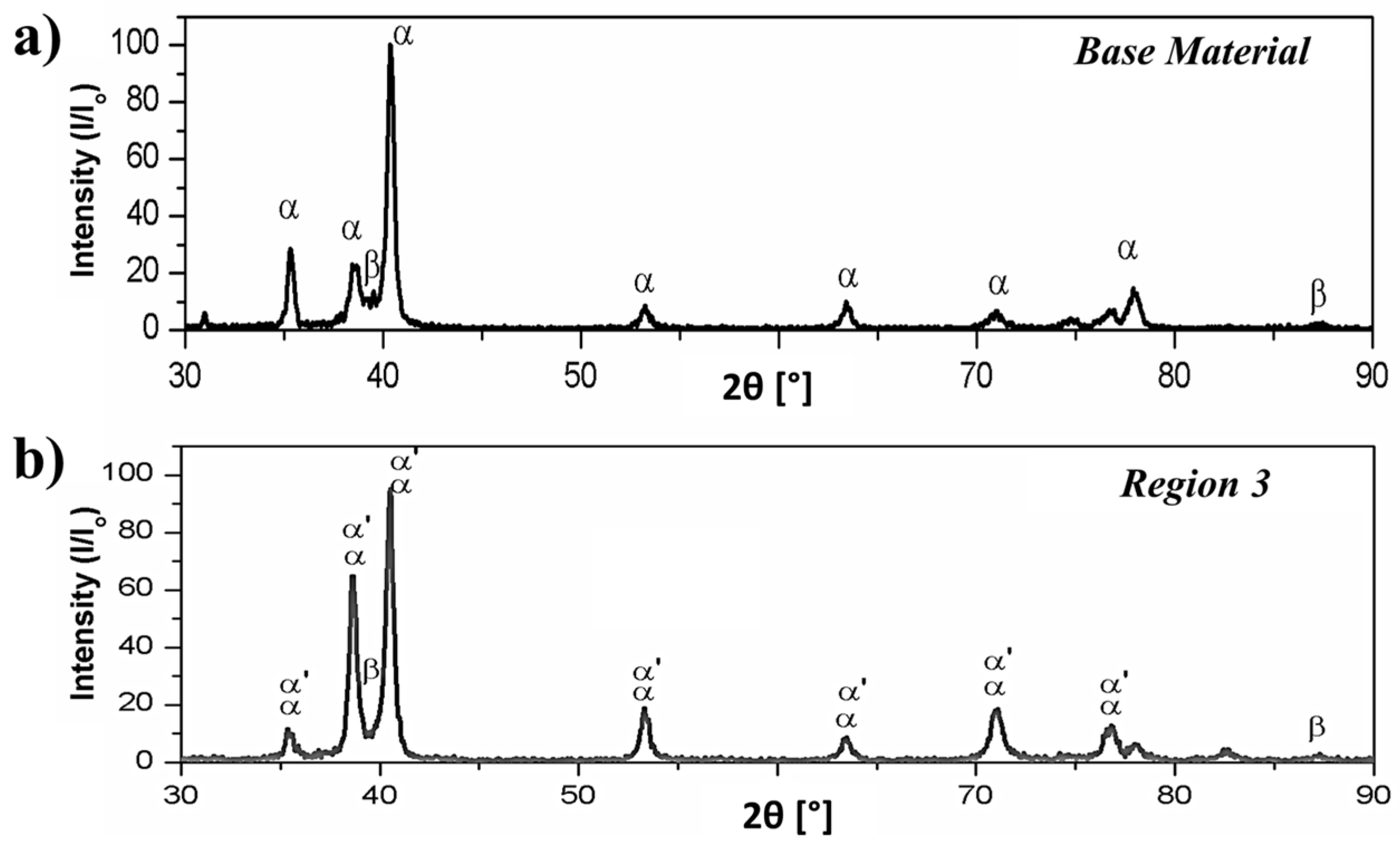
A comparison between the XRD patterns of the base material and the thermo-mechanically affected sample from Region 3 is in good accordance with the later statement on the martensitic formation. The Bragg’s peaks of the as-received material (
Figure 13a) exhibited a simple XRD pattern of hcp α-Ti phase and bcc β-Ti phase. In the XRD pattern of the friction-riveted sample (
Figure 13b), the presence of low intensity peaks of the β-Ti phase (at approximately 2θ = 40°) indicated that some of this phase could be converted into the hexagonal martensitic α′-Ti phase. The absence of additional small peaks around the pronounced central peaks of martensite indicates the absence of the orthorhombic martensitic (α″-Ti) phase in Region 3 [
42]. This behavior has been also reported by Esmaily et al. [
4] for Ti-6Al-4V alloy friction stir and GTAW welds. Therefore, depending on the very local heat input and cooling conditions, either Widmanstätten plate-like or martensitic morphologies were formed, creating a complex microstructure in the anchoring region of the metallic rivet.
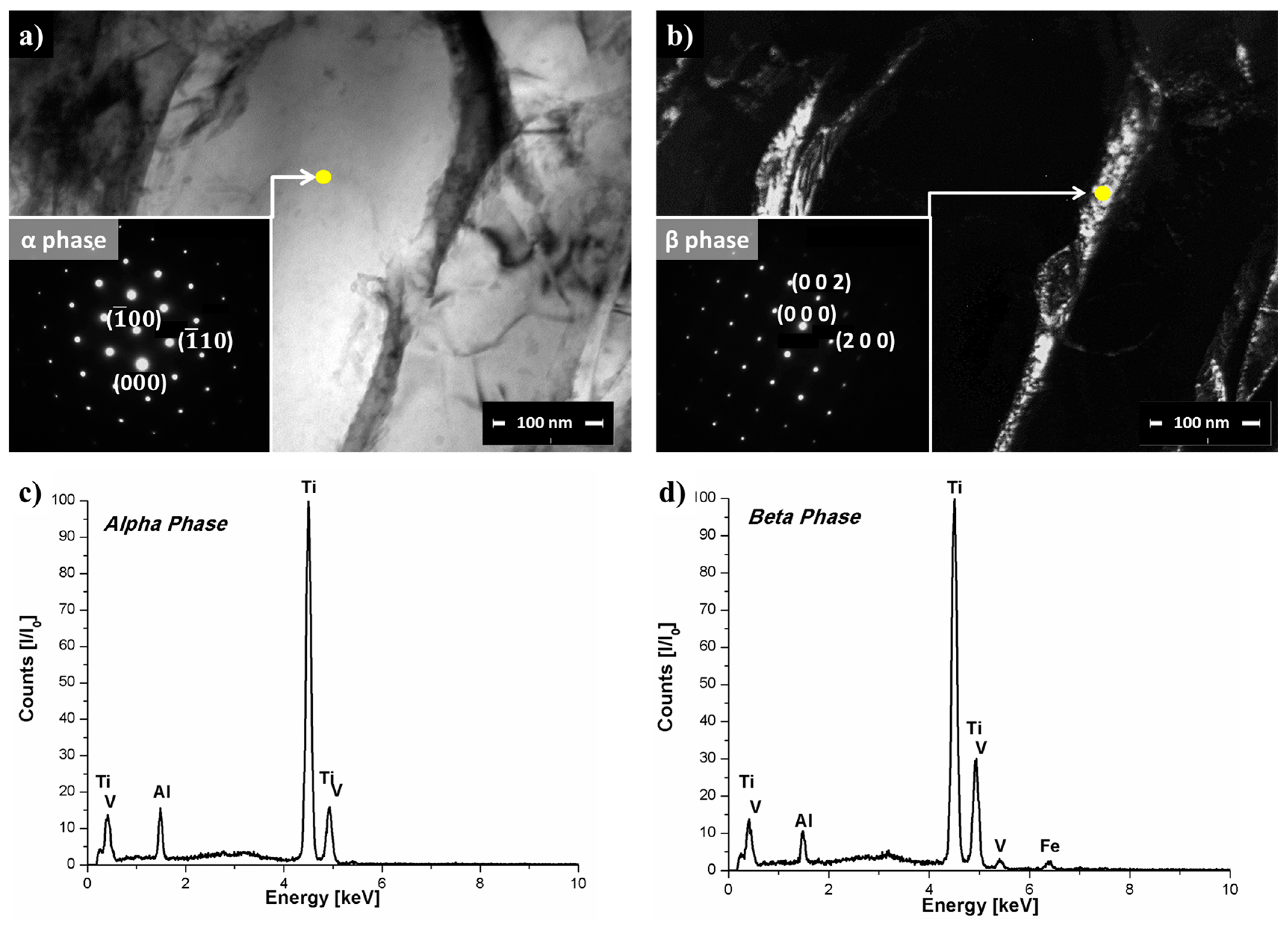
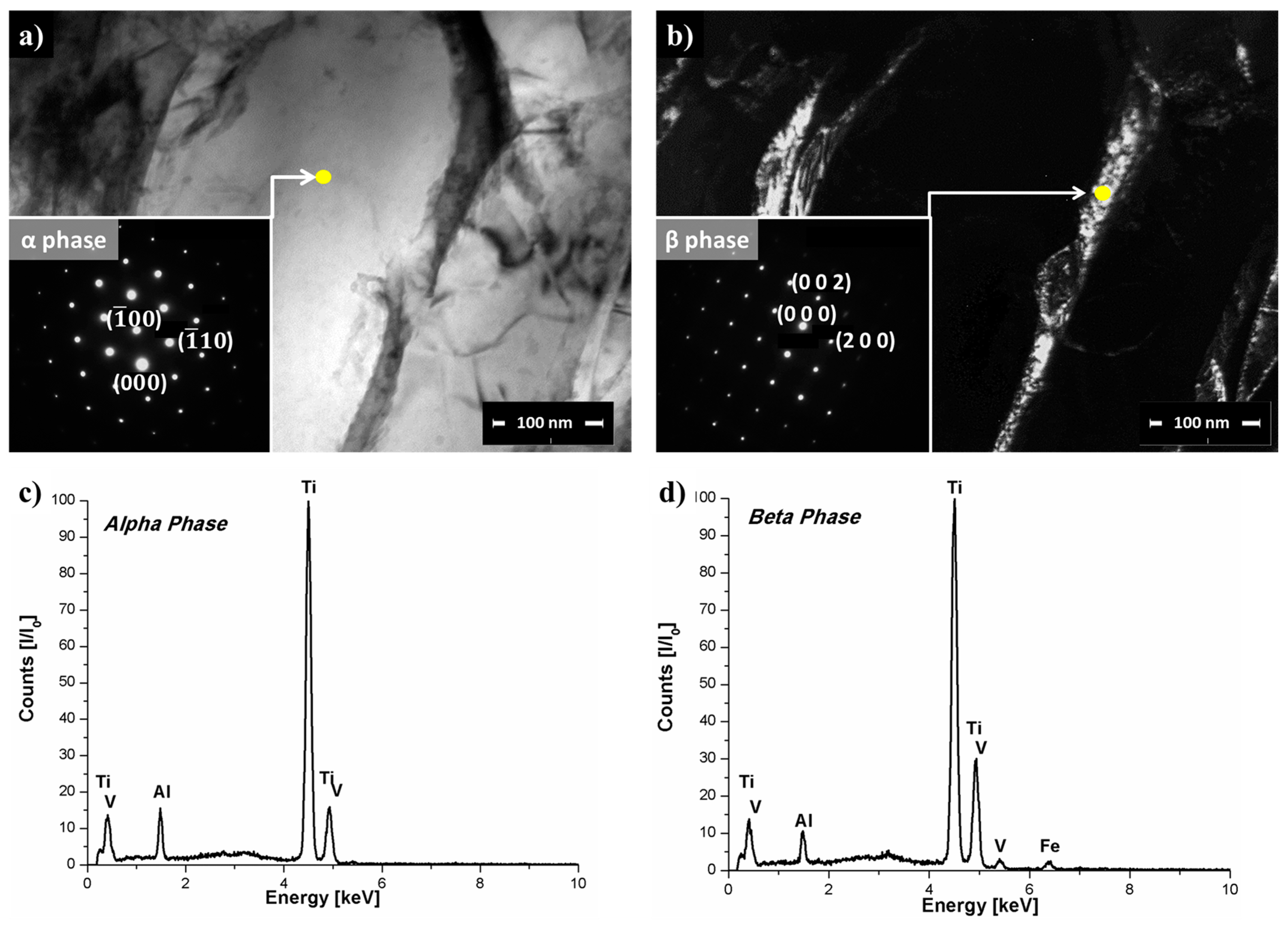
TEM-EDS was performed to study the β → α phase transformation regime by estimating the differences in chemical composition between the α- and β-phases of the Ti-6Al-4V base material and in the transition area Region 2 (
Figure 11d). Differences in local heating and cooling rates through the rivet length induced inhomogeneous portioning of the alloying element between the phases, resulting in a combination of diffusional and diffusionless processes as discussed in
Section 3.3.
Figure 14a,b present TEM BF and DF images of Region 2 with respective selected area diffraction pattern (SADP) in the zone axis [0001]α-Ti and in the zone axis [001]β-Ti. Yellow dots in
Figure 14a,b indicate the regions where the chemical compositions of α-Ti (
Figure 14c) and β-Ti (
Figure 14d) phases were analyzed.
No significant changes were observed in the aluminum content of the α-Ti and β-Ti phases in Region 2 of the deformed rivet tip (peak at approximately 1.5 keV in
Figure 14b,c) comparing to the base material (peak at approximately 1.5 keV in
Figure 3b,c). However, the difference in vanadium content between the α-Ti and β-Ti phases (peak at approximately 5 keV in
Figure 14c,d) changed significantly in Region 2 in comparison to the base material. In the base material, the vanadium content in the β-Ti phase was approximately 2.7 times higher (approximate normalized peak intensity = 40) than in the α-Ti phase (approximate peak intensity = 15). In Region 2, the vanadium content in the β-Ti (approximate normalized peak intensity = 30) was only approximately 1.9 times higher than in the α-Ti (approximate normalized peak intensity = 16). This suggests that the vanadium content is more homogeneously distributed between the α-Ti and β-Ti phases in Region 2 in comparison to the base material.
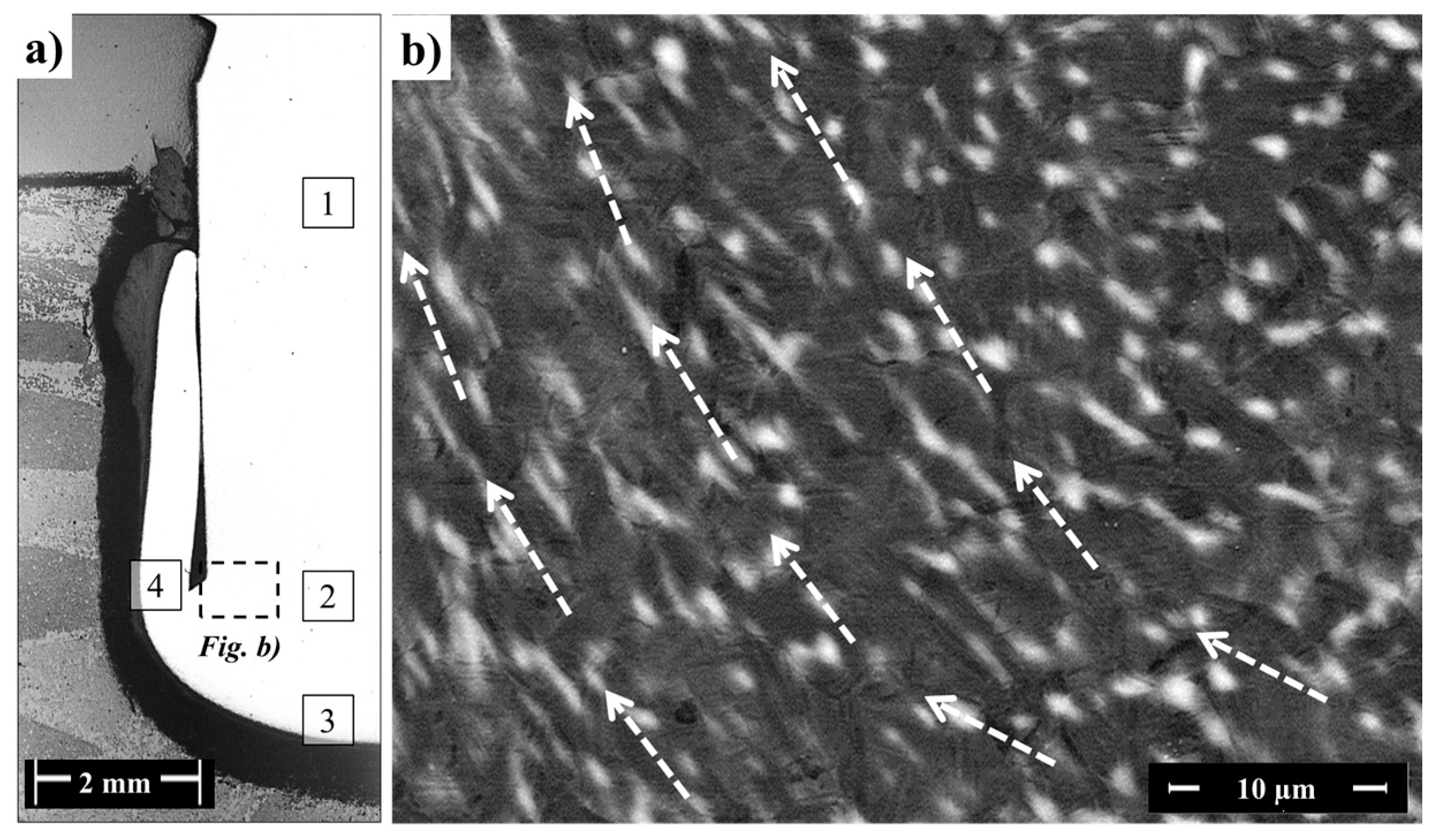
These observations indicated that in this transition area (Region 2), the β → α phase transformation was partially governed by a diffusional process during the cooling of the joint under pressure. Vanadium atoms probably diffused from the β-Ti to the α-Ti phase during the heating phase in FricRiveting because of the high process temperatures (758 ± 56 °C) experienced by the Ti-6Al-4V rivet. During cooling, vanadium diffuses back to the β-Ti phase to stabilize this phase at low temperatures [
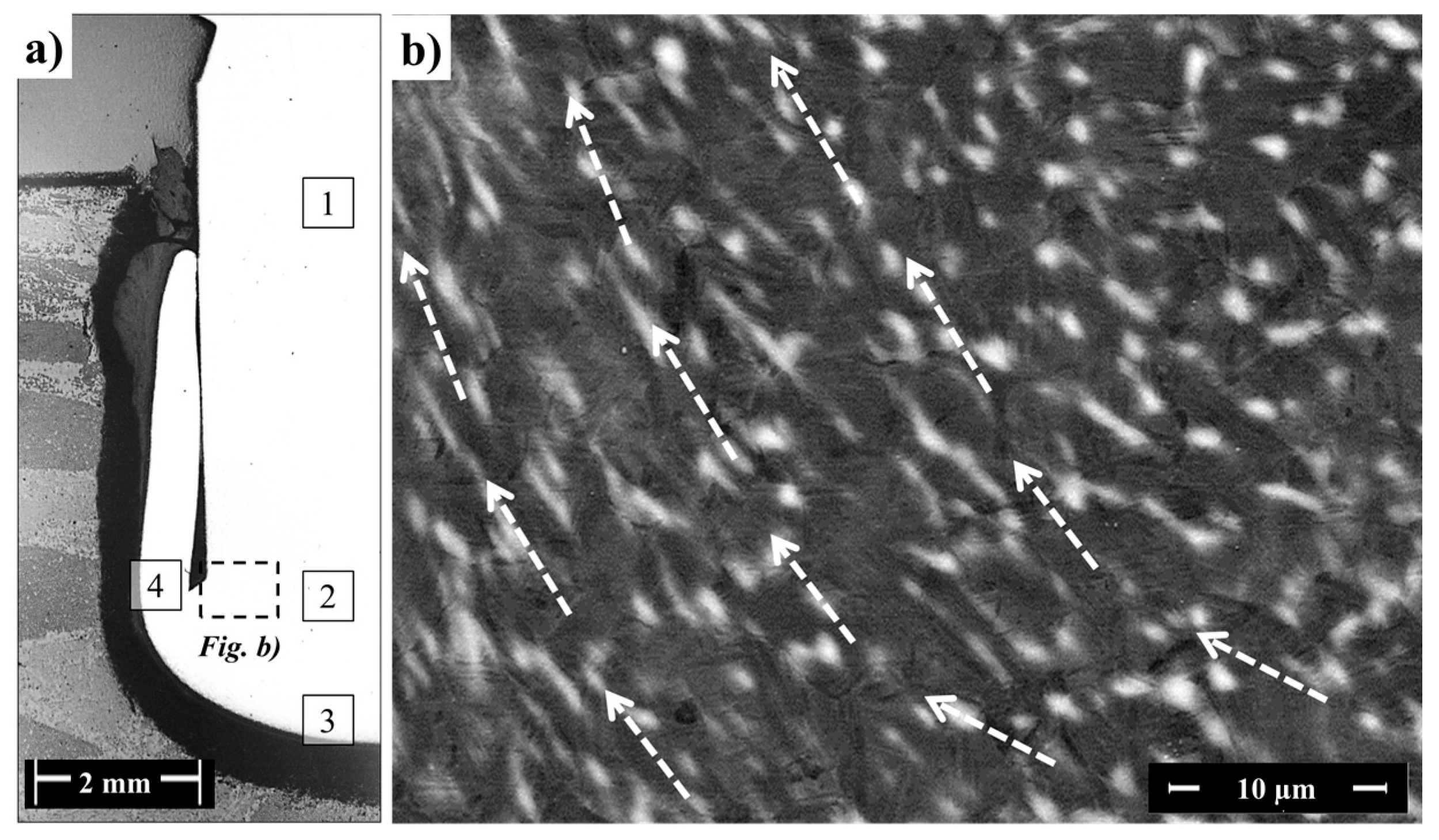
43]. Nevertheless, because friction riveting involves non-equilibrium thermodynamics, the diffusional process could be considered incomplete, leading to the formation of residual regions saturated with vanadium as presented in
Figure 15b by the white speckle pattern. These vanadium-saturated regions are known as β-flecks [
27]. β-flecks are usually formed at temperatures above the β-transus temperature, and they appear more commonly for titanium alloys with a greater β-stabilizer amount such as near-β alloys [
27].
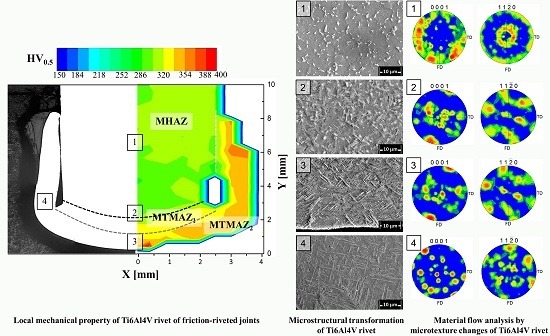
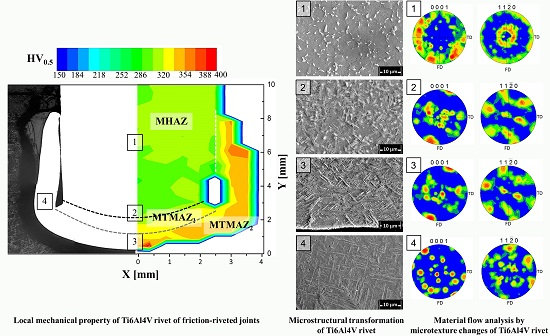
3.4. Local Mechanical Properties
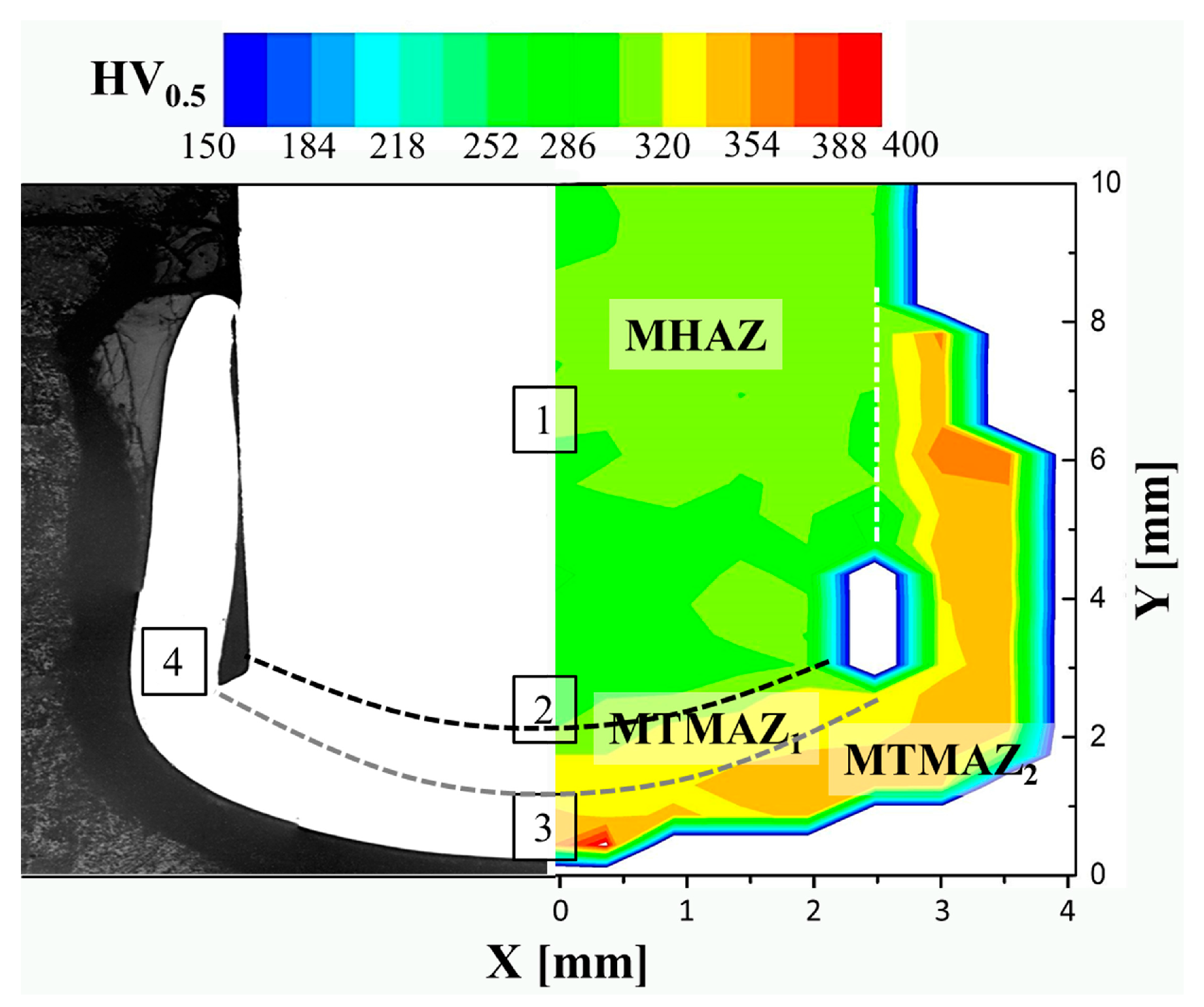
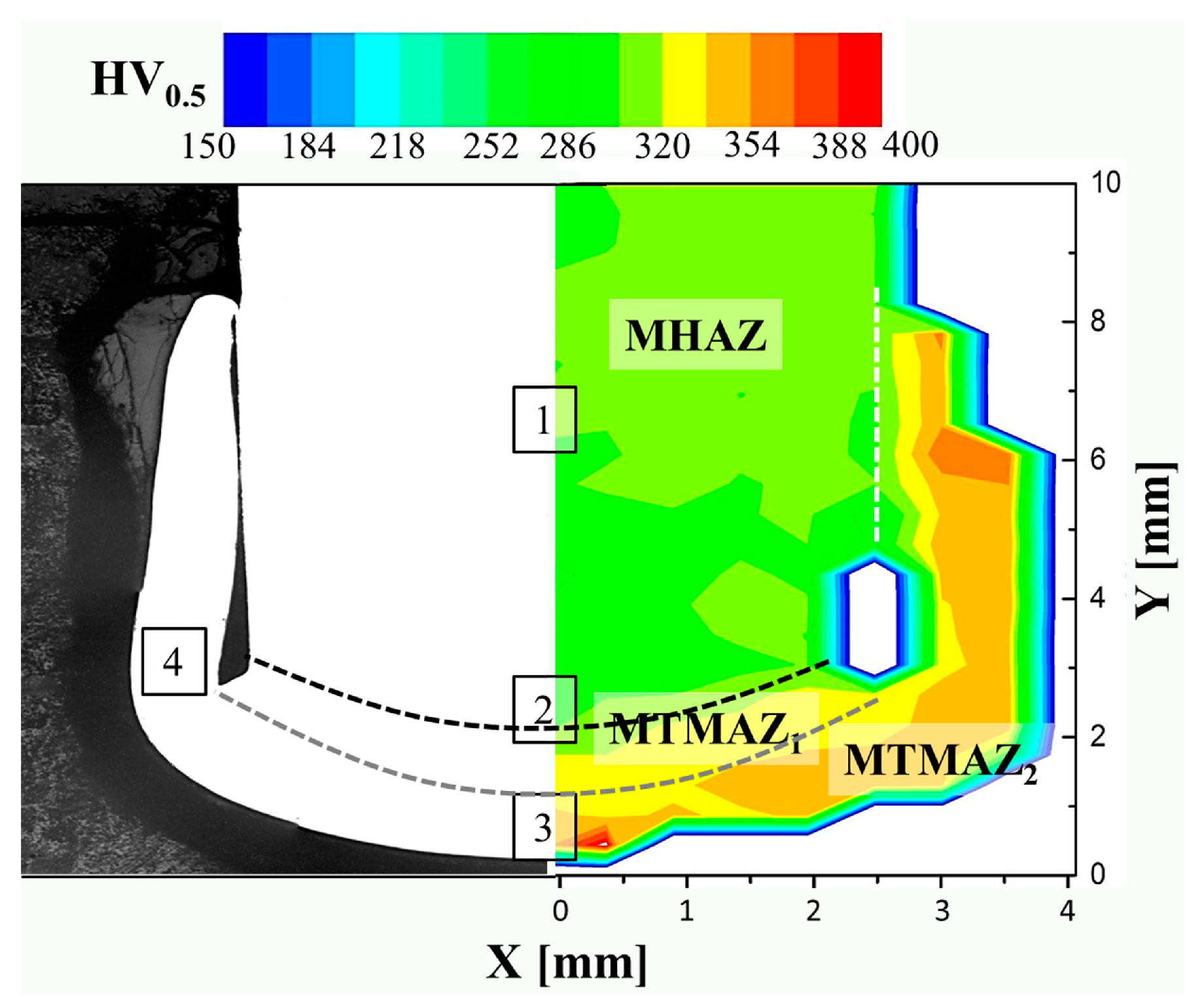
The determination of local mechanical properties using a Vickers microhardness map provides complementary support to the previous assumptions on the process-related microstructural changes.
Figure 16 exemplifies a microhardness distribution map performed on one half of the metallic rivet cross-section (symmetry assumption) of a HEI joint.
A decrease of 5% to 16% in microhardness (269–286 HV) in comparison to the base material (300–320 HV) was observed in Region 1. This slight decrease in microhardness can be associated with static annealing phenomena such as recovery, discontinuous and continuous subgrain growth, owing to higher process temperatures (but below the β-transus temperature) experienced by the rivet in this volume. This assumption is further supported by the observed increase of 50% in the average grain size of β-Ti grains in Region 1 in comparison to the base material (
Table 5). The bcc structure of the β-phase in the equiaxed microstructure of Ti-6Al-4V provides ductility [
24]; therefore, the larger β-Ti grains enhance local ductility and decrease microhardness. As no further morphological changes or plastic deformation took place in this region in comparison to the base material (compare with
Figure 3a), metallurgical transformations were triggered only by temperature. Therefore, Region 1 can be classified as a heat affected zone (MHAZ), once only static phenomena occur [
29].
The highest increase in microhardness was observed at the deformed rivet tip (rivet anchoring zone), where high temperature and plastic deformation induced changes in phase morphology (Regions 2–4,
Figure 11d,f). It is possible to subdivide the rivet tip area into two microhardness zones adjacent to the MHAZ. In Zone 1, an increase in microhardness of 5% to 12% (320–337 HV) was observed in comparison to the base material (300–320 HV). This finding can be related to the partial change from equiaxed to acicular grains observed from the imminent needles in Region 2 to Regions 3 (
Figure 11d,e) and 4 (
Figure 11f), where the microstructure is fully composed of Widmanstätten and α′-martensite structures. Similar behavior was observed by Esmaily et al. [
4], who reported a hardness increase in regions affected by high temperatures and plastic deformation in friction stir welded Ti-6Al-4V alloy. Therefore, Zone 1 can be denoted as thermo-mechanically affected zone 1 (MTMAZ1).
Zone 2 is adjacent to MTMAZ1 (encompassing Region 3 and 4) with average hardness increases from 5% to 16% (337–371 HV) compared to MTMAZ1 and 5% to 24% compared to the base material. The formation of a fully acicular microstructure with more refined structures in Region 4 can explain this increase. For instance, the α′-martensitic phase in Ti-6Al-4V was shown to be formed after quenching, with increases in hardness similar to values measured in Zone 2 [
44]. Moreover, Esmaily et al. [
4], reported that when the process temperature is above the β-transus temperature and the cooling rate is high in FSW, the hardness increases because the acicular average grain size decreases. As this rivet volume was exposed to high plastic deformation rates and cooling rates (
Table 4), and the typical α′-martensitic microstructure was observed (
Figure 11f), Zone 2 can be denoted as metal thermo-mechanically affected zone 2 (MTMAZ2).
3.5. Plastic Deformation in the Rivet Tip
Once the plastic deformation of the rivet tip induces material flow in the joining area, this flow can be further accessed through changes in microtexture by EBSD mapping and the orientation of structures such as β-flecks (described in
Section 3.3) formed in the final microstructure.
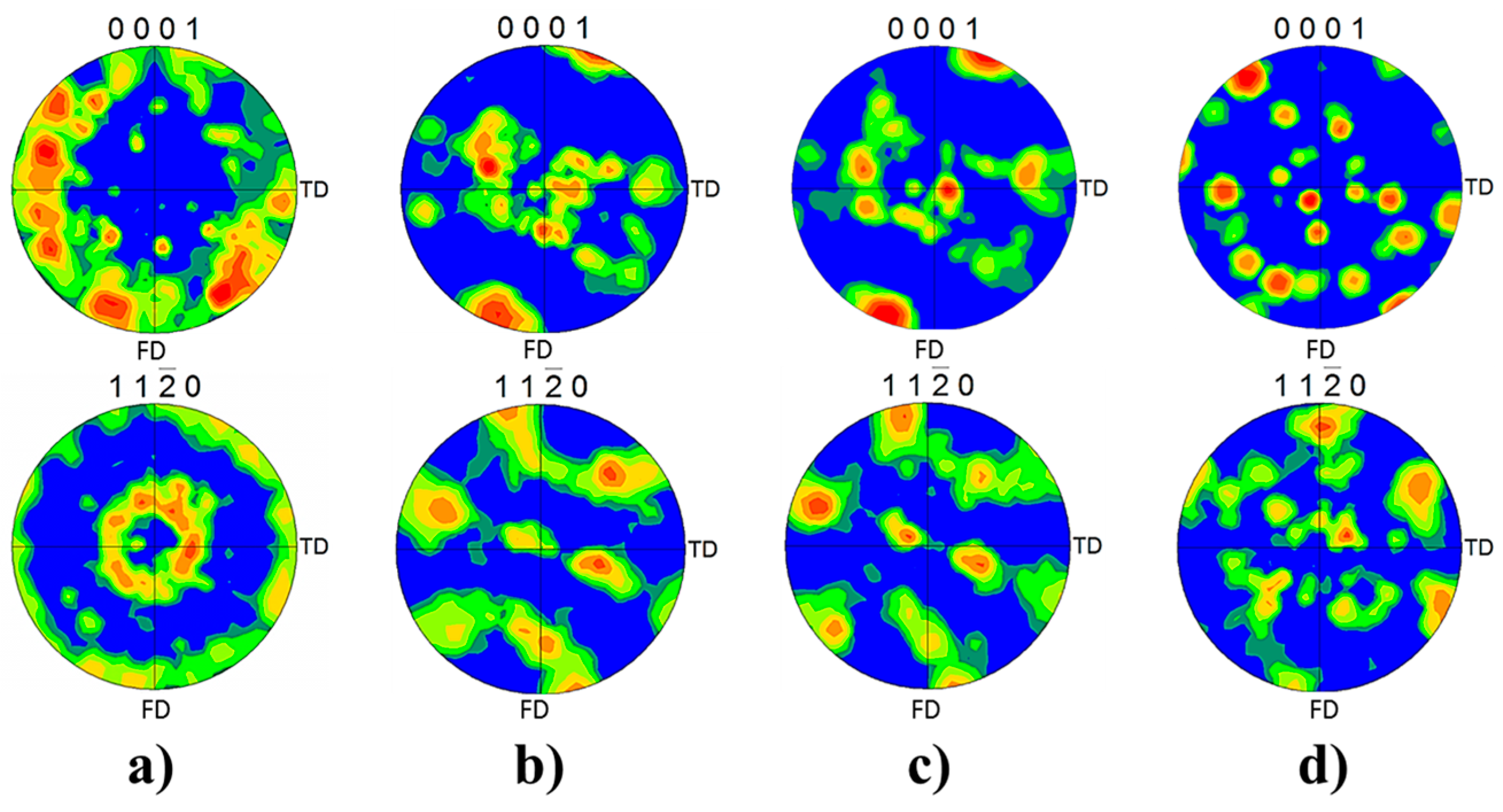
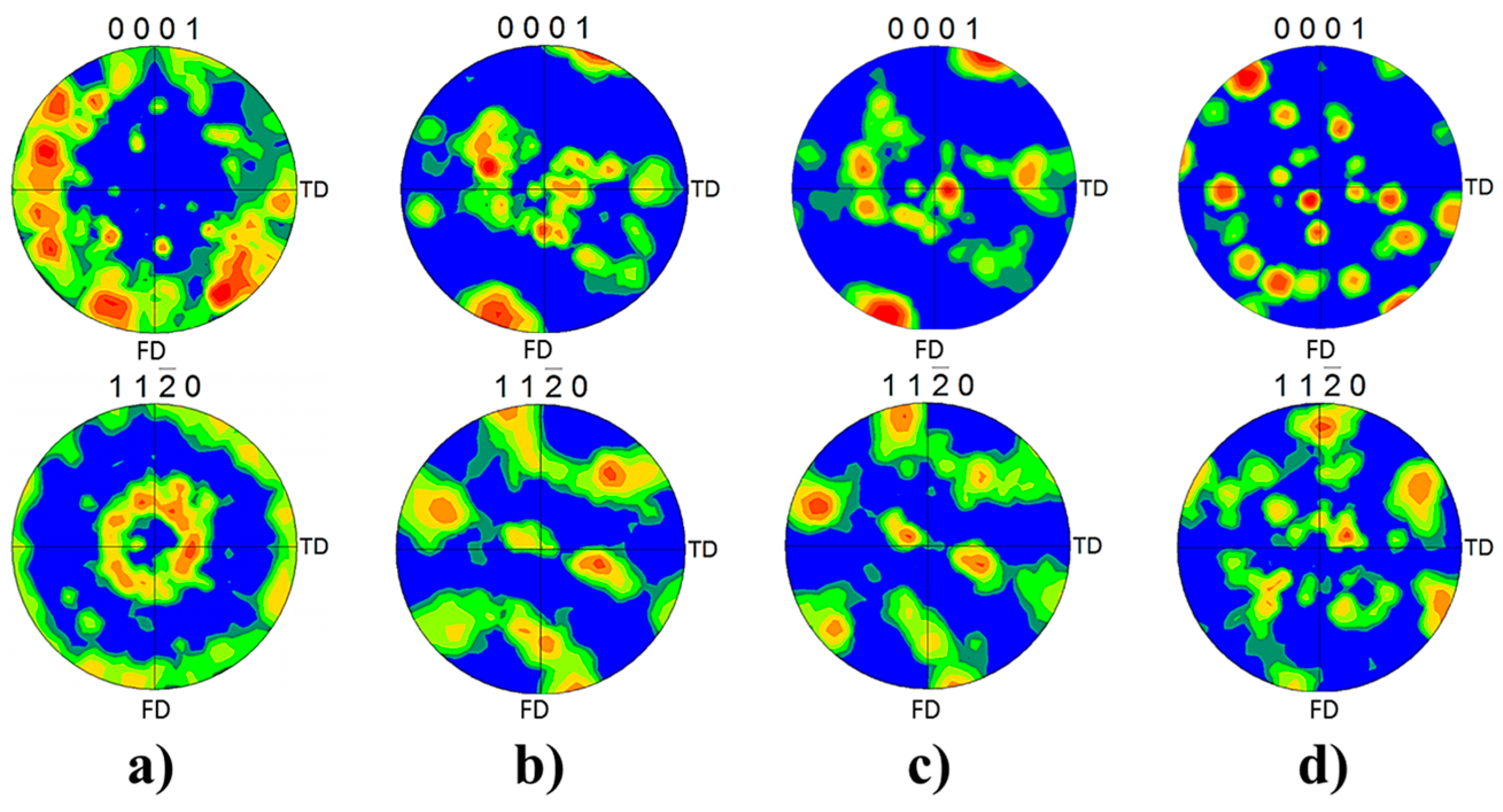
Although the metallic flow during FricRiveting is complex, the predominant deformation is expected to follow simple-shear texture in a similar manner as described for FSW of titanium alloys [
11]. [0001]α-Ti and [11
0]α-Ti pole figures were chosen to evaluate the simple-shear texture imposed by FricRiveting for each region of interest in the metallic rivet (Regions 2 to 4 in
Figure 11b).
Figure 17 shows the respective EBSD pole figures. Considering that the fractions of the retained β-Ti phase were too low in the investigated regions—as shown in the X-ray spectrum of
Figure 13b—and the β → α phase transformation follows the Burges orientation relationship [101]β-Ti∥[0001]α-Ti and [11
]β-Ti//[11
0]α-Ti, current pole figures from the α-Ti phase can be used for qualitative texture analysis only [
10].
Texture measurement results reveal a decrease in microtexture from the base material to Region 4. The basal planes [0001]α-Ti in Regions 2 (
Figure 17b) and 3 (
Figure 17c) were re-oriented at approximately 45° to the forging direction FD (analogous to the axial force direction applied during the forging phase of FricRiveting) probably because of the higher shear stresses. In Region 4 (
Figure 17d), the microstructure apparently lacks microtexture, which can be associated with the fully acicular microstructure (
Figure 11f). The lack of deformation texture can be attributed to the number of possible orientations by which the β-Ti grains can potentially transform into the α-Ti phase. A single bcc grain can transform, in theory, into 12 possible orientations or variants during β → α phase transformation because of the number of available slip systems in the α-Ti phase [
45]. Nevertheless, one should bear in mind that the current assumption only partially explains the randomized final texture, as the 12 possible slip systems orientations or variants have the same statistical probability of forming.
In the current investigation, continuous dynamic recrystallization (CDRX) was not directly identified in the microstructure of the plastically deformed rivet volume (Regions 3 and 4,
Figure 11e,f). Therefore, this assumption cannot be taken into account to explain the random grain orientation in
Figure 17d. This finding contradicts typical observations for Ti-6Al-4V alloy in friction-based joining processes [
37]. In CDRX of Ti-6Al-4V alloy, colonies of lamellae can usually be easily recrystallized because they are in a non-ideal orientation, storing energy faster (because of the frictional process) to spheroidize [
46]. Thus, current results suggest a strong effect of the β → α phase transformation and morphology changes on the microtexture of the rivet tip, which was a result of the induced material flow during the plastic deformation regime in the metallic rivet. Finally, the presence of preferential orientation of the β-flecks in Region 2 (represented by the white speckle pattern in
Figure 15b) helps support the occurrence of simple shear regimes inducing the “leg geometry” in the deformed rivet tip. This preferential orientation reveals the material response to the imposed forging forces and induced plastic deformation, as β-flecks seems to have been deformed and realigned in the direction of the rivet deformation flow during the forging phase of the joining process (see the auxiliary dash-lined arrows in
Figure 15b).



 ,
, 







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}