1. Introduction
The solid rocket motor (SRM) nozzle always acts as an energy transformation device where the chemical energy of propellant turns into the kinetic energy of gas with extremely high temperature and pressure [
1,
2,
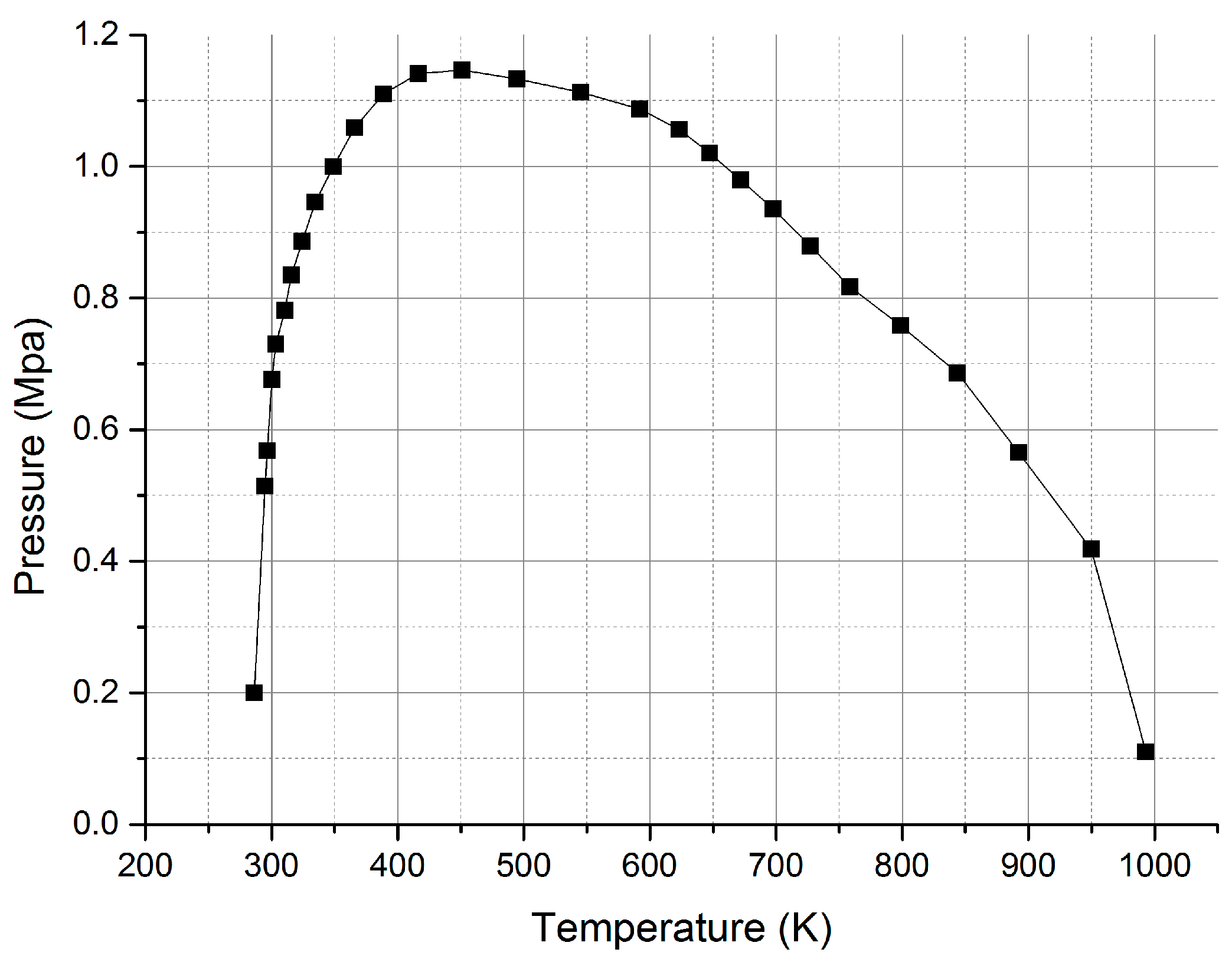
3]. Normally, the temperatures can be 3000 K or higher and the pressure may reach about 10 MPa or higher for some special motor devices, especially those equipped with modern propellants that have better performance [
4,
5]. What is more, the temperatures and pressures of the gas are becoming higher and higher due to the increasing performance demands of SRMs. Overall, the nozzle is always working under extremely harsh circumstances [
6]. Hence, the structure integrity is of great importance for the normal operation of the nozzle. In view of this, many researchers around the world have focused on several aspects of this subject.
Kumar
et al. [
7] investigated the thermo-structural response of a nozzle made of composite under thermal and mechanical loads, and the results showed that thermal stress played a more important role than mechanical loads. Morozov
et al. [
8] used ADINA to analyze the thermo-structural response of a composite nozzle, but ignored the material ablation. Mehta
et al. [
9] employed a graphite throat nozzle with temperature-dependent thermo-physical properties for the solid rocket motor, and developed a finite element formulation to analyze the axisymmetric, transient, anisotropic heat conduction problem and simulate the thermal stress with two degrees of freedom. Kuo
et al. [
10] established a full model to predict the recession process of a carbon/carbon nozzle. The analysis accounts for both diffusion and cheniical kinetics effects on the recession process. Bianchi
et al. [
11] took homogeneous phase reactions and material nonlinearity into account and analyzed the coupled case of ablation and heat flow. Zhang [
12] studied the radiation heat transfer in solid rocket motor with consideration of ablation of the C/C material, and predicted the safety performance of the rocket nozzle in the startup stage. Garelli [
13] analyzed the aero-elastic process during the starting phase of rocket engine via a coupling fluid/structure code, and provided better understanding of the behavior of the structure as the shock waves propagated inside the engine nozzle. Jiang
et al. [
14] proposed a finite element method that was easy to combine with thermo-structural program, and obtained a more reliable temperature distribution of the nozzle relative to that of ground tests. He [
15] studied the thermo-structural response and the tendency of ablation both theoretically and experimentally, and found that the theoretical temperature distribution agreed very well with the test results. Yuan
et al. [
16] built a unified calculation system that considered grain geometric shape, internal flow field, heat transfer and ablation together to analyze a single-chamber, dual-thrust solid rocket motor, and demonstrated the great reliability of the system in a test case. Deng
et al. [
17] discussed the nozzle response under different heat convection coefficients, and the results showed that the introduction of heat convection coefficient could more closely simulate the situation of the solid rocket motor. Hu
et al. [
18,
19,
20] investigated the flow separation phenomenon and the thermo-structural response of a liquid rocket motor both theoretically and experimentally, and the simulation results showed reasonable agreement with the test ones.
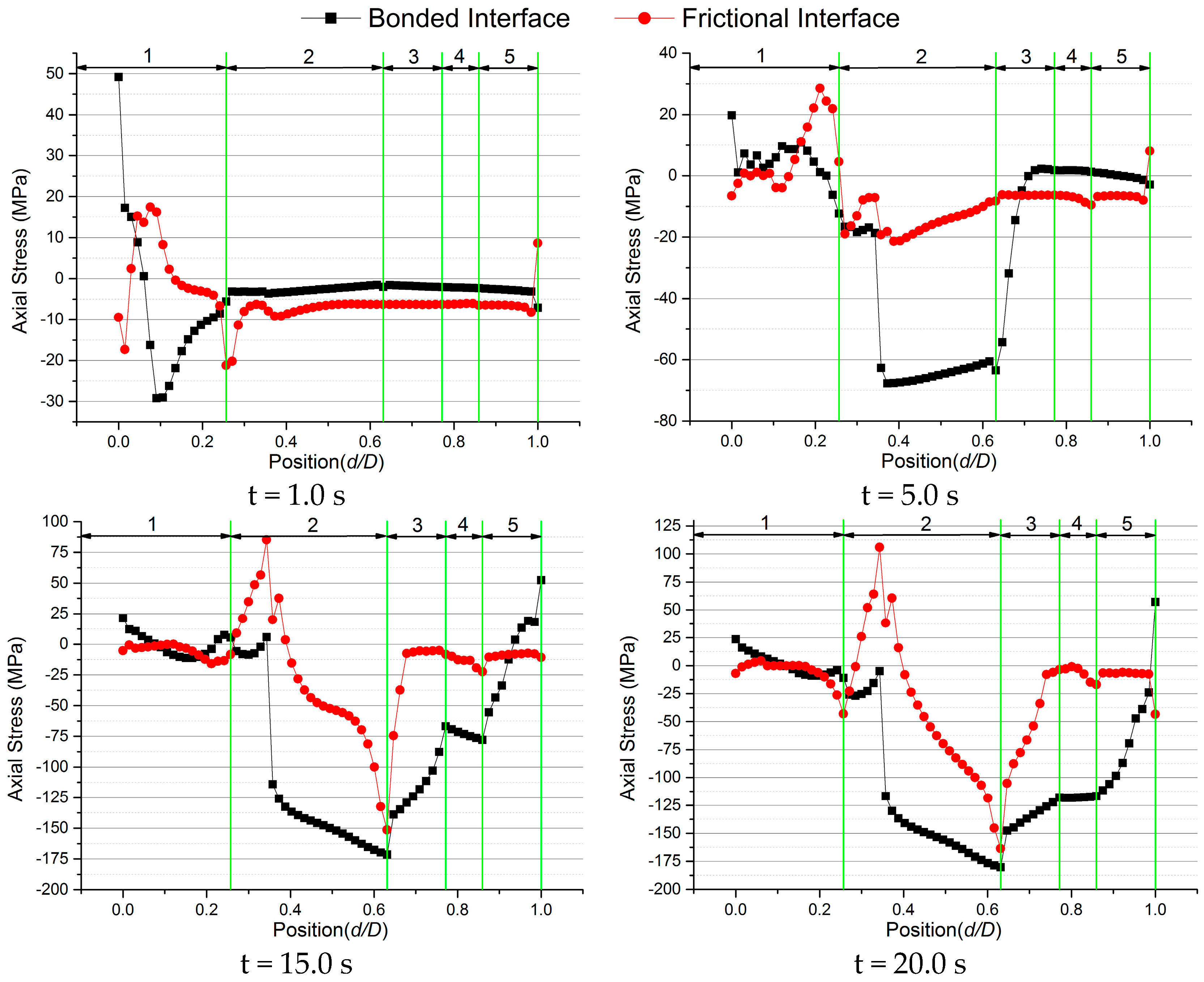
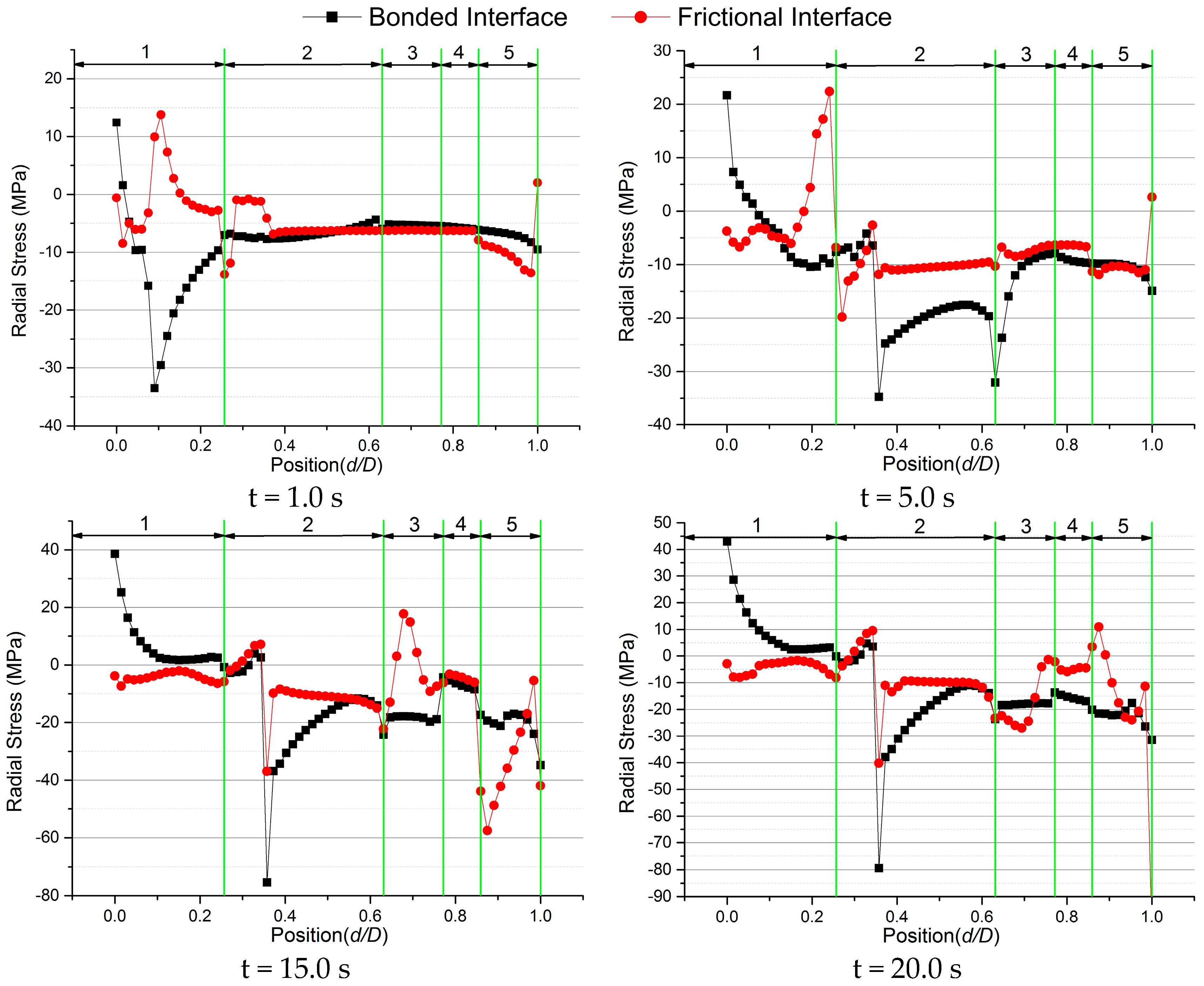
In the research above, most researchers have taken into account some primary influencing factors, such as the rules of material property variation with temperature, the nonlinear behavior of the material under high temperatures and pressures, the ablation of material and so on, but ignored some details when the thermo-structural response of the nozzle is investigated. For example, interfaces between materials are generally treated as bonded in the thermo-structural field, but in fact relative motion may occur between different parts of the nozzle. That is to say, the bonded status assumption may not always match the physical truth.
Similar to the debonding phenomenon of propellants [
21,
22,
23,
24,
25], some types of nozzles are assembled by splicing each part together using an epoxy polyamide adhesive [
1], GD414 [
26] and so on, and these kinds of glue may fail under some specific temperature and pressure conditions. For example, GD414 will fail when the temperature reaches about 473.15 K or the shear stress reaches about 3.5 MPa [
27]. This kind of failure can lead to interfacial debonding so that the interface between the adjacent parts will transfer from bonded status to frictional status. In addition, there are also some types of nozzles that are not assembled with glue but by fit tolerance clearance [
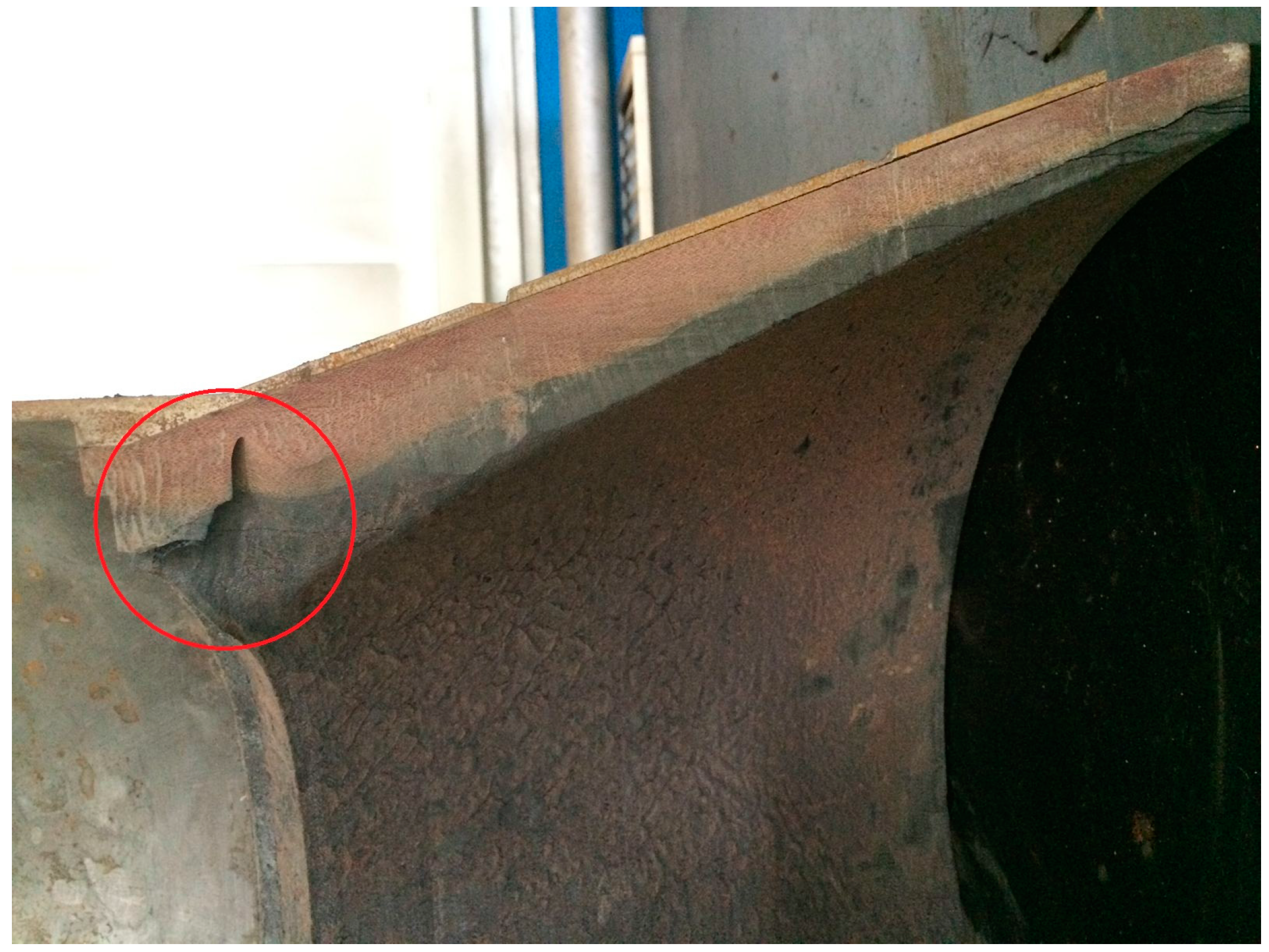
28]. These nozzles require a space consideration during the design period. When the motor starts to work, the inner pressure pushes the parts of the nozzle tightly and all parts will expand due to temperature rise, thus enhancing the bonding strength. It is noticed that the lack of bonding strength or improper clearance fit can lead to oversized gaps between the adjacent parts, which may produce a thoroughfare from the inner flow field to the outermost support structure. As a result, the outermost support structure cannot bear very high temperatures and will fail. This phenomenon is usually known as fire-puncture. To the best of the authors’ knowledge, few researchers have taken the interfacial failure and the contact status into consideration in the thermo-structural field.
Chen [
29] discussed the causes and the effects of structure gap, and provided a suggested gap size for nozzle design. Taking a nozzle insert as example, Tian
et al. [
30,
31] discussed the effects of structure gap by the point-point contact method, and simulated the stress field distribution by coupling heat and pressure to get the variation tendencies of gap size and contact stress. Based on these results, some designed gap sizes were given for correction, which provided a reference for future nozzle design. Sun
et al. [
32] simulated the fully-coupled thermo-structural response of a nozzle with adhesive failure, and the results showed that treating the interface as contact status could reduce the stress intensity. Goyal
et al. [
33] simplified the traditional 3D method, and found that a 2D model could achieve acceptable results. This method can be applied to the simulation of several parts of the nozzle and the nozzle insert, as well as the thermo-structural simulation with consideration of elasticity modulus reduction caused by ablation. Wang [
34] took an SRM nozzle as example to simulate the transient heat and stress fields, and showed that the connecting and bonding status should be carefully considered in structure design due to the significant effects of thermal expansion coefficients. Zheng [
35] established a simulation method for the nozzle insert of C/C composite material, with an overall consideration of contact thermal resistance, ablation moving boundary, interface debonding and so on. Based on the method, interface debonding was considered as the key factor that led to nozzle failure. Zheng
et al. [
36,
37] proposed an integrative computation method in Fluent for an SRM nozzle based on fluid-structure interaction, and realized the automatic identification of contact boundaries. Teng
et al. [
38] analyzed the transient temperature field of an axisymmetric nozzle with consideration of thermo-structural, geometry characteristics, material characteristics and boundary symmetry, and employed a special GAP element in MSC.NASTRAN to simulate the contact status of different materials, which provided useful basis for nozzle thermal-structural design. Li [
39] regarded the interface between the nozzle insert and the back surface as a contact one because the interface would fail due to the high temperature and shear stress. Liu [
40] confirmed the friction coefficient between C/C material and asbestos phenolic material, and provided an accurate friction coefficient for the contact simulation of thermo-structural response.
To sum up, a large amount of work has been done for investigating the thermo-structural response concerning the contact status. However, little attention has been paid to the gap design, especially the specific size of each gap. This paper mainly focuses on the contact simulation, and meanwhile a gap size optimization is included. Furthermore, some experimental results are given to evaluate the design of the nozzle. Finally, some conclusions are drawn in the end.


 ,
, 






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}