
The Effect of Biomass Physical Properties on Top-Lit Updraft Gasification of Woodchips

Abstract
:1. Introduction
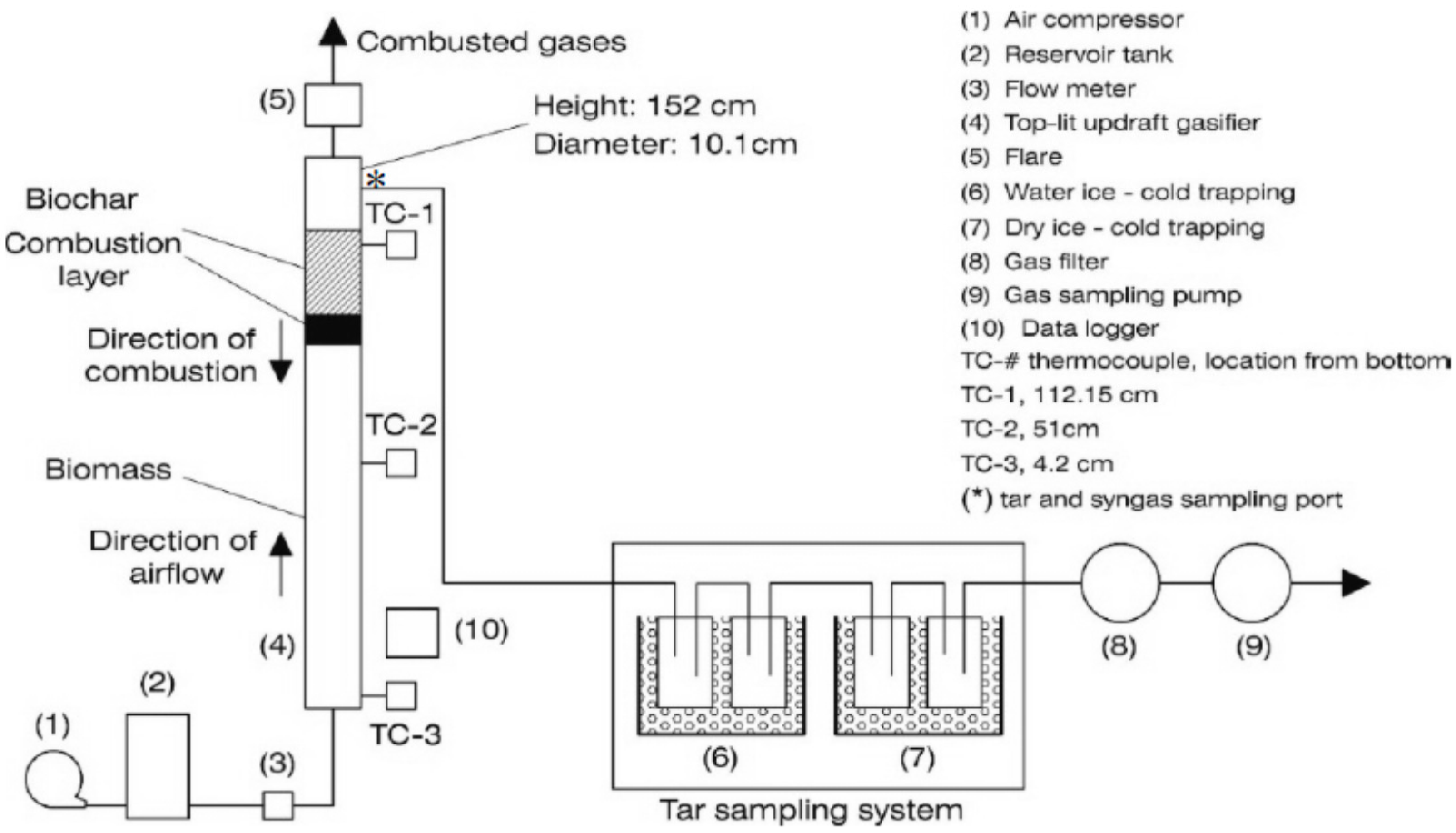
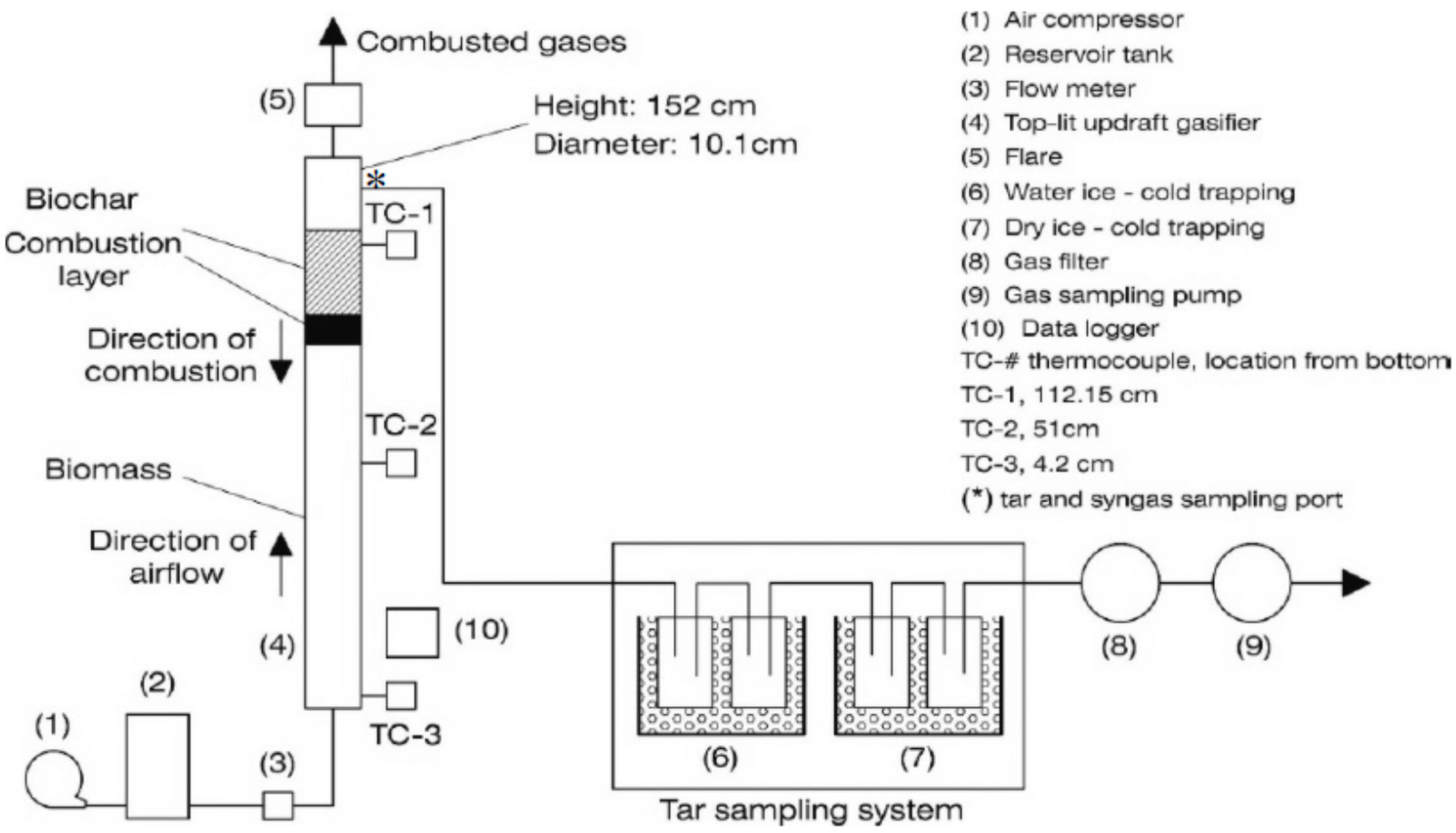
2. Material and Methods
3. Results and Discussion
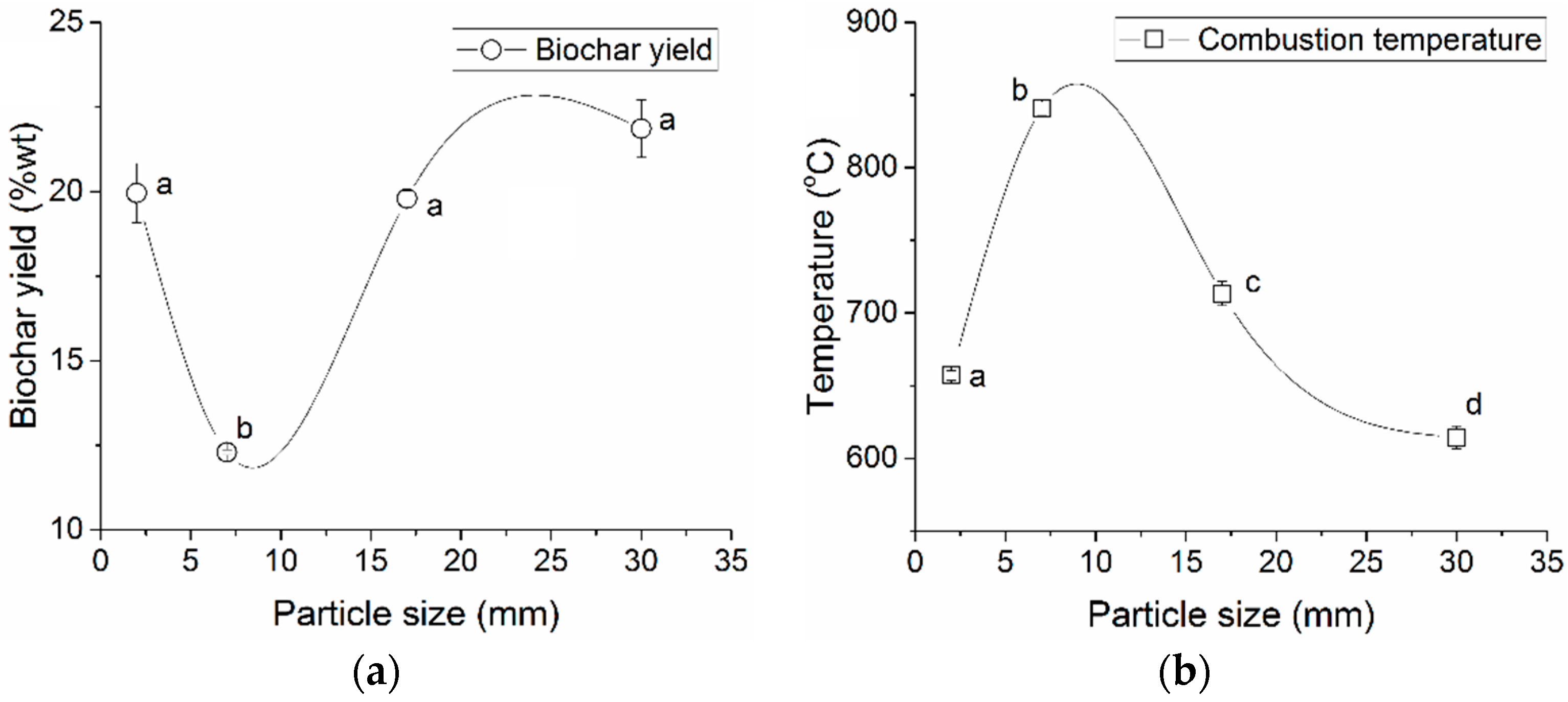
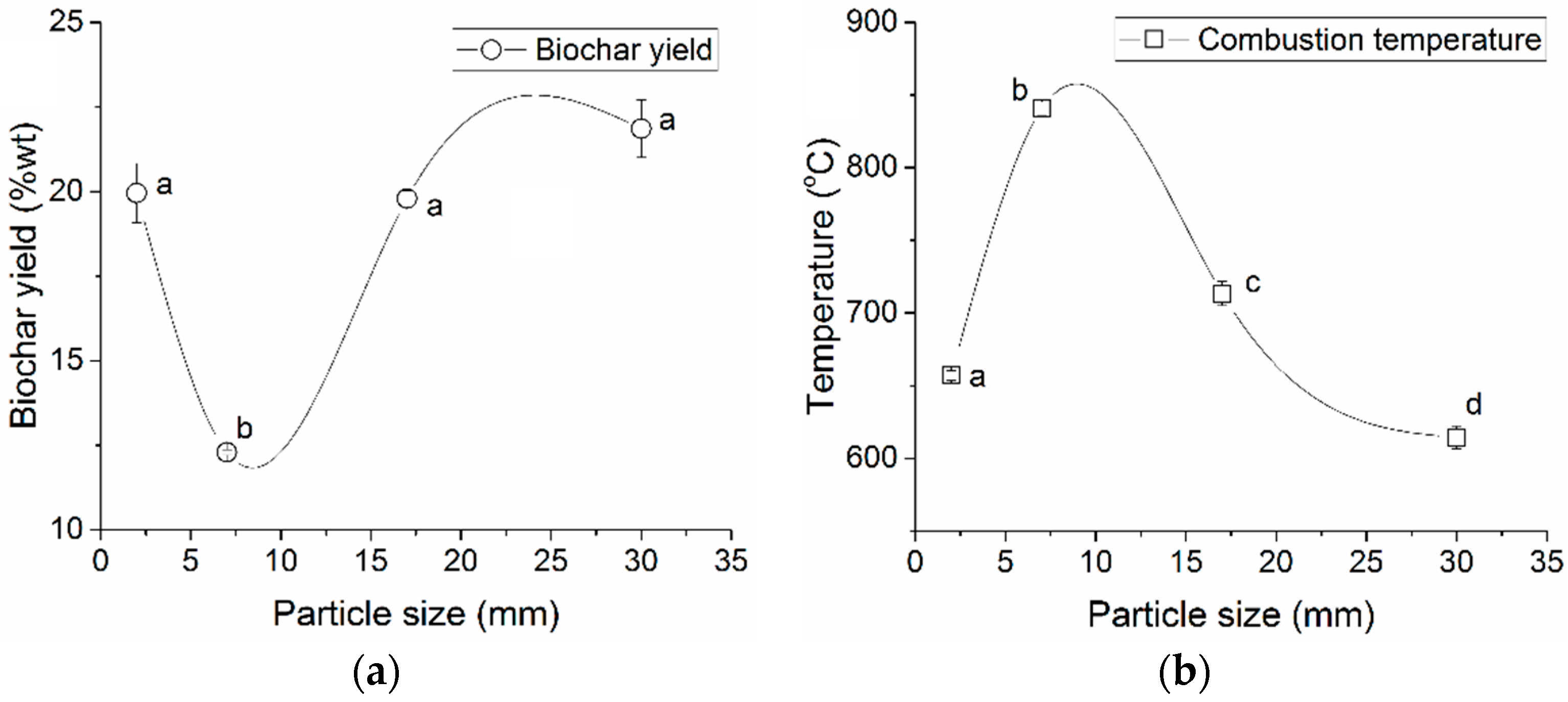
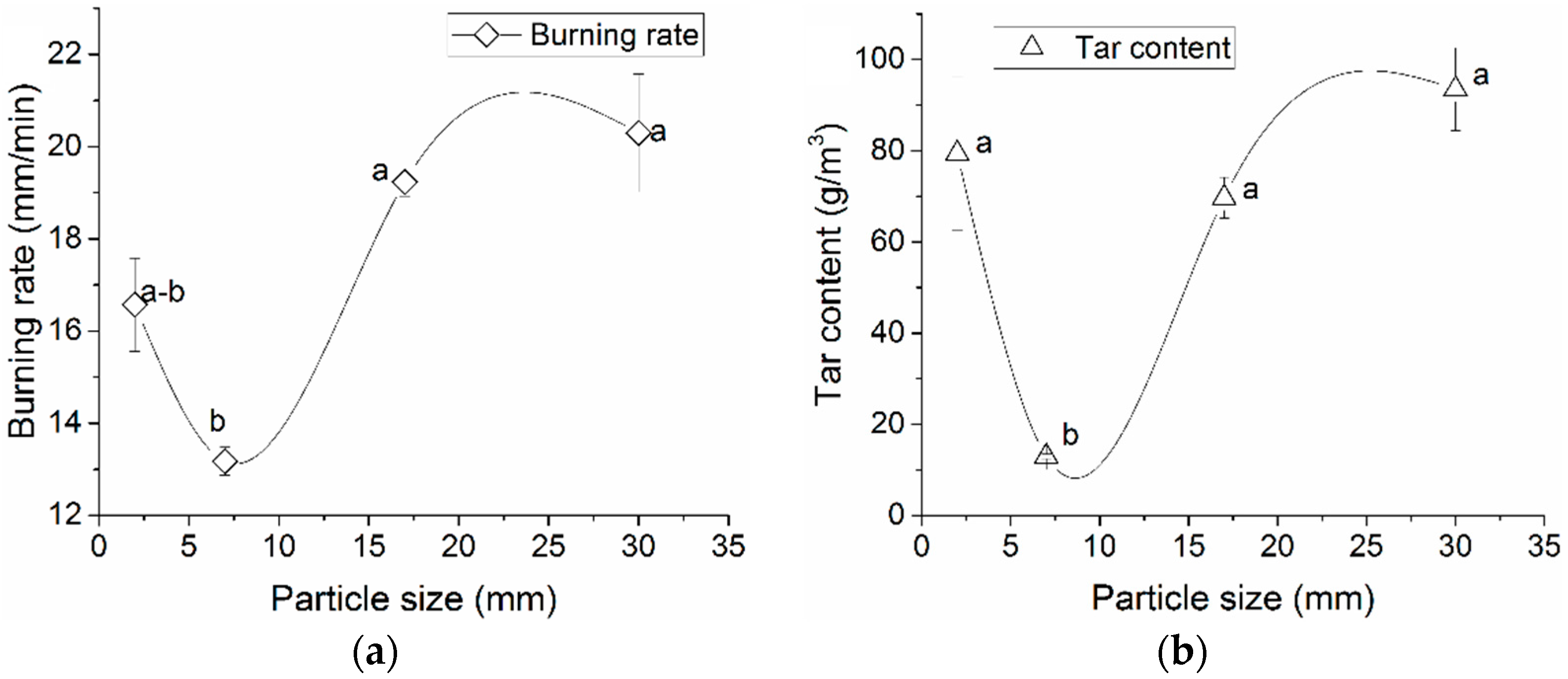
3.1. The Effect of Biomass Particle Size
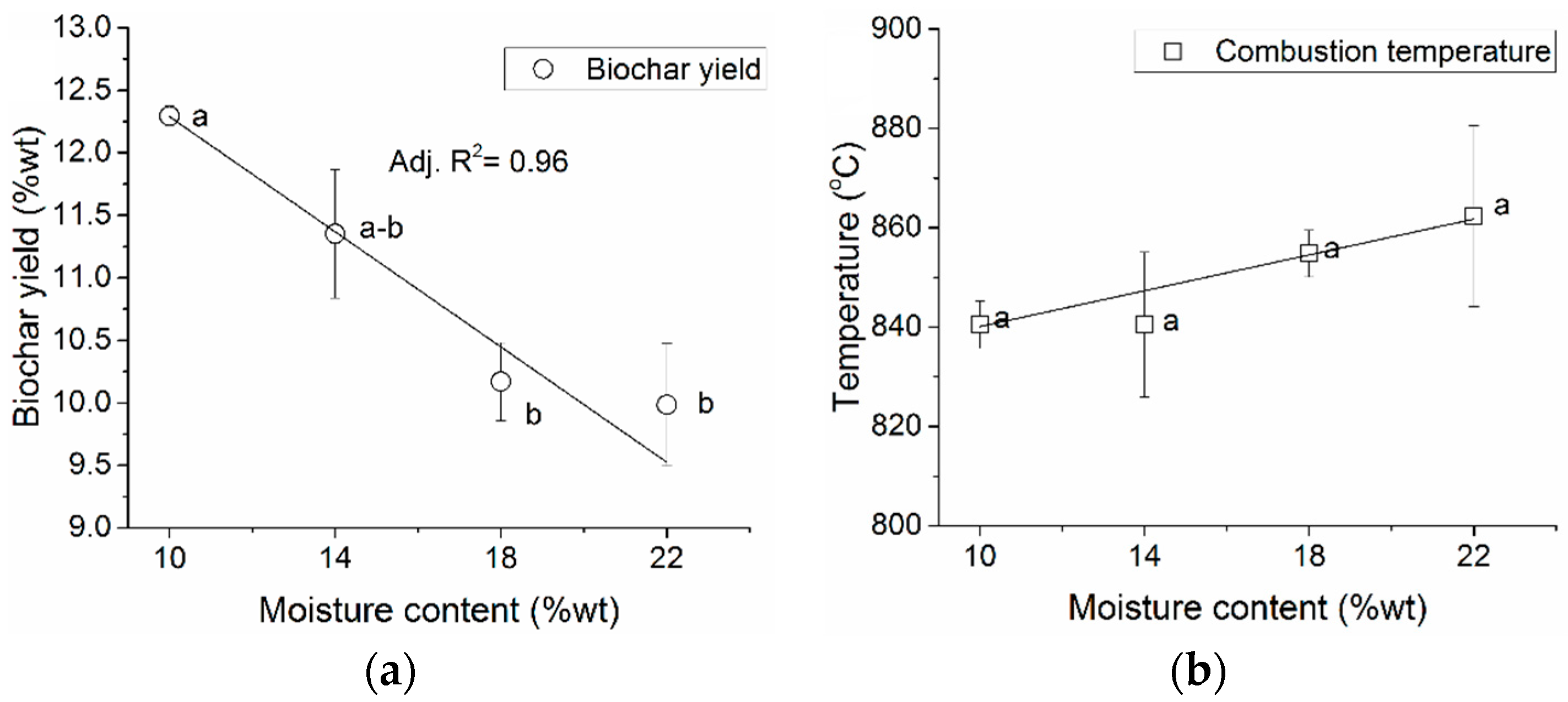
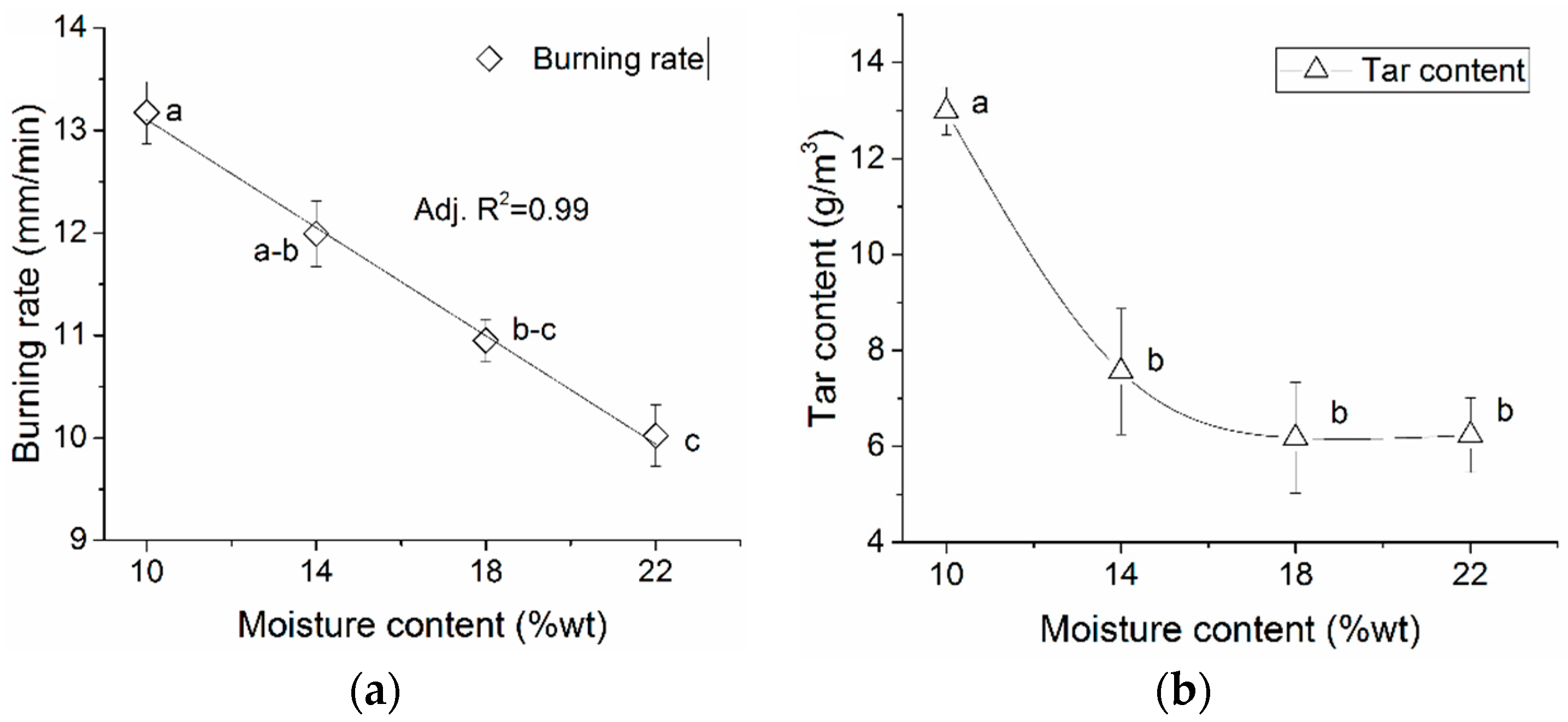
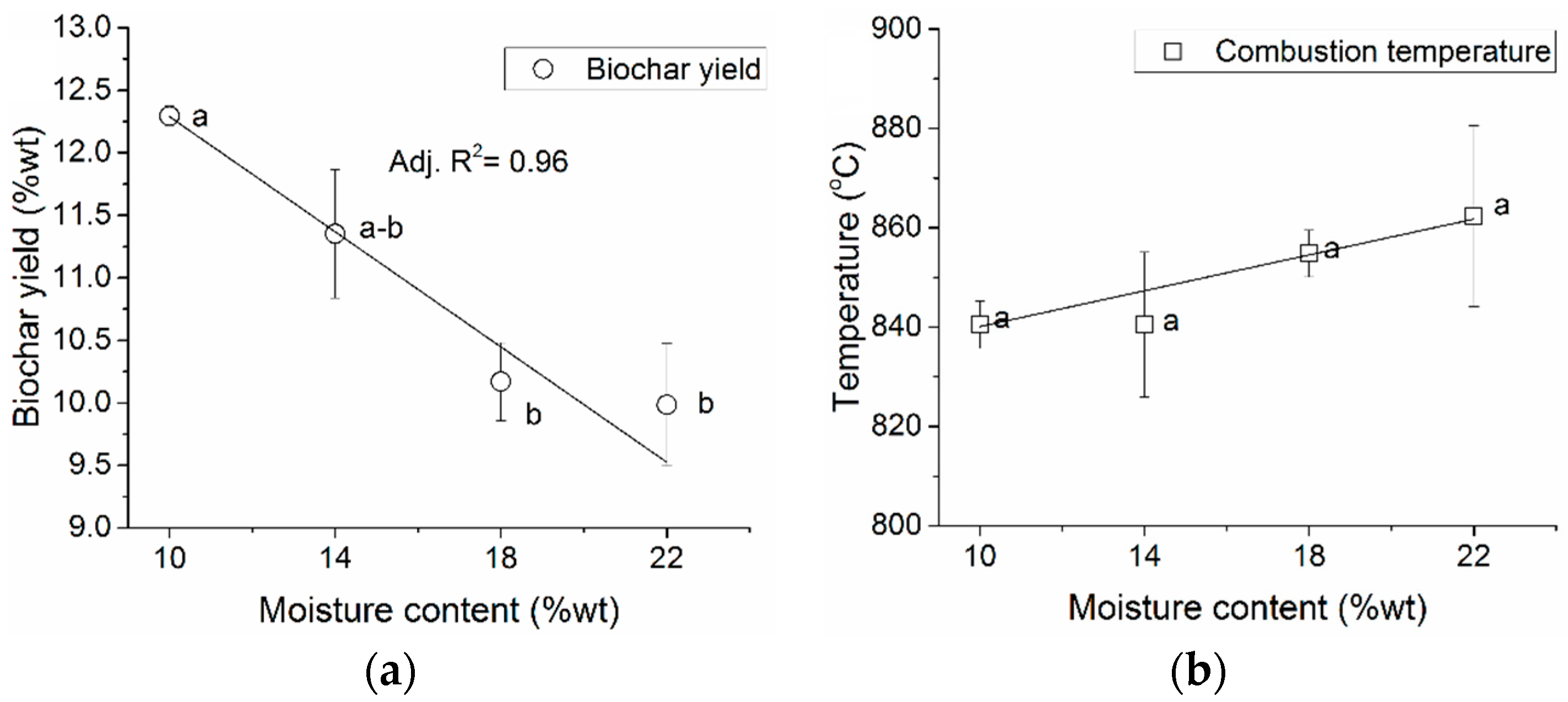
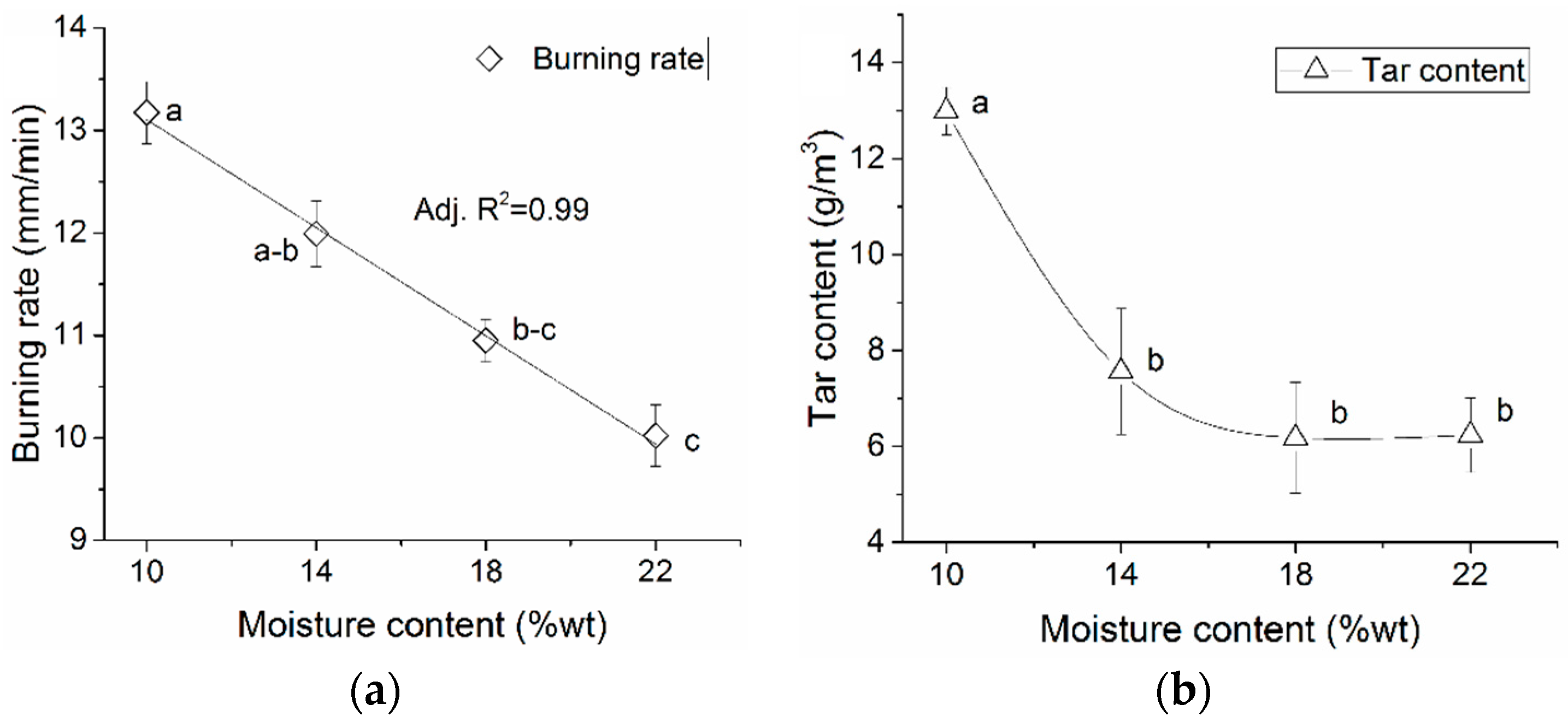
3.2. The Effect of Biomass Moisture Content
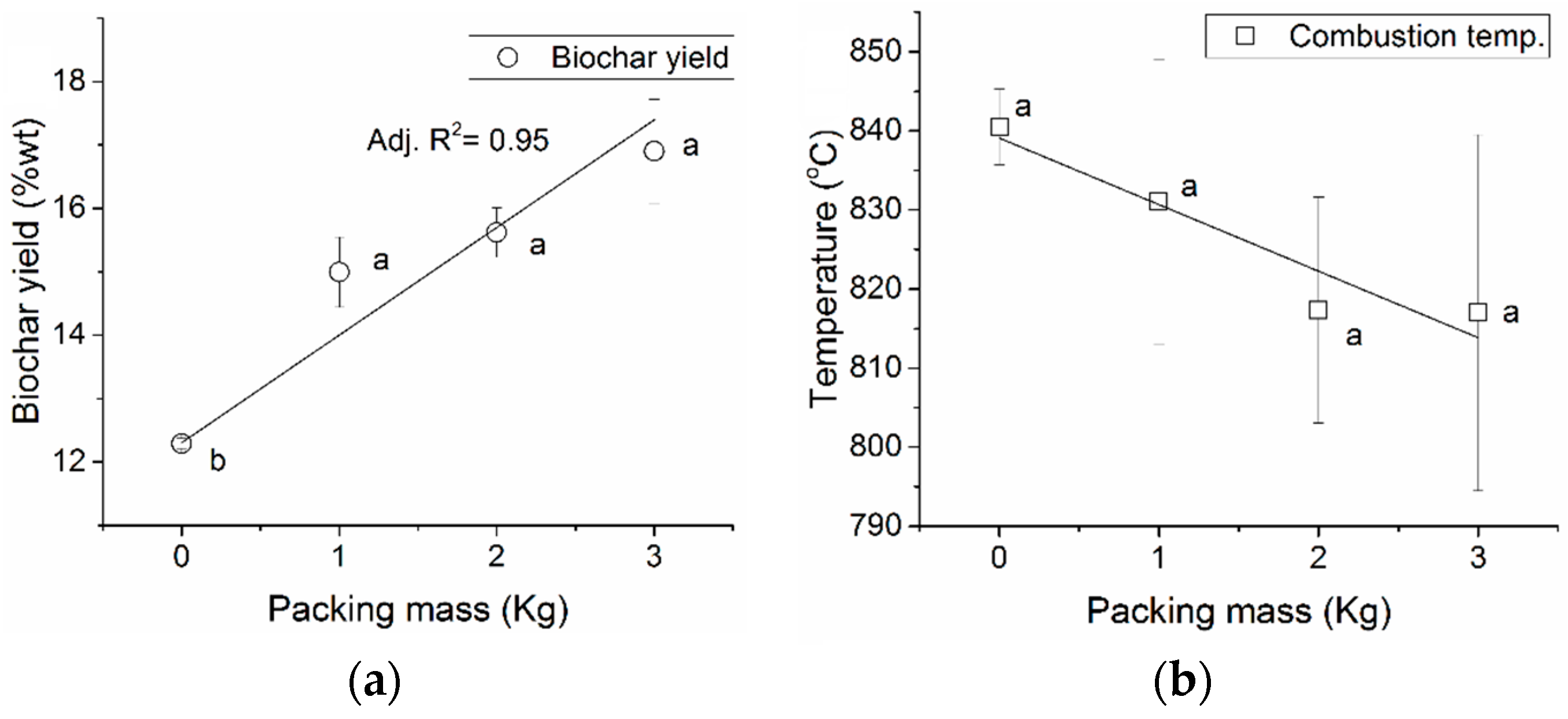
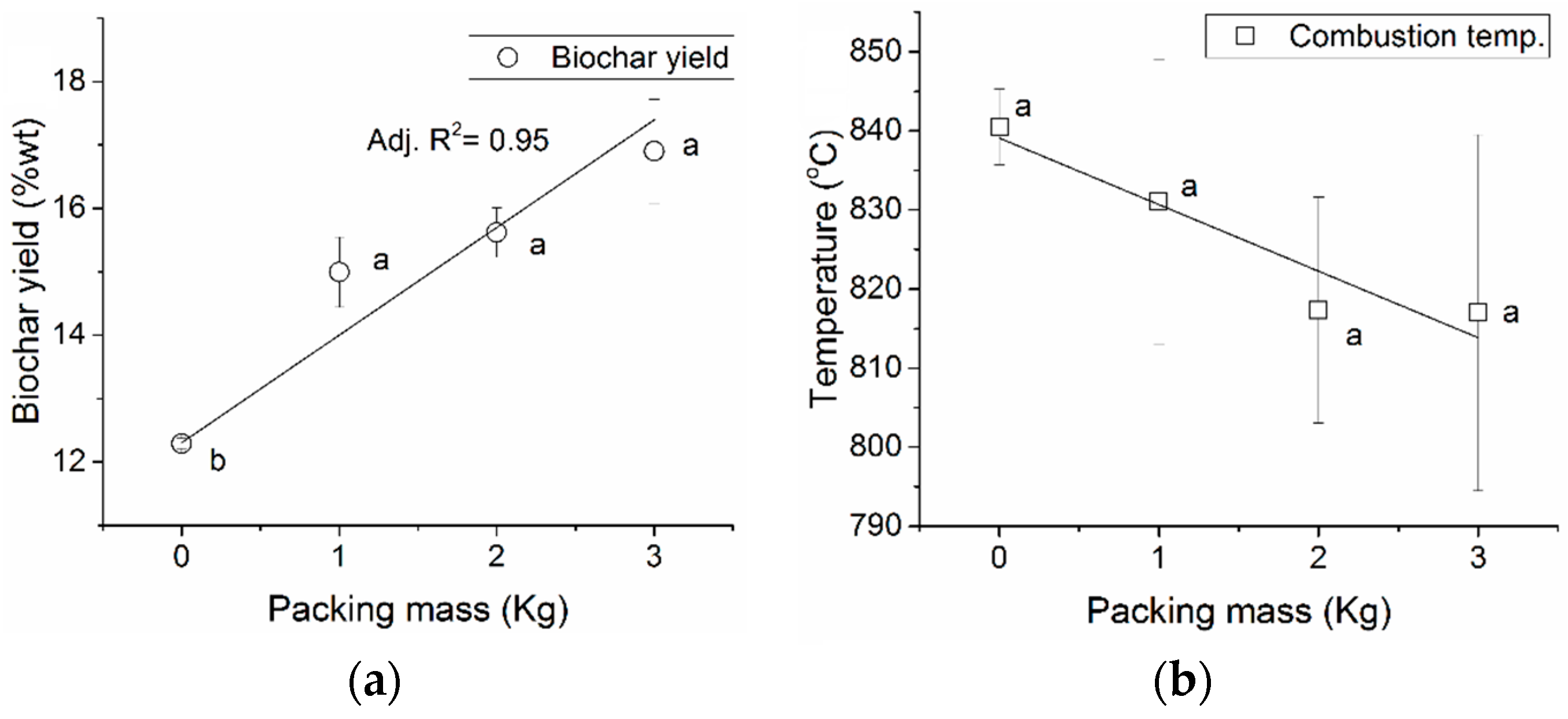
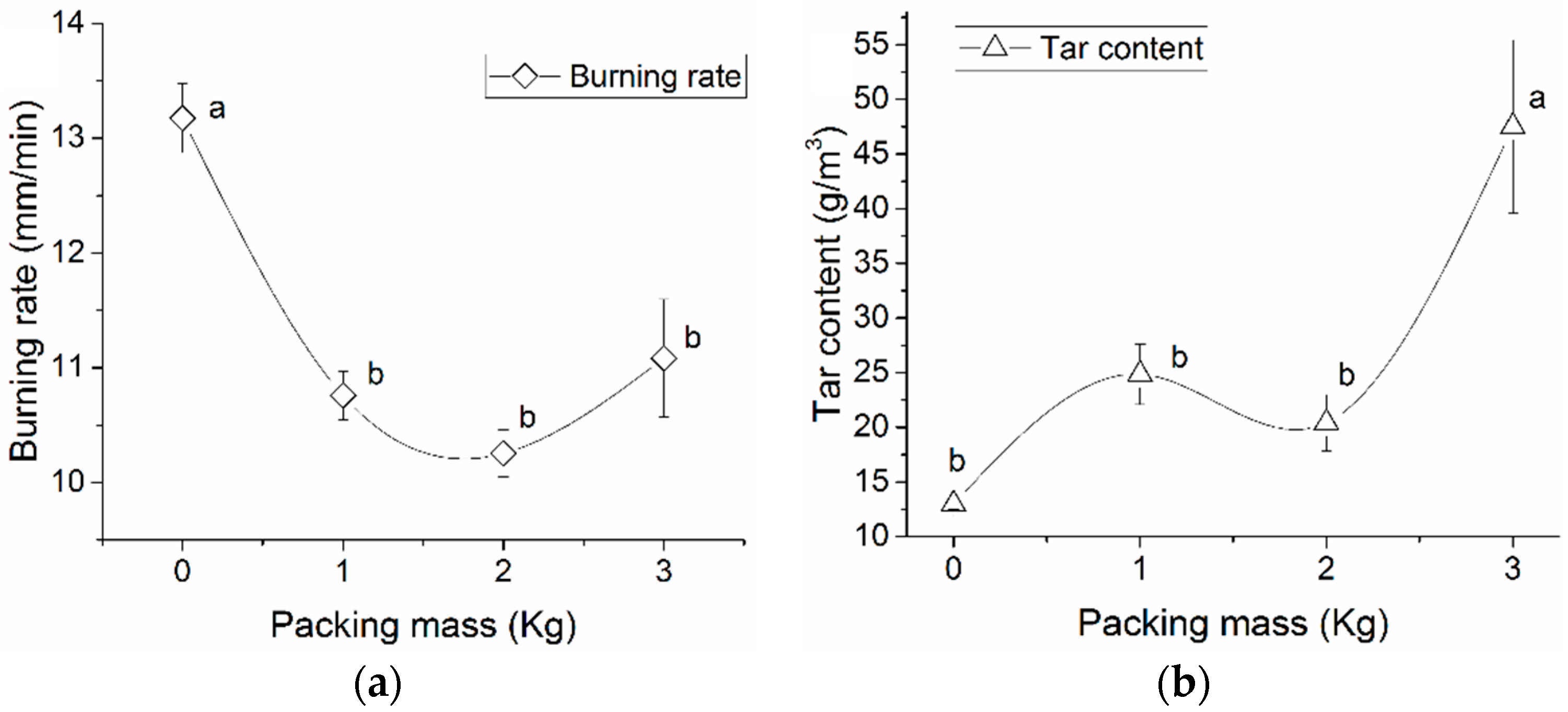
3.3. The Effect of Biomass Compactness
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
Abbreviations
| DM | Desirable moisture content (%) |
| DWC | Dry weight of biochar (g) |
| DWB | Dry weight of biomass (g) |
| WTar | Weight of tar in biochar (g) |
| MC | Moisture in biochar (g) |
| MB | Moisture in biomass (g) |
References
- Isikgor, F.; Becer, C.R. Lignocellulosic Biomass: A Sustainable Platform for Production of Bio-Based Chemicals and Polymers. Polym. Chem. 2015, 6, 4497–4559. [Google Scholar] [CrossRef]
- Salehi Jouzani, G.; Taherzadeh, M.J. Advances in consolidated bioprocessing systems for bioethanol and butanol production from biomass: A comprehensive review. Biofuel Res. J. 2015, 2, 152–195. [Google Scholar] [CrossRef]
- Wyman, C.E. Ethanol from lignocellulosic biomass: Technology, economics, and opportunities. Bioresour. Technol. 1994, 50, 3–15. [Google Scholar] [CrossRef]
- Schrader, J.; McCabe, K.; Graves, W.; Grewell, D. Function and Biodegradation in Soil of Bioplastic Horticultural Containers Made of PLA-BioResTM Composites. Available online: http://lib.dr.iastate.edu/cgi/viewcontent.cgi?article=3160&context=farms_reports (accessed on 2 February 2016).
- Emrich, W. Handbook of Charcoal Making. The Traditional and Industrial Methods; D. Reidel Pub. Co.: Dordrecht, The Netherland, 1985. [Google Scholar]
- Ahmad, A.; Loh, M.; Aziz, J. Preparation and characterization of activated carbon from oil palm wood and its evaluation on methylene blue adsorption. Dyes Pigments 2007, 75, 263–272. [Google Scholar] [CrossRef]
- Sadasivam, B.Y.; Reddy, K.R. Adsorption and transport of methane in landfill cover soil amended with waste-wood biochars. J. Environ. Manag. 2015, 158, 11–23. [Google Scholar] [CrossRef] [PubMed]
- Winsley, P. Biochar and bioenergy production for climate change mitigation. N. Z. Sci. Rev. 2007, 64, 5–10. [Google Scholar]
- Cao, Y.; Wang, Y.; Riley, J.T.; Pan, W. A novel biomass air gasification process for producing tar-free higher heating value fuel gas. Fuel Process. Technol. 2006, 87, 343–353. [Google Scholar] [CrossRef]
- Tijmensen, M.J.; Faaij, A.P.; Hamelinck, C.N.; van Hardeveld, M.R. Exploration of the possibilities for production of Fischer Tropsch liquids and power via biomass gasification. Biomass Bioenergy 2002, 23, 129–152. [Google Scholar] [CrossRef]
- Wang, D.; Yuan, W.; Ji, W. Char and char-supported nickel catalysts for secondary syngas cleanup and conditioning. Appl. Energy 2011, 88, 1656–1663. [Google Scholar] [CrossRef]
- Chianese, S.; Loipersböck, J.; Malits, M.; Rauch, R.; Hofbauer, H.; Molino, A.; Musmarra, D. Hydrogen from the high temperature water gas shift reaction with an industrial Fe/Cr catalyst using biomass gasification tar rich synthesis gas. Fuel Process. Technol. 2015, 132, 39–48. [Google Scholar] [CrossRef]
- Dry, M.E. The Fischer-Tropsch process: 1950–2000. Catal. Today 2002, 71, 227–241. [Google Scholar] [CrossRef]
- Knoef, H. Handbook Biomass Gasification; BTG Biomass Technology Group: Enschede, The Netherlands, 2005. [Google Scholar]
- Latif, H.; Zeidan, A.A.; Nielsen, A.T.; Zengler, K. Trash to treasure: Production of biofuels and commodity chemicals via syngas fermenting microorganisms. Curr. Opin. Biotechnol. 2014, 27, 79–87. [Google Scholar] [CrossRef] [PubMed]
- Richardson, Y.; Drobek, M.; Julbe, A.; Blin, J.; Pinta, F. Chapter 8-Biomass Gasification to Produce Syngas. In Recent Advance in Thermos-Chemical Conversion of Biomass; Pandey, A., Bhaskar, T., Stöcker, M., Sukumaran, R., Eds.; Elsevier: Boston, MA, USA, 2015; pp. 213–250. [Google Scholar]
- Molino, A.; Chianese, S.; Musmarra, D. Biomass gasification technology: The state of the art overview. J. Energy Chem. 2016, 25, 10–25. [Google Scholar] [CrossRef]
- Saravanakumar, A.; Haridasan, T.; Reed, T.B.; Bai, R.K. Experimental investigation and modelling study of long stick wood gasification in a top lit updraft fixed bed gasifier. Fuel 2007, 86, 2846–2856. [Google Scholar] [CrossRef]
- Kirubakaran, V.; Sivaramakrishnan, V.; Nalini, R.; Sekar, T.; Premalatha, M.; Subramanian, P. A review on gasification of biomass. Renew. Sustain. Energy Rev. 2009, 13, 179–186. [Google Scholar] [CrossRef]
- Antal, M.J.; Grønli, M. The art, science, and technology of charcoal production. Ind. Eng. Chem. Res. 2003, 42, 1619–1640. [Google Scholar] [CrossRef]
- Cheah, S.; Malone, S.C.; Feik, C.J. Speciation of sulfur in biochar produced from pyrolysis and gasification of oak and corn stover. Environ. Sci. Technol. 2014, 48, 8474–8480. [Google Scholar] [CrossRef] [PubMed]
- Qian, K.; Kumar, A.; Patil, K.; Bellmer, D.; Wang, D.; Yuan, W.; Huhnke, R.L. Effects of biomass feedstocks and gasification conditions on the physiochemical properties of char. Energies 2013, 6, 3972–3986. [Google Scholar] [CrossRef]
- Nsamba, H.K.; Hale, S.E.; Cornelissen, G.; Bachmann, R.T. Designing and Performance Evaluation of Biochar Production in a Top-Lit Updraft Up-scaled Gasifier. J. Sustain. Bioenergy Syst. 2015, 5, 41–55. [Google Scholar] [CrossRef]
- Reed, T.B.; Larson, R. A wood-gas stove for developing countries. Energy Sustain. Dev. 1996, 3, 34–37. [Google Scholar] [CrossRef]
- Birzer, C.; Medwell, P.; MacFarlane, G.; Read, M.; Wilkey, J.; Higgins, M.; West, T. A Biochar-producing, Dung-burning Cookstove for Humanitarian Purposes. Procedia Eng. 2014, 78, 243–249. [Google Scholar] [CrossRef]
- Mukunda, H.; Dasappa, S.; Paul, P.; Rajan, N.; Yagnaraman, M.; Ravi Kumar, D.; Deogaonkar, M. Gasifier stoves—Science, technology and field outreach. Curr. Sci. 2010, 98, 627–638. [Google Scholar]
- Tryner, J.; Willson, B.D.; Marchese, A.J. The effects of fuel type and stove design on emissions and efficiency of natural-draft semi-gasifier biomass cookstoves. Energy Sustain. Dev. 2014, 23, 99–109. [Google Scholar] [CrossRef]
- Brown, R. Biochar production technology. In Biochar for Environmental Management: Science and Technology; Lehmann, J., Joseph, S., Eds.; Earthscan: London, UK, 2009; pp. 127–146. [Google Scholar]
- Birzer, C.; Medwell, P.; Wilkey, J.; West, T.; Higgins, M.; MacFarlane, G.; Read, M. An analysis of combustion from a top-lit up-draft (TLUD) cookstove. J. Humanit. Eng. 2013, 2, 1–8. [Google Scholar]
- Huangfu, Y.; Li, H.; Chen, X.; Xue, C.; Chen, C.; Liu, G. Effects of moisture content in fuel on thermal performance and emission of biomass semi-gasified cookstove. Energy Sustain. Dev. 2014, 21, 60–65. [Google Scholar] [CrossRef]
- Tinaut, F.V.; Melgar, A.; Pérez, J.F.; Horrillo, A. Effect of biomass particle size and air superficial velocity on the gasification process in a downdraft fixed bed gasifier. An experimental and modelling study. Fuel Process. Technol. 2008, 89, 1076–1089. [Google Scholar] [CrossRef]
- ASTM D3175-11 Standard. Standard Test Method for Volatile Matter in the Analysis Sample of Coal and Coke—ASTM Coal and Coke; ASTM International: West Conshohocken, PA, USA, 2011. [Google Scholar]
- ASTM E1755-01 Standard. Standard Test Method for Ash in Biomass—ASTM Bioenergy and Industrial Chemicals from Biomass; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- Wang, D.; Yuan, W.; Wei, J. Effective syngas cleanup and reforming using Ni. Int. J. Agric. Biol. Eng. 2010, 3, 39–45. [Google Scholar]
- James, A.M.; Yuan, W.; Boyette, M.D.; Wang, D. The effect of air flow rate and biomass type on the performance of an updraft biomass gasifier. Bioresources 2015, 10, 3615–3624. [Google Scholar] [CrossRef]
- Demirbas, A. Carbonization ranking of selected biomass for charcoal, liquid and gaseous products. Energy Convers. Manag. 2001, 42, 1229–1238. [Google Scholar] [CrossRef]
- Sun, Y.; Gao, B.; Yao, Y.; Fang, J.; Zhang, M.; Zhou, Y.; Chen, H.; Yang, L. Effects of feedstock type, production method, and pyrolysis temperature on biochar and hydrochar properties. Chem. Eng. J. 2014, 240, 574–578. [Google Scholar] [CrossRef]
- Demirbas, A. Effects of temperature and particle size on bio-char yield from pyrolysis of agricultural residues. J. Anal. Appl. Pyrolysis 2004, 72, 243–248. [Google Scholar] [CrossRef]
- Vreugdenhil, B.; Zwart, R.; Neeft, J.P.A. Tar Formation in Pyrolysis and Gasification. Available online: ftp://130.112.2.101/pub/www/library/report/2008/e08087.pdf (accessed on 2 February 2016).
- Kinoshita, C.M.; Wang, Y.; Zhou, J. Tar formation under different biomass gasification conditions. J. Anal. Appl. Pyrolysis 1994, 29, 169–181. [Google Scholar] [CrossRef]
- Li, X.T.; Grace, J.R.; Lim, C.J.; Watkinson, A.P.; Chen, H.P.; Kim, J.R. Biomass gasification in a circulating fluidized bed. Biomass Bioenergy 2004, 26, 171–193. [Google Scholar] [CrossRef]
- Hernández, J.J.; Aranda-Almansa, G.; Bula, A. Gasification of biomass wastes in an entrained flow gasifier: Effect of the particle size and the residence time. Fuel Process. Technol. 2010, 91, 681–692. [Google Scholar] [CrossRef]
- Lv, P.M.; Xiong, Z.H.; Chang, J.; Wu, C.Z.; Chen, Y.; Zhu, J.X. An experimental study on biomass air-steam gasification in a fluidized bed. Bioresour. Technol. 2004, 95, 95–101. [Google Scholar] [CrossRef] [PubMed]
- Guo, F.; Dong, Y.; Dong, L.; Guo, C. Effect of design and operating parameters on the gasification process of biomass in a downdraft fixed bed: An experimental study. Int. J. Hydrog. Energy 2014, 39, 5625–5633. [Google Scholar] [CrossRef]
- McKendry, P. Energy production from biomass (part 3): Gasification technologies. Bioresour. Technol. 2002, 83, 55–63. [Google Scholar] [CrossRef]
- Ponzio, A.; Kalisz, S.; Blasiak, W. Effect of operating conditions on tar and gas composition in high temperature air/steam gasification (HTAG) of plastic containing waste. Fuel Process. Technol. 2006, 87, 223–233. [Google Scholar] [CrossRef]
- Shen, Y.; Zhao, P.; Shao, Q.; Ma, D.; Takahashi, F.; Yoshikawa, K. In-situ catalytic conversion of tar using rice husk char-supported nickel-iron catalysts for biomass pyrolysis/gasification. Appl. Catal. B Environ. 2014, 152–153, 140–151. [Google Scholar] [CrossRef]
- James, R.A.M.; Yuan, W.; Boyette, M.D.; Wang, D.; Kumar, A. In-chamber thermocatalytic tar cracking and syngas reforming using char-supported NiO catalyst in an updraft biomass gasifier. Int. J. Agric. Biol. Eng. 2014, 7, 91–97. [Google Scholar]
- Franco, C.; Pinto, F.; Gulyurtlu, I.; Cabrita, I. The study of reactions influencing the biomass steam gasification process. Fuel 2003, 82, 835–842. [Google Scholar] [CrossRef]
- Gil, J.; Corella, J.; Aznar, M.P.; Caballero, M.A. Biomass gasification in atmospheric and bubbling fluidized bed: Effect of the type of gasifying agent on the product distribution. Biomass Bioenergy 1999, 17, 389–403. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Value |
|---|---|
| C (%) | 47.90 |
| H (%) | 1.70 |
| N (%) | 0.30 |
| O ** (%) | 49.90 |
| S (%) | 0.20 |
| Ash (%) | 0.57 |
| Volatile Matter (%) | 72.63 |
| Fixed Carbon ** (%) | 16.66 |
| Moisture (%) | 10.14 |
| Higher Heating Value (MJ/kg) | 19.53 |
| Bulk Density (g/cm3)/avg. Particle Size | 0.207/2 mm |
| 0.211/7 mm | |
| 0.196/17 mm | |
| 0.192/30 mm |
| Particle Size (mm) | H2 (% v/v) | CO (% v/v) | CH4 (% v/v) | CO2 (% v/v) | O2 (% v/v) | N2 (% v/v) | HHV MJ/m3 |
|---|---|---|---|---|---|---|---|
| 2 | 4.26 ± 0.66 a | 14.71 ± 1.01 ab | 2.18 ± 0.30 NS | 12.54 ± 0.37 b | 1.41 ± 0.17 NS | 64.90 ± 1.49 ab | 3.26 ± 0.30 b |
| 7 | 6.61 ± 0.38 a | 14.97 ± 0.22 a | 2.39 ± 0.09 NS | 13.48 ± 0.34 ab | 1.51 ± 0.31 NS | 61.04 ± 0.71 b | 3.67 ± 0.11 a |
| 17 | 3.59 ± 0.07 ab | 12.80 ± 0.23 b | 2.20 ± 0.05 NS | 14.38 ± 0.44 ab | 1.57 ± 0.41 NS | 65.46 ± 0.33 a | 2.94 ± 0.05 b |
| 30 | 2.89 ± 0.19 b | 11.84 ± 0.46 b | 2.15 ± 0.12 NS | 14.73 ± 0.51 a | 1.76 ± 0.27 NS | 66.63 ± 0.59 a | 2.71 ± 0.12 b |
| Moisture Content (% wt) | H2 (% v/v) | CO (% v/v) | CH4 (% v/v) | CO2 (% v/v) | O2 (% v/v) | N2 (% v/v) | HHV MJ/m3 |
|---|---|---|---|---|---|---|---|
| 10 | 6.61 ± 0.38 a | 14.97 ± 0.22 a | 2.39 ± 0.09 a | 13.48 ± 0.34 NS | 1.51 ± 0.31 NS | 61.04 ± 0.71 b | 3.67 ± 0.11 NS |
| 14 | 5.73 ± 0.30 ab | 12.92 ± 0.07 ab | 1.94 ± 0.03 ab | 12.57 ± 0.42 NS | 2.34 ± 0.29 NS | 64.50 ± 0.51 ab | 3.13 ± 0.06 NS |
| 18 | 5.62 ± 0.59 b | 10.51 ± 1.46 b | 1.55 ± 0.22 b | 11.98 ± 1.79 NS | 3.69 ± 2.04 NS | 66.65 ± 1.99 a | 2.65 ± 0.35 NS |
| 22 | 6.02 ± 0.27 b | 11.16 ± 0.11 b | 1.69 ± 0.04 b | 13.70 ± 0.0 NS | 1.77 ± 0.09 NS | 65.67 ± 0.41 ab | 2.84 ± 0.05 NS |
| Biomass Compactness (kg) | H2 (% v/v) | CO (% v/v) | CH4 (% v/v) | CO2 (% v/v) | O2 (% v/v) | N2 (% v/v) | HHV MJ/m3 |
|---|---|---|---|---|---|---|---|
| 0 | 6.61 ± 0.38 NS | 14.97 ± 0.22 NS | 2.39 ± 0.09 | 13.48 ± 0.34 | 1.51 ± 0.31 | 61.04 ± 0.71 | 3.67 ± 0.11 NS |
| 1 | 5.91 ± 0.12 NS | 14.50 ± 0.60 NS | 2.30 ± 0.09 | 12.59 ± 0.28 | 1.64 ± 0.37 NS | 63.05 ± 0.72 | 3.49 ± 0.13 NS |
| 2 | 5.73 ± 0.06 NS | 14.82 ± 0.23 NS | 2.33 ± 0.03 | 12.71 ± 0.15 | 1.29 ± 0.02 NS | 63.13 ± 0.24 | 3.52 ± 0.04 NS |
| 3 | 5.80 ± 0.21 NS | 15.25 ± 0.10 NS | 2.41 ± 0.04 | 13.09 ± 0.02 | 1.15 ± 0.02 | 62.30 ± 0.24 | 3.61 ± 0.02 NS |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons by Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
James R., A.M.; Yuan, W.; Boyette, M.D. The Effect of Biomass Physical Properties on Top-Lit Updraft Gasification of Woodchips. Energies 2016, 9, 283. https://doi.org/10.3390/en9040283
James R. AM, Yuan W, Boyette MD. The Effect of Biomass Physical Properties on Top-Lit Updraft Gasification of Woodchips. Energies. 2016; 9(4):283. https://doi.org/10.3390/en9040283
Chicago/Turabian StyleJames R., Arthur M., Wenqiao Yuan, and Michael D. Boyette. 2016. "The Effect of Biomass Physical Properties on Top-Lit Updraft Gasification of Woodchips" Energies 9, no. 4: 283. https://doi.org/10.3390/en9040283