
Lignin-Furfural Based Adhesives

1
Department of Paper and Bioprocess Engineering, SUNY College of Environmental Science and Forestry, Syracuse, NY 13210, USA
2
Department of Chemistry, SUNY College of Environmental Science and Forestry, Syracuse, NY 13210, USA
*
Authors to whom correspondence should be addressed.
Energies 2015, 8(8), 7897-7914; https://doi.org/10.3390/en8087897
Submission received: 27 May 2015
/
Revised: 14 July 2015
/
Accepted: 15 July 2015
/
Published: 30 July 2015
(This article belongs to the Special Issue Bioenergy and Biorefining)
Abstract
:Lignin recovered from the hot-water extract of sugar maple (Acer saccharum) is used in this study to synthesize adhesive blends to replace phenol-formaldehyde (PF) resin. Untreated lignin is characterized by lignin content and nuclear magnetic resonance (NMR) analysis. The molecular weight distribution of the lignin and the blends are characterized by size exclusion chromatography (SEC). The effect of pH (0.3, 0.65 and 1), ex situ furfural, and curing conditions on the tensile properties of adhesive reinforced glass fibers is determined and compared to the reinforcement level of commercially available PF resin. The adhesive blend prepared at pH = 0.65 with no added furfural exhibits the highest tensile properties and meets 90% of the PF tensile strength.
1. Introduction
Wood adhesives are routinely used in wood products, such as particle boards, plywood, finger-jointing fields, cement mold boards, container boards and other applications in the wood-processing industry. Almost two-thirds of the wood industry currently employs phenol-formaldehyde (PF) as the commercial adhesive [1,2,3,4]. PF resins are produced from petro-chemicals, phenol and formaldehyde in the presence of acid and/or alkaline catalysts [5]. PF resins have several advantages, such as high mechanical strength to prevent delamination, resistance to moisture, weather resistance, and excellent temperature stability [6,7,8]. Despite the advantages of PF resins, the oil-dependent price of phenol prevents their application in other areas [5,9]. Furthermore, phenol and formaldehyde are environmentally unfriendly and toxic substances [9], with LD50 values in rats of 317 mg/kg and 65 mg/kg, respectively. In addition, formaldehyde has been classified as a carcinogen by the Environmental Protection Agency (EPA) since 2008, propelling removal of formaldehyde from consumer products. Therefore, there is a need to develop a replacement that is expected to be environmentally friendly, safer for human use, economical (preferably independent of oil prices), and possess comparable mechanical properties to those of PF resin. An alternative that has been investigated in this study is a hot-water extracted lignin-based resin.
The lignocellulosic biorefinery based on wood, agricultural residues or paper waste may be the most successful endeavor to replace fossil fuels in the future. These raw materials undergo several operations, including pretreatment, separation, purification, hydrolysis, and fermentation to produce a broad palette of products, including alternative fuels, bioplastics, chemicals, materials and sorbents [10]. The main polymer constituents of lignocellulosic biomass are cellulose, lignin, and hemicelluloses. When lignocellulosics undergo pretreatment processes, the degradation of at least one polymer occurs, depending on the reagents and conditions used. One approach is to use a method that degrades the hemicellulose constituent and keeps the other two, lignin and cellulose, largely intact [11]. Hot-water extraction, a pretreatment method based on autohydrolysis, utilizes this approach. It is recommended as an environmentally benevolent process, with limited corrosion, no sludge generation, and low capital and operational costs [11]. This process does not use any mineral acids or bases possibly preventing extensive degradation of lignin and cellulose. A relatively large part of hemicelluloses (~80% of total hemicelluloses in hardwoods, mostly xylans) are degraded to shorter chains, oligomers, and monosaccharides with limited degradation to furfural (pentoses) (Figure 1) and hydroxymethylfurfural (hexoses) [10]. These carbohydrates can be used as a substrate for fermentation to produce compounds, such as ethanol, butanol, polyhydroxyalkanoates, succinic acid, and xylitol. High value added chemicals can be produced from lignin and cellulose such as adhesives, bioplastics, activated carbon and nanocellulose, which in turn increase the value of the biorefinery.
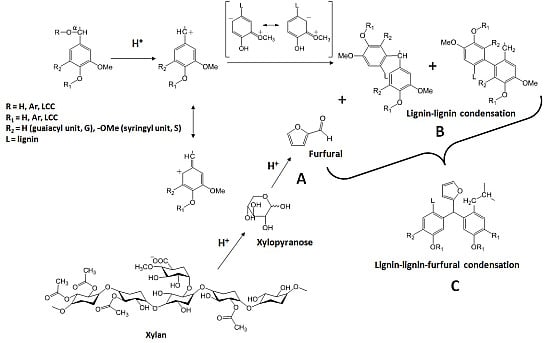
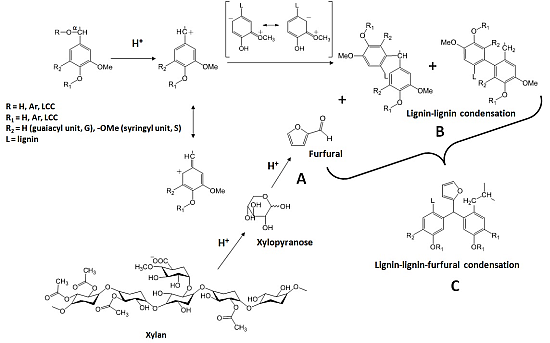
Lignin is a three dimensional polymer consisting of phenylpropanoid units linked to each other by C–O–C and C–C bonds. It is the second most abundant natural polymer on earth and accounts for 12%–33% of lignocellulosic biomass [12,13]. It is a potential byproduct of the biorefinery and is gaining attention due to its projected abundant production in the future. According to the Global Renewable Fuel Alliance (GRFA), 85 billion liters of ethanol were produced in 2014, which is only expected to increase in the future, resulting in large quantities of lignin-rich byproduct streams from the biorefinery. Lignin is increasingly studied for the production of different high-value, low volume products, such as thermoplastics, carbon fibers, and adhesives to increase the profitability of biorefineries [14,15,16,17,18]. Furfural, which is also expected to be a biorefinery product, has several uses in the plastics, food and pharmaceutical industries, as a solvent in the chemical industry, and even as a precursor for other high value products. It can be produced by conversion of 5-carbon sugars in the presence of acid catalyst (Scheme 1) [19,20,21,22,23,24]. Furfural has been shown to be a potential cross-linking agent which can form lignin-furfural condensation products (Scheme 1) [25].
Scheme 1.
Proposed mechanism of lignin-furfural condensation products: (A) xylose based carbohydrates breakdown to furfural; (B) lignin-lignin condensation takes place; and (C) lignin-lignin-furfural condensation product (adapted from [24,26,27,28]).

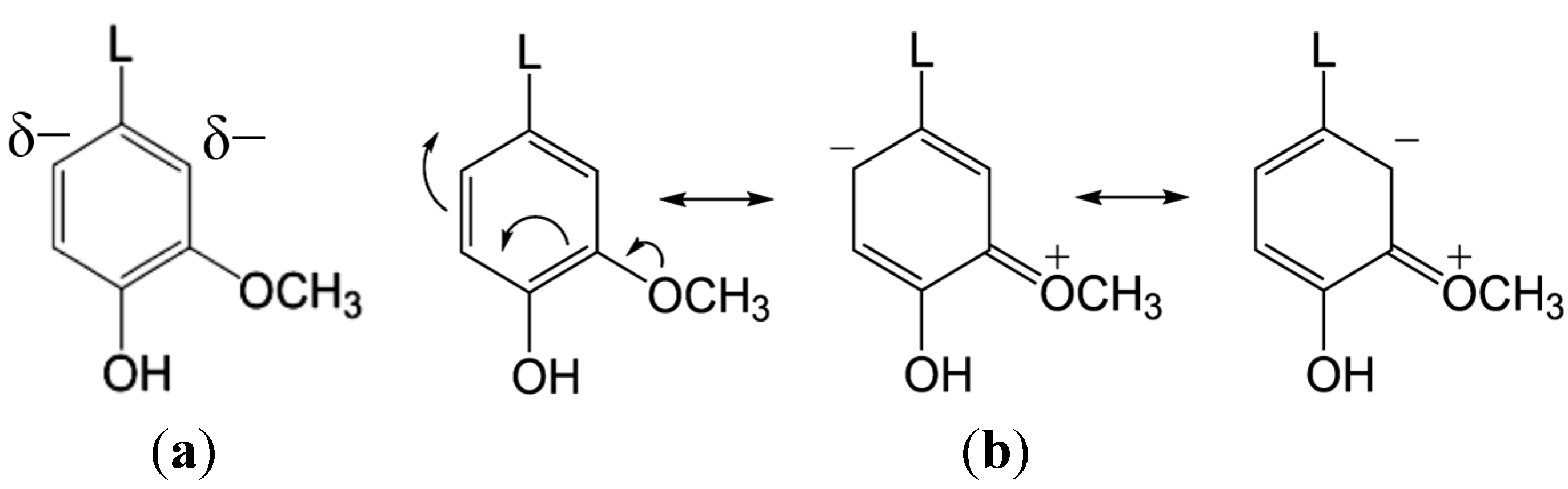
In the lignin-furfural resin system, lignin and furfural are proposed to replace phenol and formaldehyde used in PF resins, respectively. The lignin and furfural are reacted in acidic conditions. Under acidic conditions, higher electron density is created on the C2 and C6 carbons of the phenylpropanoid units. Two mechanisms are responsible for this phenomenon: The induction effect of the alkyl group at position 1 and the resonance effects of the electron pairs on the methoxy oxygen (Scheme 2) [29]. Therefore, the C2 and C6 positions on the ring represent reactive sites toward electrophilic substitution and will condense with the electrophilic aldehyde carbonyl carbon. A proposed mechanism of lignin-lignin condensation and lignin-furfural condensation is shown in Scheme 1. However, acidic conditions also result in depolymerization (acidolysis) of lignin. A carbonium ion at the β position is formed under acidic conditions by the proton-induced elimination of water (ether) from the benzylic position. The cleavage of the β-ether linkage in the β-O-4 structure results in the carbonium ion reacting further to form Hibbert ketones, analogous to an acidolysis reaction. This may lead to competing reactions of depolymerization and repolymerization of lignin [30,31,32,33,34,35,36]. Under acidic conditions, it is also expected that the xylose/xylose based oligomers/polymers which are likely to be present in the hardwood biorefinery lignin are converted to furfural to form an adhesive blend (Scheme 1).
Scheme 2.
Mechanism that governs the presence of higher electron density on Position 2 and 6 on lignin phenylpropanoid units in acidic medium: (a) the induction effect of the alkyl group at Position 1; and (b) the resonance effect of the electron pairs on the methoxy oxygen [29].
Scheme 2.
Mechanism that governs the presence of higher electron density on Position 2 and 6 on lignin phenylpropanoid units in acidic medium: (a) the induction effect of the alkyl group at Position 1; and (b) the resonance effect of the electron pairs on the methoxy oxygen [29].

Considerable research has been conducted in the past to make adhesive blends using kraft lignin and lignosulfonates from hardwoods and agricultural residues [3,5,6,37,38]. There has been little success in industrial applications where most attempts are toward producing lignin-phenol-formaldehyde (LPF) resins. This lack of success can be attributed to economical and technical reasons. The mechanical properties provided by these lignin-based adhesives appear inferior in comparison to the PF resin. Kraft lignin and/or lignosulfonates, which are the traditionally produced sulfur-containing technical lignins, are the primary sources of lignin in most studies. These lignins, lacking active sites, are low in reactivity requiring longer curing times. The formulations also tend to be corrosive to the equipment [39,40]. In addition, the presence of sulfur renders them hazardous for the environment. It is to be noted, however, that large quantities of lignin without sulfur are not readily available for use currently. At present, traditional pulping processes produce over 25 × 106 tons of sulfur-containing lignin in the United States, annually. The sulfur-free lignin that may be produced by growing lignocellulosic biorefineries may only be a fraction of this amount [10].
Current literature reports two methods to synthesize lignin-based resins—the first method involves purifying lignin [4] and then modification by methylolation (hydroxymethylation) [41,42], phenolation [6,43,44], and demethylation [45]. Modification is performed to improve reactivity of the lignin and the resulting highly pure and active products are used in the preparation of phenolic resins. However, performing modification procedures on lignin increases production costs making it a less viable option [5]. The second method is called the “catch all” pathway [46], which utilizes unpurified lignin [6,47]. The lignin that is used in this study is not modified or purified; therefore the method used here may be considered as the “catch all” pathway.
The aim of this study is to determine the viability of lignin to produce lignin-based adhesives as a replacement for PF resin and determine the amount of additional furfural required to form a condensation product of properties comparable to PF. The lignin fraction used in this study was recovered from different operations of the hot-water extraction pretreatment process proposed for a hardwood-based biorefinery. Due to the increased interest in the biorefinery, autohydrolysis lignin has been extensively studied. However, most literature reports results on the lignin fraction remaining in the lignocellulosic material after pretreatment [30,36,48,49]. Comparatively, lesser work has been done on the lignin that is dissolved in the by-product stream; which is the subject of this study. Furfural is a projected product of the hardwood biorefinery [10], however, furfural used as a cross-linking agent in this study was a commercially available product.
2. Results and Discussion
2.1. Characterization of Lignin
The lignin content of the lignin fraction recovered from the hot-water extract of sugar maple before (L) and after acid hydrolysis (LAH) was determined and is shown in Table 1. The acid insoluble lignin content in both fractions is approximately the same, whereas the acid-soluble lignin content of LAH is higher than that in L, which might reflect different recovery methods. L is the retentate of the ultrafiltration process where low molecular weight fractions were lost. In contrast, LAH was recovered as the precipitate from the digester after acid hydrolysis of the permeate from the ultrafiltration process (see Experimental Section). The low molecular weight compounds may have been retained in LAH resulting in higher acid-soluble lignin content than in L.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Lignin content (acid insoluble and acid soluble) of the lignin fraction from the biorefinery before (L) and after (LAH) acid hydrolysis of hot-water extract.
| Lignin fraction | Acid insoluble lignin (%) | Acid soluble lignin (%) | Total lignin content (%) |
|---|---|---|---|
| L | 86.39 | 1.85 | 88.24 ± 1.48 |
| LAH | 85.75 | 4.89 | 90.57 ± 0.35 |
2D heteronuclear single quantum coherence spectroscopy, nuclear magnetic resonance (HSQC NMR) spectra of the two lignin fractions (L and LAH) are shown in Figure 1. It is important to note that there is a slight shift between the correlations assigned to the same structures. This is because acetylated L was dissolved in deuterated dimethyl sulfoxide, whereas acetylated LAH was dissolved in deuterated acetone prior to NMR analysis. It can be seen that most of the carbohydrate correlations observed in the spectrum of L are not detectable in the spectrum of LAH. This loss of carbohydrates is most likely the result of acid hydrolysis. Acid labile benzyl ether bonds between lignin and carbohydrates in lignin-carbohydrate complex (LCC) are susceptible to cleavage during acid hydrolysis [29,50]. A relatively purer lignin, which is free of carbohydrate contamination, is obtained (Figure 1b). However, these NMR data were not supported by the lignin content results as there are only minute differences between the lignin content of the two fractions (Table 1).
It is also important to note that the β-O-4 correlations (A, Figure 1) appear weaker in the spectrum of the LAH fraction. This is expected as aryl ether bonds undergo cleavage to a certain extent in acidic conditions. Also, the β-O-4 bonds are the most abundant in lignocellulosic lignin in situ and in lignin dissolved during hot-water extraction [10,30,48,49,50]. Other than the correlations assigned to β-O-4 linkages, the G2 correlations are also diminished in the LAH fraction. This indicates a loss of hydrogen, potentially via condensation at the G2 position, which is suggested to occur in acidic conditions (Scheme 1) [29]. It seems that G2 participated in the condensation reactions more extensively than G6, S2 or S6.
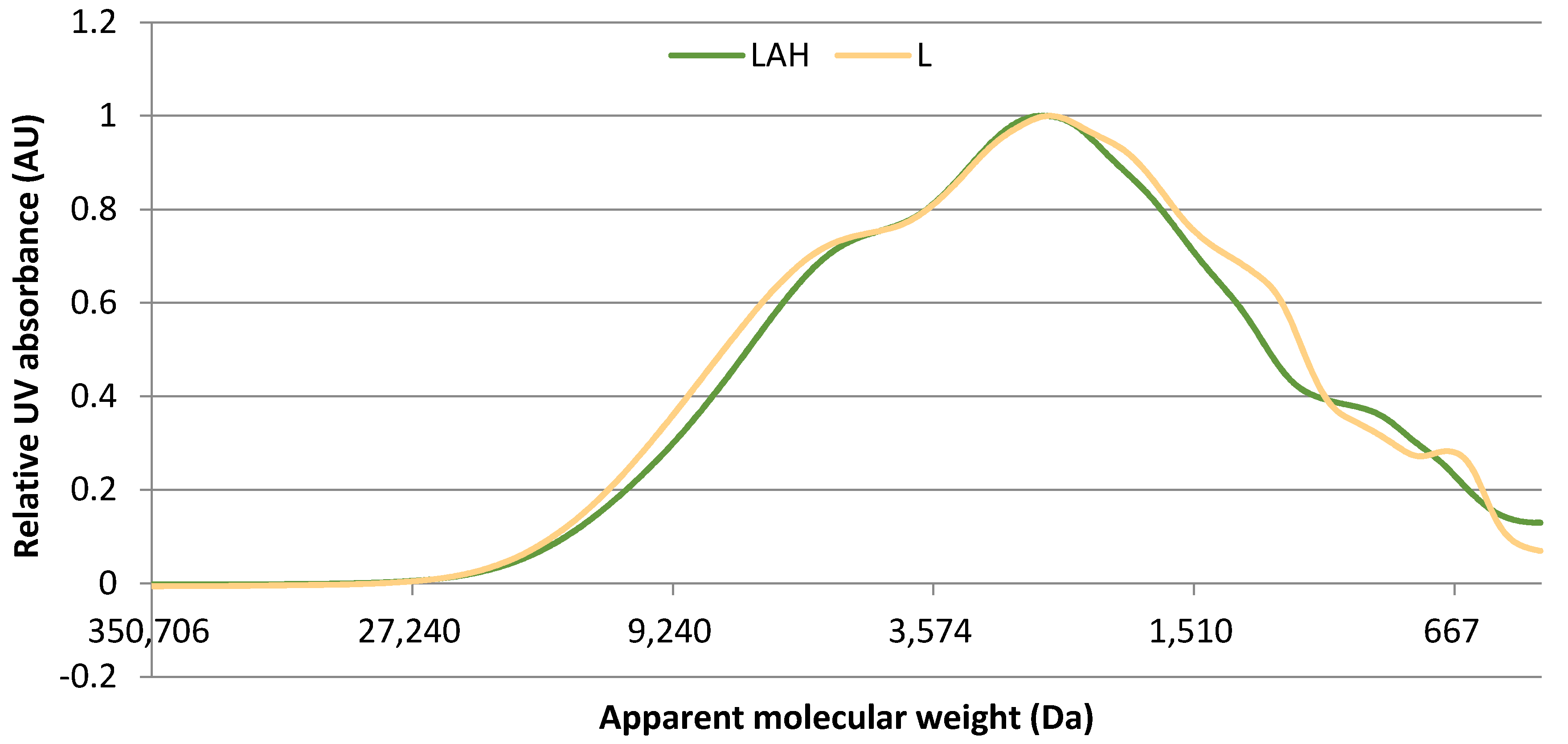
The molecular weight of LAH is expected to be lower than L due to filtration and acid hydrolysis procedures. However, the cleavage of β-O-4 bonds and the condensation reaction at the G2 position may happen simultaneously, causing only a slight decrease in molecular weight of the LAH fraction (Figure 2). Our previous studies showed that adhesive blends prepared from LAH performed better in terms of tensile properties compared to the L fraction even though lignin-lignin and/or lignin-furfural cross linking occurred in both fractions [51]. The same studies also showed that using formic acid at pH = 1 as a catalyst was better suited for developing tensile properties of adhesive blends than just hydrochloric acid at pH = 1. However, in this study, hydrochloric acid has been used in combination with formic acid for desired pH conditions. This report does not include data from experiments in which the L fraction was used to synthesize adhesives and studies which used only hydrochloric acid as a catalyst [51].
Figure 1.
2D HSQC spectra of lignin fractions: (a) before (L); and (b) after acid hydrolysis of hot-water extract. (LAH). Assignments in accordance with [48,52,53,54,55].
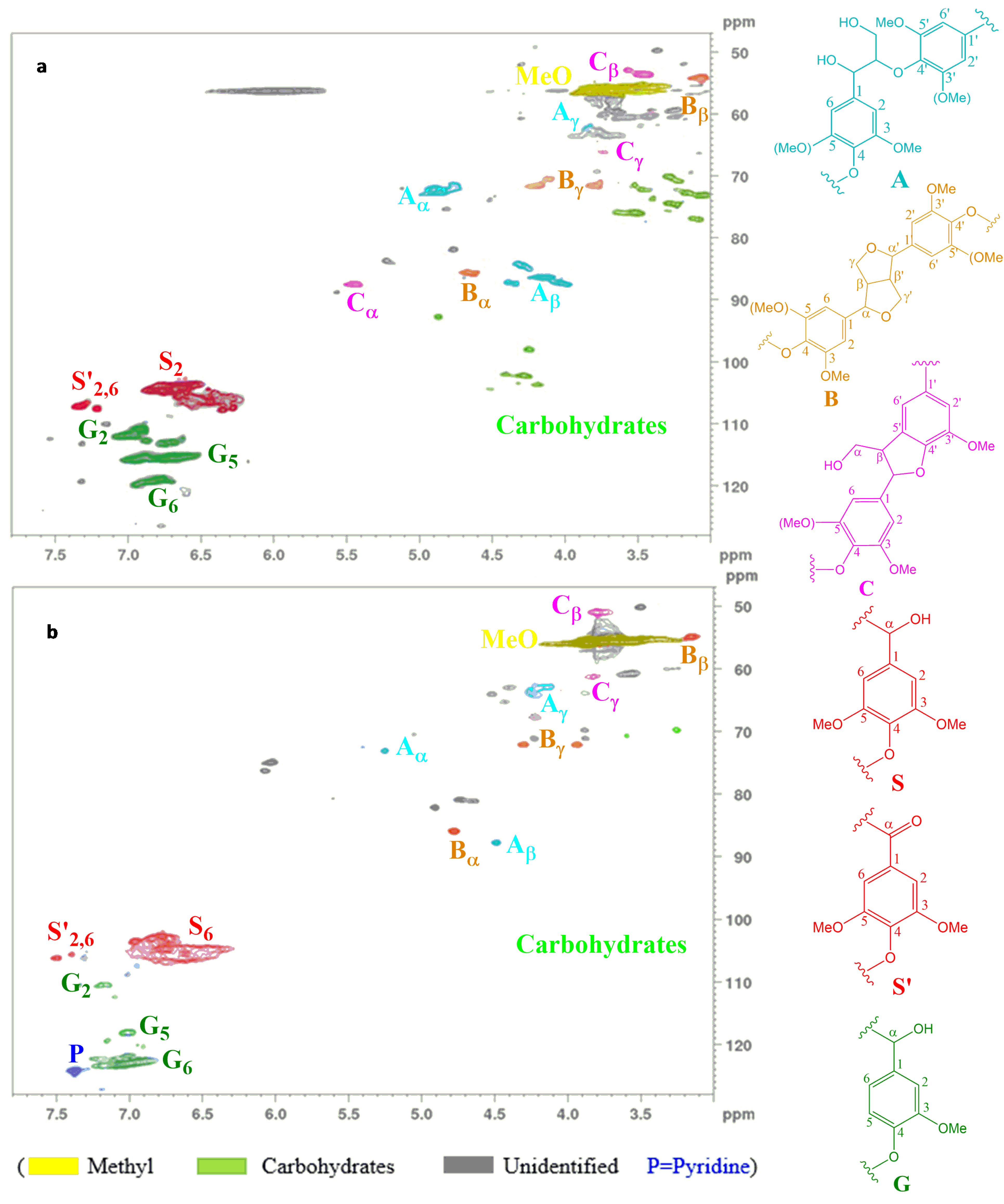
Figure 2.
Normalized molecular weight distribution of lignin before (L) and after (LAH) acid hydrolysis of hot-water extract.
Figure 2.
Normalized molecular weight distribution of lignin before (L) and after (LAH) acid hydrolysis of hot-water extract.

2.2. Molecular Weight Distribution of Adhesive Blends
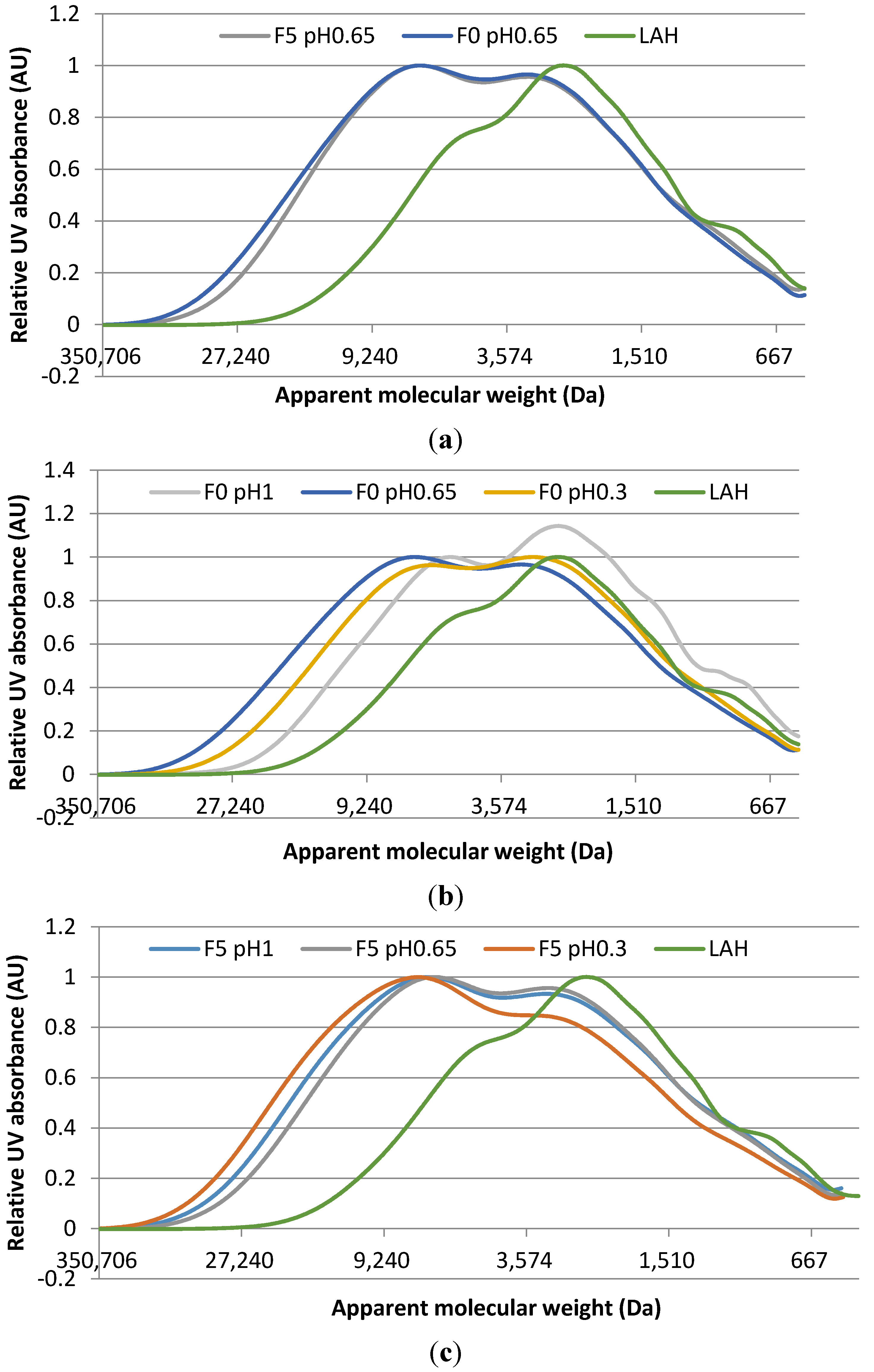
Molecular weight distribution was determined for the nine adhesive blends prepared. All nine adhesive blends showed an increase in molecular weight compared to LAH (Figure 3). Therefore, these results indicate that lignin-lignin and/or lignin-furfural cross linking took place in all cases. It can be seen that the bimodal nature of the untreated lignin was retained throughout the polymerization process. The bimodal distribution indicates that two fractions of higher and lower molecular weight were formed during the reaction.
Figure 3a shows the molecular weight distribution of adhesive blends prepared at pH = 0.65 with 5% and 0% furfural (F5_065, and F0_065), compared with that of the untreated lignin (LAH). The molecular weight distributions of F5_065 and F0_065 are very similar, indicating almost an equal extent of polymerization, compared to LAH. The results point toward a possibility of competing reactions of cleavage of bonds (depolymerization) and cross linking (polymerization) occurring simultaneously [33,34,35,36,37,38,39]. It may be inferred that pH = 0.65 is a more suitable environment for these reactions to happen at almost the same reaction rate.
The effect of pH on the molecular weight is shown in Figure 3b,c. Blends prepared without furfural in pH = 0.65 exhibit highest molecular weight followed by those in pH = 0.3 and then pH = 1 (F0_065 > F0_03 > F0_1) (Figure 3b). This might indicate that pH = 1 is not a favorable condition for crosslinking to take place, therefore producing the lowest molecular weight blend. At pH = 0.3, the pH may be more favorable to increase the rate of reaction of polymerization thus increasing the molecular weight.
For blends prepared with 5% furfural, synthesis in pH = 0.3 results in the production of the highest molecular weight blend, followed by pH = 1 and then pH = 0.65 (F5_03 > F5_1 > F5_065) (Figure 3c). It may be concluded that, independent of furfural presence during formulation of adhesives, blends prepared at pH = 0.3 have a higher molecular weight than those at pH = 1. This suggests that pH = 0.3 may be a more polymerization-favorable environment compared to pH = 1. Adding 5% furfural in pH = 0.3, only further promotes polymerization causing a further increase in molecular weight. Though pH = 1 may not be a polymerization-favorable environment, the added furfural participates in the cross-linking process, increasing the molecular weight (Figure 3c).
Figure 3.
Normalized molecular weight distribution of some of the prepared adhesive blends compared to untreated lignin (LAH): (a) molecular weight distribution of blends prepared at pH = 0.65 with 5% and 0% furfural (F5_065 and F0_065); (b) molecular weight distribution of adhesive blends with 0% furfural at pH conditions 0.3, 0.65, and 1 (F0_03, F0_065, and F0_1); and (c) molecular weight distribution of adhesive blends with 5% furfural at pH conditions 0.3, 0.65 and 1 (F5_03, F5_065 and F5_1).
Figure 3.
Normalized molecular weight distribution of some of the prepared adhesive blends compared to untreated lignin (LAH): (a) molecular weight distribution of blends prepared at pH = 0.65 with 5% and 0% furfural (F5_065 and F0_065); (b) molecular weight distribution of adhesive blends with 0% furfural at pH conditions 0.3, 0.65, and 1 (F0_03, F0_065, and F0_1); and (c) molecular weight distribution of adhesive blends with 5% furfural at pH conditions 0.3, 0.65 and 1 (F5_03, F5_065 and F5_1).
2.3. Effect of Curing Pressure and Temperature on Mechanical Properties of Adhesive Reinforced Glass Fibers
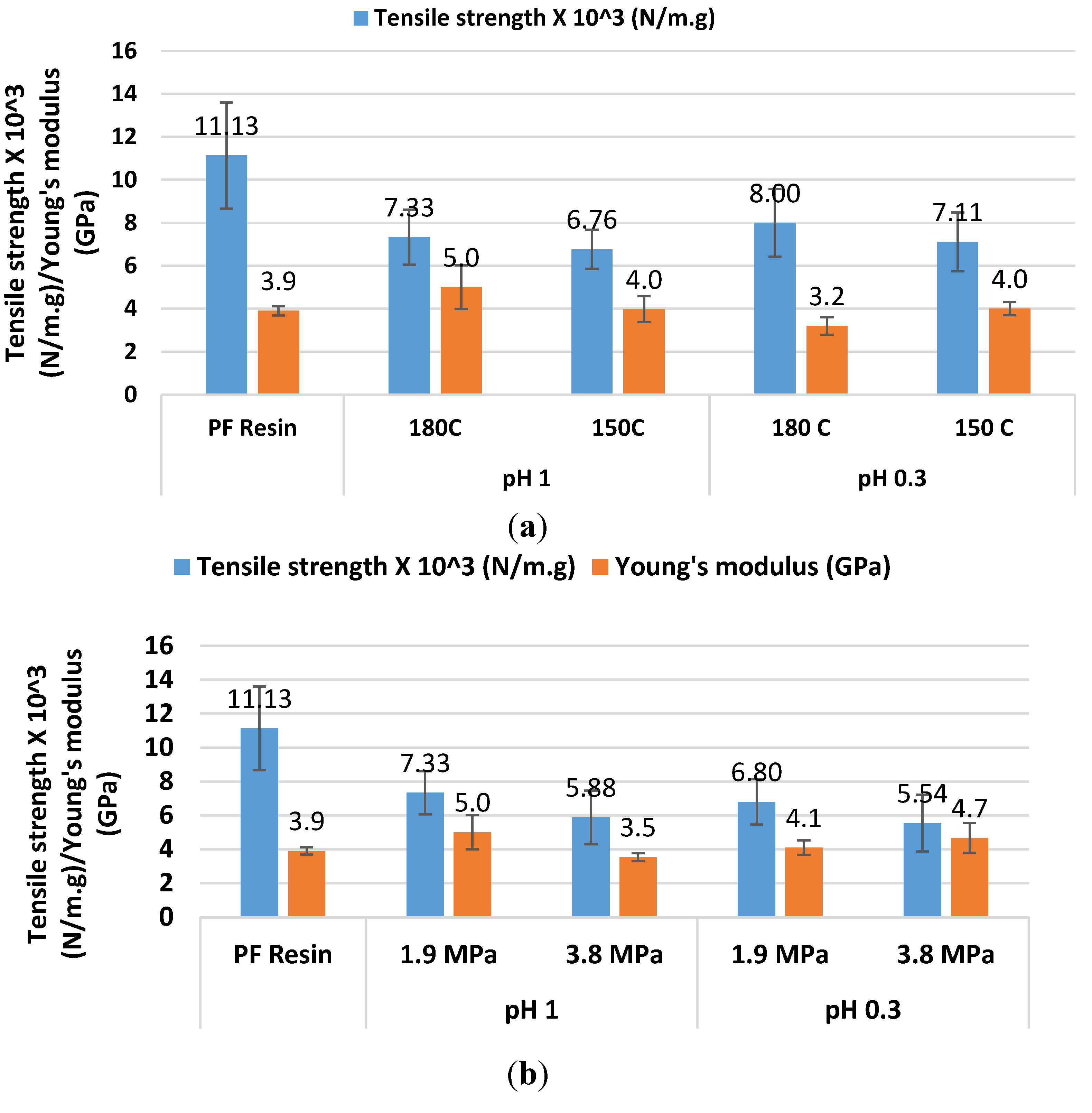
The curing study of two pressures (1.9 MPa and 3.8 MPa) and two temperatures (180 °C and 150 °C) was conducted on formulations prepared with 5% and 0% furfural in pH = 0.3 and 1. The tensile testing was done on adhesive reinforced glass fibers. Figure 4a shows the effect of curing temperature on the mechanical properties of the adhesive blends prepared at pH = 0.3 and 1 with 5% furfural (F5_0.3 and F5_1) and with constant curing pressure of 1.9 MPa. Figure 4b shows the effect of curing pressure on the same blends (F5_0.3 and F5_1) with a constant curing temperature of 180 °C. The purpose of curing is to further promote the adhesive-adhesive and the adhesive-substrate (glass fiber) cross-linking process.
The tensile strength per gram (N/m·g) of the adhesive is calculated with the following equation:
Figure 4.
(a) Effect of curing temperature (150 °C and 180 °C) on tensile properties of adhesive blends with 5% furfural at curing pressure of 1.9 MPa and reaction pH = 0.3 and 1. (b) Effect of curing pressure (1.9 MPa and 3.8 MPa) on tensile properties of adhesive blends with 5% furfural at curing temperature of 180 °C and reaction pH = 0.3 and 1. All samples are compared to PF resin which was cured at 180 °C and 1.9 MPa. Tensile strength per gram (N/m·g) was determined using Equation (1).
Figure 4.
(a) Effect of curing temperature (150 °C and 180 °C) on tensile properties of adhesive blends with 5% furfural at curing pressure of 1.9 MPa and reaction pH = 0.3 and 1. (b) Effect of curing pressure (1.9 MPa and 3.8 MPa) on tensile properties of adhesive blends with 5% furfural at curing temperature of 180 °C and reaction pH = 0.3 and 1. All samples are compared to PF resin which was cured at 180 °C and 1.9 MPa. Tensile strength per gram (N/m·g) was determined using Equation (1).

For both F5_1 and F5_03, decreasing the curing temperature from 180 °C to 150 °C compromised the tensile strength of the adhesives by 8% and 11%, respectively. This suggests that at the lower temperature, the rate of the curing process is slower, causing fewer cross links and thus causing a decrease in the tensile strength.
At both studied formulation pH conditions, increasing the curing pressure from 1.9 MPa to 3.8 MPa decreased the tensile strength by 20%. Samples pressed at the higher pressure (3.8 MPa) were brittle, compromising the tensile strength and causing catastrophic failure to occur earlier than for the samples pressed at the lower pressure (1.9 MPa). At the higher pressure, several adhesive-adhesive and adhesive-substrate cross links may have formed. Highly cross-linked polymers experience restricted motion and thus reduced elasticity. This can also be observed via the elastic modulus as samples with higher tensile strength have a lower elastic modulus and vice versa (Figure 4b). It was observed that adhesive blends cured under the conditions 180 °C and 1.9 MPa performed better, than adhesive blends cured under other conditions.
2.4. Effect of pH on Mechanical Properties of Adhesive Reinforced Glass Fibers
The adhesive blends with and without furfural were formulated in three pH conditions, 0.3, 0.65 and 1, and their effect on the tensile strength and elastic modulus was determined compared to PF resin (Figure 5). The curing conditions were kept constant at 180 °C and 1.9 MPa for all pH conditions.
The formulation produced in pH = 0.65 with 0% furfural (F0_065) resulted in the highest strength of 10,053 N/m·g which is about 90% of the PF resin (11,133 N/m·g). At pH conditions of 0.3 and 0.65, adding 5% furfural ex situ (F5_03 and F5_065) compromised the tensile properties; therefore, experiments with higher amounts of furfural were not conducted at pH < 1. With 5% or 0% furfural, blends prepared at pH = 0.65 produced the best mechanical properties, followed by blends prepared at pH = 0.3 and then pH = 1 (pH 0.65 > pH 0.3 > pH 1). However, it is important to note that blends prepared at pH = 1 with 8% and 16% furfural also exhibited good mechanical properties (Figure 5). This can be attributed to the high concentrations of furfural present in the blends which promoted the cross-linking process.
Figure 5.
Effect of pH on tensile properties (tensile strength and elastic modulus) of adhesive blends at curing temperature and pressure of 180 °C and 1.9 MPa. Tensile strength per gram (N/m·g) was determined using Equation (1).
Figure 5.
Effect of pH on tensile properties (tensile strength and elastic modulus) of adhesive blends at curing temperature and pressure of 180 °C and 1.9 MPa. Tensile strength per gram (N/m·g) was determined using Equation (1).

At pH = 1, adding 5% (F5_1) furfural increased the tensile strength per gram by 110% compared to F0_1. The formulation with 8% furfural (F8_1) further improved the tensile strength by 167% and adding 16% furfural (F16_1) improved the strength by 185% compared to F0_1. At pH = 1, the reaction rate is slower and, therefore, additional furfural is required for the polymerization reaction, and these blends may contain lignin-furfural bonds in addition to lignin-lignin linkages.
The samples with 0% furfural produced at pH = 0.65 (F0_065) demonstrate a ~20% improved strength compared to those produced at pH = 0.3 (F0_03). The samples with 5% added furfural (F5_065), demonstrate ~9% increase in strength compared to the sample formulated at pH = 0.3 (F5_03).
Generally, at conditions pH below 1, the reaction rate seems to be high enough for cross-linking reactions to take place via lignin-lignin bonding and/or with the in situ furfural that maybe generated from xylose conversion (Scheme 1). It appears that the bonds formed in situ consume the reactive sites, and the additional furfural does not contribute toward improving tensile properties.
Along with tensile strength, a good elastic modulus is also desired to resist stress at the bond line. The PF resin has an elastic modulus of 3.9 GPa, which is higher than the best adhesive blend (F0_065) by only 8%. In general, samples exhibiting lower tensile strength exhibit higher elastic modulus (Figure 5). It can be concluded that the lignin-based adhesive blends exhibit elastic moduli that lie in the desired range.
The effect of molecular weight was also observed on mechanical properties. In all cases, it was seen that an increase in molecular weight did not correspond to better mechanical properties (Figure 3). In fact, in all cases lower molecular weight indicated better mechanical properties. Higher molecular weight could indicate more cross linking within the polymer—causing the adhesive to become more rigid—thus, affecting the tensile properties as flexibility and elasticity are reduced. This can be derived from the elastic modulus, which is highest with blends prepared at pH = 1 (Figure 5) that show some of the lowest tensile properties. The trend of the effect of pH on the molecular weight is as follows: With no furfural: pH 0.65 > pH 0.3 > pH 1. With 5% furfural: pH 0.3 > pH 1 > pH 0.65. The trend of the effect of pH on tensile strength is as follows: No furfural: pH 0.65 > pH 0.3 > pH 1. With 5% furfural: pH 0.65 > pH 0.3 > pH 1. Even though, adding 5% furfural increases the molecular weight of blends prepared in pH = 0.3 and 1 than in pH = 0.65, the tensile strength is still lower compared to pH = 0.65. (Figure 3b,c and Figure 5).
3. Experimental Section
3.1. Materials
Furfural was bought from Sigma-Aldrich (St. Louis, MO, USA). Glass fibers for mechanical testing were bought from Pall Corporation (New York, NY, USA). PF (Novolac resin, 99% phenol, 1% formaldehyde) was obtained from Advanced Polymers International (Syracuse, NY, USA).
3.2. Lignin Isolation and Characterization
The acid insoluble lignin content of L and LAH is determined by the Tappi Method T 222 om-02. Acid soluble lignin content is determined by measuring UV absorbance at 205 nm [56]. The L and LAH fractions were obtained from the following procedure conducted at our institute previously. Sugar maple (Acer saccharum) wood chips are subjected to hot-water extraction (160 °C, 2 h). Hot-water extraction was carried out in a Struthers-Wells 65 ft3 stainless lined batch digester. During hot-water extraction, ~13% of lignin is dissolved in the extract [11]. The extract then undergoes ultrafitration via a membrane which is a Hilco HM634-01 with a pore size of 0.01 µm ceramic filter. The retentate is recovered, the pH dropped to 2 and centrifuged to obtain the L fraction. The permeate further undergoes nano-filtration. The permeate of the nano-filtration process is acid hydrolyzed with concentrated sulfuric acid (1.5% by mass of extract) at 130 °C for 45 min. The precipitate (LAH) formed is recovered with dissolution in acetone-water (1:1) mixture and steam stripped to remove the solvents. The recovered precipitate was used as received as the raw material (LAH) for making adhesive blends.
3.3. Preparation of Adhesives
Adhesive blends are made in a slightly modified manner in accordance with Johansson’s method where 15%–34% sulfite liquor was reacted at pH = 0.3–0.6 with sulfuric or hydrochloric acid at temperatures of 90–160 °C. The resultant products were applied to wood chips, formed into sheets and cured at temperatures of 150–180 °C and pressures of 0.8 and 2 MPa [57]. In this study, duplicates of 25 g of lignin (LAH) from the biorefinery (~90% purity) (Table 1) are subjected to acid hydrolysis at pH = 1 (20% formic acid), pH = 0.65 or 0.3. The reaction is carried out at 90 °C for 1 h with 0%, 5%, 8% or 16% furfural (Table 2). To obtain pH = 0.3 and 0.65, concentrated hydrochloric acid is added to 20% formic acid until desired pH is reached. After the reaction is complete, the product is allowed to cool to room temperature and the pH is adjusted to 2 using 2 M NaOH solution. The adhesive product is then filtered via a Büchner funnel and washed with distilled water several times to remove any water soluble materials and unreacted furfural and then air-dried. The prepared adhesive blends and PF resin are then dissolved in acetone at 20% consistency for mechanical testing.
Table 2.
Lignin-based adhesive blends studied in these experiments with their furfural content and reaction pH condition. The raw material used in these experiments was LAH (the fraction separated from sugar maple hot-water extract after acid hydrolysis).
| Sample ID | Furfural content (%) | Reaction pH condition |
|---|---|---|
| F16_1 | 16 | 1 |
| F8_1 | 8 | 1 |
| F5_1 | 5 | 1 |
| F0_1 | 0 | 1 |
| F5_065 | 5 | 0.65 |
| F0_065 | 0 | 0.65 |
| F5_03 | 5 | 0.3 |
| F0_03 | 0 | 0.3 |
3.4. Mechanical Testing
The method for testing tensile strength is according to [6] and Tappi method T 494-om-01 with slight modifications. Glass filter fibers are cut into 4′′ × 1′′ strips, oven dried at 105 °C and weighed. The strips are then immersed in the prepared adhesive blends and the PF commercial resin for 5 min, removed and left to dry overnight. The dried strips are then pressed in an electric hydraulic press at different curing temperatures and pressures (Table 3). The pressed glass fibers are oven dried at 105 °C and weighed once again to determine the amount of adhesive absorbed by the glass fiber. The glass fiber strips are conditioned at 23 °C and 50% humidity. The strips are then tested in MTS 1/S Sintech tensile equipment for tensile properties. The inert glass fibers do not swell in water and any change can be associated with the resin and not the fiber substrate itself.
Table 3.
The pH and curing conditions at which the experiments were carried out with 5% furfural and 0% furfural. Additional blends with 8% and 16% furfural prepared at pH = 1 were pressed at 1.9 MPa and 180 °C.
| Curing conditions | Pressure (MPa) | ||
|---|---|---|---|
| 1.9 | 3.8 | ||
| Temperature (°C) | 180 | pH = 1 | pH = 1 |
| pH = 0.3 | pH = 0.3 | ||
| pH = 0.65 | - | ||
| 150 | pH = 1 | - | |
| pH = 0.3 | |||
3.5. Molecular Weight Distribution
The molecular weight distribution was determined using size exclusion chromatography (SEC). The columns used were Waters Styragel HR 0.5, HR 3 and HR 4E. The solvent used was tetrahydrofuran and the concentration of the sample was 1mg/mL. The dissolved samples were then filtered through 45 μm polyvinylidene fluoride (PVDF) filters. The detection method used was UV spectrophotometry with absorption at 280 nm. Polystyrene standards were used for calibration and a third order polynomial equation was used for quantification and the data was normalized. The samples were acetylated prior to SEC.
3.6. Nuclear Magnetic Spectroscopy (NMR)
All 2D HSQC NMR experiments were acquired at 30 °C on a Bruker AVANCE III 600 spectrometer (600 MHz 1H frequency, Bruker Biospin Corporation, Billerica, MA, USA) equipped with a 5 mm triple resonance z-gradient probe. Data was processed in Topspin v. 3.2 from Bruker Biospin. All samples were acetylated. L was dissolved in deuterated dimethyl sulfoxide and LAH was dissolved in deuterated acetone prior to NMR analysis.
3.7. Acetylation
Acetylation was carried out by subjecting the materials to a pyridine: Acetic anhydride (1:1) mixture for 24 h. The reaction was stopped by dropping the sample in ice-water and filtered via 15 mL gooch crucibles [58]. The maximum weight gain due to acetylation was observed to be 20%.
4. Conclusions and Future Work
Adhesive blends with sugar maple hot-water extracted lignin were synthesized as a potential replacement for PF resin. The effects of additional furfural as a cross linking agent, reaction pH conditions (0.3, 0.65 and 1), curing temperatures (180 °C and 150 °C), and pressures (1.9 MPa and 3.8 MPa) on mechanical properties of the adhesive reinforced glass fibers were studied. Molecular weight studies were performed on raw lignin material and the prepared adhesive blends. The raw lignin was also characterized by lignin content and 2D HSQC NMR.
We concluded from our previous findings that, adhesive blends prepared from lignin recovered from acid hydrolysis of hot-water extract (LAH) consistently performed better in reinforced glass fiber studies than the lignin recovered from crude hot-water extract by membrane separation (L). Therefore, only results obtained from LAH adhesive blends are reported here. The results showed that higher molecular weight of the adhesive blends was not an indicator of better mechanical properties. In fact, blends with lower molecular weight exhibited better mechanical properties. This could be due to extensive cross linking in high molecular weight blends, restricting motion of the polymer molecules thus compromising tensile strength.
Blends prepared at pH = 0.65 with 0% furfural and cured at 180 °C and 1.9 MPa exhibited the best mechanical properties among all other prepared adhesive blends (90% of PF strength). This may be due to the simultaneous competing reactions of polymerization and depolymerization taking place that produce adequate cross-linking reactions for comparable mechanical properties to those of PF. Lower curing reaction rates at the lower pressure and extensive cross linking at the higher pressure compromised the mechanical properties.
It is important to take into consideration that blends prepared at pH = 1 with 16% furfural also exhibit good mechanical properties; however, this could be attributed to the high concentration of furfural present. Therefore, it may be concluded that additional furfural (>16%) is required at pH = 1 to obtain comparable mechanical properties to PF whereas furfural may not be required below pH = 1 for comparable mechanical properties.
In order to improve mechanical properties, several future directions can be considered. Blends prepared at pH = 0.65 demonstrate the best properties; however, it may not be the optimum condition. Adhesive blends can be prepared at pHs between the ranges of 0.65–1 to determine where the optimum condition lies. Increasing the reaction temperature may also help improve the tensile properties. Glyoxal, which is a non-toxic aldehyde, can also be tested as a potential cross linker to enhance mechanical properties.
The adhesive blends prepared in this study seem to be promising alternatives as replacements for PF resin and further research could fine tune the formulations for desired properties.
Acknowledgments
We sincerely appreciate the generous support of SUNY-ESF for the raw materials. We also thank Dave Kiemle for 2D NMR analysis. We would like to acknowledge Christopher D. Wood for his work on hot-water extraction, acid hydrolysis and help on the SEC. We appreciate Jennifer Smith for help on the hot press and continued support. This work is funded by the USDA-McIntire-Stennis “Novel Green Adhesives from the ESF Biorefinery” Project.
Author Contributions
Prajakta Dongre’s contribution to this work includes data acquisition, data analysis, design of experiment, and writing and editing the manuscript. Mark Driscoll, Thomas Amidon and Biljana Bujanovic are responsible for the original idea for the project. Mark Driscoll also provided support on equipment operations. Thomas Amidon also granted and provided funding for part of the project. Biljana Bujanovic also contributed towards data analysis, and writing and editing of this manuscript.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Pizzi, A. Wood Adhesives; Mittal, K.L., Ed.; CRC Press: Leiden, The Netherlands; Boston, MA, USA, 2011. [Google Scholar]
- Kent, J.A. Kent and Riegel’s Handbook of Industrial Chemistry and Biotechnology, 11th ed.; Springer: New York, NY, USA, 2007. [Google Scholar]
- Pizzi, A. Advanced Wood Adhesives Technology; CRC Press: New York, NY, USA, 1994. [Google Scholar]
- Jin, Y.; Cheng, X.; Zheng, Z. Preparation and characterization of phenol-formaldehyde adhesives modified with enzymatic hydrolysis lignin. Bioresour. Technol. 2010, 101, 2046–2048. [Google Scholar] [CrossRef] [PubMed]
- Zhang, W.; Ma, Y.; Wang, C.; Li, S.; Zhang, M.; Chu, F. Preparation and properties of lignin-phenol-formaldehyde resins based on different biorefinery residues of agricultural biomass. Ind. Crops Prod. 2013, 43, 326–333. [Google Scholar] [CrossRef]
- Ҫetin, N.S.; Ӧzmen, N. Studies on Lignin-Based Adhesives for Particleboard Panels. Turk. J. Agric. For. 2003, 27, 183–189. [Google Scholar]
- Wolfgang, H.; Jürgen, L. Phenolic Resins. In Ullmann’s Encyclopedia of Industrial Chemistry; John Wiley & Sons, Inc.: Somerset, NJ, USA, 2011. [Google Scholar]
- Gardziella, A.; Pilato, L.; Knop, A. Phenolic Resins: Chemistry, Applications, Standardization, Safety and Ecology, 2nd ed.; Springer: New York, NY, USA, 2000. [Google Scholar]
- Chung, H.; Washburn, N.R. Chemistry of lignin-based materials. Green Mater. 2012, 1, 137–160. [Google Scholar] [CrossRef]
- Ye, P.; Cheng, L.; Ma, H.; Bujanovic, B.; Goundalkar, M.J.; Amidon, T.E. Biorefinery with Water. In The Role of Green Chemistry in Biomass Processing and Conversion; Xie, H., Gathergood, N., Eds.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2012; pp. 135–180. [Google Scholar]
- Thomas, E.; Amidon, C.D.W. Biorefinery: Conversion of Woody Biomass to Chemicals, Energy and Materials. J. Biobased Mater. Bioenergy 2008, 2, 100–120. [Google Scholar]
- Hu, F.; Ragauskas, A. Pretreatment and Lignocellulosic Chemistry. Bioenergy Res. 2012, 5, 1043–1066. [Google Scholar] [CrossRef]
- Sjöström, E.; Alen, R. Analytical Methods in Wood Chemistry, Pulping, and Papermaking; Springer Science & Business Media: Berlin, Germany, 2013. [Google Scholar]
- Kubo, S.; Kadla, J.F. Poly(ethylene oxide)/organosolv lignin blends: Relationship between thermal properties, chemical structure, and blend behavior. Macromolecules 2004, 37, 6904–6911. [Google Scholar] [CrossRef]
- Kubo, S.; Kadla, J.F. Lignin-Based Carbon Fibers: Effect of Synthetic Polymer Blending on Fiber Properties. J. Polym. Environ. 2005, 13, 97–105. [Google Scholar] [CrossRef]
- Mansouri, N.E.; Pizzi, A.; Salvadó, J. Lignin-based wood panel adhesives without formaldehyde. Holz Roh Werkst. 2006, 65, 65–70. [Google Scholar] [CrossRef]
- Liou, T.H. Development of mesoporous structure and high adsorption capacity of biomass-based activated carbon by phosphoric acid and zinc chloride activation. Chem. Eng. J. 2010, 158, 129–142. [Google Scholar] [CrossRef]
- Montané, D.; Torné-Fernández, V.; Fierro, V. Activated carbons from lignin: Kinetic modeling of the pyrolysis of kraft lignin activated with phosphoric acid. Chem. Eng. J. 2005, 106, 1–12. [Google Scholar] [CrossRef]
- Agirrezabal-Telleria, I.; Gandarias, I.; Arias, P. Production of furfural from pentosan-rich biomass: Analysis of process parameters during simultaneous furfural stripping. Bioresour. Technol. 2013, 143, 258–264. [Google Scholar] [CrossRef] [PubMed]
- Dias, A.S.; Pillinger, M.; Valente, A.A. Dehydration of xylose into furfural over micro-mesoporous sulfonic acid catalysts. J. Catal. 2005, 229, 414–423. [Google Scholar] [CrossRef]
- Dias, A.S.; Lima, S.; Pillinger, M.; Valente, A.A. Acidic cesium salts of 12-tungstophosphoric acid as catalysts for the dehydration of xylose into furfural. Carbohydr. Res. 2006, 341, 2946–2953. [Google Scholar] [CrossRef] [PubMed]
- Fusaro, M.B.; Chagnault, V.; Postel, D. Reactivity of d-fructose and d-xylose in acidic media in homogeneous phases. Carbohydr. Res. 2015, 409, 9–19. [Google Scholar] [CrossRef] [PubMed]
- Hu, L.; Zhao, G.; Hao, W.; Tang, X.; Sun, Y.; Lin, L.; Liu, S. Catalytic conversion of biomass-derived carbohydrates into fuels and chemicals via furanic aldehydes. RSC Adv. 2012, 2, 11184–11206. [Google Scholar] [CrossRef]
- Binder, J.B.; Blank, J.J.; Cefali, A.V.; Raines, R.T. Synthesis of Furfural from Xylose and Xylan. ChemSusChem 2010, 3, 1268–1272. [Google Scholar] [CrossRef] [PubMed]
- Sakostschikoff, A.P.; Iwanowa, W.T.; Kurennowa, A.M. Determination of Pentosans in Vegetable Materials Containing Tannins. Ind. Eng. Chem. Anal. Ed. 1934, 6, 205–208. [Google Scholar] [CrossRef]
- Samuel, R.; Cao, S.; Das, B.K.; Hu, F.; Pu, Y.; Ragauskas, A.J. Investigation of the fate of poplar lignin during autohydrolysis pretreatment to understand the biomass recalcitrance. RSC Adv. 2013, 3, 5305–5309. [Google Scholar] [CrossRef]
- Bu, L.; Tang, Y.; Gao, Y.; Jian, H.; Jiang, J. Comparative characterization of milled wood lignin from furfural residues and corncob. Chem. Eng. J. 2011, 175, 176–184. [Google Scholar] [CrossRef]
- Binder, J.B.; Gray, M.J.; White, J.F.; Zhang, Z.C.; Holladay, J.E. Reactions of lignin model compounds in ionic liquids. Biomass Bioenergy 2009, 33, 1122–1130. [Google Scholar] [CrossRef]
- Gerrit, H.; Klashorst, V.D. Modification of Lignin at the 2- and 6-Positions of the Phenylpropanoid Nuclei. ACS Symp. Ser. 1989, 397, 346–360. [Google Scholar]
- Li, J.; Gellerstedt, G. Improved lignin properties and reactivity by modifications in the autohydrolysis process of aspen wood. Ind. Crops Prod. 2008, 27, 175–181. [Google Scholar] [CrossRef]
- Lundquist, K. Low-molecular weight lignin hydrolysis products. Appl. Polym. Symp. 1976, 28, 1393–1407. [Google Scholar]
- Lora, J.; Wayman, M. Delignification of hardwoods by autohydrolysis and extraction. Tappi J. 1979, 61, 47–50. [Google Scholar]
- Robert, D.; Gellerstedt, G.; Bardet, M. Carbon-13 NMR analysis of lignin obtained after sulfonation of stream exploded aspen wood. Nord. Pulp Pap. Res. 1986, 1, 18–25. [Google Scholar] [CrossRef]
- Roberts, R.; Muzzy, J.D.; Faasa, G.S. Process of extracting lignin from lignocellulosic material using an aqueous organic solvent and an acid neutralizing agent. U.S. Patent 4,746,401, 24 May 1988. [Google Scholar]
- Wayman, M.; Lora, J.H. Aspen autohydrolysis. The effects of 2-naphthol and other aromatic compounds. Tappi J. 1978, 61, 55–57. [Google Scholar]
- Chua, M.G.S.; Wayman, M. Characterization of autohydrolysis aspen (P. tremuloides) lignins. Part 3. Infrared and ultraviolet studies of extracted autohydrolysis lignin. Can. J. Chem. 1979, 57, 2603–2611. [Google Scholar] [CrossRef]
- Martínez, C.; Sedano, M.; Munro, A.; López, P.; Pizzi, A. Evaluation of Some Synthetic Oligolignols as Adhesives: A Molecular Docking Study. J. Adhes. Sci. Technol. 2010, 24, 1739–1751. [Google Scholar] [CrossRef]
- Gosselink, R.J.A.; van Dam, J.E.G.; de Jong, E.; Gellerstedt, G.; Scott, E. Effect of periodate on lignin for wood adhesive application. Holzforschung 2011, 65, 155–162. [Google Scholar] [CrossRef]
- Pizzi, A. Recent developments in eco-efficient bio-based adhesives for wood bonding: Opportunities and issues. J. Adhes. Sci. Technol. 2012, 20, 829–846. [Google Scholar] [CrossRef]
- Pizzi, A. Natural Phenolic Adhesives I: Tannins. In Handbook of Adhesive Technology; Marcel-Dekker Inc.: New York, NY, USA, 2003. [Google Scholar]
- Vázquez, G.; González, J.; Freire, S.; Antorrena, G. Effect of chemical modification of lignin on the gluebond performance of lignin-phenolic resins. Bioresour. Technol. 1997, 60, 191–198. [Google Scholar] [CrossRef]
- Gonçalves, A.R.; Benar, P. Hydroxymethylation and oxidation of organosolv lignins and utilization of the products. Bioresour. Technol. 2001, 79, 103–111. [Google Scholar] [CrossRef]
- Ma, Y.; Zhao, X.; Chen, X.; Wang, Z. An approach to improve the application of acid-insoluble lignin from rice hull in phenol–formaldehyde resin. Colloids Surf. A. Physicochem. Eng. Asp. 2011, 377, 284–289. [Google Scholar] [CrossRef]
- Lee, W.J.; Chang, K.C.; Tseng, I.M. Properties of phenol-formaldehyde resins prepared from phenol-liquefied lignin. J. Appl. Polym. Sci. 2012, 124, 4782–4788. [Google Scholar] [CrossRef]
- Olivares, M.; Guzmán, J.A.; Natho, A.; Saavedra, A. Kraft lignin utilization in adhesives. Wood Sci. Technol. 1988, 22, 157–165. [Google Scholar] [CrossRef]
- Stewart, D. Lignin as a base material for materials applications: Chemistry, application and economics. Ind. Crops Prod. 2008, 27, 202–207. [Google Scholar] [CrossRef]
- Cavdar, A.D.; Kalaycioglu, H.; Hiziroglu, S. Some of the properties of oriented strandboard manufactured using kraft lignin phenolic resin. J. Mater. Process. Technol. 2008, 202, 559–563. [Google Scholar] [CrossRef]
- Goundalkar, M. Investigating the Effect of Hot-Water Extraction on Phenolic Constituents of Selected Hardwoods; State University of New York, College of Environmental Science and Forestry: Syracuse, NY, USA, 2014. [Google Scholar]
- Zuckerstätter, G.; Weber, H.; Patt, R.; Sixta, S. Effect of autohydrolysis of Eucalyptus globulus wood on lignin structure. Part 1: Comparison of different lignin fractions formed during water prehydrolysis. Holzforschung 2008, 62, 645–652. [Google Scholar]
- Sjostrom, E. Wood Chemistry: Fundamentals and Applications, 2nd ed.; Academic Press: New York, NY, USA, 1993. [Google Scholar]
- Dongre, P.; Driscoll, M.; Smith, J.; Amidon, T.; Bujanovic, B. Characterization of hot-water extracted lignin and its potential use in adhesive production. In Abstracts of Papers of the American Chemical Society; American Chemical Soc.: Washington, DC, USA, 2013; Volume 245. [Google Scholar]
- Gottlieb, H.E.; Kotlyar, V.; Nudelman, A. NMR Chemical Shifts of Common Laboratory Solvents as Trace Impurities. J. Org. Chem. 1997, 62, 7512–7515. [Google Scholar] [CrossRef] [PubMed]
- Capanema, E.A.; Balakshin, M.Y.; Kadla, J.F. A Comprehensive Approach for Quantitative Lignin Characterization by NMR Spectroscopy. J. Agric. Food Chem. 2004, 52, 1850–1860. [Google Scholar] [CrossRef] [PubMed]
- Capanema, E.A.; Balakshin, M.Y.; Kadla, J.F. Quantitative Characterization of a Hardwood Milled Wood Lignin by Nuclear Magnetic Resonance Spectroscopy. J. Agric. Food Chem. 2005, 53, 9639–9649. [Google Scholar] [CrossRef] [PubMed]
- Kim, H.; Ralph, J. Solution-state 2D NMR of ball-milled plant cell wall gels in DMSO-d6/pyridine-d5. Org. Biomol. Chem. 2010, 8, 576–591. [Google Scholar] [CrossRef] [PubMed]
- Schoening, A.G.; Johansson, G. Absorptiometric Determination of Acid-Soluble Lignin in Semichemical Pulps and in Some Woods and Plants. Sven. Papp. 1965, 68, 607–613. [Google Scholar]
- Johansson, I.K.G. Method of producing synthetic resin from waste products. U.S. Patent 4,289,663, 15 September 1981. [Google Scholar]
- Chen, C.L.; Danielle, R. Characterization of lignin by 1H and 13C NMR spectroscopy. In Methods in Enzymology; Academic Press: New York, NY, USA, 1988; Volume 161, pp. 137–174. [Google Scholar]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Dongre, P.; Driscoll, M.; Amidon, T.; Bujanovic, B. Lignin-Furfural Based Adhesives. Energies 2015, 8, 7897-7914. https://doi.org/10.3390/en8087897
AMA Style
Dongre P, Driscoll M, Amidon T, Bujanovic B. Lignin-Furfural Based Adhesives. Energies. 2015; 8(8):7897-7914. https://doi.org/10.3390/en8087897
Chicago/Turabian StyleDongre, Prajakta, Mark Driscoll, Thomas Amidon, and Biljana Bujanovic. 2015. "Lignin-Furfural Based Adhesives" Energies 8, no. 8: 7897-7914. https://doi.org/10.3390/en8087897