Combustion of Corn Stover Bales in a Small 146-kW Boiler

Abstract
:1. Introduction
2. Material and Method
2.1. Corn Stover Harvest and Characterization
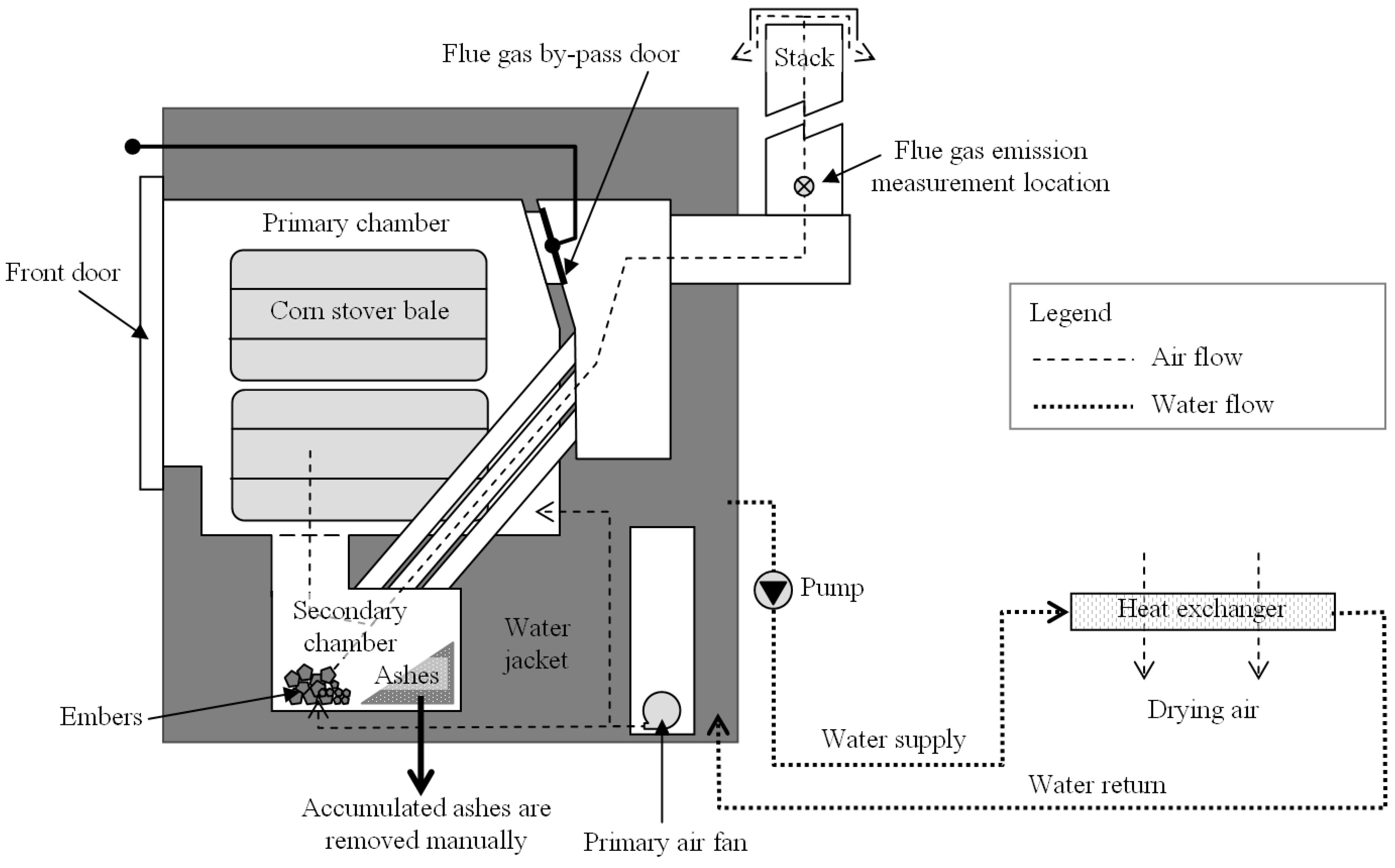
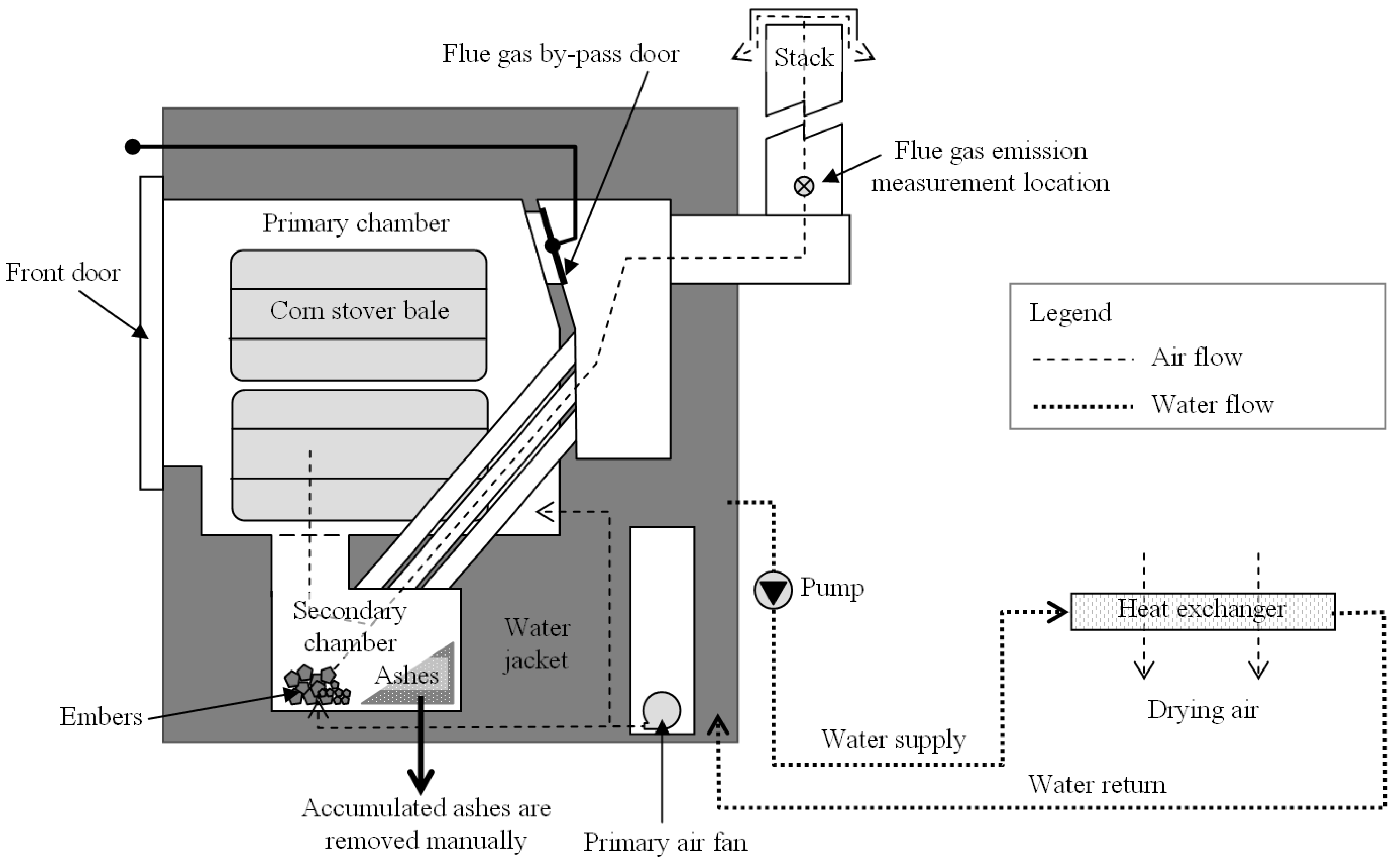
2.2. Corn Stover Combustion in a Small-Scale Boiler
3. Results and Discussion
3.1. Corn Stover Characteristics

{kind=link}
{kind=link}
| Characteristic | Units | Average | Standard Deviation | Minimum | Maximum |
|---|---|---|---|---|---|
| Bale length | m | 0.59 | 0.03 | 0.55 | 0.64 |
| Bale mass | kg | 8.83 | 0.90 | 7.47 | 10.53 |
| MC at harvest | % w.b. | 5.33 | 0.61 | 4.26 | 6.54 |
| MC at ash measurement | % w.b. | 6.83 | 0.17 | 6.40 | 7.07 |
| Density at harvest (wet basis) | kg/m3 | 92.1 | 7.1 | 81.3 | 102.3 |
| Density at harvest (dry basis) | kg DM/m3 | 87.2 | 6.9 | 76.0 | 97.1 |
| Gross calorific value (GCV) | MJ/kg DM | 18.57 | 0.32 | 17.57 | 19.02 |
| Ash content | % of DM | 5.88 | 1.15 | 4.73 | 9.25 |
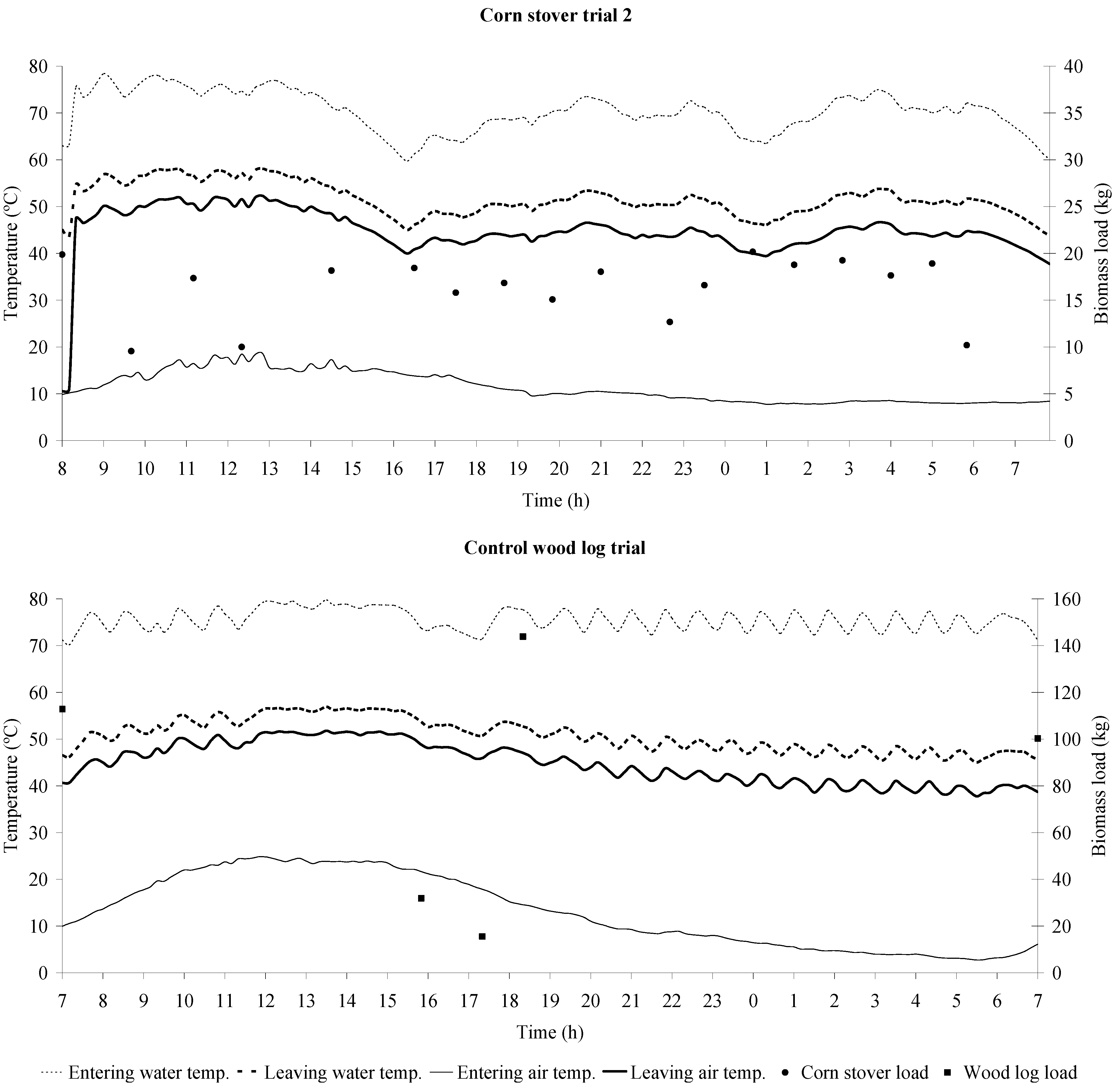
3.2. Combustion Results
| Units | Corn Stover | Wood Log | ||
|---|---|---|---|---|
| Average | SD | Control | ||
| Process conditions | ||||
| Trial duration | h | 25.0 | 1.6 | 24.0 |
| Boiler water temperature | °C | 70.0 | 3.6 | 78.4 |
| Inlet water temperature at exchanger | °C | 66.8 | 3.6 | 75.6 |
| Exit water temperature at exchanger | °C | 49.5 | 1.8 | 32.1 |
| Water flow rate in exchanger | L/s | 0.47 | 0.0 | 0.47 |
| Inlet air temperature at exchanger | °C | 12.1 | 3.4 | 12.8 |
| Exit air temperature at exchanger | °C | 42.7 | 2.3 | 44.8 |
| Air temperature gain | °C | 30.6 | 3.1 | 31.9 |
| Air flow rate through exchanger | m3/s | 0.70 | 0.0 | 0.70 |
| Mass balance | ||||
| Corn stover mass | kg, w.b. | 278.0 | 29.3 | - |
| Corn stover m.c. | %, w.b. | 8.7 | 0.0 | - |
| Hard wood mass | kg, w.b. | 18.7 | 24.2 | 291.6 |
| Hard wood m.c. | %, w.b. | 14.0 | 0.0 | 21.0 |
| Total biomass consumption | kg, w.b. | 296.7 | 44.2 | 291.6 |
| kg, d.b. | 269.9 | 39.3 | 230.3 | |
| Biomass consumption rate | kg/h, w.b. | 11.8 | 1.2 | 12.1 |
| Ash and unburned residues | %, d.b. | 7.5 | 1.4 | 1.7 |
| Energy balance | ||||
| Corn stover GCV | MJ/kg, w.b. | 17.0 | 0.0 | - |
| Hard wood GCV | MJ/kg, w.b. | 16.8 | 0.0 | 15.5 |
| Gross energy available in biomass | MJ | 5029 | 747 | 4511 |
| Net energy available in process water | MJ | 2856 | 461 | 3479 |
| Net energy transferred to process air | MJ | 2295 | 299 | 2888 |
| Efficiency, biomass to process water | % | 56.8 | 4.1 | 77.1 |
| Efficiency, process water to process air | % | 80.7 | 2.9 | 83.0 |
| Global efficiency of heat transfer | % | 45.7 | 2.5 | 64.0 |
| Flue gas emission | ||||
| CO | mg/m3 | 1324 | 216 | 118 |
| CO2 | % | 9.7 | 0.9 | 6.3 |
| NO | mg/m3 | 97.9 | 27.2 | 50.0 |
| NO2 | mg/m3 | 1.2 | 1.0 | 0.6 |
| NOx | mg/m3 | 99.1 | 26.3 | 50.6 |
| Excess air ratio | 1.4 | 0.2 | 2.3 | |
| Stack temperature | °C | 205.2 | 34.7 | 161.6 |

4. Conclusions
Acknowledgments
References
- Corn: Situation and Outlook, 2009; Agriculture and Agri-Food Canada: Ottawa, Canada. Available online: http://www.agr.gc.ca/pol/mad-dam/pubs/rmar/pdf/rmar_01_02_2009-06-19_eng.pdf (accessed on 16 May 2011).
- Corn Stover, 2010; Agriculture and Agri-Food Canada: Ottawa, Canada. Available online: www4.agr.gc.ca/AAFC-AAC/display-afficher.do?id=1226595533096&lang=eng (accessed on 13 May 2011).
- D’Amours, L.; Savoie, P.; Lavoie, F.; Lefsrud, M. Vertical Partition of Corn Stover Fractions Prior to Harvest; ASABE Paper No. 083592; American Society of Agricultural and Biological Engineers: St. Joseph, MI, USA, 2008. [Google Scholar]
- Graham, R.L.; Nelson, R.; Sheehan, J.; Perlack, R.D.; Wright, L.L. Current and potential U.S. corn stover supplies. Agron. J. 2007, 99, 1–11. [Google Scholar]
- Lizotte, P.-L.; Savoie, P. Spring Harvest of Corn Stover. In Proceedings of the ASABE Annual International Meeting, Pittsburg, CA, USA, 20–23 June 2010.
- Bennett, A.S.; Bern, C.J.; Richard, T.L.; Anex, R.P. Corn grain drying using corn stover combustion and CHP systems. Trans. ASABE 2007, 50, 2161–2170. [Google Scholar] [CrossRef]
- Schmidt, A.; Zschetzsche, A.; Hantsch-Linhart, W. Analyse von biogenen Brennstoffen. TU Wien, Institut für Verfahrens-, Brennstoff- und Umwelttechnik: Vienna, Austria, 1993. Available online: http://www.citeulike.org/user/tunheim/article/1026508 (accessed on 28 June 2011).
- Sumner, H.R.; Sumner, P.E.; Hammond, W.C.; Monroe, G.E. Indirect-fired biomass furnace test and bomb calorimeter determinations. Trans. ASAE 1983, 26, 238–241. [Google Scholar] [CrossRef]
- Xiong, S.; Burvall, J.; Örberg, H.; Kalen, G.; Thyrel, M.; Öhman, M.; Boström, D. Slagging characteristics during combustion of corn stovers with and without kaolin and calcite. Energy Fuels 2008, 22, 3465–3470. [Google Scholar] [CrossRef]
- Pordesimo, L.O.; Hames, B.R.; Sokhansanj, S.; Edens, W.C. Variation in corn stover composition and energy content with crop maturity. Biomass Bioenergy 2005, 28, 366–374. [Google Scholar] [CrossRef]
- Sustainable Energy Authority of Ireland. Greener Home Scheme–Wood Pellet Fuel. 2-page leaflet. Available online: http://www.seai.ie/ (accessed on 28 June 2011).
- Van Loo, S.; Koppejan, J. The Handbook of Biomass Combustion and Co-Firing; Earthscan Publications Ltd.: London, UK, 2008. [Google Scholar]
- Jenkins, B.M.; Baxter, L.L.; Miles, T.R., Jr.; Miles, T.R. Combustion properties of biomass. Fuel Process. Technol. 1998, 54, 17–46. [Google Scholar] [CrossRef]
- Canada Mortgage and Housing Corporation. A Guide to Residential Wood Heating; Library and Archives Canada Cataloguing: Ottawa, Canada, 2008; Available online: http://www.cmhc.ca (accessed on 27 June 2011).
- Cherney, J.H. Grass Combustion Update, July 2010; Cornell Cooperative Extension: Ithaca, NY, USA. Available online: http://cce.cornell.edu/EnergyClimateChange/Documents/Cherney%20Grass%20for%20Combustion%202010%20update%20_3_%20_3_.pdf (accessed on 18 July 2011).
- Villeneuve, J.; Savoie, P. A Review of Standards Related to Biomass Combustion. Presented at the XVIIth World Congress of CIGR, Quebec City, Canada, 13–17 June 2010; Paper CSBE 100457. Available online: http://www.bioeng.ca/ (accessed on 28 June 2011).
- Shinners, K.J.; Binversie, B.N.; Muck, R.E.; Weimer, P.J. Comparison of wet and dry corn stover harvest and storage. Biomass Bioenergy 2007, 31, 211–221. [Google Scholar] [CrossRef]
- ASABE. S358.2: Moisture Measurement–Forages. In ASABE Standards, 57th ed.; American Society of Agricultural and Biological Engineers: St. Joseph, MI, USA, 2010. [Google Scholar]
- British Standards Institution. Solid Biofuels. Determination of Calorific Value; Standard Number BS EN 14918:2009. British Standards Institution: London, UK, March 2010. Available online: http://www.bsigroup.com/ (accessed on 28 June 2011).
- ASTM Standard D7582–10. Standard Test Methods for Proximate Analysis of Coal and Coke by Macro Thermogravimetric Analysis; ASTM International: West Conshohocken, PA, USA. Available online: http://www.astm.org/ (accessed on 28 June 2011).
- Morissette, R.; Savoie, P.; Lizotte, P.-L. Drying Baled Hay with Combined Solar and Biomass Heat Sources. In Proceedigns of the 33rd International Symposium of the Section IV of CIGR, Bucharest, Romania, 23–25 June 2011.
- MDDEP. Règlement sur l’assainissement de l’atmosphère; Gazette officielle du Québec, 15 June 2011. 143e année, no. 24. Available online: http://guidedesodeurs.reseau-environnement.com/Ndf_Quebec_RAA.pdf (accessed on 18 July 2011).
© 2011 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license ( http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Morissette, R.; Savoie, P.; Villeneuve, J. Combustion of Corn Stover Bales in a Small 146-kW Boiler. Energies 2011, 4, 1102-1111. https://doi.org/10.3390/en4071102
Morissette R, Savoie P, Villeneuve J. Combustion of Corn Stover Bales in a Small 146-kW Boiler. Energies. 2011; 4(7):1102-1111. https://doi.org/10.3390/en4071102
Chicago/Turabian StyleMorissette, René, Philippe Savoie, and Joey Villeneuve. 2011. "Combustion of Corn Stover Bales in a Small 146-kW Boiler" Energies 4, no. 7: 1102-1111. https://doi.org/10.3390/en4071102
APA StyleMorissette, R., Savoie, P., & Villeneuve, J. (2011). Combustion of Corn Stover Bales in a Small 146-kW Boiler. Energies, 4(7), 1102-1111. https://doi.org/10.3390/en4071102