


Study on the Separation Effect and Mechanism of 6–0.5 mm Coal in Fluidized Bed with Vibratory Combined Force Field
1
Key Laboratory of Coal Processing and Efficient Utilization of Ministry of Education, China University of Mining & Technology, Xuzhou 221116, China
2
School of Chemical Engineering & Technology, China University of Mining & Technology, Xuzhou 221116, China
*
Author to whom correspondence should be addressed.
Energies 2023, 16(3), 1133; https://doi.org/10.3390/en16031133
Submission received: 22 November 2022
/
Revised: 3 January 2023
/
Accepted: 9 January 2023
/
Published: 19 January 2023
(This article belongs to the Special Issue Progress and Novel Applications of Fluidized Bed Technology II)
Abstract
:As a crucial power source, the separation of fine coal has gradually become a research focus in the coal separation field. In this study, the vibratory combined force field fluidized bed has been introduced into fine coal (6–0.5 mm) separation research. The kinematic characteristics of the fluidized bed was studied. The spatial distribution of coal on the bed under the action of vibration and air was clarified. The influence of different factors on the degree of ash segregation (Sash) was analyzed, and the optimal operation parameters were evaluated. The results showed that the vibratory combined force field fluidized bed was characterized by round-trip periodic movement. The maximum vibration amplitude on the X-axis of the main vibration direction was 6.88 mm, the velocity amplitude was 287.60 mm/s, and the acceleration amplitude was 10.43 m/s2. At 34 Hz and 5.68 m/s for vibration frequency and air speed, the maximum ash segregation of the product was 1.896, and the yield and ash contents were 85.28% and 10.69%, respectively.
1. Introduction
Coal is the cornerstone of energy resources in China. In 2021, domestic coal consumption accounted for 56.0% of the total energy consumption [1]. Since the outbreak of COVID-19, coal consumption in China has been growing rapidly due to the issues with international energy supply [2]. Coal preparation is the original technology of clean coal. The ash, sulfur, and other harmful substances in coal can be removed to improve quality, promote the clean use of coal, and reduce air pollution. Low quality coal is an indispensable potential resource for energy security in China. The development of efficient coal preparation technology is one of the key technologies to achieve energy conservation and emission reduction, as well as an important guarantee for China to achieve emission reduction targets [3,4].
With a leading role in the field of coal preparation, traditional wet coal preparation technology mainly includes heavy medium separation [5,6,7] and flotation [8,9,10]. However, heavy dependence on water resources cannot be avoided and the problem of coal slime water treatment in the process of coal washing is inevitable. This runs counter to the concept of green low-carbon economic development and ecological environmental protection advocated by the government. The development of areas with water shortages but abundant coal resources is also severely restricted. Dry coal preparation technology, which replaces water with other media, has been developed. This includes compound dry separation [11,12], air heavy medium fluidized bed separation [13,14], and wind separation [15,16]. There is also magnetic separation [17,18,19], triboelectric separation [20,21], image separation [22,23], and ray separation [24,25]. These technologies reduce the dependence on water and have the unique characteristics of low cost and no pollution, which provide an effective method for the upgrade of coal and industrial transformation. It also provides an opportunity to fit the reality and national development concept for water shortage areas [26]. The technology for coarse coal (+6 mm) separation is relatively mature, including the wind shaker, wind jigging, the air heavy medium fluidized bed, and the compound dry separator. However, research on fine coal (−6 mm) is still lacking at present [27,28,29,30,31,32,33].
With the large-scale development of mechanized coal mining technology, the content of fine particles in raw coal is gradually increasing. A large number of fine coals cannot be used efficiently and cleanly, which not only aggravates the pollution of the ecological environment, but also wastes coal resources. Therefore, fine coal dry separation technology plays an important role in improving the utilization of coal resources and preventing environmental pollution. Traditional dry separation technology is restricted by the shortage of a narrower classification size range and lower classification accuracy. The vibration compound force field fluidized bed separator is different from the high frequency and low amplitude vibration characteristics of previous dry separators. For 6–0.5 mm fine coal separation, the low frequency and high amplitude motion characteristics improve separation accuracy and the separation effect of difficult to separate particles in fine coal particles. It provides a broader selection of technology for the separation of fine coal. In order to solve the problem of dry separation of fine coal (6–0.5 mm), this study strengthened fine coal separation using the vibratory combined force field fluidized bed. The suspension and dispersion of coal particles can be achieved by the airflow dragging force of the separator, and the effect of particle-size mismatch in the separation process can be weakened by the vibration effect of the separator. Both of these strengthen the transverse and longitudinal density segregation of particles. It has the potential to reduce the lower limit of separation size. Under the characteristics of high airflow velocity, low frequency, and high amplitude, the fluidized bed separator makes the coal stay on the bed surface for longer using its unique trapezoidal bed structure, which strengthens the separation of the difficult density grade in the middle of fine coal.
In this study, the kinematic characteristics of the vibratory combined force field fluidized bed are studied by means of date acquisition card and signal analysis software. The strengthened research for fine coal (6–0.5 mm) separation is conducted by the vibratory combined force field fluidized bed. The spatial distribution and separation mechanism in the process of coal separation are explored, and the optimal separation operation parameters are determined.
2. Materials and Methods
2.1. Materials
According to coal quality analysis and particle size distribution in Figure 1, raw coal moisture Mt is 4.10%, ash content Ad is 46.04%, sulfur content St,d is 3.71%, and 6–0.5 mm particle size yield accounts for 84.16 %. The float and sink test results of 6–0.5 mm coal particles are shown in Table 1, and the washability curve is shown in Figure 2. It can be seen that its ash content is 38.04% from Table 1. It belongs to high-ash-content coal according to China’s coal quality assessment standards. The content with a density of less than 1.4 g/cm3 is 54.11%, and the content with a density greater than 1.8 g/cm3 is 39.15%, which are basically pure gangue. It can be seen from the trend in Table 1 that the raw coal presents a dumbbell-shaped distribution. Based on the above analysis, this coal is suitable for physical separation methods.
2.2. Apparatus and Methods
2.2.1. Vibratory Combined Force Field Fluidized Bed
Figure 3 shows the vibratory combined force field fluidized bed separation system, which consists of raw coal preparation, the separator, air supply, and dust removal. The raw coal preparation part is composed of a surge bunker and feeder, which is mainly used for the conveying and uniform feeding of raw coal. The separator part is composed of a rectangular trapezoidal bed and a pre-distribution air chamber, which is used for coal separation. The air supply and dust removal parts include a blower, air bag, induced draft fan, and dust collector. The blower and dust collector are used for air supply and dust recovery, respectively.
The particles (6–0.5 mm) are put into the vibratory combined force field fluidized bed through a buffer bin for separation. Due to the synergistic action of vibration and air flow, the longitudinal loose stratification and lateral layer migration of particle layers are realized. The light particles in the upper layer are discharged from the cleaned coal end across the fluidized bed lattice, while the heavy particles in the lower layer move towards the gangue end under the guidance of the lattice and are finally discharged from the gangue end.
In this study, the spatial distribution and separation mechanism of raw coal in the process of the vibratory combined force field fluidized bed are researched. The sampling points in the test process were determined based on the surface section of the vibratory combined force field fluidized bed, as shown in Figure 4. The sampling point is the intersection of the transverse line and the longitudinal line. The direction from the cleaned coal end to the gangue end is the X-axis, which is divided into 6 sections according to equal intervals. The height direction of the bed from the bottom to the top is the Z-axis (the direction perpendicular to the X-axis and the Y-axis), along which the bed layers are divided into upper and lower parts. The Y-axis is the direction from the cleaned coal end to the feeding end, and the bed has 4 sections with equal intervals. The shape of the fluidized bed is regular, but the migration path of the particle group is different in various areas, resulting in a difference in the density distribution of the particle group.
Under the conditions of the fixed bed inclination and feed amount, the vibration frequency is adjusted by 2 Hz each time in the range of 30–38 Hz, and the airflow of the blower is adjusted in the range of 4.0–9.0 m/s. The spatial distribution and separation mechanism of raw coal on the bed with different parameter combinations is explored, and the separation effect of the separation products under different discharge ports is evaluated.
2.2.2. Evaluation Index
The purpose of coal separation is to reduce ash content and upgrade coal quality. In this study, the ash segregation degree (Sash) under various conditions is used to evaluate the separation effect, as follows [34]:
In this test, n = 7, Ai is the ash content of the coal in section i of the discharge port, and A0 is the weighted average of the coal ash in each port and is equal to the ash content of raw coal. The larger the Sash, the better separation effect of coal by density.
3. Results and Discussion
3.1. Vibration Characteristics and Air Velocity Distribution of the Fluidized Bed
The separation process of coal is more complicated in the combined effect of vibration and airflow. The separation bed is driven by the motor to achieve vibration, which grants the coal particles vibration energy to achieve particle movement. The air flow is sent into the distribution chamber at a certain speed through the induced draft fan and then enters the bed. The coal particles are dragged by the airflow dragging force and overcome the effect of gravity to reach the suspended state. With the joint cooperation of these two factors, coal particles realize the different motions. In order to explore the specific effects of vibration and air flow on particles, this section will explore the vibration field and air flow field, respectively, the dynamic characteristics under the action of vibration, and the air distribution characteristics in different areas under the action of air flow.
The time-domain response process of displacement at the measuring point of the vibratory combined force field fluidized bed can be divided into three different stages: start-up stage (0–20 s), steady stage (20–50 s), and shutdown stage (50–60 s). The displacement signals in each stage are obviously different. The curves of displacement and Lissajous-Figure in the steady stage are shown in Figure 5. The movement trajectory can be directly reflected from Figure 5.
The connection between the spindle of the bed and the driven motor is a crank linkage structure, which encourages the bed to form an elliptical motion path during operation. A periodic round-trip motion is formed by continuous operation. This structure can form significant motion characteristics in the main vibration direction. In this process, the vibration frequency of the fluidized bed gradually accelerates, and the amplitude increases gradually. In the steady stage (20–50 s), the motor reaches work-speed and the amplitude of the bed is gradually stable. In Figure 5, when the round-trip movement in all directions enters the stable stage, the displacement amplitude of the separation bed in X, Y, and Z directions reaches 6.88 mm, 1.02 mm, and 3.78 mm, respectively. During the shutdown stage (50–60 s), the vibration amplitude in different directions gradually decreases and the vibration frequency slows down. It can be seen that the motion track is in an inclined linear round-trip motion, and the vibration amplitude is the largest in the X direction followed by the Z direction and is smallest in the Y direction.
Based on the above analysis, the main vibration direction is X. After the raw particles enter into the fluidized bed, they are affected by a larger excitation force in this direction, which makes the raw particles migrate to the gangue end quickly. The vibration amplitude in the Z direction is small. Under the synergistic effect of the exciting force and airflow drag force, particles of different densities can be loosened and delaminated quickly in the Z direction. Excessive exciting force will destroy the ideal delamination state. The Y direction amplitude is very small and has little influence on the separation process.
On the whole, coal particles are mainly affected by vibration in X and Z directions, and the vibration effect in the horizontal direction is more obvious. The periodical round-trip movement makes the coal particles difficult to bunch. The lateral migration of different particle layers is more rapid, the voidage increases, and the stratification loosens rapidly.
Due to the low vibration frequency and high amplitude of the separator, velocity and acceleration are considered to be important indexes of vibration intensity. Figure 6 shows the time-domain variation curves of velocity and acceleration along the X-, Y-, and Z-axes at the stable stage. Similar to the time-domain response curve of displacement, the velocity direction is always the same along the X- and Z-axes. The X velocity amplitude is 287.60 mm/s, the Z is 161.6 mm/s. The acceleration amplitude of the X- and Z-axes is 10.43 m/s2 and 5.92 m/s2, respectively. The velocity and acceleration amplitude of the X-axis are obviously larger than the Z. In addition, these factors being smaller in the Z direction is beneficial to keep the whole vibration characteristics unchanged and reduce the vibration of the bed itself. The speed and acceleration along the Y-axis are relatively small, and the phase difference in speed and acceleration along the Y-axis is 180° compared with the X- and Z-axis.
The drag force of coal particles in different fluidized areas of the bed surface is different, and the air distribution achieves the loose stratification of light and heavy particles. Due to the different thickness of the material layer in each separation area, when the air flows through the bed surface, the thicker area of the material layer requires a larger drag force of the air flow, such as the feeding port area, and the air flow through the coal layer in this area is greatly hindered, so the gas pressure is larger. With the gradual passage of a coal cluster, the thickness of the coal layer gradually becomes thinner, so the air velocity gradually decreases, the gas pressure gradually decreases, and the air velocity presents a cascade distribution phenomenon. Figure 7 shows the air velocity distribution on the bed surface when separation occurs under different air velocities for 6–0.5 mm coal.
As can be seen in Figure 7, when the vibratory combined force field fluidized bed is operated under load, the air velocity increases sharply due to the sudden decrease in the particle gap. When the vibratory combined force field fluidized bed is operated under the air speed of 8.97 m/s with the coal of 6–0.5 mm, the maximum atmospheric velocity is located near the intersection area between X 30–60 cm and Y 103–137 cm, and the maximum atmospheric velocity can reach 9.46 m/s. When the air speed is adjusted to 7.05 m/s and 5.68 m/s, the bed air velocity in this area decreases to 6.12 m/s and 5.38 m/s. It gradually migrates to the gangue area along the inclined side wall. The air speed of the blower is adjusted to 5.47 m/s, the maximum atmospheric velocity decreases obviously, and the area is distributed evenly across the bed surface.
Through comprehensive analysis of the distribution of air velocity on the fluidized bed surface, it can be seen that the air velocity and distribution are not uniform under the load condition, which is specifically represented by the larger air velocity near the feeding end and the inclined side wall. The high air speed in the feeding area is conducive to fast loose material, which drives the material group to spread to the separation area. The gangue transport channel is near the right side wall, and the high fluidizing air velocity is conducive to ensure the stable migration of high-density gangue particles. With the increase in air supply, the uniformity of air velocity distribution on the bed surface is improved.
3.2. Influence of Vibration on Density Spatial Distribution of Coal Particles
Firstly, vibration and airflow were started at the same time. When the coal particles reached a dynamic balance after a period of separation, the vibration and air flow were turned off. The ash content of particles at different sampling points was analyzed. The density distribution was characterized by ash variation in different areas on the fluidized bed surface. The smaller the ash content of coal, the greater the clean coal production in the region. On the contrary, the larger the ash content, the greater the gangue production in the region. The trajectory of the spatial variation distribution of coal ash content is shown in Figure 8, which was conducted under an air velocity of 4.96, 5.47, and 5.68 m/s and a vibration frequency of 32, 34, and 36 Hz, respectively.
As shown in Figure 8a, when the vibration frequency is 32 Hz and the airflow velocity is 4.96 m/s, the ash content difference between the upper and lower layers of the inlet area is not obvious, and the difference only changes within the range of 2–3%. This is because the thickness of the material layer in this area is thick, and the excitation force and airflow drag force of the particle group are small, so the coal layer looseness cannot be achieved. When the vibration frequency gradually increases to 34 Hz in the optimal state, the excitation force received by coal particles in this region further increases, and the difference between upper and lower ash content gradually becomes larger. The upper ash content varies in the range of 23.17–26.34%, while the lower ash content varies in the range of 30.21–33.82%. As the vibration frequency continues to increase to 36 Hz, the ash difference in the inlet area gradually decreases. This is because the excessive vibration frequency leads to the rise of high-density particles in the bottom layer of this area and finally the back-mixing phenomenon, resulting in the increase in ash content in the upper layer.
As the separation process continues, the coal particle group gradually moves toward the outlet area and the coal bed thickness gradually becomes thinner. Under different areas, the particles are subjected to different forces, which include airflow drag force, vibration force, and friction force on the bed surface. The above forces cause the trajectories of low- and high-density particles to become clearer. In the vertical direction, the low-density particles at the bottom and middle part of the particle group gradually move to the top of the coal layer, and the high-density particles at the upper and middle part of the coal layer gradually fall to the bottom. In the horizontal direction, the low-density particles entering the upper layer gradually slide to the cleaned coal end, and the high-density particles falling to the bottom layer gradually migrate to the gangue end. When the vibration frequency is 32 Hz, the excitation force of particles in this region is small, and the separation degree of particles with high and low density is small in the vertical direction. For example, in the intersecting area between X 0–60 cm and Y 40–100 cm, this region is mainly the cleaned coal separation area, and the difference in ash content between the upper and lower layers only changes by 1–2%. However, in the intersection area where X is 100–140 cm and Y is 40–60 cm, this area is mainly a gangue sorting area, and the difference in ash content between upper and lower layers only fluctuates by approximately 1%. Therefore, at low vibration frequency, the horizontal component of the excitation force makes some high-density particles vibrate and move toward the gangue end to realize the separation of high and low density. When the vibration frequency is higher than 36 Hz, extreme phenomena will occur. The distribution of high-density particles in the gangue separation area is uneven and discontinuous, and back-mixing phenomenon of low-density particles occurs in some areas, which deteriorates the separation effect.
When the vibration frequency is 34 Hz, the coal particles in the middle separation areas are enhanced by the excitation force. The layer thickness in the vertical direction tends to be looser with increased stratification effects. The migration effect of the particles in the horizontal direction gradually improves. According to Figure 8a, it can be clearly observed that the high-density particles further converge to the gangue end. As the air velocity increases in Figure 8b, the air drag force increases gradually in the vertical direction, a larger density of particles can balance their own gravity to suspension, the granular coal layer gap is increased, and the separation effect is improved.
As shown in Figure 8c, when the air velocity is 5.68 m/s, which is the ideal condition, the stratification effect of coal particles on the surface is promoted. The back-mixing phenomenon of high-density particles gradually disappears. The ash content of product is significantly different between fine coal products and gangue products.
3.3. Influence of Air on Density Spatial Distribution of Coal Particles
Air flow is given from the bottom of the air distribution chamber through the air distribution plate. The air distribution plate is located between the air distribution chamber and the separation bed. The air distribution plate is the same shape as the separation bed, and different areas of the air distribution plate have different hole sizes, called opening sizes. This air plate structure leads to different airflow velocities in each area of the bed surface. The maximum is located around the hypotenuse of the right trapezoid edge to increase the air drag force of high-density particles. Figure 9 shows the ash variation curves of the transverse (H1, H2, H3, H4) and longitudinal (S1, S2, S3, S4) profiles of the upper and lower coal group on the fluidized bed surface at different air velocities. As seen in Figure 10, the trend of ash content under the vibration frequency of 34 Hz and the air velocity is 4.96, 5.47, 5.68 m/s, respectively.
As can be seen from Figure 10a, when the air velocity is 4.96 m/s, the ash content of the upper coal group decreases gradually from the feeding area (H1) to the discharging area (H4) and increases gradually from the cleaned coal separation area (S1) to the gangue separation area (S4). The change trend of H2 and H3 are steep, and H4 is obvious. The ash content varied from 8.86% to 84.5% as X changed from the 0–30 cm region to the 150–180 cm region. On the other hand, the longitudinal S1 and S2 trends are flat, while S3 and S4 are relatively steep, which is caused by the particularity of the bed structure. The area near the inclined edge of bed surface is the movement area of high-density particles, so the ash content of coal particles in this area is the highest.
The overall change trend of the lower coal group is similar to that of the upper, but the ash content in each area is larger than the latter. This is due to the joint action of vibration and air flow, which leads to the deposition of high-density particles into the lower coal group and the gradual movement to the gangue end. However, the interpolation of ash values in the upper and lower layers of the intersection area between X at 150–180 cm and Y at 0–30 cm is small, because the gangue products in this area are relatively pure.
As can be seen from Figure 10b, with the air velocity increasing to 5.47 m/s, the airflow velocity in all areas of the bed surface increases, and the change trend of coal groups in the upper and lower layers remains consistent on the whole. However, there are fluctuations in H1 and S2 curves, in which the ash value in the upper layer of the H1 curve is obviously flatter than that in the lower layer, while the ash value in the lower layer of the S2 curve shows great fluctuations. This is because under the joint action of vibration and air flow of the vibratory combined force field fluidized bed, the interparticle void of the coal material group increases, and under the influence of air flow, more large particles get the opportunity to fall to the lower layer, so that the ash value of some areas in the lower layer increases compared with the upper layer, and the stratification effect is improved.
As can be seen from Figure 10c, when the airflow velocity is further increased to 5.68 m/s, the separation effect is further improved. The overall change trend of coal ash in the upper and lower layers is similar, but the overall ash value in each area of lower layers is high, while the ash value of gangue end products is close. Under the conditions of vibration frequency and airflow velocity, the separation process reaches the ideal state.
3.4. Analysis of Separation Effect
Figure 11 shows the variation of Sash of 6–0.5 mm product. When the air velocities are 4.09 and 5.68 m/s, the Sash increases first and then decreases with the increase in vibration frequency. At 4.09 m/s, the Sash increases gradually from 0.976 to 1.064 and then decreases to 0.990. At 5.68 m/s, the Sash increases from 1.734 to 1.896 and then decreases to 1.095, respectively. When the air velocities are 4.31, 4.96, and 5.47 m/s, the Sash showed a decreasing trend with the increasing airflow. For example, when the air velocity is 4.96 m/s the Sash gradually decreased from 1.251 to 0.718.
Combined with the experimental analysis above, coal particles present a poor fluidization effect under the small air. When the airflow is in middle range, an increase in the vibration frequency will not improve the separation effect, but will make the effect gradually worse. As the particle layers cannot reach the ideal fluidization effect, simply increasing the vibration frequency can only reduce the residence time of coal particles in the separation bed. When the air velocity increases to 5.68 m/s gradually, the fluidization effect of coal particles is gradually improved. The change in vibration frequency combined with the synergistic effect of air flow makes the separation effect of raw coal further upgrade. Finally, under the condition where airflow is 5.68 m/s and the vibration frequency is 34 Hz, the separation effect reached optimal, and Sash reached a maximum of 1.896.
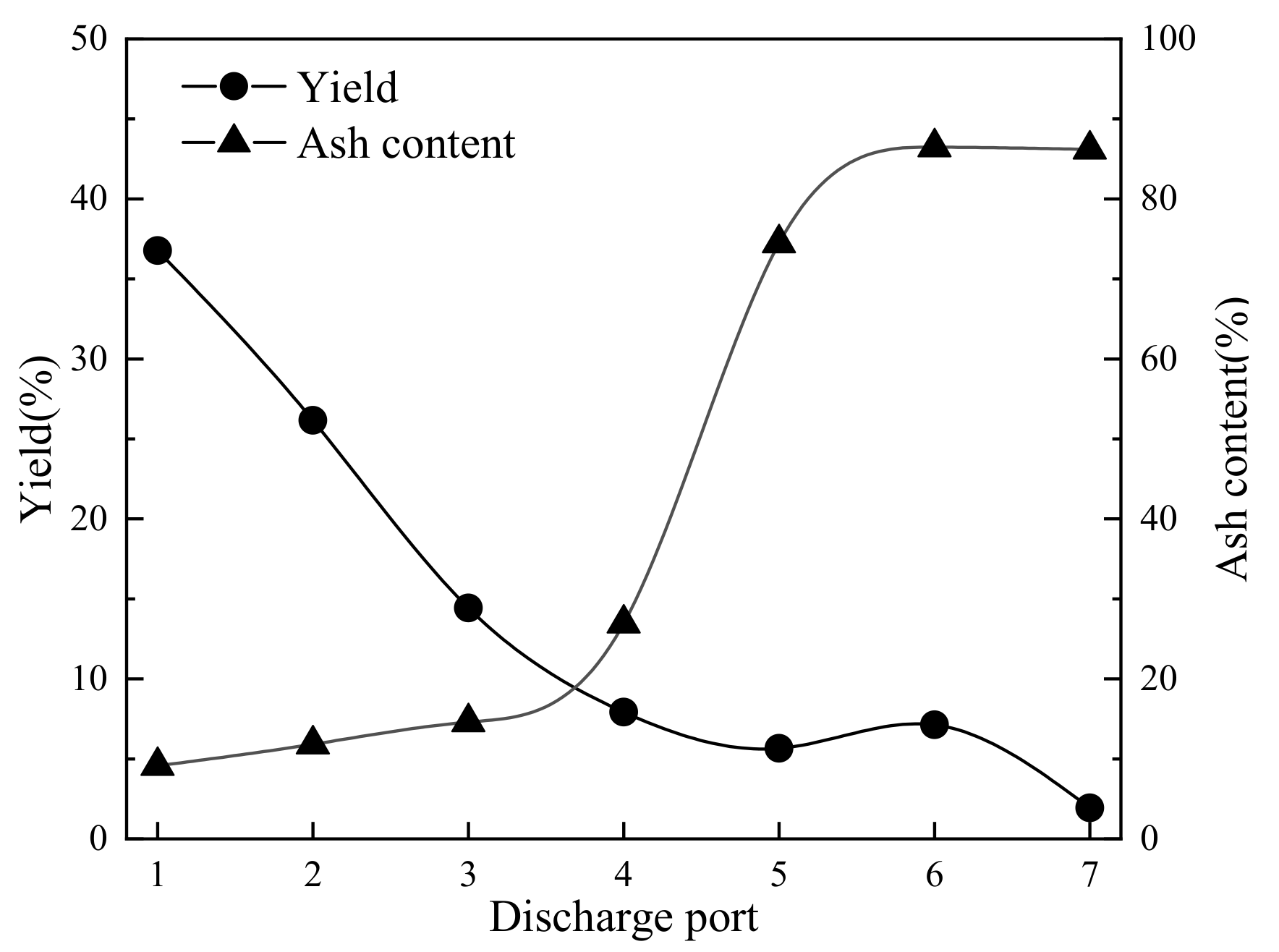
Figure 12 shows the curve of product yield and ash content under a vibration frequency of 34 Hz and air velocity of 5.68 m/s, respectively. Under optimal separation conditions, the clean coal yield of discharge ports from 1–3 products are 77.36% and ash content is reduced to 8.56%. Product ports 1–4 are used as cleaned coal, the yield is 85.28% and ash content is 10.69%. When 1–5 products are used as cleaned coal, the yield and ash are 90.94% and 14.91%. In contrast, when the product of discharge ports from 1–4 is used as cleaned coal, a more ideal separation goal can be achieved.
4. Conclusions
In this study, the kinetic characteristics of the separator were studied, the migration and separation mechanism of coal were revealed, and the effects of airflow and vibration parameters on particle migration and separation were analyzed. The conclusions reached are as follows:
- (1)
- The kinematic characteristics of the vibratory combined force field fluidized bed are analyzed. In the stable stage, the main vibration direction of the separator is the X-axis, and the maximum displacement amplitude can reach 6.88 mm and 3.78 mm along the X- and Z-axes, respectively. The velocity and acceleration are always the same in the X and Z directions. The velocity amplitudes were 287.60 mm/s and 161.6 mm/s, and the acceleration amplitudes were 10.43 m/s2 and 5.92 m/s2, respectively. The phase difference is 180° along the Y-axis.
- (2)
- The air velocity and distribution are not uniform under the load condition, which is specifically represented by the larger air velocity near the feeding end and the inclined side wall. The high air speed in the feeding area is conducive to fast loose material, which drives the material group to spread to the separation area. The gangue transport channel is near the right-side wall, and the high fluidizing air velocity is conducive to ensure the stable migration of high-density gangue particles. With the increase in air supply, the uniformity of air velocity distribution on the fluidized bed surface is improved.
- (3)
- The influence of vibration and airflow on coal particle spatial distribution is analyzed. The results show that under the synergistic effect of vibration and airflow, the stratification and separation of raw coal can be realized. With increasing frequency and airflow, the separation effect of particles on the fluidized bed is upgraded. The better longitudinal density stratification is realized under the larger air drag force. Different lateral migration effects are realized by the larger vibration, friction, and angle of bed, and the separation of particles are achieved.
- (4)
- For the 6–0.5 mm product, the maximum Sash is 1.896 under the frequency of vibration in 34 Hz and blower in 5.68 m/s. The clean coal yield of discharge ports from products 1–4 are 85.28% and ash content is 10.69%.
This study on the separation of fine coal (6–0.5 mm) using the vibration combined force field fluidized bed provides a reference basis for the application and design of the dry separation process of fine coal. It makes a contribution to the efficient utilization of fine coal resources. In a follow-up study, it is expected that the dry separation of slime and wet fine particles will be researched to provide a more convenient and efficient solution to the mining and separation of underground mineral resources. In addition, the energy dissipation of coal particles in the fluidized bed also needs further research.
Author Contributions
Conceptualization, F.Y.; investigation, M.Z.; resources, E.Z.; experiment, F.Y., G.R. and S.Y.; data curation, E.Z.; writing—original draft preparation, F.Y.; writing—review and editing, E.Z.; funding acquisition, F.Y. All authors have read and agreed to the published version of the manuscript.
Funding
The authors acknowledge the financial support by the National Key R&D Program of China (2022YFC2905900), the National Nature Science Foundation of China (52004282, U2003126), and the Fundamental Research Funds for Central Universities (2021GJZPY01, 2021YCPY0108), Inner Mongolia Science and Technology Project (2021EEDSCXSFQZD007).
Conflicts of Interest
The authors declare no conflict of interest.
References
- National Bureau of Statistics. Statistical Bulletin on National Economic and Social Development 2021. Available online: http://www.stats.gov.cn/tjsj/zxfb/202202/t20220227_1827960.html (accessed on 6 June 2022).
- National Development and Reform Commission. Increasing the Release of High-Quality Coal Production Capacity, Ensuring Coal Supply and Keeping Prices Stable. Available online: https://www.ndrc.gov.cn/fzggw/jgsj/yxj/sjdt/202203/t20220309_1318838.html (accessed on 7 June 2022).
- Xue, Y.; Wang, H.; Tang, J.; Fan, J. Report of Mineral Resources Conservation and Comprehensive Utilization in China (2015). China Land Resour. Econ. 2016, 29, 2. [Google Scholar]
- Xie, K. Research on the Strategy of Clean, Efficient and Sustainable Development and Utilization of Coal in China; Science Press: Beijing, China, 2014. [Google Scholar]
- Zhang, P. Discussion of the application of heavy media shallow tank separation machine and its failure treatment in coal processing plant. Coal Chem. Ind. 2021, 44, 123–126. [Google Scholar]
- Gao, Z.; Chai, X.; Zhou, E.; Jia, Y.; Duan, C.; Tang, L. Effect of the distributor plugging ways on fluidization quality and particle stratification in air dense medium fluidized bed. Int. J. Min. Sci. Technol. 2022, 30, 883–888. [Google Scholar] [CrossRef]
- Zheng, G. Slime heavy medium cyclone advantages in coal production. Filtr. Separat. 2016, 53, 40–45. [Google Scholar]
- Bu, X.; Wang, X.; Zhou, S.; Li, B.; Zhan, H.; Xie, G. Discrimination of Six Flotation Kinetic Models Used in the Conventional Flotation and Carrier Flotation of-74 mu m Coal Fines. Acs Omega 2020, 5, 13813–13821. [Google Scholar] [CrossRef] [PubMed]
- Hu, H.; Li, M.; Li, L.; Tao, X. Improving bubble-particle attachment during the flotation of low rank coal by surface modification. Int. J. Min. Sci. Technol. 2020, 30, 217–223. [Google Scholar] [CrossRef]
- Sokolovic, J.; Miskovic, S. The effect of particle size on coal flotation kinetics: A review. Phys. Probl. Mi. 2018, 54, 1172–1190. [Google Scholar]
- Luo, Z.; Zhao, Y.; Yu, X.; Duan, C.; Song, S.; Yang, X. Effects of characteristics of clapboard unit on separation of <6 mm fine coal in a compound dry separator. Powder Technol. 2017, 321, 232–241. [Google Scholar]
- Qiao, J.; Wen, P.; Duan, C.; Wang, W. Particle behavior and parameter optimization in treatment of waste petroleum reforming catalysts based on a compound dry separator. Adv. Powder Technol. 2020, 31, 1181–1195. [Google Scholar] [CrossRef]
- Yu, X.; Luo, Z.; Li, H.; Gan, D. The diffusion process of the dense medium and its effects on the beneficiation of 0-6 mm oil shale in the continuous vibrating air dense medium fluidized bed. Fuel 2018, 234, 371–383. [Google Scholar] [CrossRef]
- Oshitani, J.; Sasaki, T.; Tsuji, T.; Harada, S.; Kajiwara, H.; Matsuoka, K. Unstable sinking of spheres at higher air velocity in a gas-solid fluidized bed. Adv. Powder Technol. 2021, 32, 1300–1304. [Google Scholar] [CrossRef]
- Chalavadi, G.; Singh, R.K.; Sharma, M.; Singh, R.; Das, A. Development of a Generalized Strategy for Dry Beneficiation of Fine Coal over a Vibrating Inclined Deck. Int. J. Coal Prep. Util. 2016, 36, 10–27. [Google Scholar] [CrossRef]
- Song, J.; Hu, B.; Jia, J.; Zhang, H.; Yue, S. Exploratory and experimental study on upgrading of coal-series Kaolin through decarbonization using pneumatic separation method. Coal Prep. Technol. 2019, 06, 39–42. [Google Scholar]
- Ku, J.; Lei, Z.; Xia, J.; Guo, B.; Chen, H.; Peng, X.; Ran, H.; Deng, R. Dynamic behavior and separation prediction of magnetic ore bulks in dry medium-intensity magnetic separator. Min. Eng. 2021, 171, 107113. [Google Scholar] [CrossRef]
- Yuan, Z.; Zhao, X.; Lu, J.; Lv, H.; Li, L. Innovative pre-concentration technology for recovering ultrafine ilmenite using superconducting high gradient magnetic separator. Int. J. Min. Sci. Technol. 2021, 31, 1043–1052. [Google Scholar] [CrossRef]
- Zhang, M.; Guo, X.; Ren, W.; Dai, S. Mechanical characteristics of magnetite as a function of particle size during column-based magnetic separation. Sep. Sci. Technol. 2022, 57, 1175–1185. [Google Scholar] [CrossRef]
- Li, C.; Zhang, X.; Li, H.; Wen, X.; Zheng, C. Influence of particle size range on coal fly ash triboelectrostatic separation. Energy Sources. Part A Recovery Util. Environ. Eff. 2021; ahead-of-print. [Google Scholar] [CrossRef]
- He, X.; Sun, H.; Wang, W.; Zhang, X. Predictions of triboelectrostatic separation of minerals in low-rank coal based on surface charging characteristics in relation to their structures. Fuel 2020, 264, 116824. [Google Scholar] [CrossRef]
- Wang, H.; Ma, Z. Application of image processing and recognition technology in automatic separation system of coal gangue. Electron. Test 2021, 13, 112–113+83. [Google Scholar]
- Gao, X. Design of Intelligent Separation System for Coal and Gangue Based on Machine Vision. Doctoral Dissertation, Taiyuan University of Technology, Taiyuan, China, 2021. [Google Scholar]
- Zhang, Y.; Zhu, H.; Zhu, J.; Ou, Z.; Shen, T.; Sun, J.; Feng, A. Experimental study on separation of lumpish coal and gangue using X-ray. Energy Sources. Part A Recovery Util. Environ. Eff. 2021; ahead-of-print. [Google Scholar] [CrossRef]
- Li, G.; Klein, B.; Sun, C.; Kou, J. Lab-scale error analysis on X-ray fluorecence sensing for bulk ore sorting. Min. Eng 2021, 164, 106812. [Google Scholar] [CrossRef]
- Zhao, Y.; Zhang, Y.; Zhou, E.; Zhou, C.; Dong, L.; Zhang, B.; Duan, C. Research progress and prospect of clean and efficient dry coal separation. J. China Univ. Min. Technol. 2022, 51, 607–616. [Google Scholar]
- He, J.; Chen, H.; Zhu, L.; Tan, M.; Liu, B.; Chen, L.; Zhang, M. Decarbonization and upgrading of fine-sized coal-series kaolinite via the enhancement of density stability and uniformity of dense-phase gas-solid fluidized bed. Powder Technol. 2021, 394, 62–72. [Google Scholar] [CrossRef]
- Yu, X.; Luo, Z. Effect of 0–1 mm pulverized coal on desulfurization and upgrading of low grade lignite in dry cascade separation bed with compound force field. Fuel 2022, 309, 122116. [Google Scholar] [CrossRef]
- Fan, X.; Zhou, C. Estimation of Bed Expansion and Separation Density of Gas–Solid Separation Fluidized Beds Using a Micron-Sized-Particle-Dense Medium. Separations 2021, 8, 242. [Google Scholar] [CrossRef]
- Liu, C.; Wang, Q. New Approach Study on Dry Coal Cleaning System with Two-Stage Corona Electrostatic Processes for High-Sulfur Low-Grade Fine Coals. Processes 2021, 9, 1915. [Google Scholar] [CrossRef]
- Fan, X.; Ren, Y.; Dong, L.; Zhou, C.; Zhao, Y. Optimization of coal size for beneficiation efficiency promotion in gas-solid fluidized bed. Part. Sci. Technol. 2022; ahead-of-print. [Google Scholar] [CrossRef]
- Guo, M.; Zhao, Y.; Guo, J.; Byambajav, E.; Yan, G.; Zhang, Z.; Zhao, P.; Ni, Z.; Zhang, B. Removal behavior and mechanism of AAEMs and Fe in Zhundong coal under acidic ionic liquid system. Fuel 2022, 320, 123997. [Google Scholar] [CrossRef]
- Li, G.; Wang, D.; Liu, Q.; Zhao, Y.; Duan, C. Separation performance of 0.5–1 mm fine coal in a gas-solid fluidized bed without dense medium. Fuel 2022, 318, 123645. [Google Scholar] [CrossRef]
- Yu, X.; Luo, Z.; Li, H.; Yang, X.; Zhou, E.; Jiang, H.; Wu, J.; Song, S.; Cai, L. Effect of vibration on the separation efficiency of high-sulfur coal in a compound dry separator. Int. J. Miner. Process. 2016, 157, 195–204. [Google Scholar] [CrossRef]
Figure 1.
Particle size distribution of raw coal.
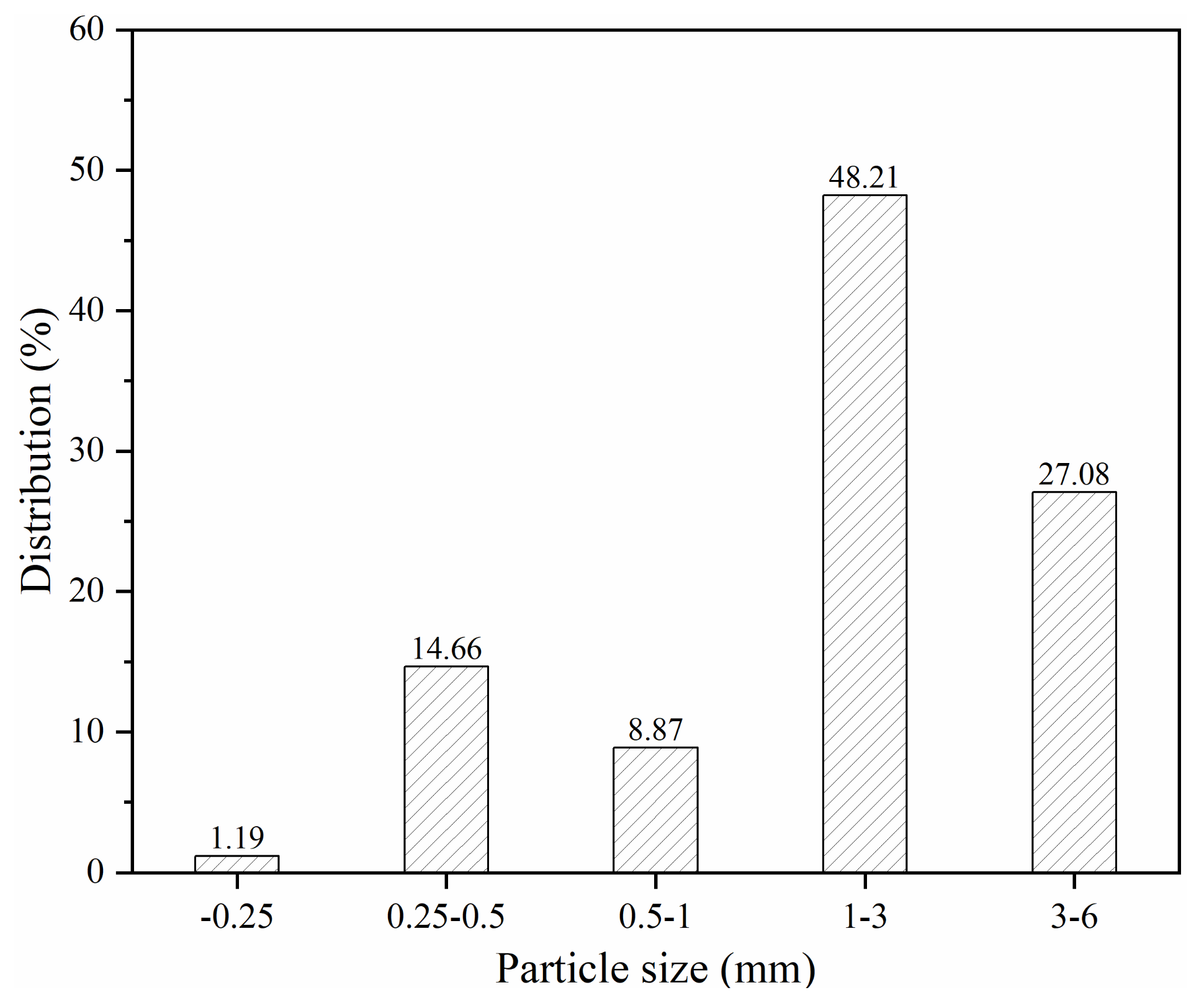
Figure 2.
Washability curves of 6–0.5 mm coal.
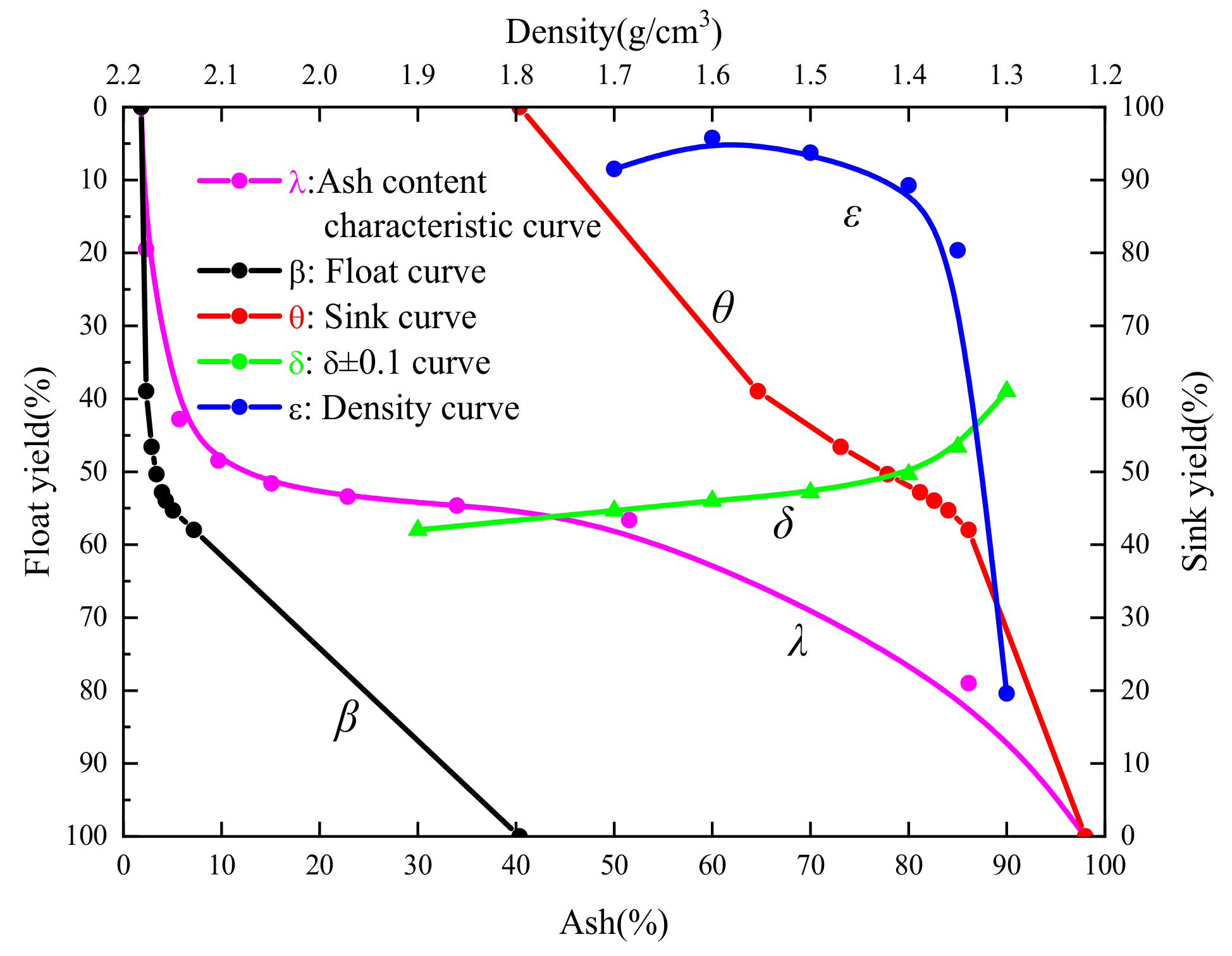
Figure 3.
Apparatus for vibratory combined force field fluidized bed: 1—surge bunker, 2—feeder, 3—vibratory combined force field fluidized bed, 4—dust collector, 5—air bag, 6—signal collector, 7—computer, 8—dust bin, 9—air blower, 10—induced draft blower.
Figure 3.
Apparatus for vibratory combined force field fluidized bed: 1—surge bunker, 2—feeder, 3—vibratory combined force field fluidized bed, 4—dust collector, 5—air bag, 6—signal collector, 7—computer, 8—dust bin, 9—air blower, 10—induced draft blower.

Figure 4.
Separation bed spatial sampling coordinate system diagram. (a) Distribution of sampling points on the bed surface. (b) Spatial structure diagram of separation bed.
Figure 4.
Separation bed spatial sampling coordinate system diagram. (a) Distribution of sampling points on the bed surface. (b) Spatial structure diagram of separation bed.

Figure 5.
X–Y and X–Z motion characteristics of bed surface in the stable stage. (a) Time-domain response curve of displacement at steady stage. (b) Lissajous-Figure of displacements at stable stage.
Figure 5.
X–Y and X–Z motion characteristics of bed surface in the stable stage. (a) Time-domain response curve of displacement at steady stage. (b) Lissajous-Figure of displacements at stable stage.
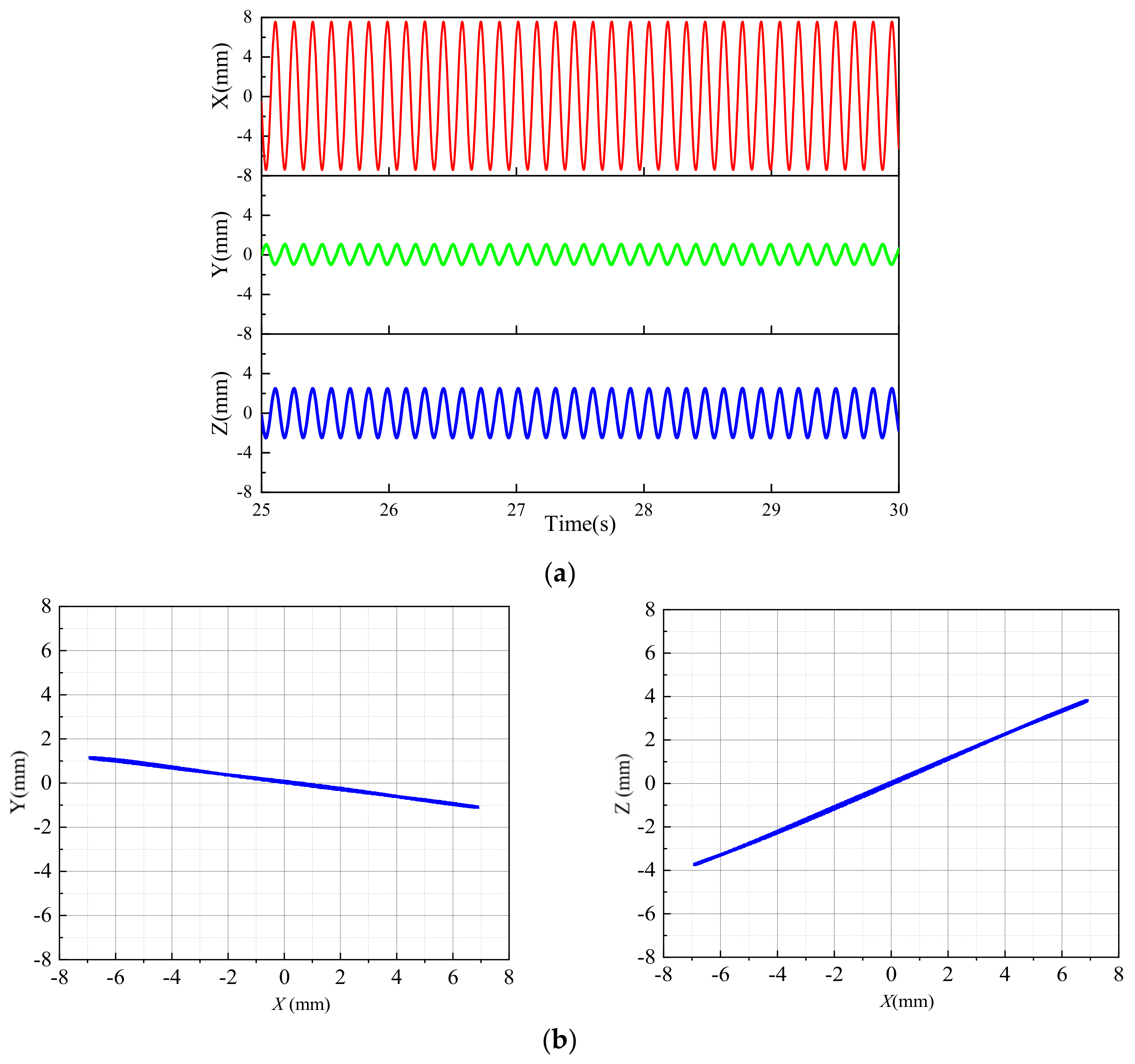
Figure 6.
Time-domain response curves of velocity and acceleration. (a) Time-domain curve of velocity in different directions. (b) Time-domain curve of acceleration in different directions.
Figure 6.
Time-domain response curves of velocity and acceleration. (a) Time-domain curve of velocity in different directions. (b) Time-domain curve of acceleration in different directions.
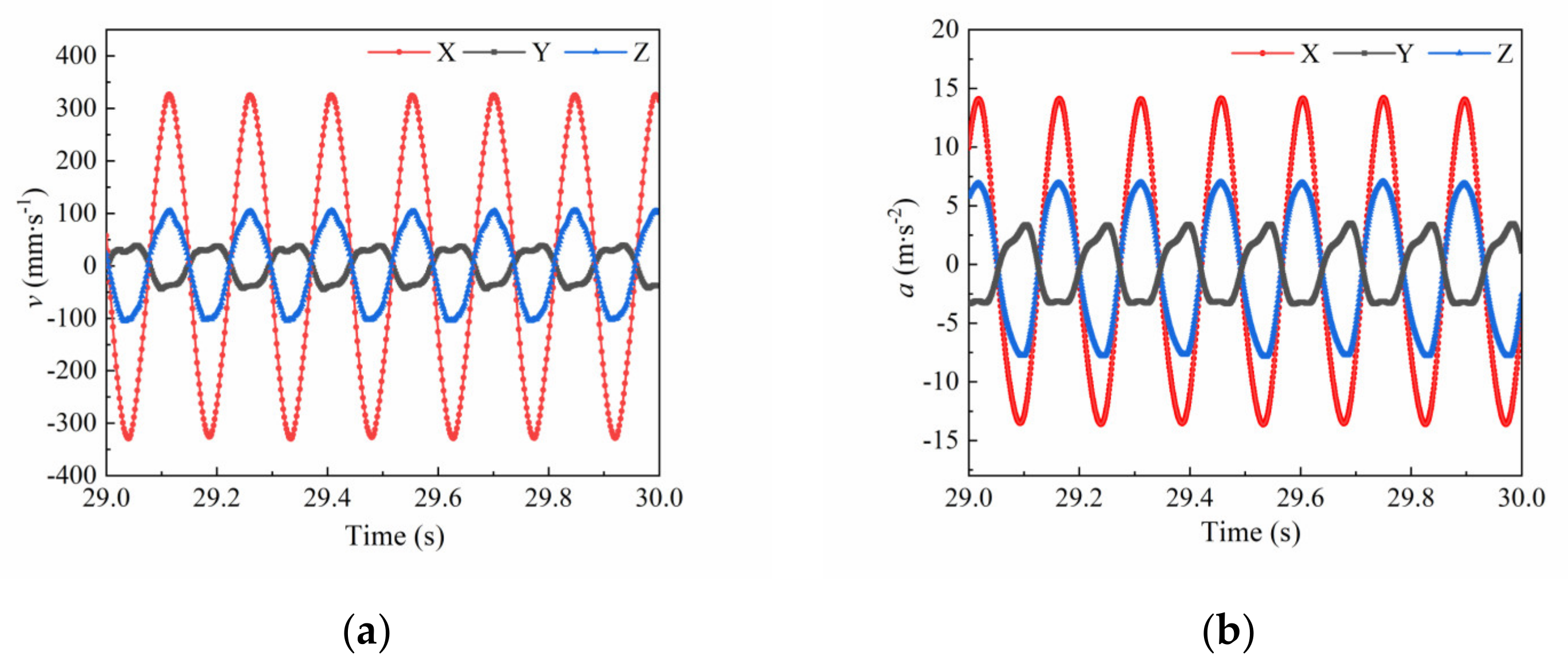
Figure 7.
Bed air velocity distribution under load conditions.


Figure 8.
Ash distribution of upper layer (left) and lower layer (right) of separation bed surface. (a) Ash content distribution at 4.96 m/s of airflow. (b) Ash content distribution at 5.47 m/s of airflow. (c) Ash content distribution at 5.68 m/s of airflow.
Figure 8.
Ash distribution of upper layer (left) and lower layer (right) of separation bed surface. (a) Ash content distribution at 4.96 m/s of airflow. (b) Ash content distribution at 5.47 m/s of airflow. (c) Ash content distribution at 5.68 m/s of airflow.
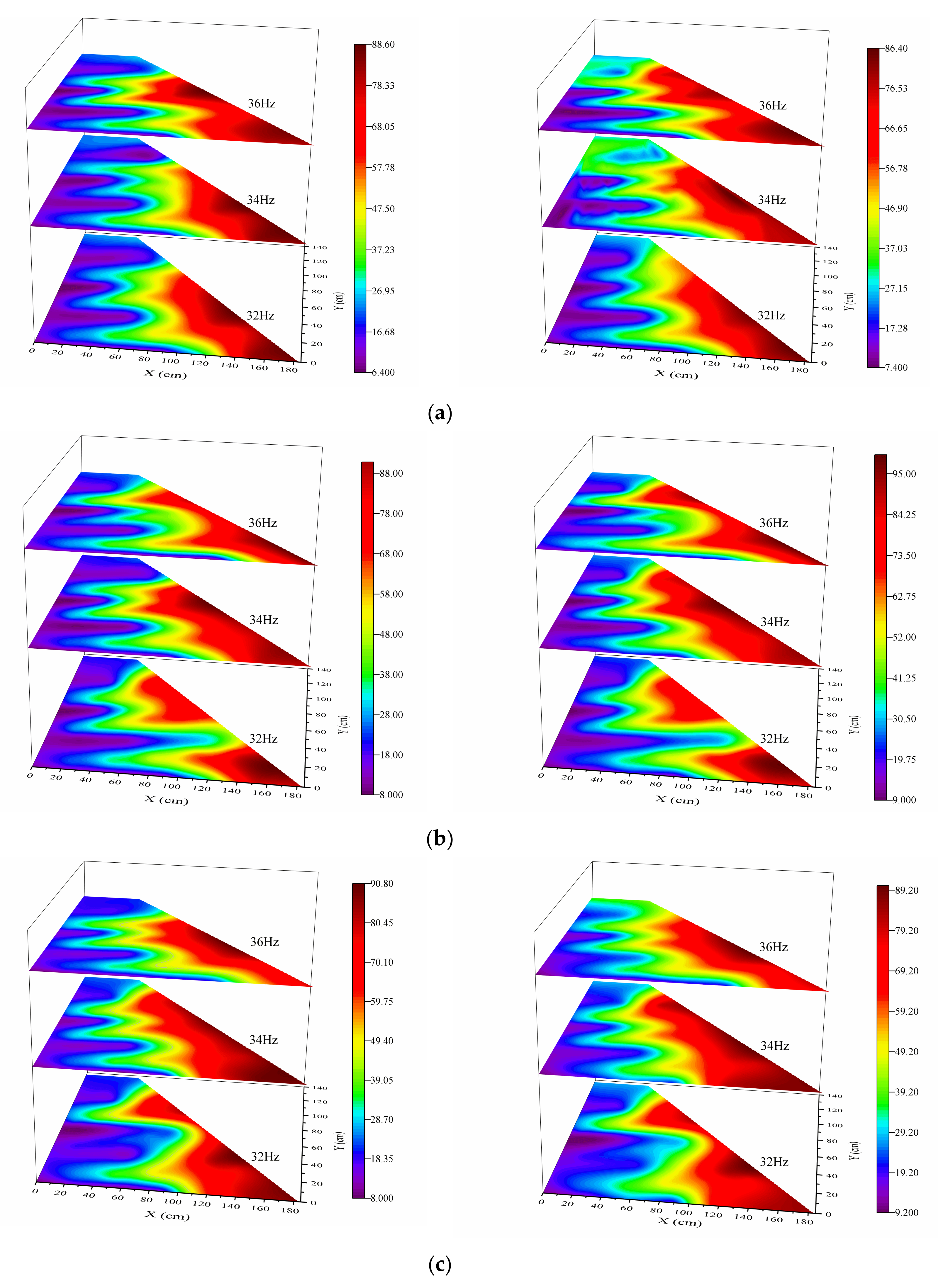
Figure 9.
Ash variation curves of transverse and longitudinal.
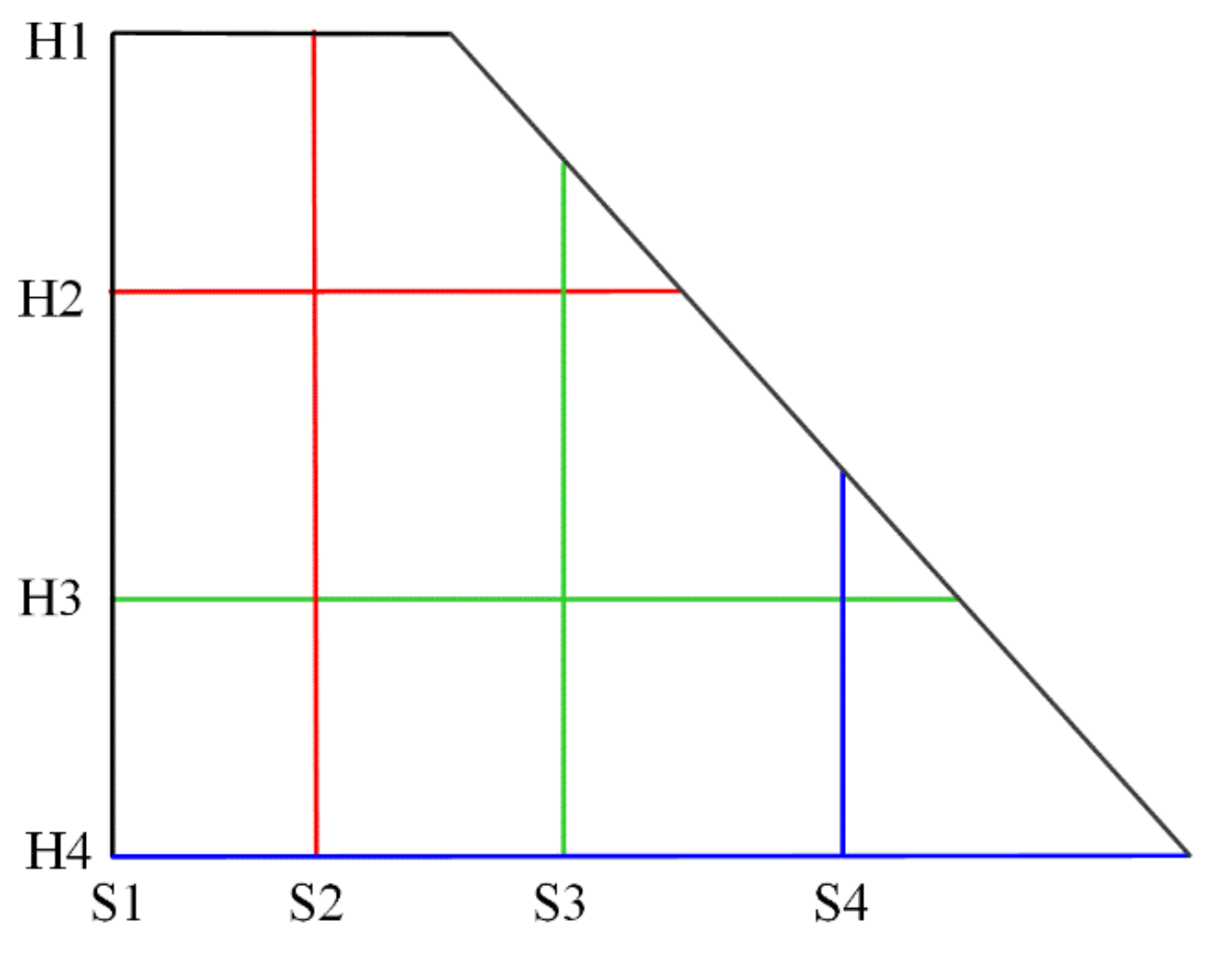
Figure 10.
Ash distribution of upper layer and lower layer at 34 Hz vibration frequency. (a) Ash content distribution at 4.96 m/s of airflow. (b) Ash content distribution at 5.47 m/s of airflow. (c) Ash content distribution at 5.68 m/s of airflow.
Figure 10.
Ash distribution of upper layer and lower layer at 34 Hz vibration frequency. (a) Ash content distribution at 4.96 m/s of airflow. (b) Ash content distribution at 5.47 m/s of airflow. (c) Ash content distribution at 5.68 m/s of airflow.
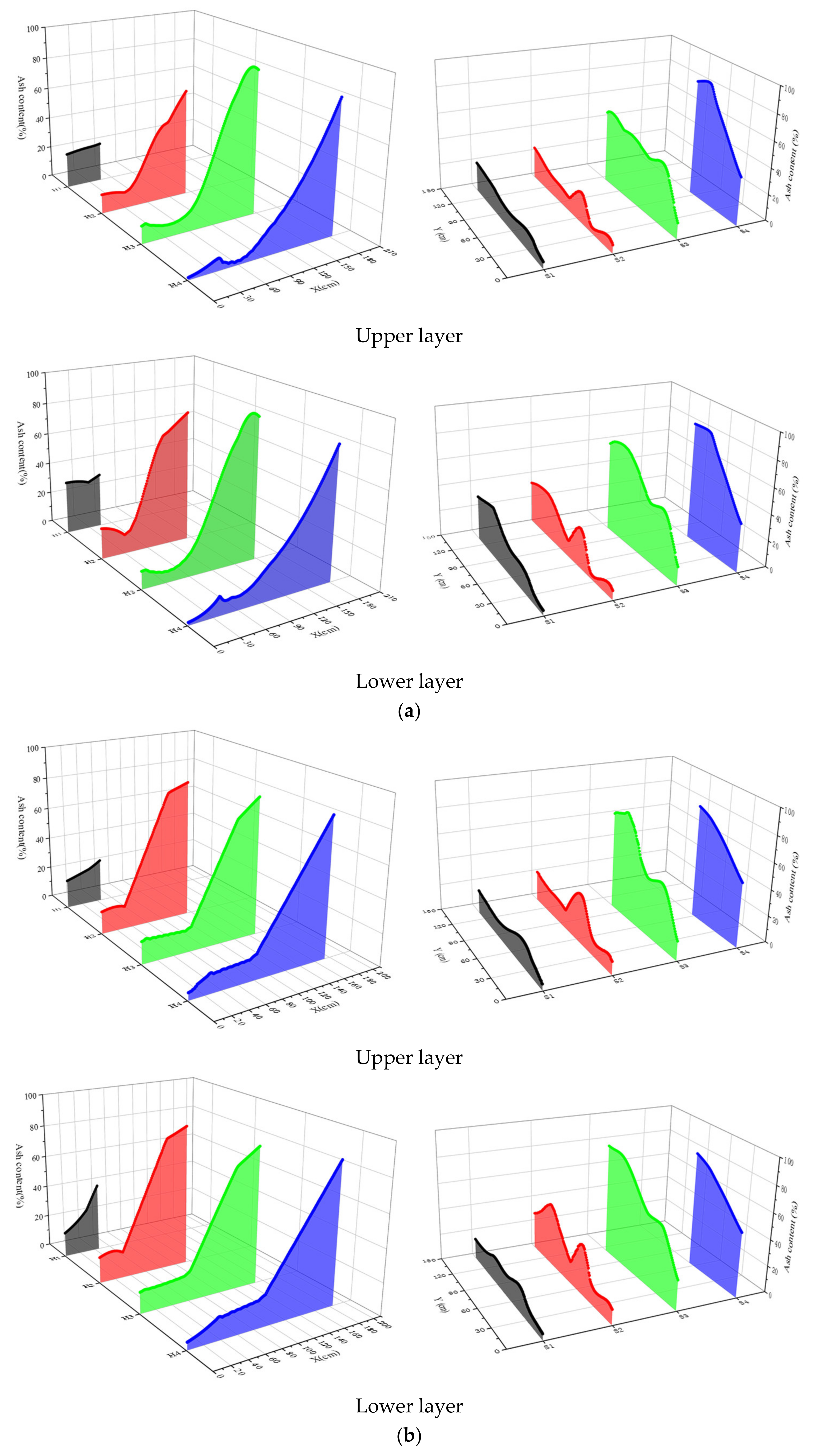

Figure 11.
Variation of Sash of 6–0.5 mm product.
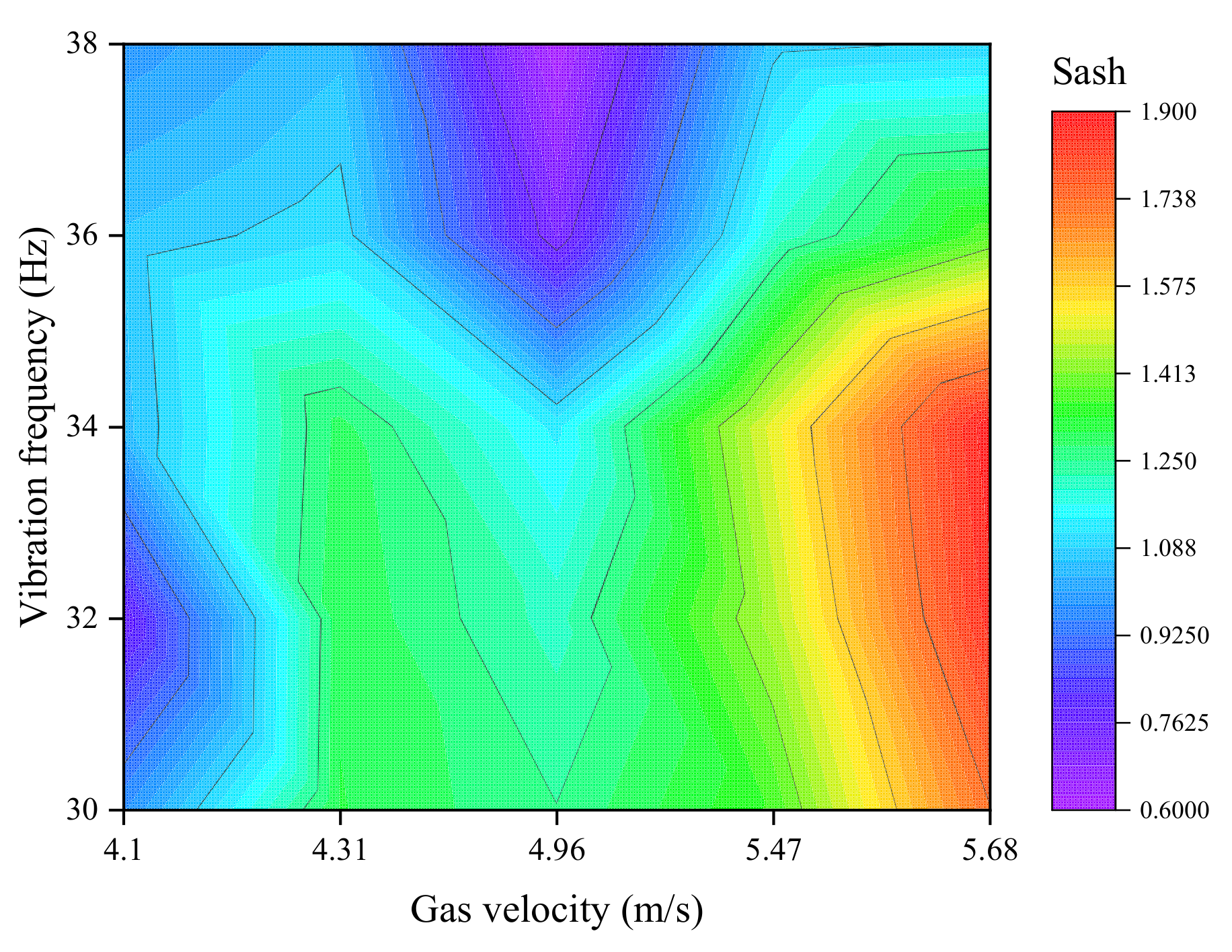
Figure 12.
Curves of product yield and ash content under optimal separation conditions.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Sink-float test results of 6–0.5 mm coal.
| Density (g/cm3) | Yield (%) | Ash Content (%) | Cumulative Floats | Cumulative Sinks | Separating Density | |||
|---|---|---|---|---|---|---|---|---|
| Yield (%) | Ash Content (%) | Yield (%) | Ash Content (%) | Density (g/cm3) | Yield (%) | |||
| –1.3 | 47.41 | 4.77 | 47.41 | 4.77 | 100.00 | 38.04 | 1.3 | 54.11 |
| 1.3–1.4 | 6.70 | 12.18 | 54.11 | 5.69 | 52.59 | 68.03 | 1.4 | 8.84 |
| 1.4–1.5 | 2.14 | 22.05 | 56.25 | 6.31 | 45.89 | 76.18 | 1.5 | 3.29 |
| 1.5–1.6 | 1.15 | 30.69 | 57.40 | 6.80 | 43.75 | 78.83 | 1.6 | 3.17 |
| 1.6–1.7 | 2.02 | 40.95 | 59.42 | 7.96 | 42.60 | 80.13 | 1.7 | 3.45 |
| 1.7–1.8 | 1.43 | 48.23 | 60.85 | 8.91 | 40.58 | 82.08 | 1.8 | 2.27 |
| 1.8–1.9 | 0.84 | 54.24 | 61.69 | 9.52 | 39.15 | 83.32 | 1.9 | 0.84 |
| +1.9 | 38.31 | 83.96 | 100.00 | 38.04 | 38.31 | 83.96 | - | - |
| Total | 100 | 38.04 | - | - | - | - | - | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Yang, F.; Zhang, M.; Ren, G.; Yao, S.; Zhou, E. Study on the Separation Effect and Mechanism of 6–0.5 mm Coal in Fluidized Bed with Vibratory Combined Force Field. Energies 2023, 16, 1133. https://doi.org/10.3390/en16031133
AMA Style
Yang F, Zhang M, Ren G, Yao S, Zhou E. Study on the Separation Effect and Mechanism of 6–0.5 mm Coal in Fluidized Bed with Vibratory Combined Force Field. Energies. 2023; 16(3):1133. https://doi.org/10.3390/en16031133
Chicago/Turabian StyleYang, Fan, Mingrui Zhang, Guangjian Ren, Shaoyu Yao, and Enhui Zhou. 2023. "Study on the Separation Effect and Mechanism of 6–0.5 mm Coal in Fluidized Bed with Vibratory Combined Force Field" Energies 16, no. 3: 1133. https://doi.org/10.3390/en16031133
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.