Experimental Validation of a New Modeling for the Design Optimization of a Sliding Vane Rotary Expander Operating in an ORC-Based Power Unit




Abstract
:1. Introduction
2. Materials and Methods
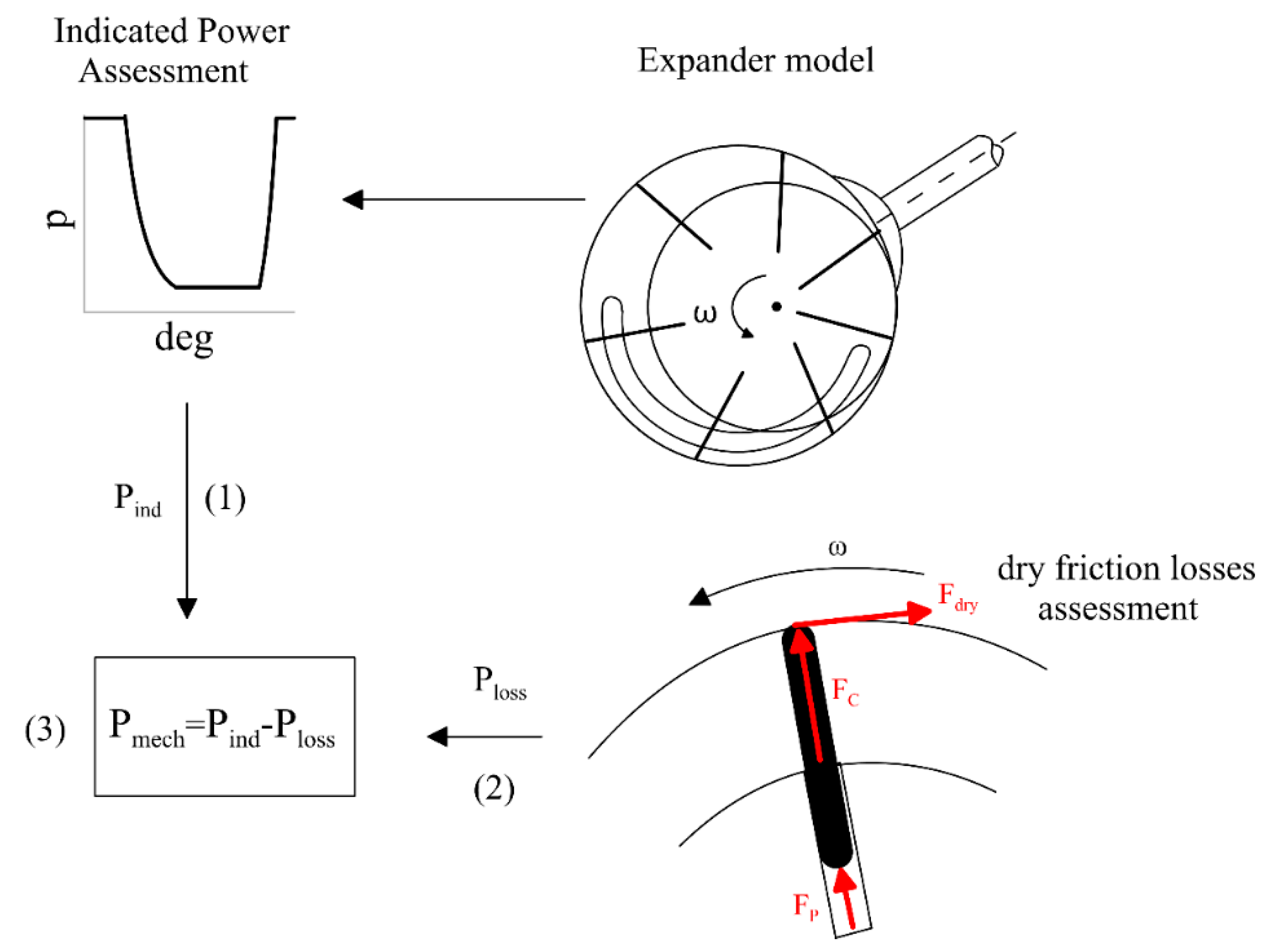
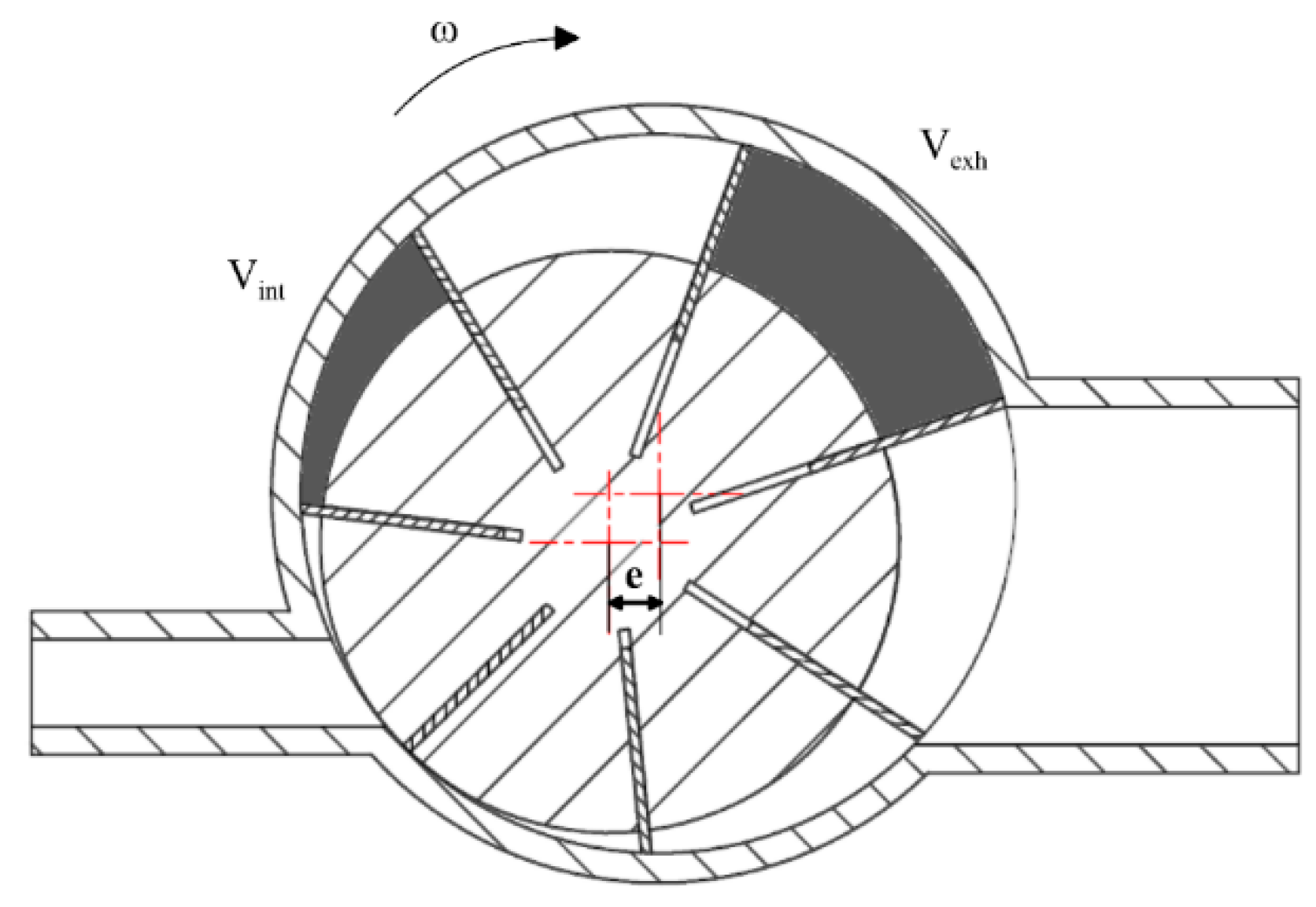
2.1. Mathematical Model of SVRE
- Between blade tip and stator inner surface;
- Between rotor face and casing;
- Between blade side and rotor slots.
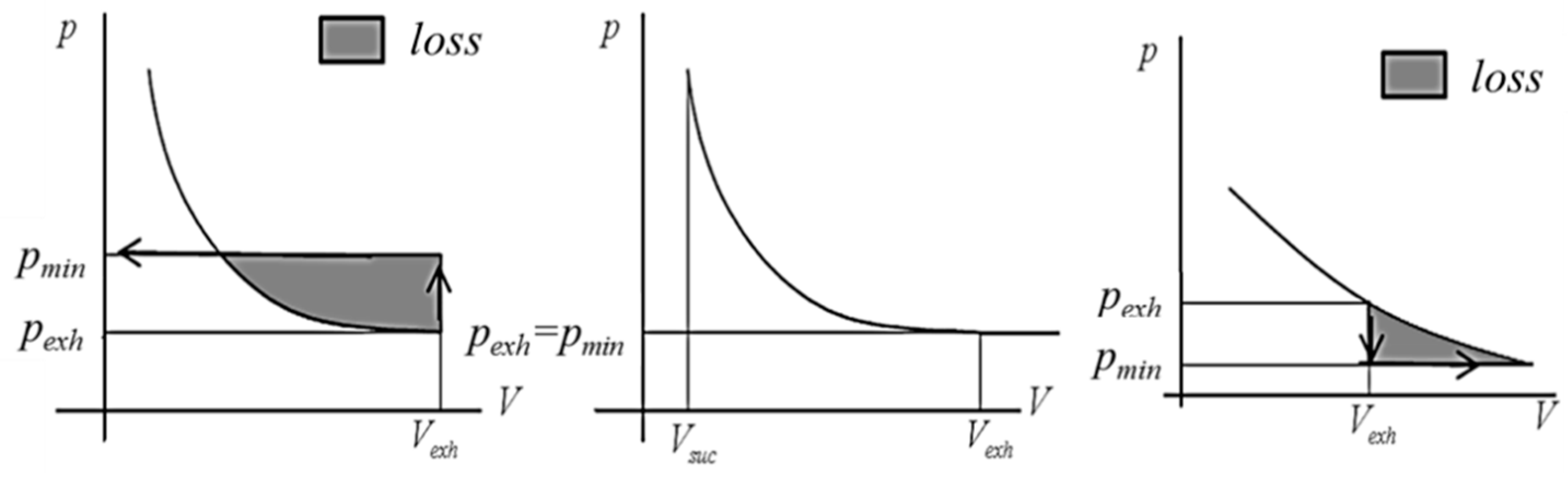
- The intake and exhaust phases are considered as isobaric transformations;
- The dynamic phenomena taking place at intake and exhaust phases are not considered.
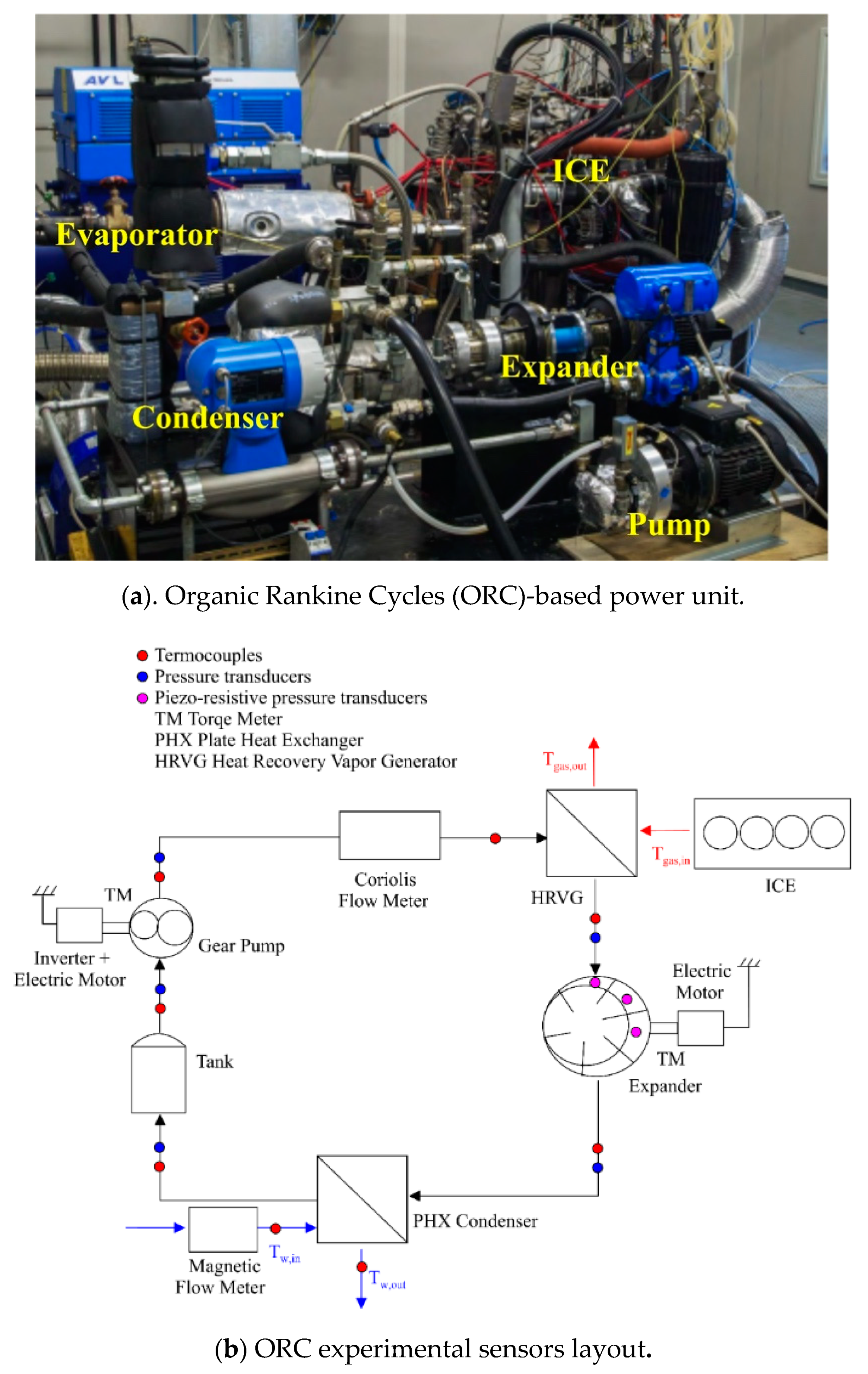
2.2. Experimental Validation
- -
- A volumetric gear pump, which circulates the fluid. Thanks to an inverter, the revolution speed (and consequently the mass flow rate) can be changed;
- -
- A plate and fin evaporator;
- -
- A Sliding Vane Rotary Expander, linked to the electric grid via an electric generator;
- -
- A plate heat exchanger, acting as a condenser and cooled by tap water;
- -
- A tank, upstream the pump, which allows to dump the mass flow rate fluctuation and to decouple the minimum plant pressure from the mass of working fluid inside the plant.
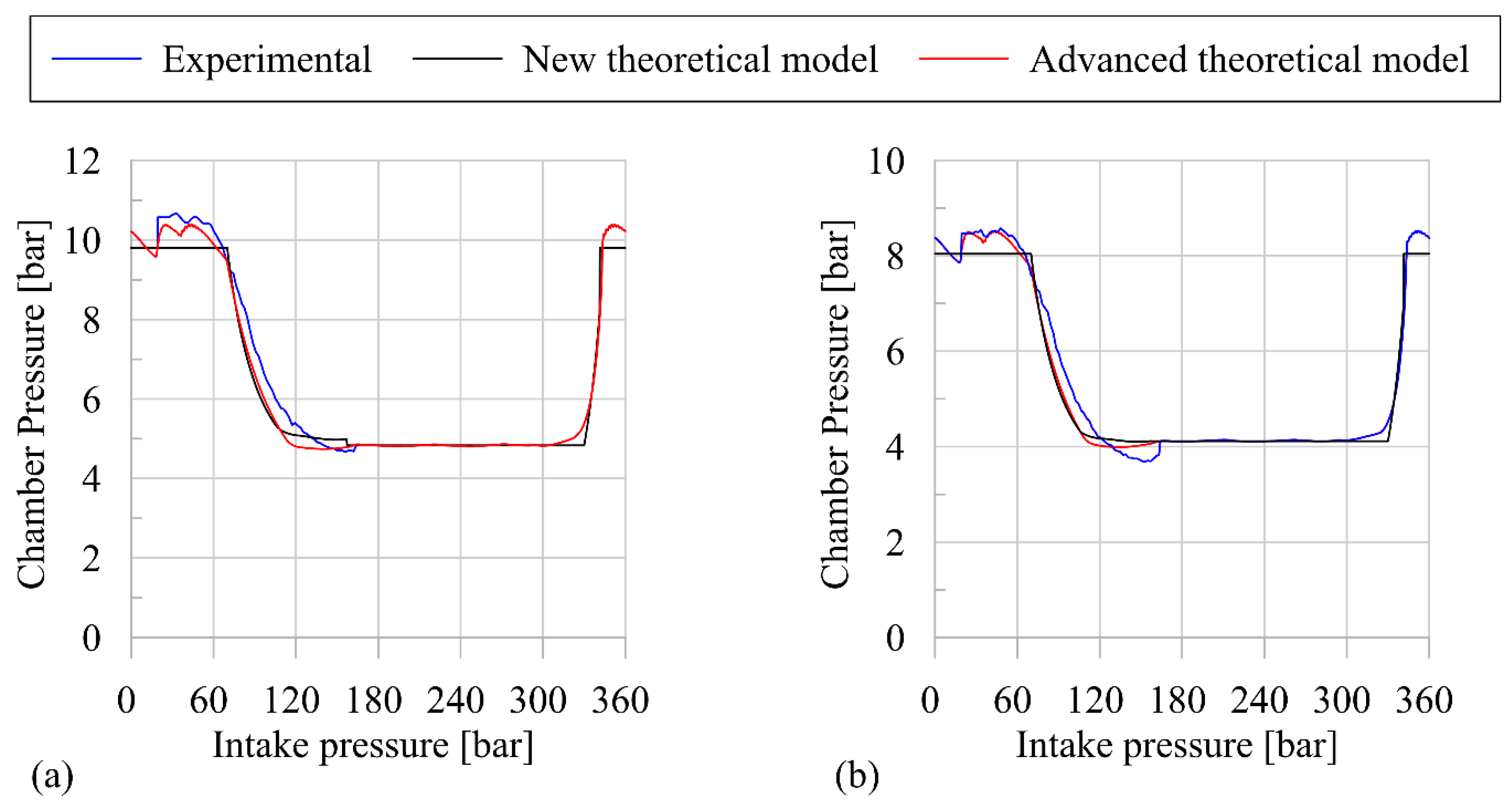
- The representation of the leakages;
- The intake and exhaust phases were represented as isobaric transformation.
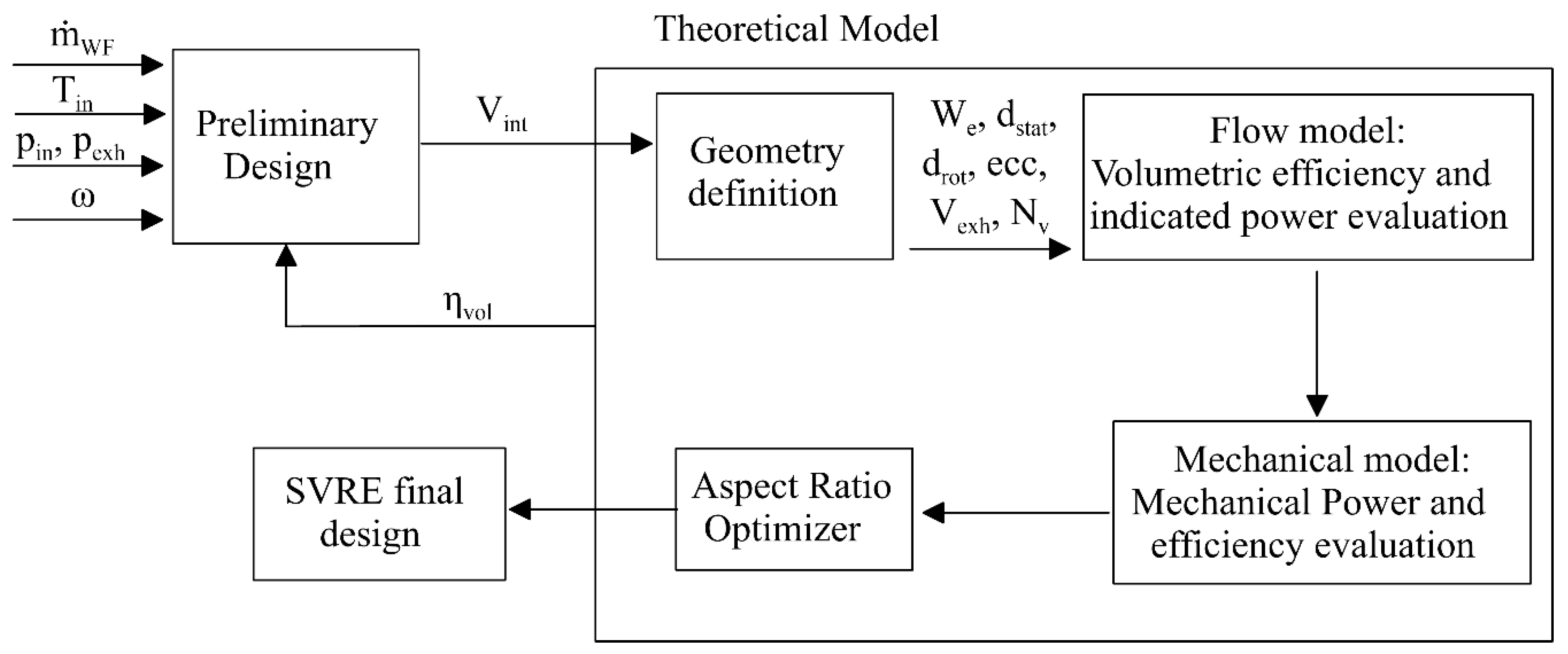
2.3. Model-Based SVRE Design
3. Results
4. Discussion
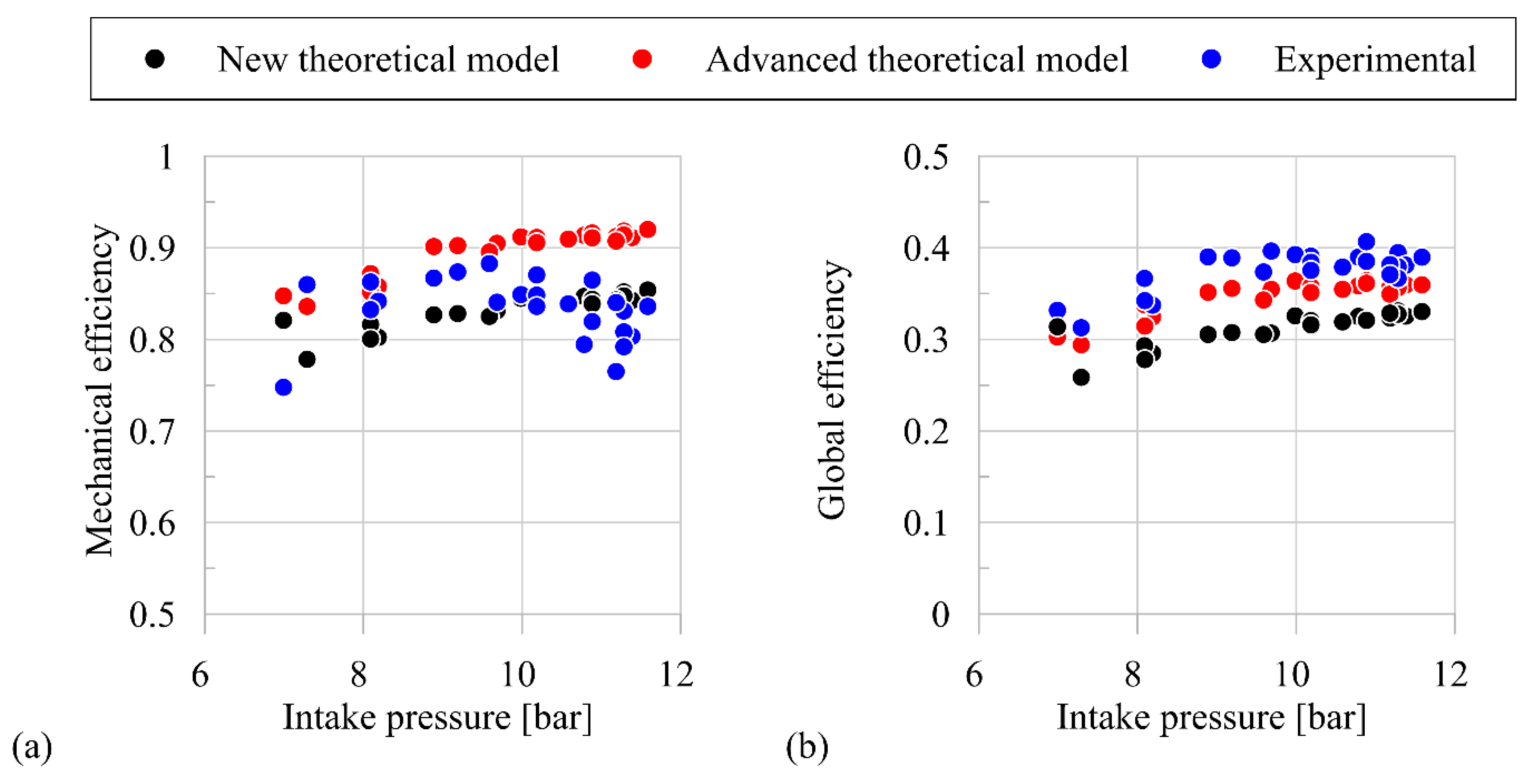
- It presents simulation times significantly lower with respect to the numerical model; few seconds characterize a complete prediction of the machine, while a more advanced theoretical model requires few hours;
- Once experimentally validated, the simplified model allows representing the whole behavior of the SVRE. Indeed, the predicted mass flow rate, volumetric efficiency, and indicated and mechanical power show a Root Mean Square Error equal to 3.6%, 2.3%, 5%, and 3%, respectively. Moreover, for all the quantities object of validation, the maximum deviations are lower than 20%.
5. Conclusions
- (1)
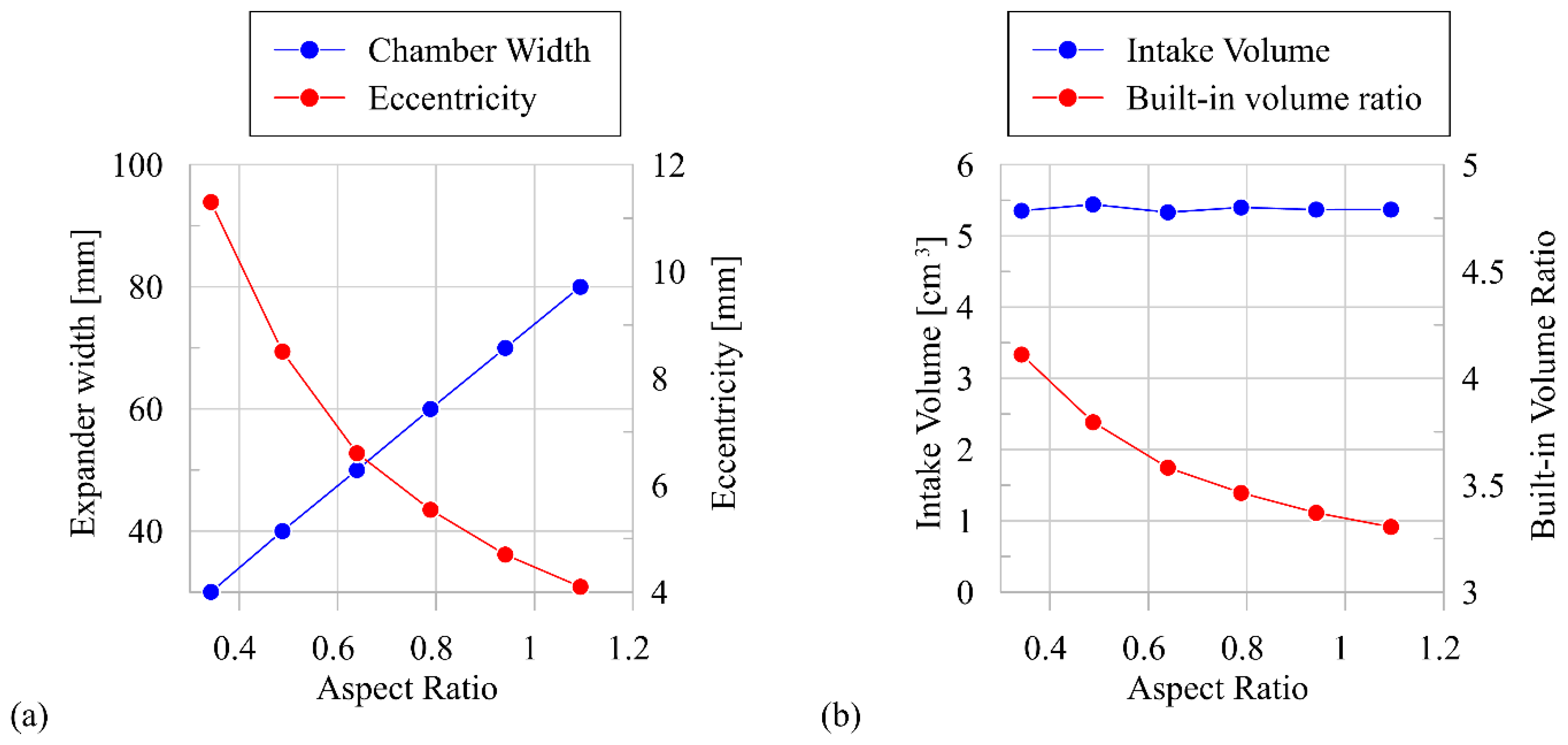
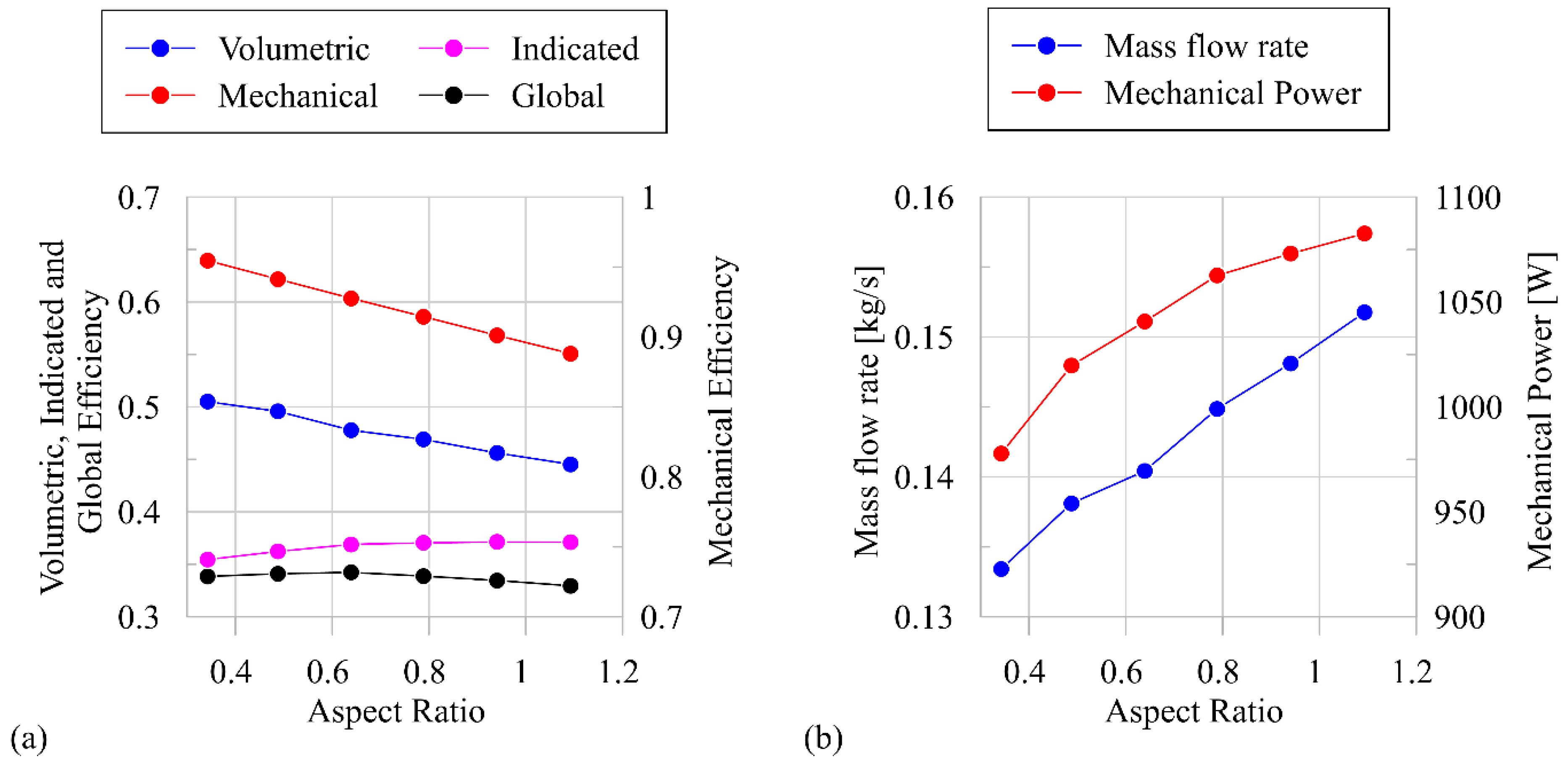
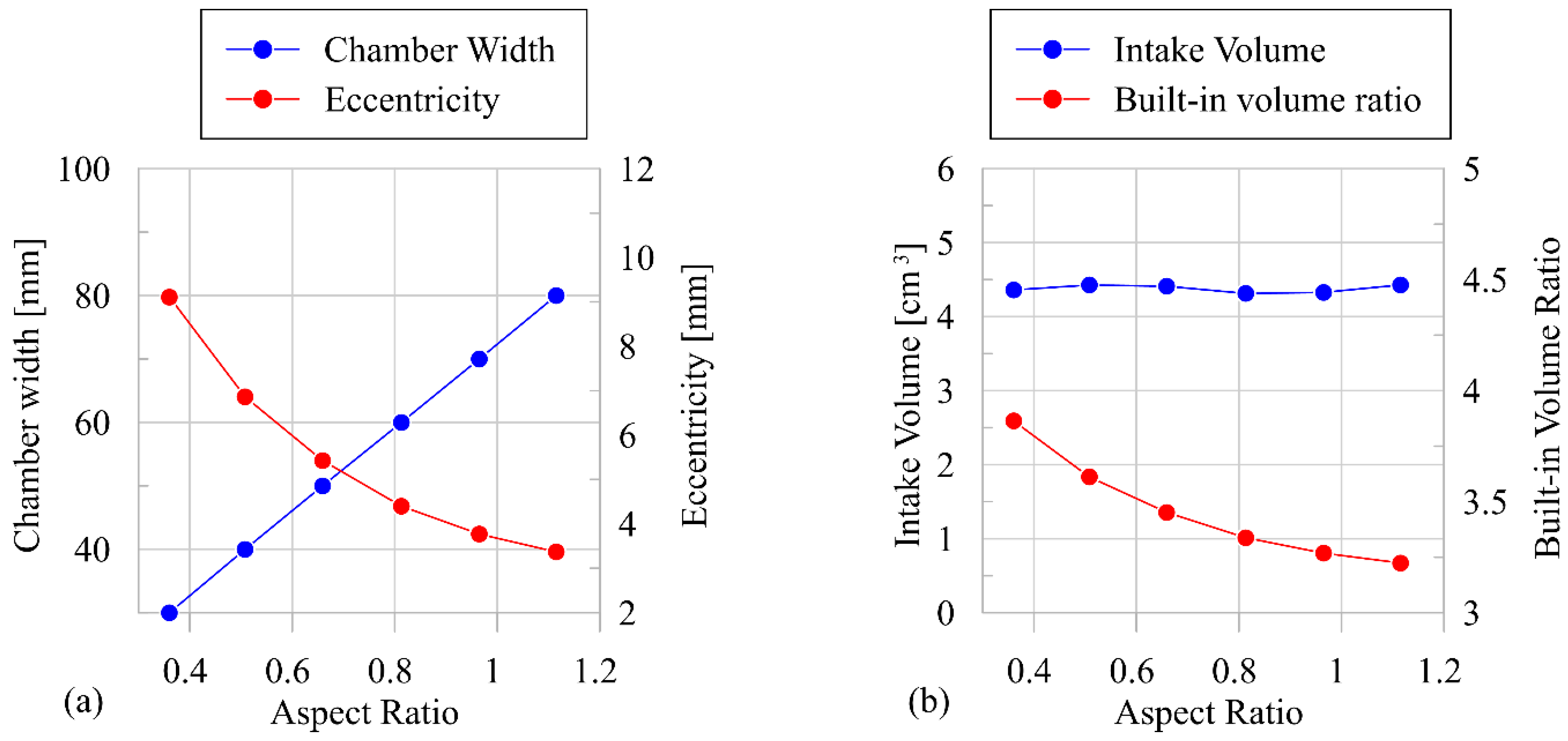
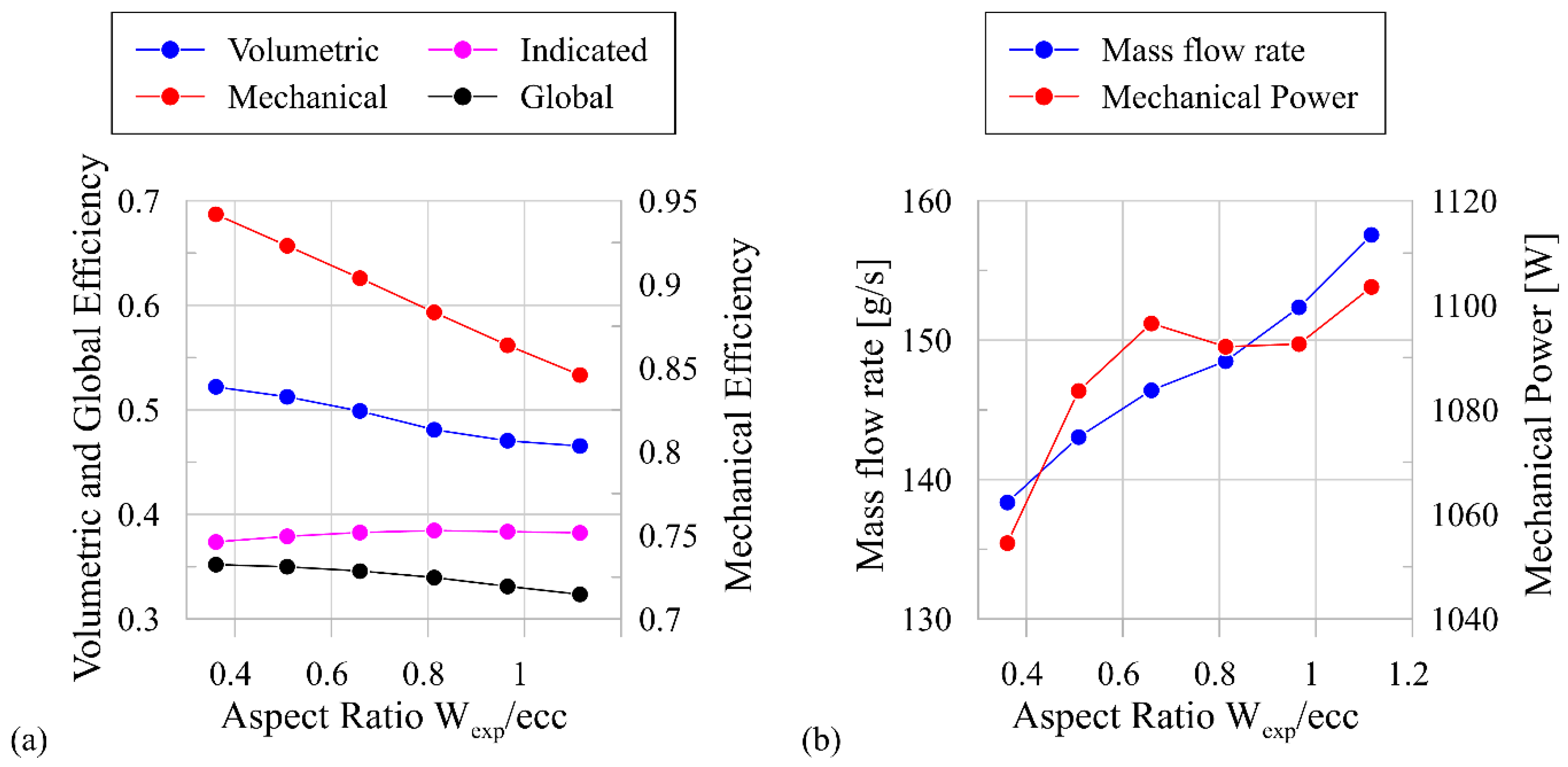
- Reduction of the chamber axial length, increasing the machine eccentricity, to keep constant the intake volume. This orients the design toward a “disk-shaped” machine (instead of considering a “finger-shaped” type), which reduces the leakage area, thus improving the volumetric efficiency (up to 8% with respect to the tested configuration), which shows the heaviest effects on machine global efficiency. Moreover, an improvement of up to 4.3% of mechanical efficiency is also obtained. This indicates that vane axial length reduction produces also a stronger reduction in mechanical losses due to friction. In order to define a geometry type, a geometrical Aspect Ratio has been defined as the ratio between expander width and stator diameter;
- (2)
- The increase of the Aspect Ratio (toward a “finger-shaped” machine) leads to a reduction of the SVRE efficiency. In particular, the volumetric and mechanical efficiencies decrease, respectively, up to 5% and 3%. On the other hand, an increase of the mechanical power is observed (+10% with respect to the original design), caused by the higher mass flow rate required by a “finger-shaped” configuration to guarantee the set point on the design intake pressure. Nevertheless, this power advantage is partially eroded by the higher power required by the pump to circulate the working fluid;
- (3)
- If the revolution speed increases, the overall machine performance increases too. Too high revolution speed, moreover, should be avoided because of the wear phenomena, which grow, as well as the centrifugal force (and consequently the friction losses). For these reasons, the intermediate value of design revolution speed (1500–2000 RPM) should be adopted for expander design for a machine mechanical power range of less than 5 kW.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Nomenclature
| Symbols | eq—Equivalent Orifice |
| A—Area [m2] | exh—Exhaust |
| AR—Aspect Ratio | exp—Expander |
| cd—Pressure Loss Coefficient | glob—Global |
| C—Friction Coefficient | i—Index of Chamber/Pressure Profile |
| ch—Chamber | in—Intake |
| d—Diameter [mm] | ind—Indicated |
| e—Eccentricity [mm] | leak—Leakages |
| FN—Normal Force [N] | loss—Mechanical Losses |
| h—Specific Enthalpy [kJ/kg] | mech—Mechanical |
| mb—Blade Mass [g] | out, is—Isentropic Condition at Expander Outlet |
| ṁ—Mass Flow Rate [kg/s] | rot—Rotor |
| pb—Pressure Under the Blades [barg] | stat—Stator |
| P—Power [W] | th—Theoretical |
| p—Pressure [bar] | tip—Tip Blade |
| Nv—Number of Vanes/Blades | vol—Volumetric |
| rv—Blade Tip/Rotor Center Distance [mm] | WF—Working Fluid |
| tb—Blade Thickness [mm] | |
| tcycle—Time Cycle [s] | Greek Letter |
| T—Temperature [K], [°C] | βv—Built-in Volume Ratio |
| Vint—Intake Volume [cm3] | δ—Clearance Gap |
| Wexp—Expander/Chamber Axial Height [mm] | η—Efficiency |
| θ—Rotational Angle | |
| Subscripts | ρ—Density |
| end-wall—Leakages at End-Wall Plate | ω—Expander Revolution Speed |
References
- Shi, L.; Shu, G.; Tian, H.; Deng, S. A review of modified organic rankine cycles (orcs) for internal combustion engine waste heat recovery (ice-whr). Renew. Sustain. Energy Rev. 2018, 95–110. [Google Scholar] [CrossRef]
- Fu, J.; Liu, J.; Feng, R.; Yang, Y.; Wang, L.; Wang, Y. Energy and exergy analysis on gasoline engine based on mapping characteristics experiment. Appl. Energy 2013, 622–630. [Google Scholar] [CrossRef]
- Legros, A.; Guillaume, L.; Diny, M.; Zaïdi, H.; Lemort, V. Comparison and impact of waste heat recovery technologies on passenger car fuel consumption in a normalized driving cycle. Energies 2014, 7, 5273–5290. [Google Scholar] [CrossRef] [Green Version]
- Cipollone, R.; Di Battista, D.; Gualtieri, A. Direct Heat Recovery from the Ice Exhaust Gas, Institution of Mechanical Engineers-Sustainable Vehicle Technologies: Driving the Green Agenda; Woodhead Publishing: Gaydon, UK, 2012; pp. 177–187. [Google Scholar]
- Aghaali, H.; Ångström, H.-E. A review of turbocompounding as a waste heat recovery system for internal combustion engines. Renew. Sustain. Energy Rev. 2015, 49, 813–824. [Google Scholar] [CrossRef]
- Di Battista, D.; Carapellucci, R.; Cipollone, R. Integrated evaluation of inverted brayton cycle recovery unit bottomed to a turbocharged diesel engine. Appl. Therm. Eng. 2020, 175, 115353. [Google Scholar] [CrossRef]
- Di Battista, D.; Fatigati, F.; Carapellucci, R.; Cipollone, R. Inverted brayton cycle for waste heat recovery in reciprocating internal combustion engines. Appl. Energy 2019, 253, 113565. [Google Scholar] [CrossRef]
- Villante, C.; Anatone, M.; De Vita, A. A Distributed parameter approach for the modeling of thermoelectric devices. SAE Int. J. Engines 2018, 12, 1. [Google Scholar] [CrossRef]
- Wang, J.; Song, X.; Li, Y.; Zhang, C.; Zhao, C.; Zhu, L. Modeling and analysis of thermoelectric generators for diesel engine exhaust heat recovery system. J. Energy Eng. 2020, 146, 04020002. [Google Scholar] [CrossRef]
- Feidt, M.; Costea, M.; Feidt, R.; Danel, Q.; Périlhon, C. New criteria to characterize the waste heat recovery. Energies 2020, 13, 789. [Google Scholar] [CrossRef] [Green Version]
- Valencia Ochoa, G.; Piero Rojas, J.; Duarte Forero, J. Advance exergo-economic analysis of a waste heat recovery system using orc for a bottoming natural gas engine. Energies 2020, 13, 267. [Google Scholar] [CrossRef] [Green Version]
- Cipollone, R.; Di Battista, D.; Bettoja, F. Performances of an orc power unit for waste heat recovery on heavy duty engine. Energy Procedia 2017, 129, 770–777. [Google Scholar] [CrossRef]
- Carcasci, C.; Cheli, L.; Lubello, P.; Winchler, L. Off-Design performances of an organic rankine cycle for waste heat recovery from gas turbines. Energies 2020, 13, 1105. [Google Scholar] [CrossRef] [Green Version]
- Pantano, F.; Capata, R. Expander selection for an on board ORC energy recovery system. Energy 2017, 141, 1084–1096. [Google Scholar] [CrossRef] [Green Version]
- Di Battista, D.; Cipollone, R. Experimental analysis of an organic rankine cycle plant bottoming a heavy-duty engine using axial turbine as prime mover. SAE Int. J. Engines 2017, 10, 1385–1397. [Google Scholar] [CrossRef]
- Imran, M.; Usman, M.; Park, B.-S.; Lee, D.-H. Volumetric expanders for low grade heat and waste heat recovery applications. Renew. Sustain. Energy Rev. 2016, 57, 1090–1109. [Google Scholar] [CrossRef]
- Bao, J.; Zhao, L. A review of working fluid and expander selections for organic rankine cycle. Renew. Sustain. Energy Rev. 2013, 24, 325–342. [Google Scholar] [CrossRef]
- Clemente, S.; Micheli, D.; Reini, M.; Taccani, R. Energy efficiency analysis of organic rankine cycles with scroll expanders for cogenerative applications. Appl. Energy 2012, 97, 792–801. [Google Scholar] [CrossRef]
- Emhardt, S.; Tian, G.; Song, P.; Chew, J.; Wei, M. CFD modelling of small scale orc scroll expanders using variable wall thicknesses. Energy 2020, 199, 117399. [Google Scholar] [CrossRef] [Green Version]
- Stosic, N.; Ian, K.; Smith, A.K. Screw Compressors and Expanders, Positive Displacement Machines; Sultan, I.A., Phung, T.H., Eds.; Academic Press: Boston, MA, USA, 2019; pp. 115–142. [Google Scholar] [CrossRef]
- Ziviani, D.; Groll, E.; Braun, J.E.; Paepe, M.D. Review and update on the geometry modeling of single-screw machines with emphasis on expanders. Int. J. Refrig. 2018, 92, 10–26. [Google Scholar] [CrossRef]
- Bianchi, G.; Kennedy, S.; Zaher, O.; Tassou, S.A.; Miller, J.; Jouhara, H. Numerical modeling of a two-phase twin-screw expander for trilateral flash cycle applications. Int. J. Refrig. 2018, 88, 248–259. [Google Scholar] [CrossRef]
- Bianchi, M.; Branchini, L.; De Pascale, A.; Melino, F.; Ottaviano, S.; Peretto, A.; Torricelli, N. Application And Comparison Of Semi-Empirical Models For Performance Prediction Of A Kw-Size Reciprocating Piston Expander. Appl. Energy 2019, 249, 143–156. [Google Scholar] [CrossRef]
- Pantaleo, A.M.; Simpson, M.; Rotolo, G.; Distaso, E.; Oyewunmi, O.A.; Sapin, P.; De Palma, P.; Markides, C.N. Thermoeconomic optimisation of small-scale organic rankine cycle systems based on screw vs. piston expander maps in waste heat recovery applications. Energy Convers. Manag. 2019, 200, 112053. [Google Scholar] [CrossRef]
- Kolasiński, P. Experimental and modelling studies on the possible application of heat storage devices for powering the orc (organic rankine cycle) systems. Therm. Sci. Eng. Prog. 2020, 19, 100586. [Google Scholar] [CrossRef]
- Mascuch, J.; Novotny, V.; Vodicka, V.; Spale, J.; Zeleny, Z. Experimental development of a kilowatt-scale biomass fired micro–chp unit based on orc with rotary vane expander. Renew. Energy 2020, 147, 2882–2895. [Google Scholar] [CrossRef]
- Lemort, V.; Quoilin, S.; Cuevas, C.; Lebrun, J. Testing and Modeling a Scroll Expander Integrated Into an Organic Rankine Cycle. Appl. Therm. Eng. 2009, 29, 3094–3102. [Google Scholar] [CrossRef] [Green Version]
- Song, P.; Wei, M.; Zhang, Y.; Sun, L.; Emhardt, S.; Zhuge, W. The impact of a bilateral symmetric discharge structure on the performance of a scroll expander for ORC power generation system. Energy 2018, 158, 458–470. [Google Scholar] [CrossRef]
- Wang, T.; Zhang, Y.; Peng, Z.; Shu, G. A review of researches on thermal exhaust heat recovery with Rankine cycle. Renew. Sustain. Energy Rev. 2011, 15, 2862–2871. [Google Scholar] [CrossRef]
- Clemente, S.; Micheli, D.; Reini, M.; Taccani, R. Performance analysis and modeling of different volumetric expanders for small-scale organic rankine cycles. In Proceedings of the ASME 2011 5th International Conference on Energy Sustainability, Washington, DC, USA, 7–10 August 2011. [Google Scholar] [CrossRef]
- Shen, L.; Wang, W.; Wu, Y.; Lei, B.; Zhi, R.; Lu, Y.; Wang, J.; Ma, C. A study of clearance height on the performance of single-screw expanders in small-scale organic Rankine cycles. Energy 2018, 153, 45–55. [Google Scholar] [CrossRef]
- Dumont, O.; Parthoens, A.; Dickes, R.; Lemort, V. Experimental investigation and optimal performance assessment of four volumetric expanders (scroll, screw, piston and roots) tested in a small-scale organic Rankine cycle system. Energy 2018, 165, 1119–1127. [Google Scholar] [CrossRef] [Green Version]
- Musthafah, M.T.; Yamada, N. Thermodynamic analysis of expansion profile for displacement-type expander in low-temperature rankine cycle. J. Therm. Sci. Technol. 2010, 5, 61–74. [Google Scholar] [CrossRef] [Green Version]
- Vodicka, V.; Novotny, V.; Zeleny, Z.; Mascuch, J.; Kolovratnik, M. Theoretical and experimental investigations on the radial and axial leakages within a rotary vane expander. Energy 2019, 189, 116097. [Google Scholar] [CrossRef]
- Badr, O.; Probert, S.D.; O’Callaghan, P. Multi-vane expanders: Vane dynamics and friction losses. Appl. Energy 1985, 20, 253–285. [Google Scholar] [CrossRef]
- Badr, O.; Probert, S.D.; O’Callaghan, P.W. Multi-vane expanders: Internal-leakage losses. Appl. Energy 1985, 20, 1–46. [Google Scholar] [CrossRef]
- Yang, B.; Peng, X.; He, Z.; Guo, B.; Xing, Z. Experimental investigation on the internal working process of a CO2 rotary vane expander. Appl. Therm. Eng. 2009, 29, 2289–2296. [Google Scholar] [CrossRef]
- Kolasiński, P.; Błasiak, P.; Rak, J. Experimental investigation on multi-vane expander operating conditions in domestic CHP ORC system. Energy Procedia 2017, 129, 323–330. [Google Scholar] [CrossRef]
- Nikolov, A.; Brümmer, A. Investigating a Small Oil-Flooded Twin-Screw Expander for Waste-Heat Utilisation in Organic Rankine Cycle Systems. Energies 2017, 10, 869. [Google Scholar] [CrossRef] [Green Version]
- Fatigati, F.; Di Bartolomeo, M.; Di Battista, D.; Cipollone, R. Experimental and numerical characterization of the sliding rotary vane expander intake pressure in order to develop a novel control-diagnostic procedure. Energies 2019, 12, 1970. [Google Scholar] [CrossRef] [Green Version]
- Fatigati, F.; Di Bartolomeo, M.; Cipollone, R. On the effects of leakages in sliding rotary vane expanders. Energy 2020, 192, 116721. [Google Scholar] [CrossRef]
- Vodicka, V.; Novotny, V.; Mascuch, J.; Kolovratnik, M. Impact of major leakages on characteristics of a rotary vane expander for ORC. Energy Procedia 2017, 129, 387–394. [Google Scholar] [CrossRef]
- Fatigati, F.; di Bartolomeo, M.; Cipollone, R. Dual intake rotary vane expander technology: Experimental and theoretical assessment. Energy Convers. Manag. 2019, 186, 156–167. [Google Scholar] [CrossRef]
- Fatigati, F.; di Bartolomeo, M.; di Battista, D.; Cipollone, R. A dual-intake-port technology as a design option for a Sliding Vane Rotary Expander of small-scale ORC-based power units. Energy Convers. Manag. 2020, 209, 112646. [Google Scholar] [CrossRef]
- Gamma Technologies. GT-Suite™ Flow Manual; Gamma Technologies: Westmont, IL, USA, 2019. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Expander Geometry | |
|---|---|
| Number of vanes | 7 |
| Angular chamber extent [deg] | 51.4 |
| Stator diameter [mm] | 75.9 |
| Rotor diameter [mm] | 65 |
| Eccentricity [mm] | 5.45 |
| Expander width [mm] | 60 |
| Blade thickness [mm] | 3.96 |
| Blade length [mm] | 17 |
| Intake port opening angle [deg] | 4.4 |
| Intake port closing angle [deg] | 48 |
| Exhaust port opening angle [deg] | 180 |
| Exhaust port closing angle [deg] | 322 |
| Boundary conditions | |
| Static pressure at intake [bar] | 10.5 |
| Static pressure at exhaust [bar] | 4.8 |
| Temperature at intake [°C] | 83.6 |
| Expander revolution speed [RPM] | 1500 |
| Physical Quantities | Uncertainty of Measurement |
|---|---|
| Working fluid temperature | ±0.3 K |
| Working fluid pressure | ±0.3 bar |
| Indicated cycle | ±0.1% of the full-scale sensor output |
| Working fluid mass flow rate | ±0.5% [kg/s] |
| Water mass flow rate | ±0.5% [kg/s] |
| Mechanical power | ±0.8% [W] |
| Volumetric efficiency | ±0.6% |
| Mechanical efficiency | ±2% |
| Global efficiency | ±2.2% |
| Operating Conditions | |
|---|---|
| Static pressure at intake [bar] | 13 |
| Static pressure at exhaust [bar] | 3 |
| Temperature at intake [°C] | 90 |
| Expander revolution speed [RPM] | 1500 |
| Mass flow rate [kg/s] | 0.150 |
| Initial value of volumetric efficiency | 0.5 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fatigati, F.; Di Bartolomeo, M.; Di Battista, D.; Cipollone, R. Experimental Validation of a New Modeling for the Design Optimization of a Sliding Vane Rotary Expander Operating in an ORC-Based Power Unit. Energies 2020, 13, 4204. https://doi.org/10.3390/en13164204
Fatigati F, Di Bartolomeo M, Di Battista D, Cipollone R. Experimental Validation of a New Modeling for the Design Optimization of a Sliding Vane Rotary Expander Operating in an ORC-Based Power Unit. Energies. 2020; 13(16):4204. https://doi.org/10.3390/en13164204
Chicago/Turabian StyleFatigati, Fabio, Marco Di Bartolomeo, Davide Di Battista, and Roberto Cipollone. 2020. "Experimental Validation of a New Modeling for the Design Optimization of a Sliding Vane Rotary Expander Operating in an ORC-Based Power Unit" Energies 13, no. 16: 4204. https://doi.org/10.3390/en13164204