Strength Analysis of a PTO (Power Take-Off) Gear-Train of a Multi-Purpose Cultivator during a Rotary Ditching Operation


 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Multi-Purpose Cultivator
2.2. Torque Measurement
2.2.1. Torque Measurement System
2.2.2. Field Experiment
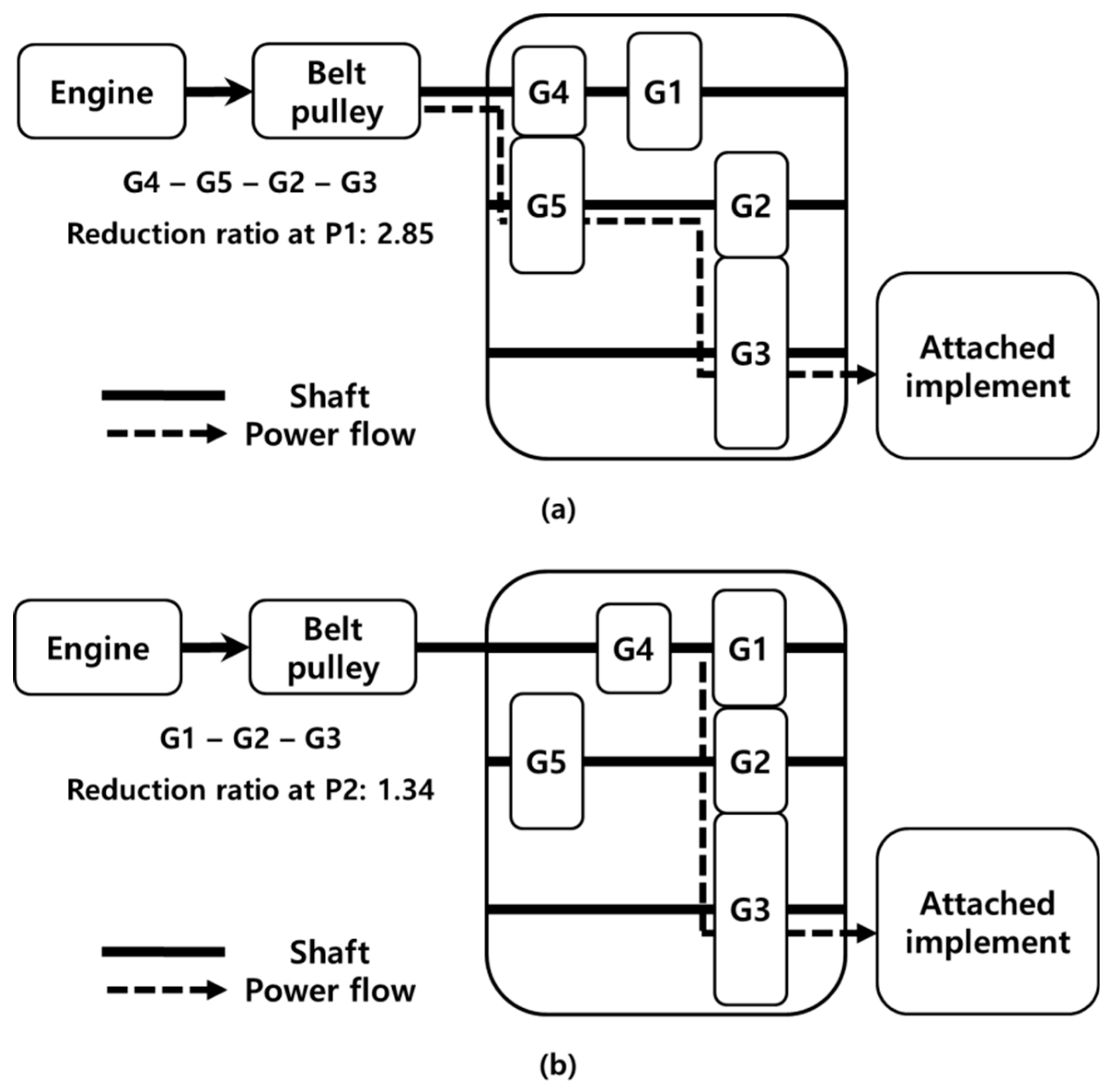
2.3. Simulation of the PTO Gear-Train
2.4. Analysis Method
2.4.1. Gear Strength of the PTO Gear-Train
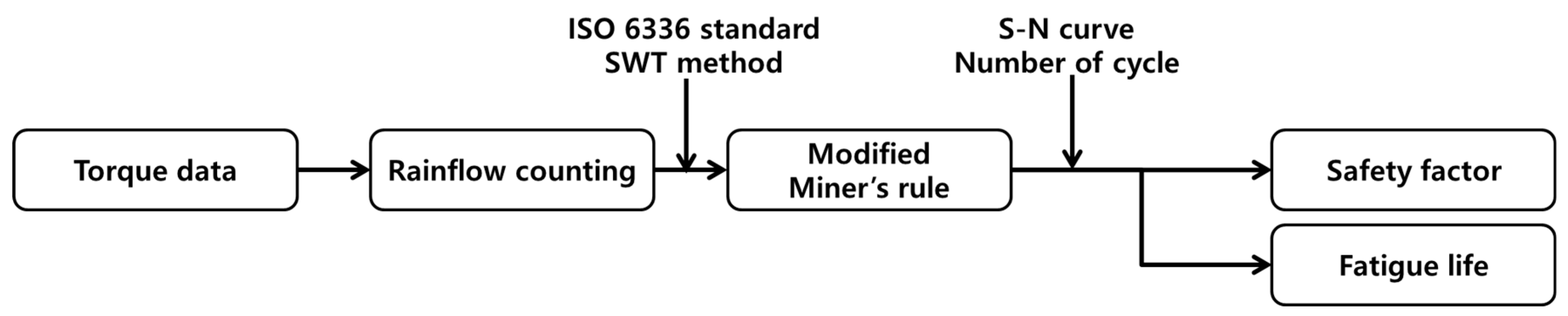
2.4.2. Fatigue Life of the PTO Gear-Train
3. Results
3.1. Statistical Analysis
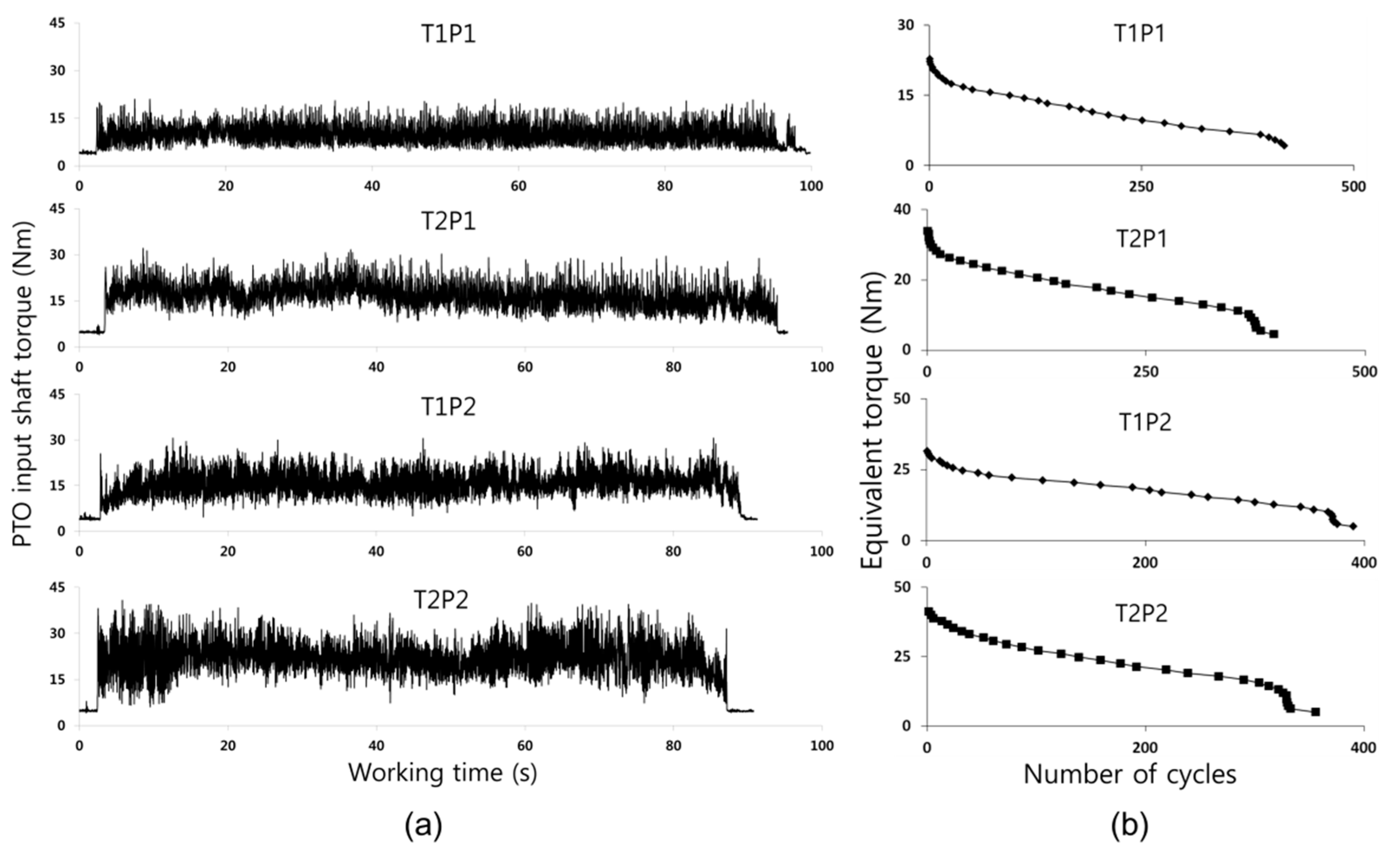
3.2. Load Analysis
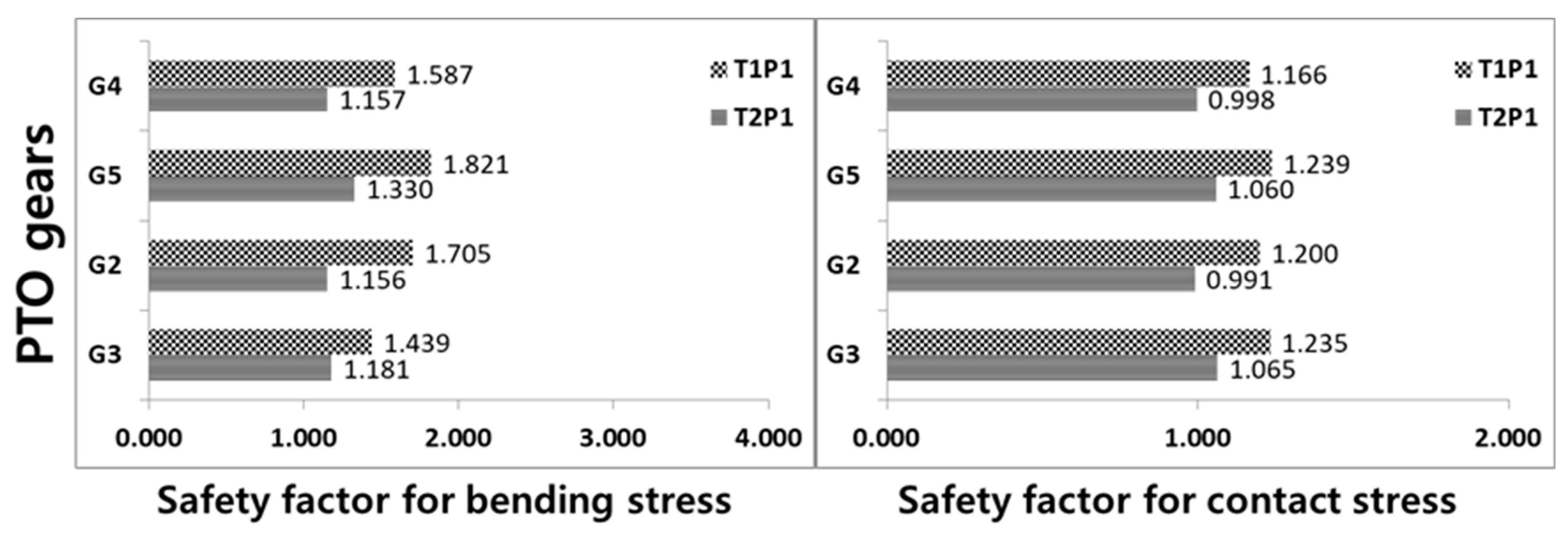
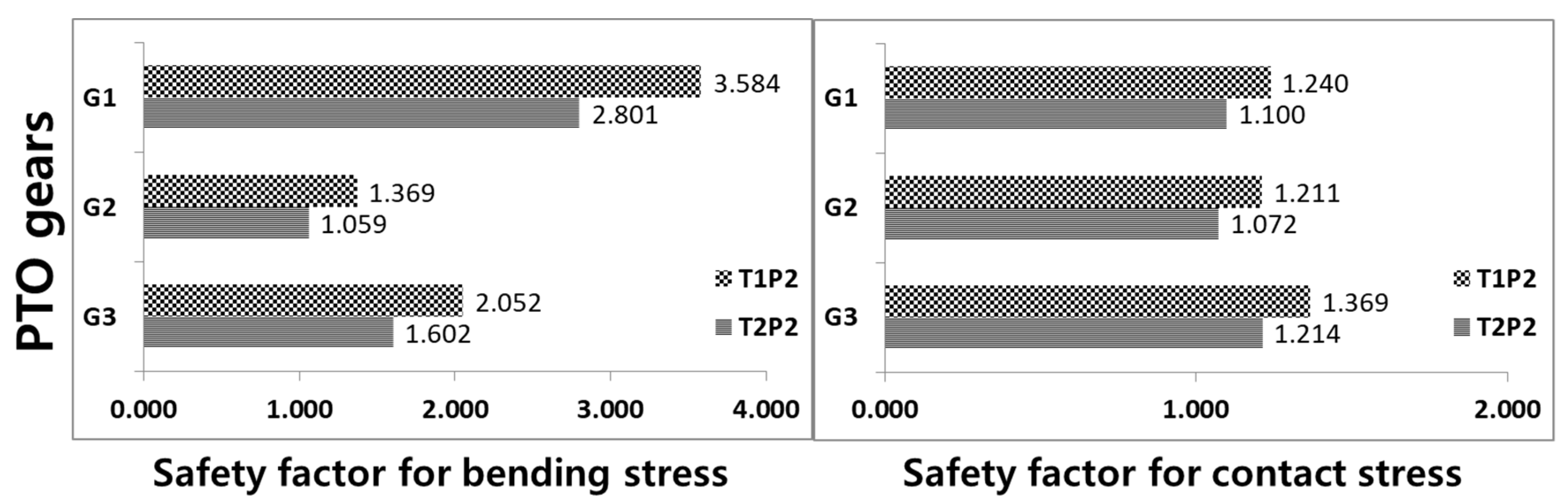
3.3. Strength Analysis
3.4. Fatigue Life
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Statistics Korea (KOSTAT). Available online: http://kostat.go.kr/wnsearch/search.jsp (accessed on 17 November 2018).
- Kim, W.S.; Kim, Y.S.; Kim, Y.J.; Choi, C.H.; Inoue, E.; Okayasu, T. Analysis of the Load of a Transplanter PTO Shaft Based on the Planting Distance. J. Fac. Agric. Kyushu Univ. 2018, 63, 97–102. [Google Scholar]
- Park, S.B.; Park, Y.J.; Kim, K.U. Optimization of handle vibration of walking type cultivator. J. Biosyst. Eng. 2006, 31, 39–145. [Google Scholar] [CrossRef]
- Sam, B.; Kathirvel, K. Vibration characteristics of walking and riding type power tillers. Biosyst. Eng. 2006, 95, 517–528. [Google Scholar] [CrossRef]
- Chaturvedi, V.; Kumar, A.; Singh, J.K. Power tiller: Vibration magnitudes and intervention development for vibration reduction. Appl. Ergon. 2012, 43, 891–901. [Google Scholar] [CrossRef] [PubMed]
- Kim, W.S.; Chung, S.O.; Choi, C.H.; Cho, J.S.; Choi, D.S.; Kim, Y.J.; Lee, S.D.; Hong, S.J.; Kim, Y.J.; Koo, S.M. Analysis of the PTO Torque of a Transplanter by Planting Condition. J. Biosyst. Eng. 2016, 41, 313–318. [Google Scholar] [CrossRef] [Green Version]
- Lee, D.H.; Kim, Y.J.; Chung, S.O.; Choi, C.H.; Lee, K.H.; Shin, B.S. Analysis of the PTO load of a 75 kW agricultural tractor during rotary tillage and baler operation in Korean upland fields. J. Terramech. 2015, 60, 75–83. [Google Scholar] [CrossRef]
- Jung, J.W.; Kim, K.P.; Ji, H.C.; Moon, T.S. Design Improvement of the Driving Bevel Gearin Transmissions of a Tracked Vehicle. J. Korean Soc. Manuf. Process Eng. 2015, 14, 1–6. [Google Scholar] [CrossRef]
- Shim, S.B.; Park, Y.J.; Kim, K.U. Reduction of PTO rattle noise of an agricultural tractor using an anti-backlash gear. J. Biosyst. Eng. 2008, 100, 346–354. [Google Scholar] [CrossRef]
- Zhang, J.K.; Cheng, X.Q.; Li, Z.N. Total fatigue life prediction for Ti-alloys airframe structure based on durability and damage-tolerant design concept. Mater. Des. 2010, 31, 4329–4335. [Google Scholar] [CrossRef]
- Han, H.S.; Lee, J.K. Development of a Web-based Powertrain Performance Simulation System. J. Korean Soc. Precis. Eng. 2004, 21, 100–107. [Google Scholar]
- Timothy, J.L.; Brian, A.S.; Robert, C.F. External spur gear root bending stress: A comparison of ISO 6336:2006, AGMA 2101-D04, ANSYS finite element analysis and strain gauge techniques. Mech. Mach. Theory 2017, 111, 1–9. [Google Scholar] [CrossRef]
- Wu, Y.R.; Van, T.T. Transmission and load analysis for a crowned helical gear pair with twist-free tooth flanks generated by an external gear honing machine. Mech. Mach. Theory 2016, 98, 36–47. [Google Scholar] [CrossRef]
- Yoo, K.H.; Claude, E.B. Hydrology and Water Supply for Pond Aquaculture, 1st ed.; Springer Science & Business Media: New York, NY, USA, 2012; pp. 346–347. [Google Scholar]
- Yu, Y.; Zhang, S.; Li, H.; Wang, X.; Tang, Y. Modal and Harmonic Response Analysis of Key Components of Ditch device Based on ANSYS. Procedia Eng. 2017, 174, 956–964. [Google Scholar] [CrossRef]
- Standard ISO. 6336-1, Calculation of Load Capacity of Spur and Helical Gears; International Standard Organization: Geneva, Switzerland, 2006. [Google Scholar]
- Standard ISO. 6336-2, Calculation of Load Capacity of Spur and Helical Gears; International Standard Organization: Geneva, Switzerland, 2006. [Google Scholar]
- Standard ISO. 6336-3, Calculation of Load Capacity of Spur and Helical Gears; International Standard Organization: Geneva, Switzerland, 2006. [Google Scholar]
- Standard ISO. 6336-4, Calculation of Load Capacity of Spur and Helical Gears; International Standard Organization: Geneva, Switzerland, 2006. [Google Scholar]
- Standard ISO. 6336-5, Calculation of Load Capacity of Spur and Helical Gears; International Standard Organization: Geneva, Switzerland, 2006. [Google Scholar]
- Kim, J.H.; Kim, K.U.; Yong, G.W. Analysis of transmission load of agricultural tractors. J. Terramech. 2000, 37, 113–125. [Google Scholar] [CrossRef]
- Anthes, R.J. Modified rainflow counting keeping the load sequence. Int. J. Fatigue 1997, 19, 529–535. [Google Scholar] [CrossRef]
- Dowling, N.E. Fatigue failure predictions for complicated stress—Strain histories. J. Mater. 1971, 7, 71–87. [Google Scholar] [CrossRef]
- Marsh, G.; Wignall, C.; Thies, P.R.; Barltrop, N.; Incecik, A.; Venugopal, V.; Johanning, L. Review and application of Rainflow residue processing techniques for accurate fatigue damage estimation. Int. J. Fatigue 2016, 82, 757–765. [Google Scholar] [CrossRef] [Green Version]
- Smith, R.N.; Wastson, P.; Topper, T.H. A stress-strain parameter for the fatigue of metals. J. Mater. 1970, 5, 767–778. [Google Scholar]
- Park, D.B.; Sung, S.M.; Hwang, P.; Hong, D.K.; Kim, J.M. Design and analysis for a direct-axis drive of electric car. J. Korean Soc. Precis. Eng. 2014, 31, 544–545. [Google Scholar]
- McVittie, D. ISO 6336-5: Strength and quality of materials. Gear Technol. 1999, 16, 20–23. [Google Scholar]
- Miner, M.A. Cumulative damage in fatigue. J. Appl. Mech. 1945, 12, 159–164. [Google Scholar]
- Kim, D.C.; Ryu, I.H.; Kim, K.U. Analysis of tractor transmission and driving axle loads. Trans. ASAE 2001, 44, 751–757. [Google Scholar] [CrossRef]
- Stroup, W.W. Rethinking the analysis of non-normal data in plant and soil science. Agron. J. 2015, 107, 811–827. [Google Scholar] [CrossRef]
- Glancey, J.L.; Upadhyaya, S.K. An improved technique for agriculture implement draught analysis. Soil Tillage Res. 1995, 35, 175–182. [Google Scholar] [CrossRef]
- Kim, Y.J.; Chung, S.O.; Choi, C.H. Effects of gear selection of an agricultural tractor on transmission and PTO load during rotary tillage. Soil Tillage Res. 2013, 134, 90–96. [Google Scholar] [CrossRef]
- Nenad, M.; Biserka, I.; Vesna, M.; Zoran, M.; Mirko, B.; Milorad, B. A practical approach to the optimization of gear trains with spur gears. Mech. Mach. Theory 2012, 53, 1–16. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | Gear 1 | Gear 2 | Gear 3 | Gear 4 | Gear 5 |
|---|---|---|---|---|---|
| Number of teeth | 23 | 21 | 31 | 15 | 29 |
| Face width (mm) | 13 | 6 | 6 | 6 | 6 |
| Pitch diameter (mm) | 57.5 | 52.5 | 77.5 | 37.5 | 72.5 |
| Module (mm) | 2.5 | 2.5 | 2.5 | 2.5 | 2.5 |
| Profile shift coefficient | 0.45 | 0.47 | 0.53 | 0.6 | 0.3 |
| Variation | Degrees of Freedom | Sum of Squares | Mean Squares | F-Value | p-Value |
|---|---|---|---|---|---|
| Between Groups | 3.00 | 293,269.77 | 97,756.59 | 3298.26 | 0.00 * |
| Parameter | T1P1 | T2P1 | T1P2 | T2P2 |
|---|---|---|---|---|
| Number of data (n) | 4833 | 4566 | 4767 | 4539 |
| Min. (Nm) | 3.58 | 4.01 | 3.53 | 4.16 |
| Avg. (Nm) | 9.87 a | 16.32 b | 15.09 b | 20.84 c |
| Max. (Nm) | 21.02 | 32.11 | 30.61 | 40.79 |
| Std. Dev. (Nm) | 3.35 | 4.80 | 4.73 | 6.87 |
| Gear Setting | Gear | Fatigue Life at PTO Gear Root (h) | Fatigue Life at PTO Gear Flank (h) |
|---|---|---|---|
| T1P1 | G4 | 114,440 | 11,790 |
| G5 | >106 * | 29,440 | |
| G2 | 283,100 | 16,090 | |
| G3 | 10,410 | 23,840 | |
| T2P1 | G4 | 668 | 972 |
| G5 | 3757 | 2269 | |
| G2 | 674 | 889 | |
| G3 | 844 | 2367 | |
| T1P2 | G1 | >106 * | 45,950 |
| G2 | 6067 | 28,500 | |
| G3 | >106 * | 498,400 | |
| T2P2 | G1 | >106 * | 4294 |
| G2 | 258 | 2854 | |
| G3 | 583,000 | 23,260 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, Y.-S.; Lee, P.-U.; Kim, W.-S.; Kwon, O.-W.; Kim, C.-W.; Lee, K.-H.; Kim, Y.-J. Strength Analysis of a PTO (Power Take-Off) Gear-Train of a Multi-Purpose Cultivator during a Rotary Ditching Operation. Energies 2019, 12, 1100. https://doi.org/10.3390/en12061100
Kim Y-S, Lee P-U, Kim W-S, Kwon O-W, Kim C-W, Lee K-H, Kim Y-J. Strength Analysis of a PTO (Power Take-Off) Gear-Train of a Multi-Purpose Cultivator during a Rotary Ditching Operation. Energies. 2019; 12(6):1100. https://doi.org/10.3390/en12061100
Chicago/Turabian StyleKim, Yeon-Soo, Pa-Ul Lee, Wan-Soo Kim, Oh-Won Kwon, Chang-Won Kim, Kyeong-Hwan Lee, and Yong-Joo Kim. 2019. "Strength Analysis of a PTO (Power Take-Off) Gear-Train of a Multi-Purpose Cultivator during a Rotary Ditching Operation" Energies 12, no. 6: 1100. https://doi.org/10.3390/en12061100