Ultrasonic-Assisted Pelleting of Sorghum Stalk: Predictive Models for Pellet Density and Durability Using Multiple Response Surface Methodology

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Material Preparation
2.2. Experimental Setup
2.3. Experimental Design
2.4. Measurement of Pellet Density and Durability
3. Results and Discussion
3.1. Response Surface Model of Pellet Density
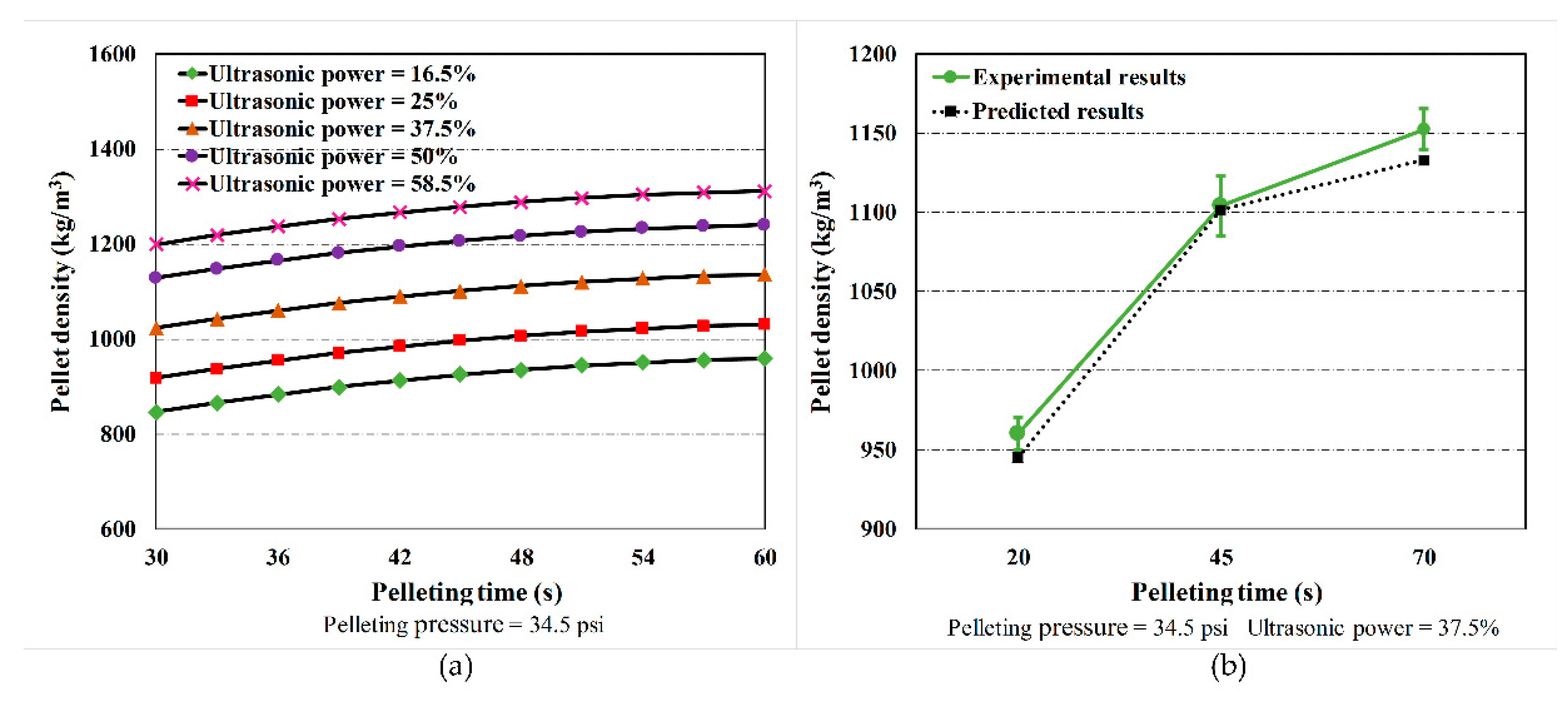
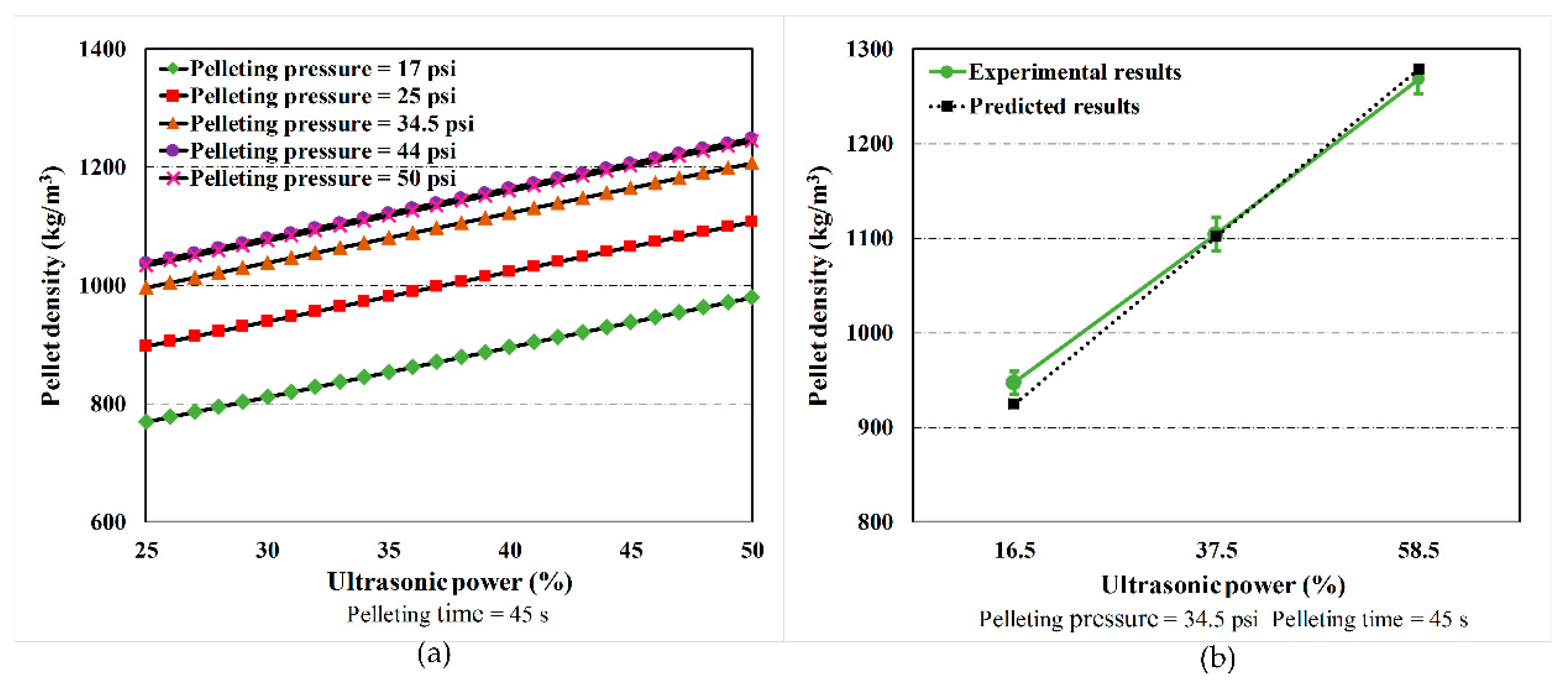
3.2. Predicted Effects of Pelleting Time, Ultrasonic Power, and Pelleting Pressure on Pellet Density
3.3. Response Surface Model for Pellet Durability
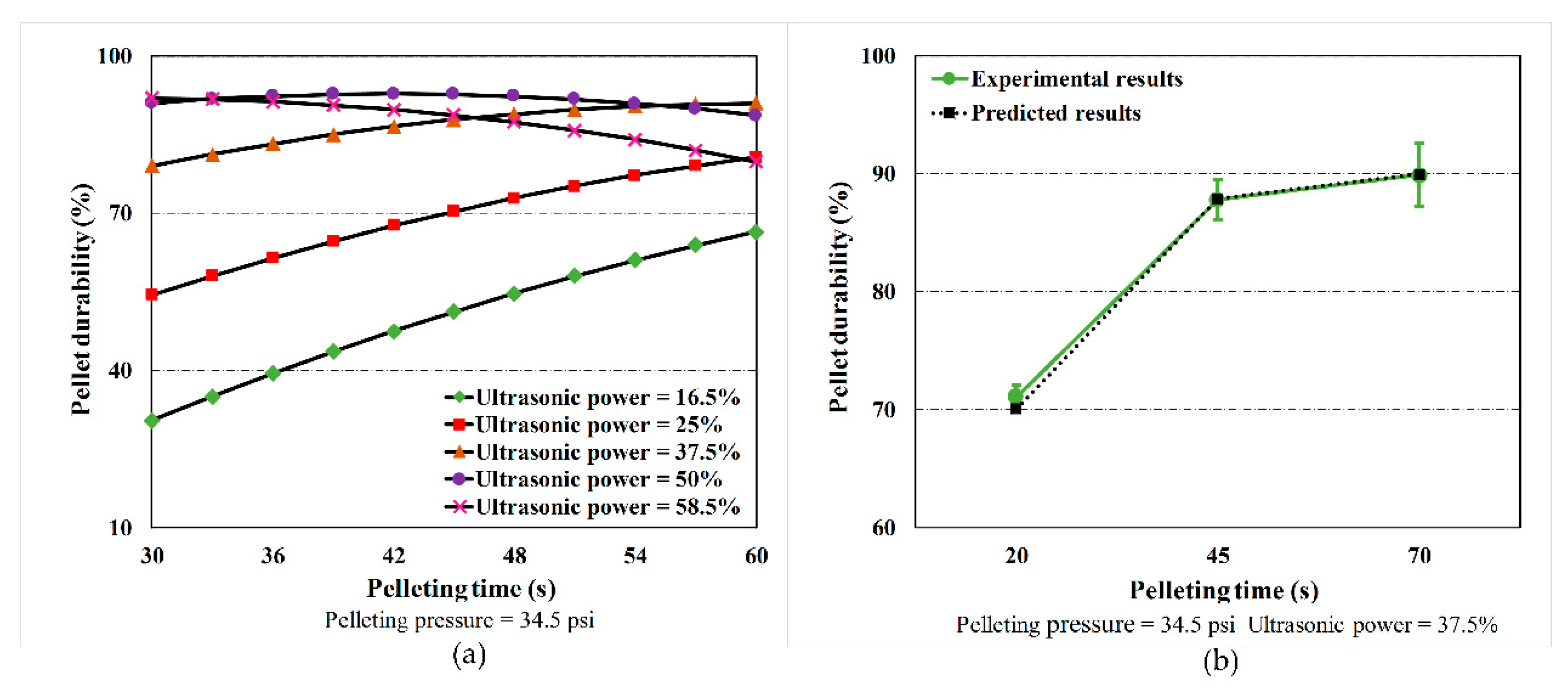
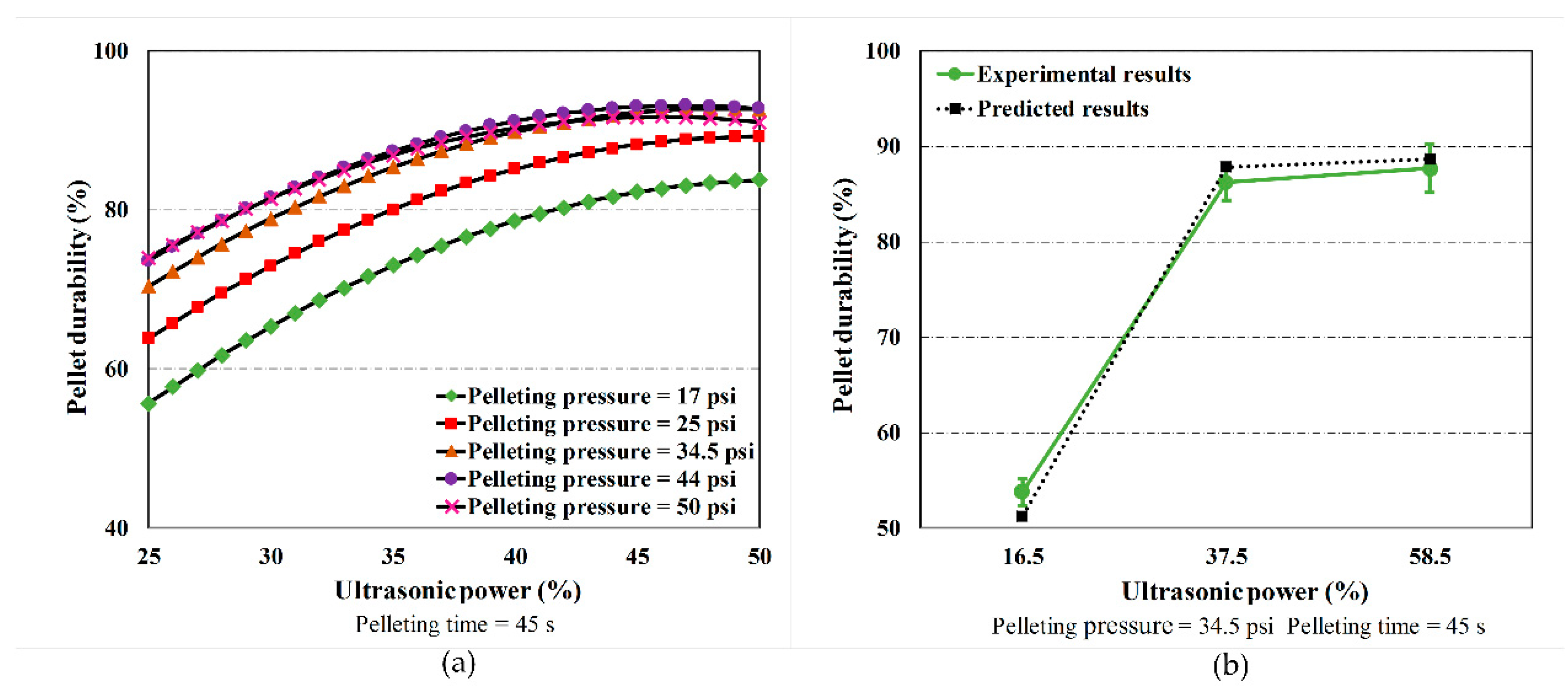
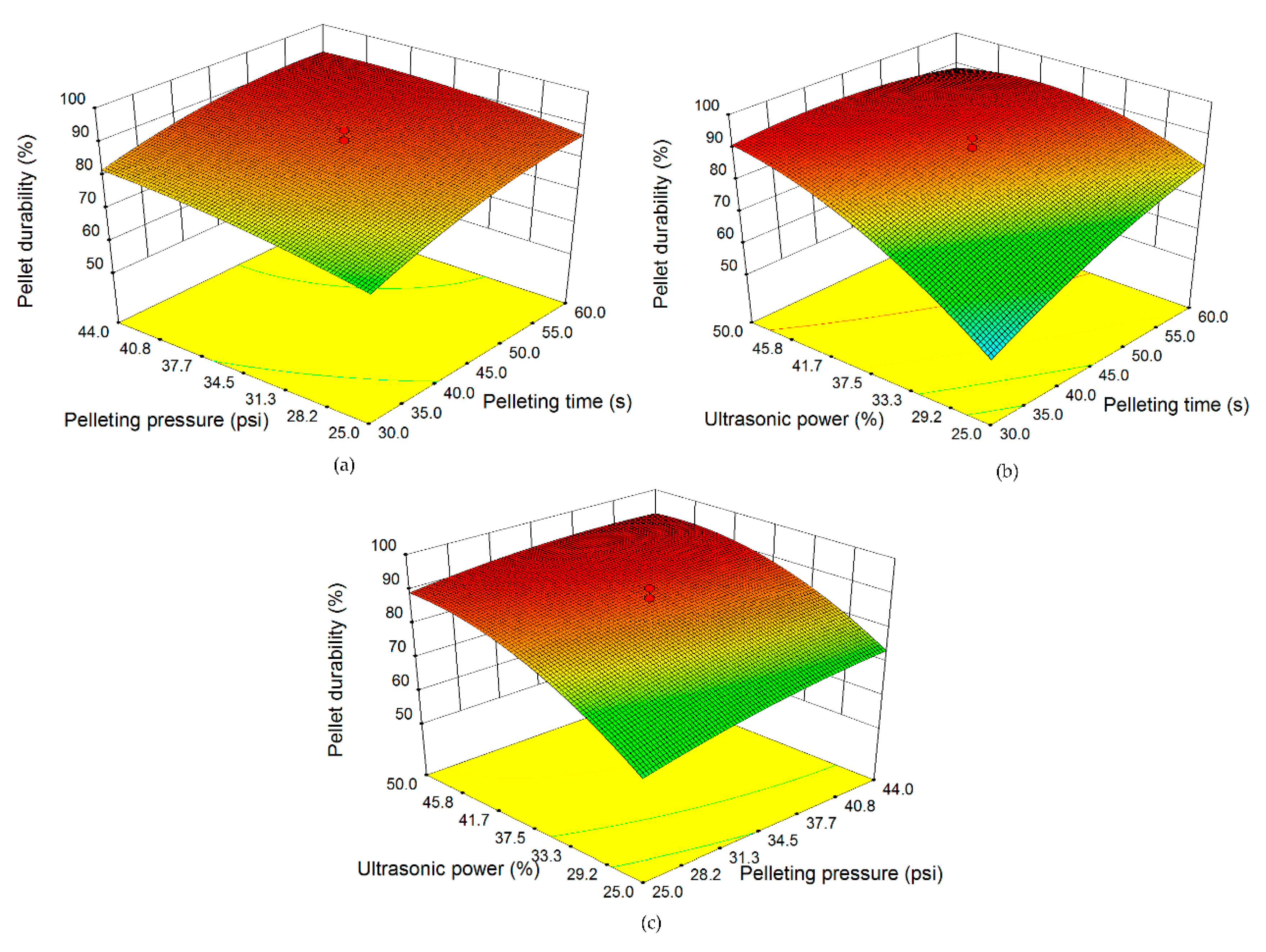
3.4. Predicted Effects of Pelleting Time, Ultrasonic Power, and Pelleting Pressure on Pellet Durability
3.5. Interaction Effects on Pellet Durability
3.6. Process Optimization for Achieving High Density and Durability Simultaneously
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Fargione, J.; Hill, J.; Tilman, D.; Polasky, S.; Hawthorne, P. Land clearing and the biofuel carbon debt. Science 2008, 319, 1235–1238. [Google Scholar] [CrossRef] [PubMed]
- Schmer, M.R.; Vogel, K.P.; Varvel, G.E.; Follett, R.F.; Mitchell, R.B.; Jin, V.L. Energy potential and greenhouse gas emissions from bioenergy cropping systems on marginally productive cropland. PLoS ONE 2014, 9, e89501. [Google Scholar] [CrossRef] [PubMed]
- Wyman, C.E. Cellulosic ethanol: A unique sustainable liquid transportation fuel. MRS Bull. 2008, 33, 381–383. [Google Scholar] [CrossRef]
- Wang, M.; Wu, M.; Hong, H.; Jiahong, L. Life-cycle energy use and greenhouse gas emission implications of brazilian sugarcane esthanol simulated with the greet model. Int. Sugar J. 2008, 110, 527–545. [Google Scholar]
- Perlack, R.D.; Eaton, L.M.; Turhollow, A.F., Jr.; Langholtz, M.H.; Brandt, C.C.; Downing, M.E.; Graham, R.L.; Wright, L.L.; Kavkewitz, J.M.; Shamey, A.M. US Billion-Ton Update: Biomass Supply for a Bioenergy and Bioproducts Industry; Agricultural and Biosystems Engineering Technical Reports and White Papers; Iowa State University Digital Repository: Ames, IA, USA, 2011. [Google Scholar]
- Zhang, Q.; Heng, L.; Zhang, P.; Pei, Z.; Wang, D.; Wilson, J.; Zhou, J. Comparison of two pelleting methods for cellulosic ethanol manufacturing: Ultrasonic vibration-assisted pelleting vs. Ring-die pelleting. Biomass Convers. Biorefin. 2016, 6, 13–23. [Google Scholar] [CrossRef]
- Mani, S.; Tabil, L.; Sokhansanj, S. Compaction of biomass grinds-an overview of compaction of biomass grinds. Powder Handl. Process. 2003, 15, 160–168. [Google Scholar]
- Kaliyan, N.; Morey, R.V. Factors affecting strength and durability of densified biomass products. Biomass Bioenergy 2009, 33, 337–359. [Google Scholar] [CrossRef]
- Mani, S.; Sokhansanj, S.; Bi, X.; Turhollow, A. Economics of producing fuel pellets from biomass. Appl. Eng. Agric. 2006, 22, 421–426. [Google Scholar] [CrossRef]
- Sokhansanj, S.; Turhollow, A. Biomass densification-cubing operations and costs for corn stover. Appl. Eng. Agric. 2004, 20, 495–502. [Google Scholar] [CrossRef]
- Sokhansanj, S.; Turhollow, A.; Tagore, S. Integrating biomass feedstock with an existing grain handling system for biofuels. In Proceedings of the 2006 ASAE Annual Meeting, Portland, OR, USA, 9–12 July 2006; Volume 12. [Google Scholar]
- Sokhansanj, S.; Mani, S.; Bi, X.; Zaini, P.; Tabil, L. Binderless pelletization of biomass. In Proceedings of the 2005 ASAE Annual Meeting, Tampa, FL, USA, 17–20 July 2005; p. 1. [Google Scholar]
- Zhang, Q.; Zhang, P.; Pei, Z.; Xu, F.; Wang, D.; Vadlani, P. Effects of ultrasonic vibration-assisted pelleting on chemical composition and sugar yield of corn stover and sorghum stalk. Renew. Energy 2015, 76, 160–166. [Google Scholar] [CrossRef]
- Stelte, W. Guideline: Storage and Handling of Wood Pellets; Resultat Kontrakt (RK) Report; Danish Technological Institute: Taastrup, Denmark, December 2012. [Google Scholar]
- Zafari, A.; Kianmehr, M.H. Effect of temperature, pressure and moisture content on durability of cattle manure pellet in open-end die method. J. Agric. Sci. 2012, 4, 203. [Google Scholar] [CrossRef]
- Temmerman, M.; Rabier, F.; Jensen, P.D.; Hartmann, H.; Böhm, T. Comparative study of durability test methods for pellets and briquettes. Biomass Bioenergy 2006, 30, 964–972. [Google Scholar] [CrossRef]
- Feng, Q.; Cong, W.; Zhang, M.; Pei, Z.; Ren, C. An experimental study on temperature in ultrasonic vibration-assisted pelleting of cellulosic biomass. In Proceedings of the ASME 2010 International Manufacturing Science and Engineering Conference, Erie, PA, USA, 12–15 October 2010; American Society of Mechanical Engineers: New York, NY, USA, 2010; pp. 519–524. [Google Scholar]
- Zhang, Q.; Zhang, P.; Deines, T.; Pei, Z.; Wang, D.; Wu, X.; Pritchett, G. Ultrasonic vibration-assisted pelleting of sorghum stalks: Effects of pressure and ultrasonic power. In Proceedings of the ASME 2010 International Manufacturing Science and Engineering Conference, Erie, PA, USA, 12–15 October 2010; American Society of Mechanical Engineers: New York, NY, USA, 2010; pp. 129–135. [Google Scholar]
- Nottingham, D.; Pei, Z.; Zhang, M.; Deines, T. The effects of pelleting time and ultrasonic power during ultrasonic vibration-assisted pelleting of switchgrass. In Proceedings of the IIE Annual Conference, Cancun, MX, USA, 5–9 June 2010; Institute of Industrial Engineers: Manhattan, KS, USA, 2010; p. 1. [Google Scholar]
- Song, X.; Zhang, M.; Pei, Z.; Wang, D. Ultrasonic vibration-assisted (uv-a) pelleting of wheat straw: A constitutive model for pellet density. Ultrasonics 2015, 60, 117–125. [Google Scholar] [CrossRef] [PubMed]
- Tang, Y.; Cong, W.; Xu, J.; Zhang, P.; Liu, D. Ultrasonic vibration-assisted pelleting for cellulosic biofuels manufacturing: A study on in-pellet temperatures. Renew. Energy 2015, 76, 296–302. [Google Scholar] [CrossRef]
- Zhang, P.; Deines, T.; Nottingham, D.; Pei, Z.; Wang, D.; Wu, X. Ultrasonic vibration-assisted pelleting of biomass: A designed experimental investigation on pellet quality and sugar yield. In Proceedings of the ASME 2010 International Manufacturing Science and Engineering Conference, Erie, PA, USA, 12–15 October 2010; American Society of Mechanical Engineers: New York, NY, USA, 2010; pp. 137–145. [Google Scholar]
- Fan, K.; Zhang, P.; Pei, Z. Ultrasonic vibration-assisted pelleting of wheat straw: A predictive model for pellet density using response surface methodology. Biofuels 2012, 3, 259–267. [Google Scholar] [CrossRef]
- Khuri, A.I.; Cornell, J.A. Response Surfaces: Designs and Analyses; CRC Press: Boca Raton, FL, USA, 1996; Volume 152. [Google Scholar]
- Sluiter, A.; Hames, B.; Hyman, D.; Payne, C.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D.; Wolfe, J. Determination of Total Solids in Biomass and Total Dissolved Solids in Liquid Process Samples; NREL Technical Report No. NREL/TP-510-42621; National Renewable Energy Laboratory: Golden, CO, USA, 2008; pp. 1–6.
- Gunst, R.F. Response Surface Methodology: Process and Product Optimization Using Designed Experiments; Taylor & Francis Group: Park Drive, UK, 1996. [Google Scholar]
- Tabil, L.; Sokhansanj, S. Process conditions affecting the physical quality of alfalfa pellets. Appl. Eng. Agric. 1996, 12, 345–350. [Google Scholar] [CrossRef]
- ASABE Standards 269.4. Cubes. Pellets and Crumbles—Definitions and Methods for Determining Density, Durability and Moisture Content; American Society of Agricultural Engineers: St. Joseph, MI, USA, 2007. [Google Scholar]
- Mani, S.; Tabil, L.G.; Sokhansanj, S. Effects of compressive force, particle size and moisture content on mechanical properties of biomass pellets from grasses. Biomass Bioenergy 2006, 30, 648–654. [Google Scholar] [CrossRef]
- Mani, S.; Tabil, L.G.; Sokhansanj, S. Specific energy requirement for compacting corn stover. Bioresour. Technol. 2006, 97, 1420–1426. [Google Scholar] [CrossRef] [PubMed]
- Wongsiriamnuay, T.; Tippayawong, N. Effect of densification parameters on the properties of maize residue pellets. Biosyst. Eng. 2015, 139, 111–120. [Google Scholar] [CrossRef]
- Križan, P.; Matú, M.; Šooš, Ľ.; Beniak, J. Behavior of beech sawdust during densification into a solid biofuel. Energies 2015, 8, 6382–6398. [Google Scholar] [CrossRef]
- Husain, Z.; Zainac, Z.; Abdullah, Z. Briquetting of palm fibre and shell from the processing of palm nuts to palm oil. Biomass Bioenergy 2002, 22, 505–509. [Google Scholar] [CrossRef]
- Sundaram, V.; Muthukumarappan, K. Influence of afex™ pretreated corn stover and switchgrass blending on the compaction characteristics and sugar yields of the pellets. Ind. Crops Prod. 2016, 83, 537–544. [Google Scholar] [CrossRef]
- Al-Widyan, M.; Al-Jalil, H. Stress-density relationship and energy requirement of compressed olive cake. Appl. Eng. Agric. 2001, 17, 749–754. [Google Scholar]
- Adapa, P.; Tabil, L.; Schoenau, G. Compaction characteristics of barley, canola, oat and wheat straw. Biosyst. Eng. 2009, 104, 335–344. [Google Scholar] [CrossRef]
- Mišljenović, N.; Čolović, R.; Vukmirović, Đ.; Brlek, T.; Bringas, C.S. The effects of sugar beet molasses on wheat straw pelleting and pellet quality. A comparative study of pelleting by using a single pellet press and a pilot-scale pellet press. Fuel Process. Technol. 2016, 144, 220–229. [Google Scholar] [CrossRef]
- Hu, Q.; Yang, H.; Yao, D.; Zhu, D.; Wang, X.; Shao, J.; Chen, H. The densification of bio-char: Effect of pyrolysis temperature on the qualities of pellets. Bioresour. Technol. 2016, 200, 521–527. [Google Scholar] [CrossRef] [PubMed]
- Feng, Q.; Cong, W.; Zhang, M.; Pei, Z.; Ren, C. An experimental study on charring of cellulosic biomass in ultrasonic vibration-assisted pelleting. Int. J. Manuf. Res. 2011, 6, 77–86. [Google Scholar] [CrossRef]
- Zhang, Q.; Zhang, P.; Pei, Z.; Wilson, J.; McKinney, L.; Pritchett, G. Ultrasonic-vibration assisted pelleting for cellulosic ethanol manufacturing: An experimental investigation of power consumption. In Proceedings of the ASME 2011 International Mechanical Engineering Congress and Exposition, Denver, CO, USA, 11–17 November 2011; American Society of Mechanical Engineers: New York, NY, USA, 2011; pp. 295–303. [Google Scholar]
- Gong, C.; Lu, D.; Wang, G.; Tabil, L.; Wang, D. Compression characteristics and energy requirement of briquettes made from a mixture of corn stover and peanut shells. BioResources 2015, 10, 5515–5531. [Google Scholar] [CrossRef]
- Derringer, G. Simultaneous optimization of several response variables. J. Qual. Technol. 1980, 12, 214–219. [Google Scholar] [CrossRef]
- Bourguignon, B.; Massart, D. Simultaneous optimization of several chromatographic performance goals using derringer's desirability function. J. Chromatogr. A 1991, 586, 11–20. [Google Scholar] [CrossRef]
- Kaushik, J.; Tandon, S.; Gupta, V.; Nayyar, J.; Singla, S.K.; Tandon, C. Response surface methodology based extraction of tribulus terrestris leads to an upsurge of antilithiatic potential by inhibition of calcium oxalate crystallization processes. PLoS ONE 2017, 12, e0183218. [Google Scholar] [CrossRef] [PubMed]
- Fang, H.; Dong, H.; Cai, T.; Zheng, P.; Li, H.; Zhang, D.; Sun, J. In vitro optimization of enzymes involved in precorrin-2 synthesis using response surface methodology. PLoS ONE 2016, 11, e0151149. [Google Scholar] [CrossRef] [PubMed]
- Zhou, X.; Zhou, S.; Feng, X. Optimization of the photoelectrocatalytic oxidation of landfill leachate using copper and nitrate co-doped tio2 (ti) by response surface methodology. PLoS ONE 2017, 12, e0171234. [Google Scholar] [CrossRef] [PubMed]
- Anguebes-Franseschi, F.; Abatal, M.; Bassam, A.; Escalante Soberanis, M.A.; May Tzuc, O.; Bucio-Galindo, L.; Cordova Quiroz, A.V.; Aguilar Ucan, C.A.; Ramirez-Elias, M.A. Esterification optimization of crude african palm olein using response surface methodology and heterogeneous acid catalysis. Energies 2018, 11, 157. [Google Scholar] [CrossRef]
- Xu, F.; Theerarattananoon, K.; Wu, X.; Pena, L.; Shi, Y.-C.; Staggenborg, S.; Wang, D. Process optimization for ethanol production from photoperiod-sensitive sorghum: Focus on cellulose conversion. Ind. Crops Prod. 2011, 34, 1212–1218. [Google Scholar] [CrossRef]
- Song, X.; Zhang, M.; Pei, Z.J.; Wang, D. Ultrasonic vibration-assisted pelleting of wheat straw: A predictive model for energy consumption using response surface methodology. Ultrasonics 2014, 54, 305–311. [Google Scholar] [CrossRef] [PubMed]
- Hou, W.; Zhang, W.; Chen, G.; Luo, Y. Optimization of extraction conditions for maximal phenolic, flavonoid and antioxidant activity from melaleuca bracteata leaves using the response surface methodology. PLoS ONE 2016, 11, e0162139. [Google Scholar] [CrossRef] [PubMed]
- Sebayang, A.H.; Hassan, M.H.; Ong, H.C.; Dharma, S.; Silitonga, A.S.; Kusumo, F.; Mahlia, T.M.I.; Bahar, A.H. Optimization of reducing sugar production from manihot glaziovii starch using response surface methodology. Energies 2017, 10, 35. [Google Scholar] [CrossRef]
- Liu, W.; Ji, J.; Chen, H.; Ye, C. Optimal color design of psychological counseling room by design of experiments and response surface methodology. PLoS ONE 2014, 9, e90646. [Google Scholar] [CrossRef] [PubMed]
- Shi, Z.; Chapes, S.K.; Ben-Arieh, D.; Wu, C.-H. An agent-based model of a hepatic inflammatory response to salmonella: A computational study under a large set of experimental data. PLoS ONE 2016, 11, e0161131. [Google Scholar] [CrossRef] [PubMed]
- Khuri, A.I.; Mukhopadhyay, S. Response surface methodology. Wiley Interdiscip. Rev. Comput. Stat. 2010, 2, 128–149. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test # | Pelleting Time (s) | Pressure (psi) | Ultrasonic Power (%) | Density (kg/m3) | Durability (%) |
|---|---|---|---|---|---|
| 1 | 45 | 34.5 | 58.5 | 1267.7 | 87.7 |
| 2 | 45 | 34.5 | 37.5 | 1118.2 | 86.2 |
| 3 | 30 | 44 | 50 | 1148.4 | 91.5 |
| 4 | 60 | 44 | 25 | 1049.0 | 81.1 |
| 5 | 45 | 34.5 | 37.5 | 1124.9 | 91.1 |
| 6 | 45 | 34.5 | 37.5 | 1078.1 | 87.4 |
| 7 | 30 | 44 | 25 | 960.8 | 59.0 |
| 8 | 45 | 34.5 | 37.5 | 1087.2 | 87.2 |
| 9 | 70 | 34.5 | 37.5 | 1152.2 | 89.9 |
| 10 | 20 | 34.5 | 37.5 | 960.4 | 71.7 |
| 11 | 45 | 34.5 | 37.5 | 1112.8 | 86.8 |
| 12 | 60 | 44 | 50 | 1243.7 | 89.7 |
| 13 | 60 | 25 | 25 | 937.1 | 75.0 |
| 14 | 45 | 18.5 | 37.5 | 901.2 | 79.4 |
| 15 | 45 | 50.5 | 37.5 | 1170.1 | 88.4 |
| 16 | 45 | 34.5 | 16.5 | 947.2 | 53.8 |
| 17 | 30 | 25 | 50 | 1055.7 | 86.9 |
| 18 | 30 | 25 | 25 | 762.3 | 43.6 |
| 19 | 60 | 25 | 50 | 1157.2 | 85.5 |
| 20 | 45 | 34.5 | 37.5 | 1105.0 | 88.2 |
| Source of Variation | Sum of Square | Degree of Freedom | Mean Square | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 282,332.71 | 9 | 31,370.30 | 47.97 | <0.0001 * |
| A-Pelleting time | 44,816.60 | 1 | 44,816.60 | 68.53 | <0.0001 * |
| B-Pressure | 64,959.70 | 1 | 64,959.70 | 99.33 | <0.0001 * |
| C-Ultrasonic power | 150,751.84 | 1 | 150,751.84 | 230.51 | <0.0001 * |
| AB | 1076.61 | 1 | 1076.61 | 1.65 | 0.2284 |
| AC | 546.72 | 1 | 546.72 | 0.84 | 0.3821 |
| BC | 2149.75 | 1 | 2149.75 | 3.29 | 0.0999 |
| A2 | 7130.04 | 1 | 7130.04 | 10.90 | 0.0080 * |
| B2 | 12,601.97 | 1 | 12,601.97 | 19.27 | 0.0014 * |
| C2 | 247.82 | 1 | 247.82 | 0.38 | 0.5519 |
| Residual | 6539.91 | 10 | 653.99 | - | - |
| Lack of Fit | 4873.26 | 5 | 974.65 | 2.92 | 0.13 |
| Pure error | 1666.66 | 5 | 333.33 | - | - |
| Total | 28,8872.62 | 19 | - | - | - |
| Source of Variation | Sum of Square | Degree of Freedom | Mean Square | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 278,300 | 5 | 55,656.48 | 73.72 | <0.0001 * |
| A-Pelleting time | 44,819.95 | 1 | 44,819.95 | 59.37 | <0.0001 * |
| B-Pressure | 64,952.84 | 1 | 64,952.84 | 86.03 | <0.0001 * |
| C-Ultrasonic power | 150,700 | 1 | - | 199.66 | <0.0001 * |
| A2 | 6938.44 | 1 | 6938.44 | 9.19 | 0.0090 * |
| B2 | 12,354.48 | 1 | 12,354.48 | 16.36 | 0.0012 * |
| Residual | 10,569.82 | 14 | 754.99 | - | - |
| Lack of Fit | 8900.69 | 9 | 988.97 | 2.96 | 0.122 |
| Pure error | 1669.13 | 5 | 333.83 | - | - |
| Total | - | 19 | - | - | - |
| Pelleting Method | Pelleting Pressure Range (psi) | Trends | Pellet Density Range (kg/m3) | Trends | Material | Ref. |
|---|---|---|---|---|---|---|
| Piston press | 45,68.7–21,828.2 | ↑ | 618–1135 | ↑ | Wheat and barley straws, corn stover and switchgrass | [29] |
| Piston press | 725.2–2175.6 | ↑ | 650–950 | ↑ | Corn stover | [30] |
| Piston press | 21,755.7–36,259.4 | ↑ | 850–1073 | ↑ | Cob, stalk, and husk | [31] |
| Hydraulic press | 4496.2–46,122 | ↑ | 836.7–1078.3 | ↑ | Beech sawdust | [32] |
| Hydraulic press | 725.2–1958.0 | ↑ | 1100–1200 | ↑ | Fibre and shell residues | [33] |
| Piston press | 4583.2–22,916 | ↑ | 723.27–1416.25 | ↑ | Corn stover and switchgrass | [34] |
| Hydraulic press | 2175.6–6526.7 | ↑ | 1210–1256 | ↑ | Olive cake | [35] |
| Piston press | 4583.2–20,145.7 | ↑ | 813–1011 | ↑ | Barley, canola, oat, and wheat straw | [36] |
| Piston press | 10,877.8–43,511.3 | ↑ | 644–1292 | ↑ | Wheat straw | [37] |
| Piston press | 4641.21–32,488.5 | ↑ | 643.32–700.35 | ↑ | Woody shavings | [38] |
| Source of Variation | Sum of Square | Degree of Freedom | Mean Square | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 3408.25 | 9 | 378.69 | 78.41 | <0.0001 * |
| A-Time | 479.33 | 1 | 479.33 | 99.25 | <0.0001 * |
| B-Pressure | 151.17 | 1 | 151.17 | 31.30 | 0.0002 * |
| C-Ultrasonic power | 1689.81 | 1 | 1689.81 | 349.88 | <0.0001 * |
| AB | 11.76 | 1 | 11.76 | 2.44 | 0.1497 |
| AC | 401.86 | 1 | 401.86 | 83.21 | <0.0001 * |
| BC | 20.16 | 1 | 20.16 | 4.17 | 0.0683 |
| A2 | 110.73 | 1 | 110.73 | 22.93 | 0.0007 * |
| B2 | 40.48 | 1 | 40.48 | 8.38 | 0.0160 * |
| C2 | 576.55 | 1 | 576.55 | 119.38 | <0.0001 * |
| Residual | 48.30 | 10 | 4.83 | - | - |
| Lack of Fit | 33.17 | 5 | 6.63 | 2.19 | 0.2046 |
| Pure error | 15.13 | 5 | 3.03 | - | - |
| Total | 3456.55 | 19 | - | - | - |
| Source of Variation | Sum of Square | Degree of Freedom | Mean Square | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 3376.33 | 7 | 482.33 | 72.15 | <0.0001 * |
| A-Time | 479.33 | 1 | 479.33 | 71.70 | <0.0001 * |
| B-Pressure | 151.17 | 1 | 151.17 | 22.61 | 0.0005 * |
| C-Ultrasonic power | 1689.81 | 1 | 1689.81 | 252.78 | <0.0001 * |
| AC | 401.86 | 1 | 401.86 | 60.11 | <0.0001 * |
| A2 | 110.73 | 1 | 110.73 | 16.56 | 0.0016 * |
| B2 | 40.48 | 1 | 40.48 | 6.05 | 0.0300 * |
| C2 | 576.55 | 1 | 576.55 | 86.25 | <0.0001 * |
| Residual | 80.22 | 12 | 6.68 | - | - |
| Lack of Fit | 65.09 | 7 | 9.30 | 3.07 | 0.1173 |
| Pure error | 15.13 | 5 | 3.03 | - | - |
| Total | 3456.55 | 19 | - | - | - |
| Pelleting Method | Pelleting Pressure Range (psi) | Trends | Pellet Durability Range (%) | Trends | Material | Ref. |
|---|---|---|---|---|---|---|
| Piston press | 725.2–2175.6 | ↑ | 67–94 | ↑ | Corn stover | [30] |
| Piston press | 21,755.7–36,259.4 | ↑ | 28–60 | ↑ | Cob, stalk, and husk | [31] |
| Piston press | 0–13,053.4 | ↑ | 62.9–88.9 | ↑ | Mixture of corn stover and peanut shells | [41] |
| Comparison | UV-A Pelleting Parameters | Response | Pellet Durability (%) | ||
|---|---|---|---|---|---|
| Pelleting Time (s) | Pelleting Pressure (psi) | Ultrasonic Power (%) | Pellet Density (kg/m3) | ||
| Experimental value | 44 | 42 | 50 | 1204 | 89 |
| Predicted value | 44 | 42 | 50 | 1239 | 93 |
| Error (%) | 0 | 0 | 0 | 2.82 | 4.30 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Q.; Shi, Z.; Zhang, P.; Zhang, M.; Li, Z.; Chen, X.; Zhou, J. Ultrasonic-Assisted Pelleting of Sorghum Stalk: Predictive Models for Pellet Density and Durability Using Multiple Response Surface Methodology. Energies 2018, 11, 1214. https://doi.org/10.3390/en11051214
Zhang Q, Shi Z, Zhang P, Zhang M, Li Z, Chen X, Zhou J. Ultrasonic-Assisted Pelleting of Sorghum Stalk: Predictive Models for Pellet Density and Durability Using Multiple Response Surface Methodology. Energies. 2018; 11(5):1214. https://doi.org/10.3390/en11051214
Chicago/Turabian StyleZhang, Qi, Zhenzhen Shi, Pengfei Zhang, Meng Zhang, Zhichao Li, Xi Chen, and Jiping Zhou. 2018. "Ultrasonic-Assisted Pelleting of Sorghum Stalk: Predictive Models for Pellet Density and Durability Using Multiple Response Surface Methodology" Energies 11, no. 5: 1214. https://doi.org/10.3390/en11051214