Conversion of Levulinic Acid from Various Herbaceous Biomass Species Using Hydrochloric Acid and Effects of Particle Size and Delignification



Department of Materials Science and Chemical Engineering, Hanyang University, Ansan 15588, Korea
*
Author to whom correspondence should be addressed.
Energies 2018, 11(3), 621; https://doi.org/10.3390/en11030621
Submission received: 15 February 2018
/
Revised: 7 March 2018
/
Accepted: 8 March 2018
/
Published: 10 March 2018
(This article belongs to the Section A: Sustainable Energy)
Abstract
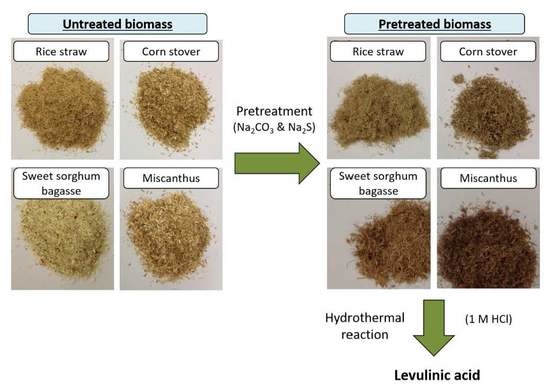
:Acid catalyzed hydrothermal conversion of levulinic acid (LA) from various herbaceous materials including rice straw (RS), corn stover (CS), sweet sorghum bagasse (SSB), and Miscanthus (MS) was evaluated. With 1 M HCl, 150 °C, 5 h, 20 g/L solid loading, the yields of LA from untreated RS, CS, SSB and MS based on the glucan content were 60.2, 75.1, 78.5 and 61.7 wt %, respectively. It was also found that the particle size had no significant effect on LA conversion yield with >3 h reaction time. With delignification using simulated green liquor (Na2CO3-Na2S, 20 wt % total titratable alkali (TTA), 40 wt % sulfidity) at 200 °C for 15 min, lignin removal was in the range of 64.8–91.2 wt %. Removal of both lignin and xylan during delignification increased the glucan contents from 33.0–44.3 of untreated biomass to 61.7–68.4 wt % of treated biomass. Delignified biomass resulted in much lower conversion yield (50.4–56.0 wt %) compared to 60.2–78.5 wt % of untreated biomass. Nonetheless, the concentration of LA in the product was enhanced by a factor of ~1.5 with delignification.
1. Introduction
Levulinic acid (LA) has been identified as a promising platform chemical for the next generation fuels and chemicals; for example, γ-valerolactone (GVL) and methyltetranhydrofuran (MTHF) as gasoline additives, ethyl levulinate as a diesel additive, and 2,5-furandicarboxylic acid (2,5-FDCA) as a substitute for terephthalic acid (PTA) [1]. Recently, the further upgrading methods of LA to GVL or MTHF using various catalysts have been reported and garnered increasing attention [2,3]. In addition, LA was identified as one of the top twelve value-added chemicals derived from biomass by the US Department of Energy, National Renewable Energy Laboratory (USDOE-NREL) [4]. One of the reasons for its demand is its multi-functionality due to the presence of ketone and carboxylic groups in the same molecule. This facilitates its easy derivatization and transformation to various other fuels and value-added chemicals including succinic acid, calcium levulinate, alkyl levulinates, 1,4-butane diol, acrylic acid, angelica lactones, and aromatics (BTX—benzene, toluene, and xylene) [5,6,7,8].
In general, biomass conversion scheme consists of three steps; i.e., (1) pretreatment by chemical, mechanical, or biological methods to reduce inhibitory compound to enzyme and microorganism, (2) enzymatic saccharification of biomass into monomeric sugars and (3) conversion of sugar by either chemical or biological method into fuels or value-added chemicals. In the biomass conversion scheme, pretreatment plays the vital role because lignocellulosic biomass contains the lignin, which has been known to be inhibitory to enzymes. Depending on the product of interest, the focus of the pretreatment would be either removal of lignin alone (delignification) or removal of both lignin and hemicellulose. Various physical and chemical biomass pretreatment methods (e.g., acid hydrolysis, alkaline wet oxidation, ammonia fiber explosion (AFEX), hot-water pretreatment and thermal plastic extrusion) have been suggested [9,10,11,12]. An ideal pretreatment process selectively removes lignin and/or hemicellulose components; utilizes the least amount of chemicals and water; and then reuses them for multiple cycles with minimum energy requirements. This combination makes the process of pretreatment cost effective and environmentally friendly. Green liquor, which is an intermediate liquid stream containing Na2CO3 and Na2S as the two major components with other impurities generated in a kraft pulp mill. Na2CO3 and Na2S can be recovered and recycled, thus lowering the operating costs. Pretreatment methods using green liquor have been proven to be effective for pretreatment of lignocellulosic biomass [13,14,15,16]. Na2S in green liquor pretreatment usually enhances retention of carbohydrates and lignin removal with minimal formation of toxic byproducts. In this study, simulated green liquor (SGL) containing only two components (Na2CO3 and Na2S) was prepared in our laboratory and used for lignin removal.
The cellulosic component of biomass (under acidic reaction conditions) undergoes hydrolysis to yield glucose as the precursor to LA formation. The net reaction involved in the conversion of lignocellulosic biomass to LA is the initial hydrolysis of cellulose to glucose, followed by the isomerization of glucose to fructose. Fructose under acidic conditions undergoes dehydration to form 5-hydroxymethylfurfural (5-HMF). One mole of fructose losses three moles of water to yield a corresponding mole of 5-HMF. Each mole of the key intermediate product 5-HMF undergoes hydration with two moles of water to yield a mole of LA, formic acid, and water [17]. The net chemical reaction and mass balance in the conversion of cellulose-to-LA is presented in Figure 1. The conversion reaction in Figure 1 imposes a theoretical limit of 64.5 wt % on the yield of LA from glucose (71.6% from cellulose), with the rest being formic acid (25.5 wt %) and water (10 wt %). This corresponds to a ratio of 2.52 (LA to FA) expected in the product.
LA is currently produced by the liquefaction of biomass at high pressure and previous efforts on the conversion of biomass into LA have been reported [1,5,6,7,18]. Even though lignocellulosic feedstock is the preferred starting material for LA production, sustainability and process economics are the chief concerns. Designing strategies for biomass conversion under modest reaction conditions is a challenge. Significant progress has been made in this direction. Semi-commercial and commercial-scale operational facilities for LA production are currently in place. The Biofine® pilot process operates in two stages using dilute H2SO4 as a catalyst. In the first stage, the lignocellulosic biomass is converted to 5-HMF (210–220 °C, 25 bar, 12 s) and in the second stage, HMF undergoes hydration to yield LA and formic acid under less severe conditions (190–200 °C, 14 bar, 20 min) [19]. The world’s largest commercial-scale LA production plant at Caserta, Italy, is based on a unique proprietary reactor technology for the direct conversion of biomass to LA, with a target of 10,000 MTPA by 2017. However, owing to the potential of LA to replace petroleum based chemical products over a wide range of market sectors and to the existing scope for improvement in the production process, efforts should be made towards developing a sustainable and green process for the conversion of biomass to LA under modest processing conditions with high yield and in high concentrations [19].
Rice and corn are staple foods in many Asian countries, and after the harvest, huge quantities of residual cellulosic parts (rice straw (RS) and corn stover (CS)) are available. Likewise, sweet sorghum bagasse (SSB) is the residue or left over lignocellulosic fiber after extraction of the juice from the SSB. Bagasse residue is a rich source of C5 and C6 sugars as well [9]. Miscanthus (MS), a perennial grass, is currently utilized in Europe as a commercial energy crop because of its high cellulose content (40–48%) and high annual biomass yield [20,21]. Owing to their abundance and diversity in chemical composition, these four herbaceous biomass species were selected as feedstock in this study.
2. Results and Discussion
2.1. Delignification of RS, CS, SSB and MS Using SGL (Simulated Green Liquor) Pretreatment
Four different materials (RS, CS, SSB and MS) were delignified by pretreatment using SGL (Na2CO3 + Na2S). Green liquor pretreatment was proven effective for the extraction of lignin [16]. It has been reported that green liquor pretreatment at 140–160 °C for 60–120 min to be effective for pretreatment of CS [22,23]. However, our preliminary test using SGL has shown that the aforementioned temperature condition was not effective for delignification of MS (<40%). Therefore, the delignification reaction was carried out at higher temperature (200 °C) for shorter period (15 min) in the present study. Table 1 summarizes the chemical compositions of untreated and delignified biomass. The composition for delignified biomass is presented based on the dry weight of untreated biomass.
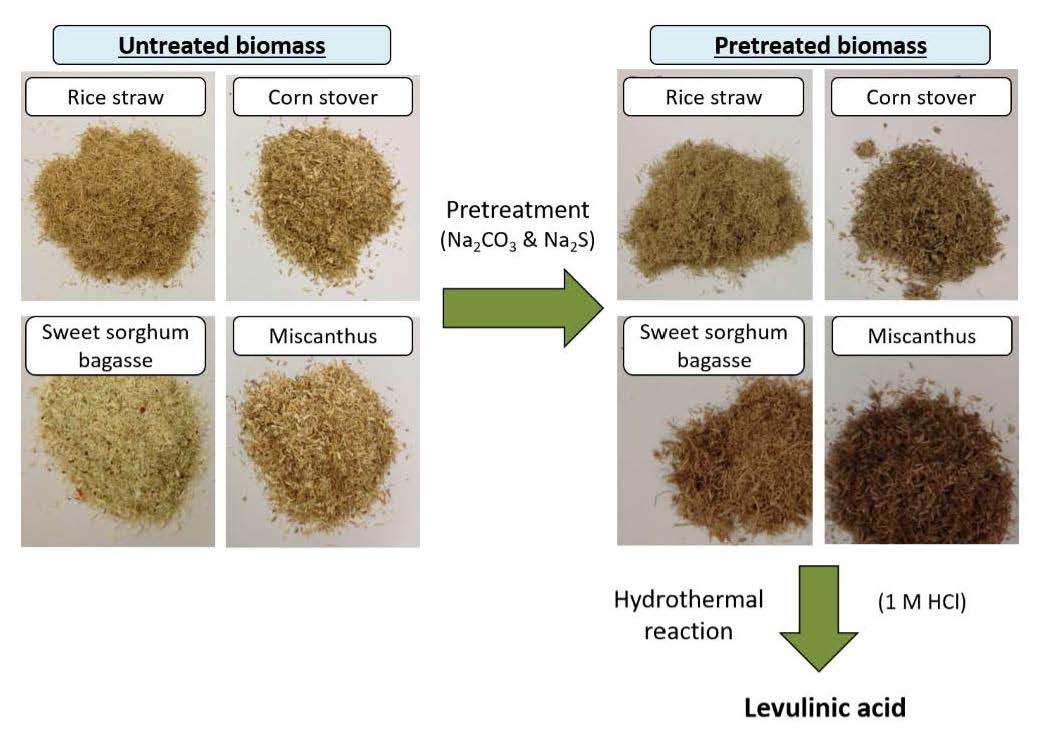
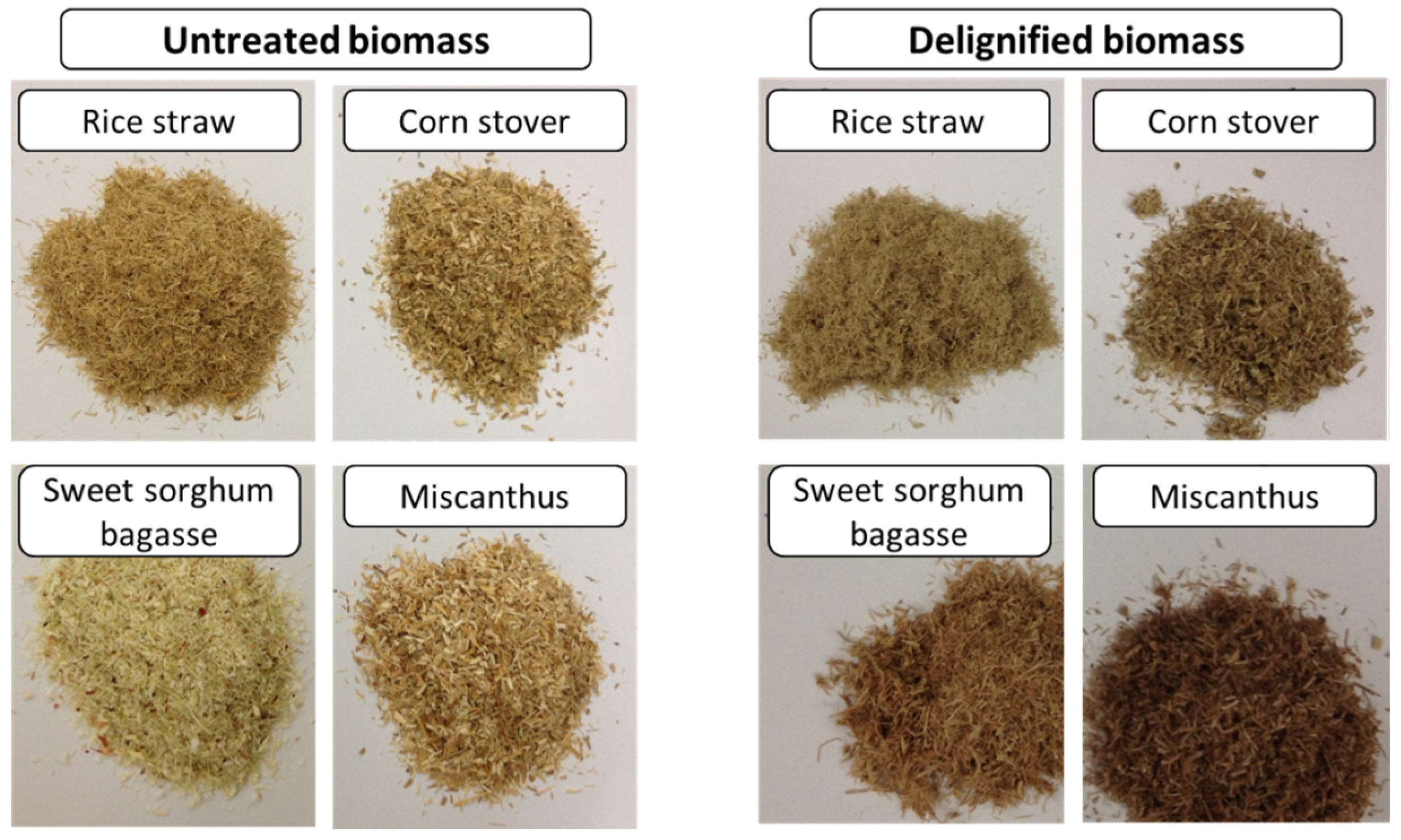
The pictures of untreated and delignified biomass are shown in the Appendix, Figure A1. Glucan contents of all tested biomasses were well preserved during pretreatment. On the other hand, the xylan contents of RS, CS, SSB and MS decreased from 14.0, 18.4, 11.7 and 18.4; to 10.3, 10.0, 11.0, and 14.7 wt %, respectively. Xylan removals ranged from 6.0% for SSB to 45.5 for CS. SGL pretreatment has almost no effect on the arabinan content of the biomass. Most significant change occurred to lignin contents. The total lignin contents (AIL + ASL) of RS, CS, SSB and MS were reduced from 17.1, 17.4, 13.3 and 19.6; to 2.1, 0.9, 3.6, and 6.9 wt %, respectively. With the pretreatment conditions (SGL, 20 wt % total titratable alkali, 40 wt % sulfidity, 200 °C, 15 min) employed, delignification of 87.6, 91.2, 73.2 and 64.8 wt % was achieved with RS, CS, SSB and MS, respectively. Among four samples, lignin removal of CS (91.2 wt %) and RS (87.6 wt %) were most significant. Because SGL pretreatment primarily removed lignin and xylan, the glucan contents of delignified solids were increased from 36.3, 33.0, 41.3, and 44.3 of untreated biomass; to 63.5, 63.2, 68.4, and 61.7 wt %, respectively (based on dry weight of pretreated biomass). Thus, this indicated that the SGL pretreatment selectively removes lignin from the tested biomass, while it retains carbohydrates.
2.2. Effect of Particle Size of Biomass on the Yield of Levulinic Acid, LA
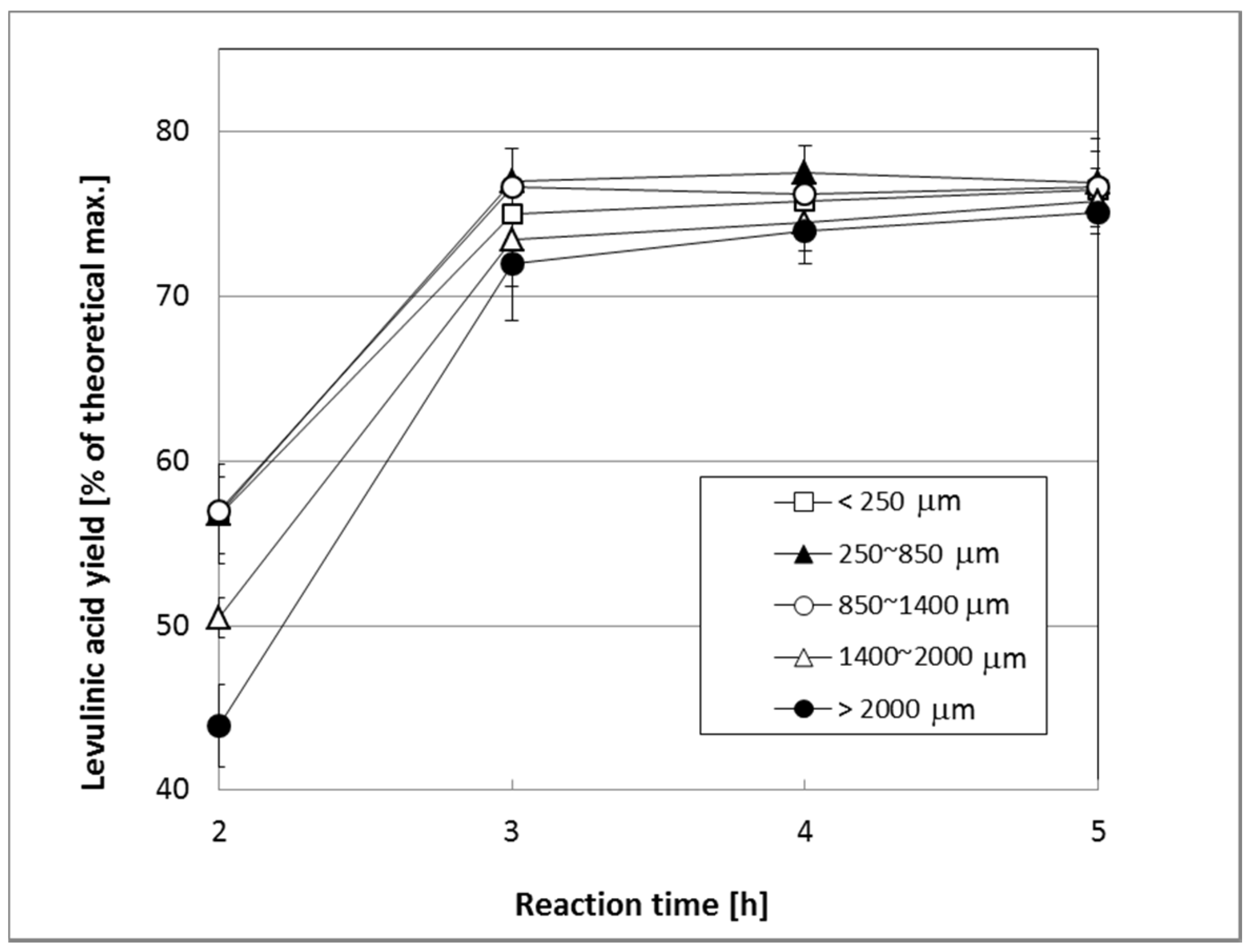
The effect of particle size on the yield of LA was studied using CS (untreated) as a representative example. CS with particle sizes varying over a wide range from ≤250 to >2000 µm were employed for LA production at 150 °C for 2–5 h. Figure 2 presents the effect of biomass particle size on the yield of LA conversion upon various reaction times (2 to 5 h).
The effect of particle size on LA yield was more significant during the incipient stages of the biomass conversion (<2 h). After 2 h of reaction time, CS with larger particle size (>2000 µm) showed the lower LA conversion yield (43.9 wt %) and biomass with smaller particle size (≤250 µm) resulted in higher LA conversion yield (56.7 wt %) which was in accordance with the surface area of the biomass particles. However, with an increase of reaction time with 3–5 h, no significant effect of particle size on LA conversion was observed. After 5 h reaction, irrespective of the biomass particle size, high yields of LA conversion (75.1–77.0 wt %) were observed. This could be due to attainment of a state of equilibrium in the penetration of the acid catalyst throughout the mass of the biomass particles of varying sizes during 3–5 h of the reaction (Figure 2) resulting in nearly constant yields of LA during this period of reaction. Because CS with particle size >2000 μm resulted in high LA conversion yield with reaction conditions (150 °C, 5 h, 20 g/L solid loading), particle size >2000 μm was chosen for the following experiments using various biomass species. Such high yields of LA were obtained in spite of the presence of 17.4 wt % lignin in untreated corn stover indicating that the accessibility of reaction sites of cellulose by the catalyst (H+) is not hindered by lignin.
2.3. Conversion of Biomass to LA Using Hydrochloric Acid
Untreated and delignified samples were exploited as sources for LA production in an acid catalyzed hydrothermal process. The hydrothermal reaction was applied using 1 M HCl as catalyst for 2–5 h maintaining reaction temperature at 150 °C.
2.3.1. Production of LA Using Untreated Biomass
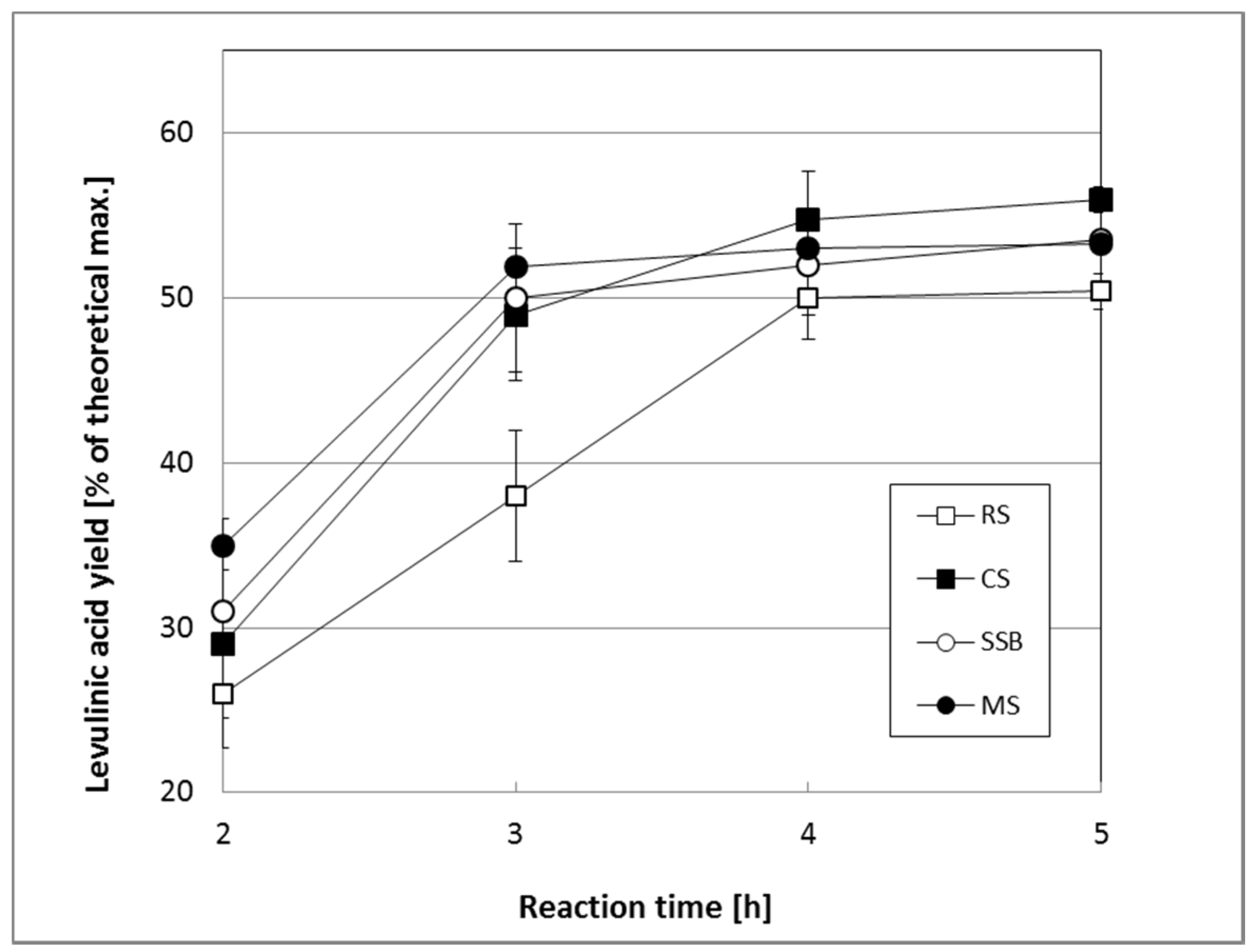
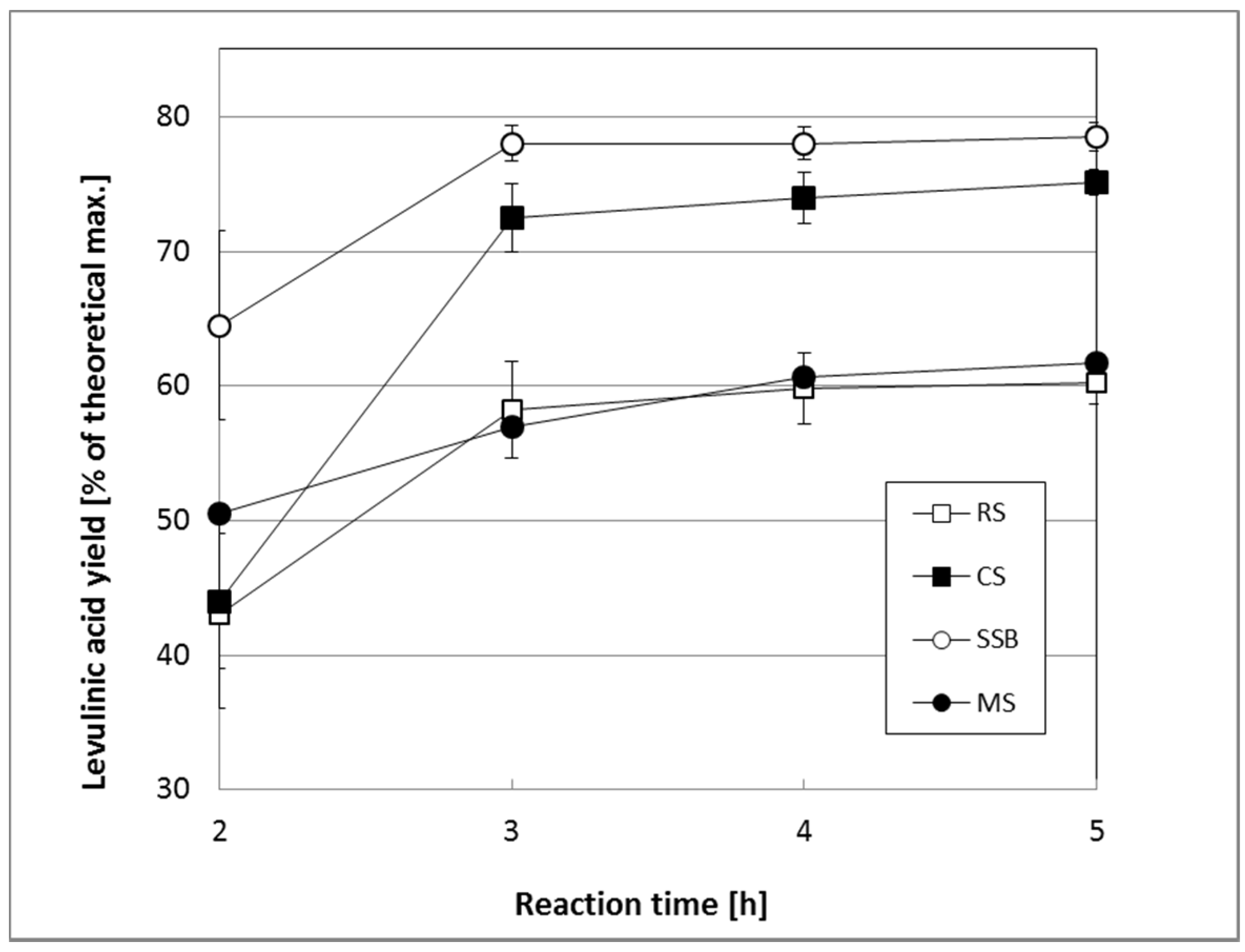
Figure 3 presents the effect of reaction time on LA production yields using RS, CS, SSB and MS. Four different reaction times (2, 3, 4 and 5 h) were applied keeping reaction temperature at 150 °C.
Among RS, CS, SSB and MS, SSB species showed highest LA conversion yield. As the reaction time increased from 2 h to 5 h the yield of LA in the case of SSB was increased from 64.5 wt % to 78.5 wt %. CS species resulted in the second highest LA conversion yield 75.1 wt % LA in 5 h. On the contrary, the maximum yields of LA after 5 h of reaction at 150 °C from RS and MS were only 60.2 wt % and 61.7 wt % respectively which are much lower than those of SSB and CS species.
Presence of lignin content of 13.3 wt % in SSB, which seems to have a relation between LA yield and lignin content. The lower LA yields in RS and MS could be partially attributed higher lignin contents of 17.1 wt % and 19.6 wt % respectively. However, the extent of relationship was unclear at this stage. This apparent relation is indirect because LA production yield of CS was higher (75.1 wt % with 5 h reaction) than those of RS and MS even though the lignin content of CS (17.4 wt %) was similar to 17.1 wt % of RS. In addition, the high ash (8.2 wt %) content would also have retarded the acid strength of the catalyst (1.0 M HCl) leading to lower LA conversion yield. This collectively indicated that it is not just the lignin content that effects the LA yield rather the relative location, and the extend of binding strength of the lignin component to that of the cellulose content that effect the conversion of glucan of a specific biomass to LA. Even though the lignin content of MS was only slightly higher (2.2 wt %) that that of CS, the conversion yield of LA (13.5 wt %) was lower in the case of MS indicating relatively stronger interaction between glucan and lignin in the case of MS that has hindered the progress of the conversion of glucan-to-LA. Such strong binding interaction between lignin and glucan is MS is further supported by the fact that only 64.8% of lignin in MS could be removed after SGL pretreatment. On the contrary, 91.2% lignin was removed from CS after SGL pretreatment implying relatively weaker binding of glucan and lignin in CS.
2.3.2. Production of LA Using Delignified Biomass
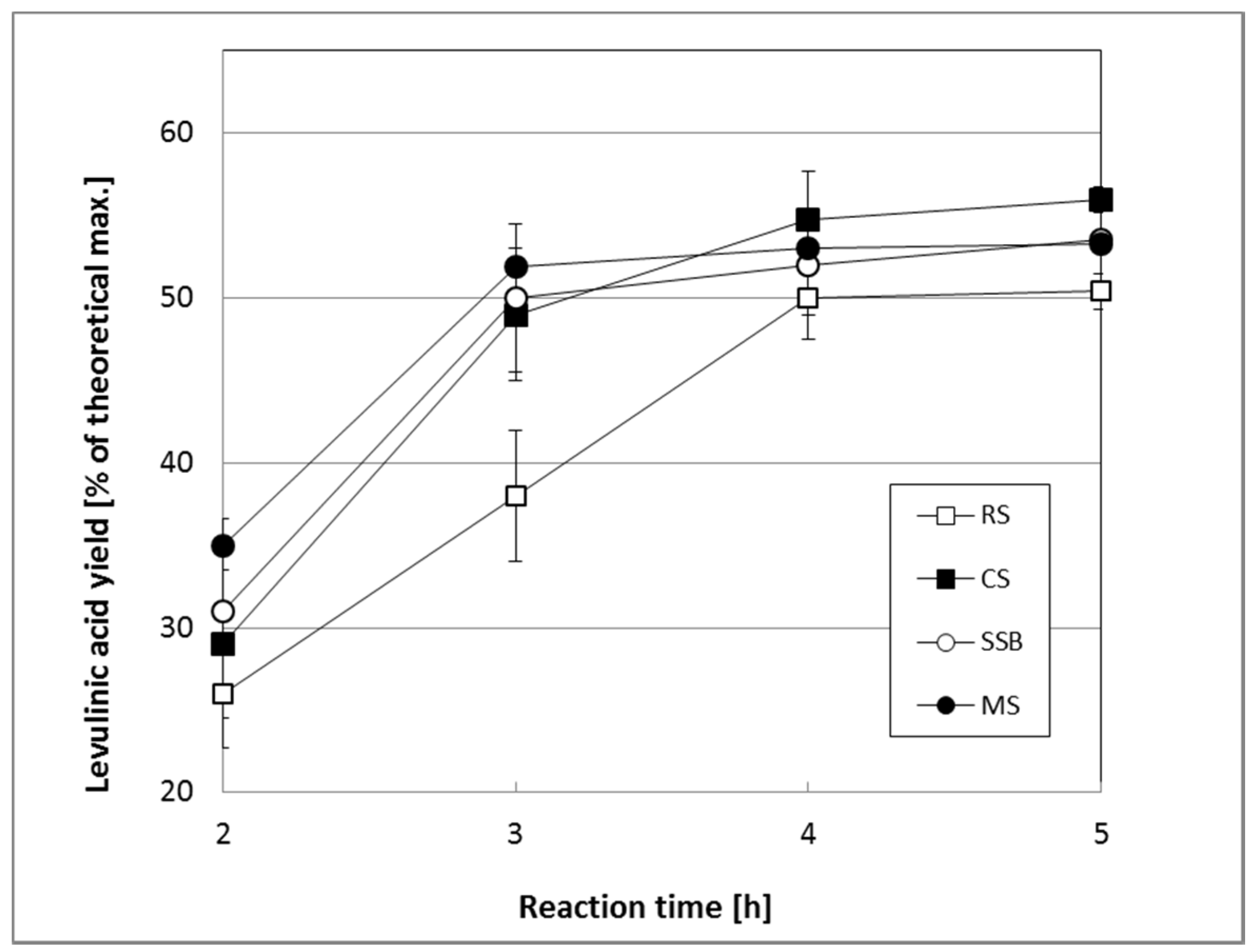
To further study, the effect of delignification on the yield of LA was evaluated using delignified RS, CS, SSB and MS at 150 °C for a duration of 2–5 h. With delignification by SGL pretreatment, lignin was selectively removed from RS, CS, SSB and MS by 87.6, 91.2, 73.2 and 64.8 wt % (Table 1). In the delignified samples, glucan contents were increased from 36.3, 33.0, 41.3, and 44.3 wt % of untreated biomass to 63.5, 63.2, 68.4, and 61.7 wt % (RS, CS, SSB and MS, respectively) (Table 1). These delignified RS, CS, SSB and MS were subjected to acid catalyzed hydrothermal reaction at 150 °C for 2–5 h. LA conversion yields with extended reaction time using delignified biomass are shown in Figure 4.
It was interesting that, although high conversion yield was expected with delignified biomass, much lower yield (50.4, 56.0, 53.6, and 53.3 wt %) were obtained from delignified RS, CS, SSB and MS compared to those of untreated biomass. Usually, LA conversion yield of >70 wt % of the theoretical maximum (based on glucan) is considered as high conversion yield [5]. Among samples, delignified CS with the least amount of residual lignin (1.5 wt %), where the highest amount of lignin was removed (91.2 wt %), showed highest LA conversion yield (56.0 wt %) after 5 h of reaction; however, regardless of extent of delignification, the LA conversion yields of all tested samples were about the same (50–56 wt %).
In addition to lignin component, hemicellulose, being branched and amorphous in its structure, could easily be hydrolyzed to C5 sugars (predominantly xylose) which undergo dehydration (removal of three moles of water per mole of xylose) to form furfural [5]. Furfural reacts with glucose to form humins reducing the yield of LA. However, other possible (major) pathways also exist that contribute to humin formation (conversion of HMF to humins). Thus, an effective pretreatment strategy that removes both lignin and hemicellulose needs to be developed for the more effective utilization of glucan. Enhanced yield of LA by removal of hemicellulose was reported [24,25]. The dehydration product of xylose, furfural, tends to undergo further polymerization reaction with C6 sugars forming humins; thereby reducing the C6 sugar concentration and subsequently, the LA conversion yield [25].
Although the LA conversion yields in the delignified biomass appeared to be lower (50–56 wt %) compared to untreated biomass (60–79 wt %), there was an enhancement in terms of the concentration in the product. The concentration of LA substantially increased from 10.9, 12.4, 16.5 and 13.7 g/L of untreated RS, CS, SSB and MS, respectively to 16.0, 17.7, 16.4 and 18.3 g/L of delignified RS, CS, SSB and MS, respectively with the same solid loading of 50 g/L. In other word, with delignification by SGL, the concentration of LA in the product was enhanced by a factor of 1.3–1.5 (except for SSB). The recent developments in the production of LA from biomass using various strategies relative to the current methodology are summarized in Table 2. According to previous reports, the LA concentrations obtained from delignified biomass are comparable to the values derived from pinus radiata (9.5 g/L), wheat straw (12.7 g/L), cicer arietinum (16.3 g/L), and sugar cane bagasse (18.3 g/L) at similar biomass loading and experimental conditions.
2.3.3. Byproduct Formation during LA Conversion
In all cases, irrespective of the nature of biomass, pretreatment, and reaction time, the ratio of yields of LA to formic acid remained >2.6. The observed value was slightly higher than the theoretically expected value of 2.52, which is in accordance with literature reports [17]. In addition to the major product (LA), formation of other compounds such as 5-HMF, furfural, glucose, xylose, and arabinose were also observed in the products from untreated and delignified biomass. The compound 5-HMF is the reaction intermediate in the conversion of glucose-to-LA, which was only observed during the initial stages of reaction (2 h) and was not observed in the products after 5 h of the reaction as all of the 5-HMF was rehydrated to LA. Furfural (≤2 wt %) is formed from the depolymerization of xylan and the subsequent dehydration of the formed monomer xylose, catalyzed by HCl. It was assumed that glucose, xylose, and arabinose are the reaction intermediates formed from the hydrolysis of glucan, xylan, and arabinan respectively. The concentration of such monomeric sugars in the product remained less than 1.0 wt %.
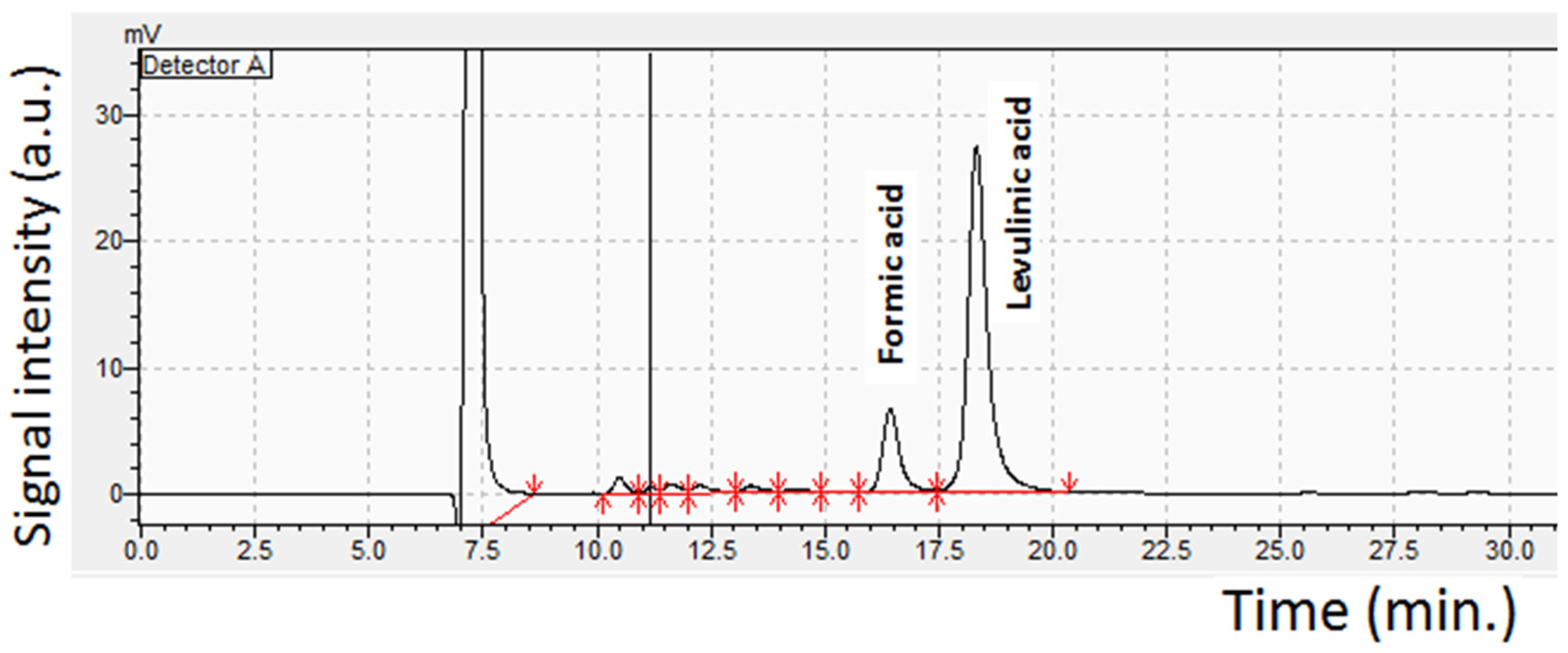
The composition of the product derived from delignified CS under the best experimental conditions (150 C, 5 h, 1 M HCl, 50 g/L loading), is depicted in the HPLC (high pressure liquid chromatography) trace in Figure A2. As evident from the HPLC trace, the reaction product (diluted 5 times) comprises of the major product LA (18.3 min.) and the inevitable reaction by product formic acid (18.3 min). Traces of monomeric sugars like glucose, xylose and arabinose were also seen eluting in the region of 11.2 to 12.3 min. Absence of signals with retention times of 34.1 min and 50.6 min signify the conversion of the 5-HMF and furfural, formed during the incipient stages (2 h) of reaction, to LA and humins respectively. Partial degradation of 5-HMF to polymeric carbonaceous compounds, humins could not be ruled out.
2.4. Other Notes
The current process operates under milder reaction conditions (150 °C, 5 h) relative to the semi-commercial Biofine® process (190–220 °C, 14–25 bar, 20 min). The benefits of lower reaction temperature and pressure in the present process outweigh the longer reaction time (5 h), compared to the Biofine® process (20 min). Moreover, it was reported that the reaction time (rather than temperature or catalyst loading) was the most significant factor influencing the LA conversion yield [32]. In spite of the strict theoretical limitation of 71.6 wt % yield of LA conversion from glucan (cellulose), the production of LA from lignocellulosic biomass holds promise for several reasons [17]. For example, cellulosic ethanol is a potential alternative liquid transportation fuel derived from biomass, and the theoretical maximum yield of ethanol from glucan is only 56.8 wt % (51.1 wt % from glucose), which is lower than that for LA production. Moreover, the observed yields of ethanol are always lower than the theoretical maximum yields owing to the formation of the secondary metabolite glycerol, and in some instances, acetic acid as well. In addition, the 48.9 wt % remaining from the conversion from glucose to ethanol is CO2. Unlike the ethanol production process from biomass, the by-products (HCOOH and H2O) formed in the case of LA production are more valuable.
3. Materials and Methods
3.1. Feedstock
Rice straw (RS), corn stover (CS), sweet sorghum bagasse (SSB), and Miscanthus (MS) were collected from fields in the Republic of Korea in 2015. The biomass was ground and sieved (10–35 mesh, 0.5–2.0 mm) prior to pretreatment using SGL (Na2CO3-Na2S). Na2CO3 (anhydrous, 99.8%) was purchased from Junsei Chemical Co., Ltd., (Tokyo, Japan). Na2S5H2O (98%) was purchased from Daejung Chemicals & Metals Co., Ltd. (Siheung, Gyeonggi-do, Korea). Authentic samples of LA, formic acid, furfural, glucose, xylose, and arabinose used for deriving the HPLC calibration plots were purchased from Sigma-Aldrich (Yongin, Gyeonggi-do, Korea). Standard solutions of the aforementioned compounds were prepared by diluting a desired amount of each of the compounds in an appropriate amount of deionized (DI) water.
3.2. Delignification of Biomass using SGL (Na2CO3 + Na2S)
Pretreatment reagent was by dissolving Na2CO3 and Na2S in DI water. In the Na2CO3 + Na2S solution, the total titratable alkali (TTA = Na2CO3 + Na2S) was set at 20 wt % of the total oven-dry weight of the biomass loading and the sulfidity (wt % of Na2S/TTA) was maintained at 40% of the TTA loading [22,33]. Delignification of biomass using SGL was carried out with SGL/biomass = 16/1 (w/w) using a batch type stainless streel reactor (2.54 cm internal diameter (ID), 15.0 cm length). For delignification, 3.0 g of biomass (oven dry weight) was packed into the reactors, impregnated with SGL. The reactor was first preheated for 25 min to reach the target temperatures and then maintained at the target temperatures (200 °C) for 15 min in the convection oven. After reaction, the reactor was removed from the oven and then immediately placed in the iced water bath to quench the reaction. After cooling, the contents of the reactor were filtered and the solid residue was washed with excess DI water and used subsequently for analysis and LA conversion.
3.3. Conversion of Biomass using Hydrochloric Acid
Because HCl is a corrosive and strong mineral acid, the biomass (untreated and delignified) to LA conversion processes were conducted in a cylindrical stainless-steel batch reactor (50 mL of internal volume) lined inside with polytetrafluoroethylene (to resist corrosion by the acid catalyst) (Figure A3). For reaction, 1.0 g (oven dry weight) of delignified solid was loaded with 20 mL HCl (1.0 M); therefore, the solid loading was 20 g/L. The reactor was preheated for 25 min to reach the target temperatures. When the reactor temperature reached to the desired temperature (150 °C), the temperature was maintained for a desired period of time (2, 3, 4, and 5 h). The reactor was then quenched by immersion in the iced water bath. The liquid portion was separated from the unreacted solid via filtration through filter paper. The liquid was diluted to known volume and subsequently analyzed by HPLC for the identification and quantification of each of the components in the product. The yields of LA in the products were calculated based on the glucan content of the feedstock using Equation (1):
0.716 is the theoretical maximum yield of levulinic acid based on glucan.
3.4. Analytical Methods
Carbohydrates, lignin, which included acid insoluble lignin (AIL) and acid soluble lignin (ASL), ash, and extractives of SSB were quantified by following the method described in the NREL-LAP [34]. A high-performance liquid chromatograph (HPLC, Shimadzu Inc., Kyoto, Japan) was employed for the analysis of the components in biomass and the compounds in the products. The analytical column and the detector used were a Bio-Rad Aminex HPX-87H (Bio-Rad Inc., Hercules, CA, USA) and a refractive index detector (RID-10A). The operating temperature of the HPLC column oven was 65 °C. An aqueous solution of H2SO4 (5 mM) was used as the mobile phase with a volumetric flow rate of 0.5 mL/min. The injection volume of the analyte was 20 µL. High purity LA (98%) purchased from Sigma-Aldrich Korea was used for deriving a standard curve for the quantification of LA. The LA compound in the products was identified in the HPLC traces based on the retention time known from the standard LA HPLC trace. Similar methodology was adapted for the quantification and identification of reaction byproducts like formic acid and furfural; and of reaction intermediates like glucose, xylose, and arabinose.
Acknowledgments
This work was supported by the R&D program of MOTIE/KETEP (No. 20153010091990) and the Brain Pool Program of the KOFST/MSIP (No. 162S-4-3-1683). The authors would like to express their sincere thanks to Phuong Vi Truong Nguyen and Thi Thu Huong Pham in our laboratory for their assistance.
Author Contributions
Indra Neel Pulidindi conducted all experiments and summarized the data. Tae Hyun Kim designed overall study and experiments, interpreted the results, and finalized the manuscript. All authors read and approved the final manuscript.
Conflicts of Interest
The authors declare no conflict of interest.
Appendix A
Figure A1.
Untreated biomass and delignified biomass.
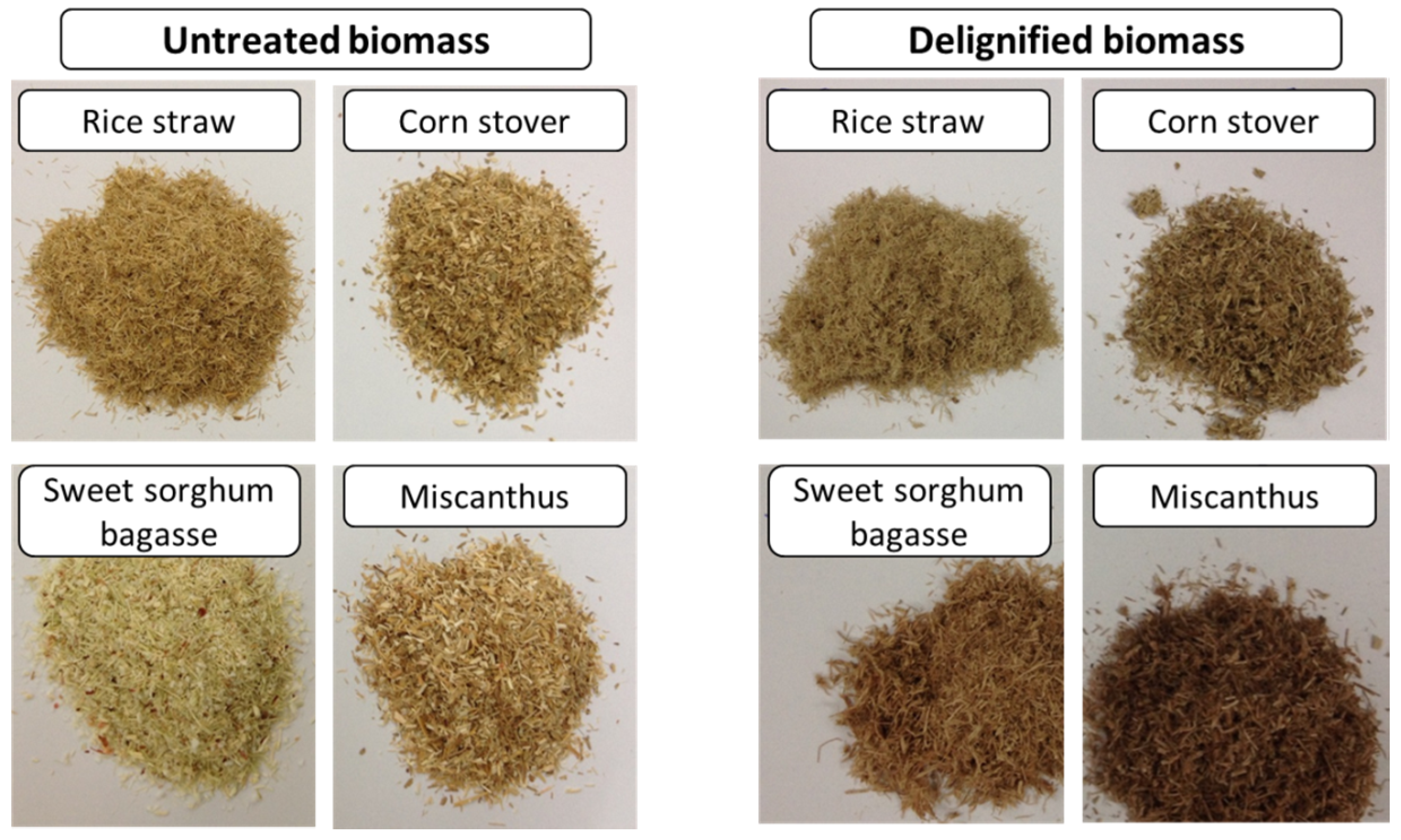
Figure A2.
HPLC analysis of liquid product.
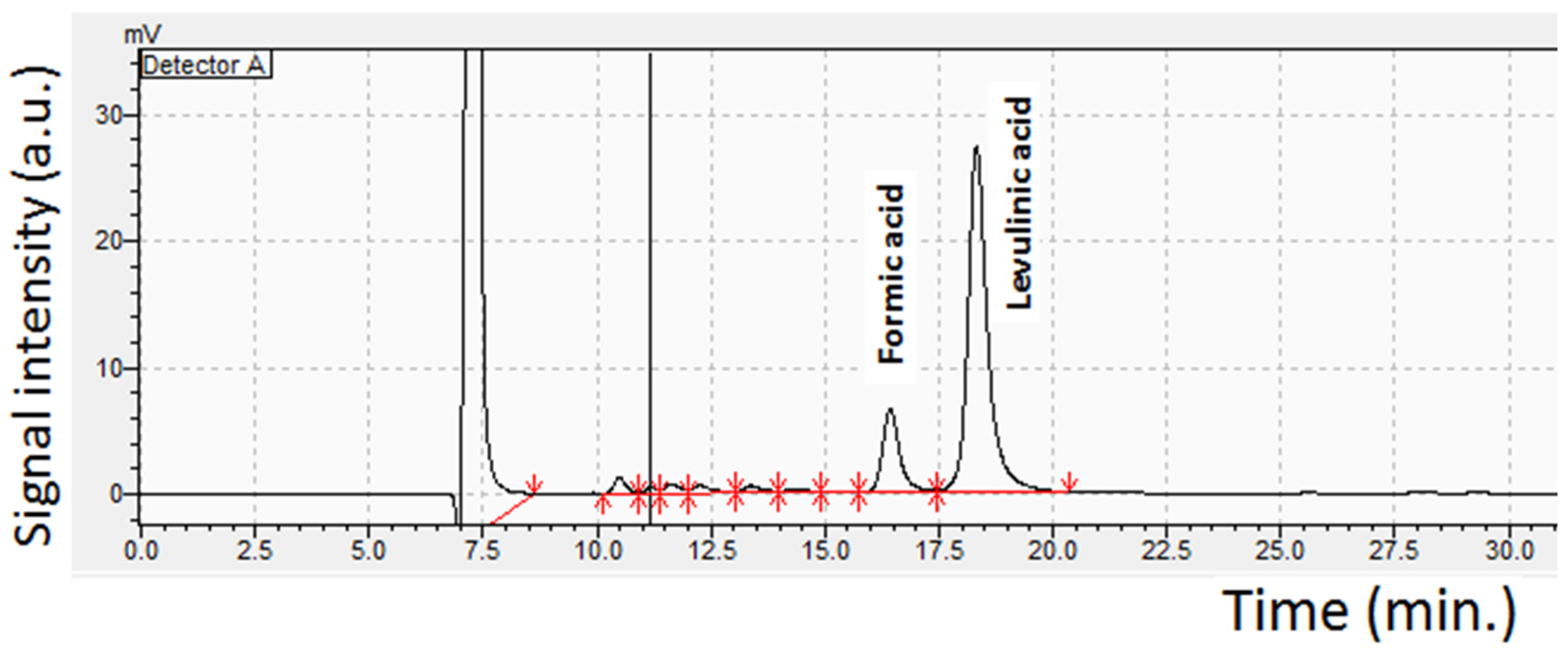
Figure A3.
Polytetrafluoroethylene lined stainless-steel batch reactor.
References
- Fan, M.; Yan, L. Conversion of pretreated biomass into levulinic acid via continuous extraction at atmosphere pressure. Chin. J. Chem. Phys. 2014, 27, 92–98. [Google Scholar] [CrossRef]
- Wang, A.; Lu, Y.; Yi, Z.; Ejaz, A.; Hu, K.; Zhang, L.; Yan, K. Selective production of γ-valerolactone and valeric acid in one-pot bifunctional metal catalysts. ChemistrySelect 2018, 3, 1097–1101. [Google Scholar] [CrossRef]
- Yan, K.; Liu, Y.; Lu, Y.; Chai, J.; Sun, L. Catalytic application of layered double hydroxide-derived catalysts for the conversion of biomass-derived molecules. Catal. Sci. Technol. 2017, 7, 1622–1645. [Google Scholar] [CrossRef]
- Werpy, T.; Petersen, G. Top Value Added Chemicals from Biomass Volume I—Results of Screening for Potential Candidates from Sugars and Synthesis Gas; National Renewable Energy Laboratory (NREL): Golden City, CO, USA, 2004.
- Kang, S.; Yu, J. An intensified reaction technology for high levulinic acid concentration from lignocellulosic biomass. Biomass Bioenergy 2016, 95, 214–220. [Google Scholar] [CrossRef]
- Sultana, A.; Fujitani, T. Conversion of levulinic acid to BTX over different zeolite catalysts. Catal. Commun. 2017, 88, 26–29. [Google Scholar] [CrossRef]
- Enumula, S.S.; Gurram, V.R.B.; Chada, R.R.; Burri, D.R.; Kamaraju, S.R.R. Clean synthesis of alkyl levulinates from levulinic acid over one pot synthesized WO3-SBA-16 catalyst. J. Mol. Catal. A Chem. 2017, 426, 30–38. [Google Scholar] [CrossRef]
- Sun, D.; Takahashi, Y.; Yamada, Y.; Sato, S. Efficient formation of angelica lactones in a vapor-phase conversion of levulinic acid. Appl. Catal. A Gen. 2016, 526, 62–69. [Google Scholar] [CrossRef]
- Heredia-Olea, E.; Pérez-Carrillo, E.; Montoya-Chiw, M.; Serna-Saldívar, S.O. Effects of extrusion pretreatment parameters on sweet sorghum bagasse enzymatic hydrolysis and its subsequent conversion into bioethanol. BioMed Res. Int. 2015, 2015, 325905. [Google Scholar] [CrossRef] [PubMed]
- Jönsson, L.J.; Martín, C. Pretreatment of lignocellulose: Formation of inhibitory by-products and strategies for minimizing their effects. Bioresour. Technol. 2016, 199, 103–112. [Google Scholar] [CrossRef] [PubMed]
- Yoo, C.G.; Nghiem, N.P.; Hicks, K.B.; Kim, T.H. Pretreatment of corn stover using low-moisture anhydrous ammonia (LMAA) process. Bioresour. Technol. 2011, 102, 10028–10034. [Google Scholar] [CrossRef] [PubMed]
- Kim, T.H.; Kim, J.S.; Sunwoo, C.S.; Lee, Y.Y. Pretreatment of corn stover by aqueous ammonia. Bioresour. Technol. 2003, 90, 39–47. [Google Scholar] [CrossRef]
- Jin, Y.; Chang, H.M.; Jameel, H.; Philips, R. Green liquor pretreatment of mixed hardwood for ethanol production in a repurposed kraft pulp mill. J. Wood Chem. Technol. 2010, 30, 86–104. [Google Scholar] [CrossRef]
- Wu, S.F.; Chang, H.M.; Jameel, H.; Philips, R. Novel green liquor pretreatment of loblolly pine chips to facilitate enzymatic hydrolysis into fermentable sugars for ethanol production. J. Wood Chem. Technol. 2010, 30, 205–218. [Google Scholar] [CrossRef]
- Zhou, Z.; Xue, W.; Lei, F.; Cheng, Y.; Jiang, J.; Sun, D. Kraft GL-ethanol pretreatment on sugarcane bagasse for effective enzymatic hydrolysis. Ind. Crops Prod. 2016, 90, 100–109. [Google Scholar] [CrossRef]
- Gu, F.; Yang, L.; Jin, Y.; Han, Q.; Chang, H.M.; Jameel, H.; Phillips, R. Green liquor pretreatment for improving enzymatic hydrolysis of corn stover. Bioresour. Technol. 2012, 24, 299–305. [Google Scholar] [CrossRef] [PubMed]
- Victor, A.; Pulidindi, I.N.; Gedanken, A. Levulinic acid production from Cicer arietinum, Cotton, Pinus radiata and Sugar cane bagasse. RSC Adv. 2014, 4, 44706–44711. [Google Scholar] [CrossRef]
- Yan, D.; Jarvis, C.; Gu, J.; Yan, Y. Production and catalytic transformation of levulinic acid: A platform for speciality chemicals and fuels. Renew. Sustain. Energy Rev. 2015, 51, 986–997. [Google Scholar] [CrossRef]
- Hayes, D.J.; Fitzpatrick, S.; Hayes, M.H.B.; Ross, J.H. The biofine process production of levulinic acid, furfural, and formic acid from lignocellulosic feedstocks. In Biorefineries-Industrial Processes and Products: Status Quo and Future Directions; Kamm, B., Gruber, P.R., Kamm, M., Eds.; Wiley-VCH Verlag, GmbH: Weinheim, Germany, 2008; pp. 139–147. ISBN 978-3-527-31027-2. [Google Scholar]
- Dussan, K.; Girisuta, B.; Haverty, D.; Leahy, J.J.; Hayes, M.H.B. Kinetics of levulinic acid and furfural production from Miscanthus giganteus. Bioresour. Technol. 2013, 149, 216–224. [Google Scholar] [CrossRef] [PubMed]
- Kang, K.E.; Han, M.; Moon, S.K.; Kang, H.W.; Kim, Y.; Cha, Y.L.; Choi, G.W. Optimization of alkali-extrusion pretreatment with twin-screw for bioethanol production from Miscanthus. Fuel 2013, 109, 520–526. [Google Scholar] [CrossRef]
- Gu, F.; Wang, W.; Jing, L.; Jin, Y. Effects of green liquor pretreatment on the chemical composition and enzymatic digestibility of rice straw. Bioresour. Technol. 2013, 149, 375–382. [Google Scholar] [CrossRef] [PubMed]
- Um, B.H.; van Walsum, G.P. Acid hydrolysis of hemicellulose in green liquor pre-pulping extract of mixed northern hardwoods. Appl. Biochem. Biotechnol. 2009, 153, 127–138. [Google Scholar] [CrossRef] [PubMed]
- Jeong, H.; Jang, S.K.; Hong, C.Y.; Kim, S.H.; Lee, S.Y.; Lee, S.M.; Choi, J.W.; Choi, I.G. Levulinic acid production by two-step acid-catalyzed treatment of Quercus mongolica using dilute sulfuric acid. Bioresour. Technol. 2017, 225, 183–190. [Google Scholar] [CrossRef] [PubMed]
- Runge, T.; Zhang, C. Two-stage acid-catalyzed conversion of carbohydrates into levulinic acid. Ind. Eng. Chem. Res. 2012, 51, 3265–3270. [Google Scholar] [CrossRef]
- Chen, H.; Yu, B.; Jin, S. Production of levulinic acid from steam exploded rice straw via solid superacid, /ZrO2-SiO2-Sm2O3. Bioresour. Technol. 2011, 102, 3568–3570. [Google Scholar] [CrossRef] [PubMed]
- Yan, L.; Yang, N.; Pang, H.; Liao, B. Production of levulinic acid from bagasse and paddy straw by liquefaction in the presence of hydrochloride acid. Clean 2008, 36, 158–163. [Google Scholar] [CrossRef]
- Francavilla, M.; Intini, S.; Luchetti, L.; Luque, R. Tunable microwave-assisted aqueous conversion of seaweed-derived agarose for the selective production of 5-hydroxymethyl furfural/levulinic acid. Green Chem. 2016, 18, 5971–5977. [Google Scholar] [CrossRef]
- Bevilaqua, D.B.; Rambo, M.K.D.; Rizzetti, T.M.; Cardoso, A.L.; Martins, A.F.J. Cleaner production: Levulinic acid from rice husks. J. Clean. Prod. 2013, 47, 96–101. [Google Scholar] [CrossRef]
- Ramli, N.A.S.; Amin, N.A.S. Optimization of renewable levulinic acid production from glucose conversion catalyzed by Fe/HY zeolite catalyst in aqueous medium. Energy Convers. Manag. 2015, 95, 10–19. [Google Scholar] [CrossRef]
- Li, S.; Qian, W.E.J. Direct saccharification of rice straw using a solid acid catalyst. Jpn. Inst. Energy 2011, 90, 1065–1071. [Google Scholar] [CrossRef]
- Yaaini, N.; Amin, N.A.S.; Asmadi, M. Optimization of levulinic acid from lignocellulosic biomass using a new hybrid catalyst. Bioresour. Technol. 2012, 116, 58–65. [Google Scholar] [CrossRef] [PubMed]
- Victor, A.; Pulidindi, I.N.; Kim, T.H.; Gedanken, A. Design of active solid acid catalyst for the optimization of glucose production from Oryza Sativa straw. RSC Adv. 2016, 6, 31–38. [Google Scholar] [CrossRef]
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D.; Crocker, D. Determination of Structural Carbohydrates and Lignin in Biomass Laboratory Analytical Procedure (LAP); USDOE-NREL (National Renewable Energy Laboratory): Golden, CO, USA, 2012.
Figure 1.
Net chemical conversion and mass balance of cellulose-to-LA.

Figure 2.
Effect of particle size on LA production using CS upon reaction time. Note. Particle size 250–2000 µm; reaction conditions: 1 M HCl, 150 °C, 50 g/L solid loading.
Figure 2.
Effect of particle size on LA production using CS upon reaction time. Note. Particle size 250–2000 µm; reaction conditions: 1 M HCl, 150 °C, 50 g/L solid loading.
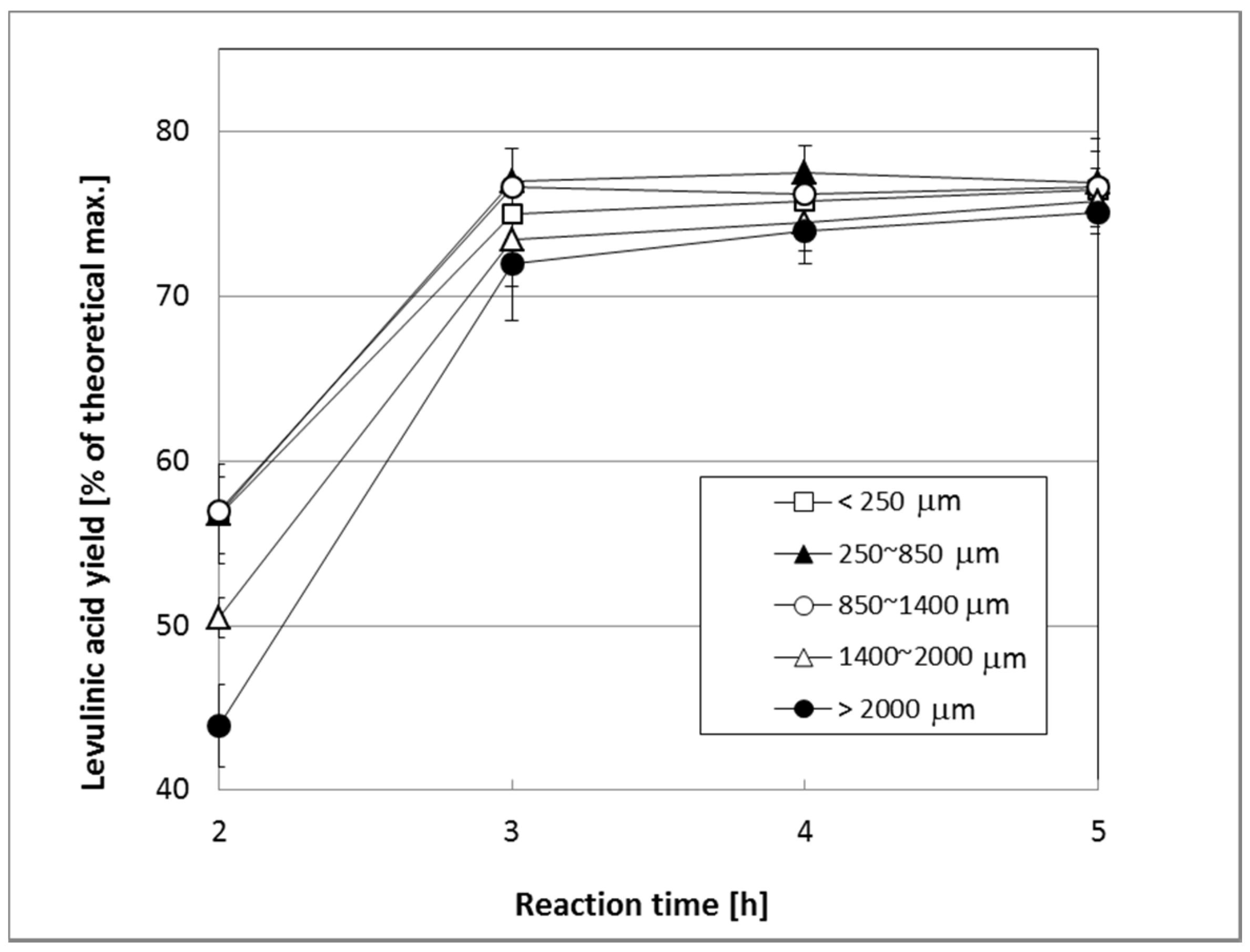
Figure 3.
Effect of reaction time on LA production using untreated RS, CS, SSB and MS. Note. Particle size >2000 µm; reaction conditions: 1 M HCl, 150 °C, 50 g/L solid loading.
Figure 3.
Effect of reaction time on LA production using untreated RS, CS, SSB and MS. Note. Particle size >2000 µm; reaction conditions: 1 M HCl, 150 °C, 50 g/L solid loading.

Figure 4.
Effect of reaction time on LA production using delignified RS, CS, SSB and MS. Note. Particle size >2000 µm; reaction conditions: 1 M HCl, 150 °C, 50 g/L solid loading.
Figure 4.
Effect of reaction time on LA production using delignified RS, CS, SSB and MS. Note. Particle size >2000 µm; reaction conditions: 1 M HCl, 150 °C, 50 g/L solid loading.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Chemical composition of untreated and delignified biomass.
| Biomass | Composition | |||||||
|---|---|---|---|---|---|---|---|---|
| S.R. | Glucan | Xylan | Arabinan | AIL | ASL | Delignification | Ash | |
| (wt %) | (wt %) | (wt %) | (wt %) | (wt %) | (wt %) | (wt %) | (wt %) | |
| RS | - | 36.3 ± 0.1 | 14.0 ± 1.0 | 3.7 ± 0.0 | 15.0 ± 0.7 | 2.1 ± 0.4 | - | 8.2 ± 0.1 |
| D-RS | 57.2 | 36.3 ± 0.5 | 10.3 ± 0.1 | 2.3 ± 0.0 | 1.3 ± 0.1 | 0.9 ± 0.0 | 87.6 ± 2.0 | 2.6 ± 0.2 |
| CS | - | 33.0 ± 0.9 | 18.4 ± 0.7 | 5.3 ± 0.1 | 15.2 ± 0.3 | 2.2 ± 0.1 | - | 1.5 ± 0.1 |
| D-CS | 52.2 | 33.0 ± 3.7 | 10.0 ± 1.2 | 2.7 ± 0.1 | 0.8 ± 0.9 | 0.7 ± 0.1 | 91.2 ± 3.2 | 0.2 ± 0.0 |
| SSB | - | 41.3 ± 0.2 | 11.7 ± 0.0 | 3.1 ± 0.1 | 12.0 ± 0.3 | 1.3 ± 0.1 | - | 1.0 ± 0.1 |
| D-SSB | 60.4 | 41.1 ± 0.3 | 11.0 ± 0.2 | 2.1 ± 0.0 | 2.7 ± 0.7 | 0.9 ± 0.0 | 73.2 ± 2.1 | 0.2 ± 0.0 |
| MS | - | 44.3 ± 0.3 | 18.4 ± 0.1 | 3.5 ± 0.0 | 18.9 ± 0.3 | 0.7 ± 0.0 | - | 2.1 ± 0.3 |
| D-MS | 71.8 | 43.3 ± 0.2 | 14.7 ± 0.1 | 2.7 ± 0.0 | 5.8 ± 0.3 | 1.1 ± 0.1 | 64.8 ± 2.3 | 0.4 ± 0.2 |
Note. All weight percentages were calculated based on oven-dried untreated biomass weight; S.R. is the solid remaining (wt %) after reaction; standard deviations (SD) are shown after each mean value; delignification was calculated based on total lignin (AIL + ASL); AIL (acid-insoluble lignin); ASL (acid-soluble lignin); rice straw (RS), corn stover (CS), sweet sorghum bagasse (SSB), Miscanthus (MS), delignified rice straw (D-RS), delignified corn stover (D-CS) delignified sweet sorghum bagasse (D-SSB) delignified Miscanthus (D-MS).
Table 2.
Developments in the production of LA from biomass.
| Feedstock | Reaction Conditions | LA Yield (% of Theoretical Max) | Reference |
|---|---|---|---|
| Cicer arietinum, cotton, Pinus radiata & sugarcane bagasse | Acid catalyzed hydrothermal reaction (1 M HCl, 150 °C, 2 h) | 32.6–44.0 | [17] |
| Steam exploded rice straw | S2O28−-ZrO2-SiO2-Sm2O3 | 70.0 | [26] |
| Bagasse & paddy straw | 220 °C, 4. 5 wt % HCl; | 70.0 | [27] |
| Hybrid poplar wood chips | H2SO4 (5 wt %), 190 °C, 50 min, and L/S ratio = 10 | 60.3 | [25] |
| Agarose | 1% (v/v) H2SO4; 180 °C; 10 min. Microwave irradiation | 64.0 | [28] |
| Pretreated rice husks | Pressurized acid hydrolysis: 4.5% (v/v) HCl, 170 °C, 56 bar & 60 min; | 59.4 | [29] |
| Glucose and oil palm fronds | 173.4 °C, 3.3 h, 0.93 g of glucose & 0.89 g 10% Fe/HY zeolite. | 61.8 | [30] |
| Rice straw | Amberlyst 15 dry catalyst; 150 °C, 3 h, 10% solid loading | 30–45 | [31] |
| RS, CS, SSB, MS | 1 M HCl, 5 h, 150 °C, 50 g/L solid loading | 60.2–80.0 wt % | This study |
| D-RS, D-CS, D-SSB, D-MS | 1 M HCl, 5 h, 150 °C, 50 g/L solid loading | 50.4–56.0 | This study |
Note. Delignified rice straw (D-RS), delignified corn stover (D-CS) delignified sweet sorghum bagasse (D-SSB) delignified Miscanthus (D-MS)
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Pulidindi, I.N.; Kim, T.H. Conversion of Levulinic Acid from Various Herbaceous Biomass Species Using Hydrochloric Acid and Effects of Particle Size and Delignification. Energies 2018, 11, 621. https://doi.org/10.3390/en11030621
AMA Style
Pulidindi IN, Kim TH. Conversion of Levulinic Acid from Various Herbaceous Biomass Species Using Hydrochloric Acid and Effects of Particle Size and Delignification. Energies. 2018; 11(3):621. https://doi.org/10.3390/en11030621
Chicago/Turabian StylePulidindi, Indra Neel, and Tae Hyun Kim. 2018. "Conversion of Levulinic Acid from Various Herbaceous Biomass Species Using Hydrochloric Acid and Effects of Particle Size and Delignification" Energies 11, no. 3: 621. https://doi.org/10.3390/en11030621
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.