Techno-Economic Evaluations of Copper-Based Chemical Looping Air Separation System for Oxy-Combustion and Gasification Power Plants with Carbon Capture


Faculty of Chemistry and Chemical Engineering, Babes-Bolyai University, 11 Arany Janos Street, RO-400028 Cluj-Napoca, Romania
Energies 2018, 11(11), 3095; https://doi.org/10.3390/en11113095
Submission received: 11 October 2018
/
Revised: 29 October 2018
/
Accepted: 6 November 2018
/
Published: 9 November 2018
(This article belongs to the Special Issue Advances in Coal, Biomass and Biowaste Processing Technology)
Abstract
:Energy and economic penalties for CO2 capture are the main challenges in front of the carbon capture technologies. Chemical Looping Air Separation (CLAS) represents a potential solution for energy and cost-efficient oxygen production in comparison to the cryogenic method. This work is assessing the key techno-economic performances of a CLAS system using copper oxide as oxygen carrier integrated in coal and lignite-based oxy-combustion and gasification power plants. For comparison, similar combustion and gasification power plants using cryogenic air separation with and without carbon capture were considered as benchmark cases. The assessments were focused on large scale power plants with 350–500 MW net electricity output and 90% CO2 capture rate. As the results show, the utilization of CLAS system in coal and lignite-based oxy-combustion and gasification power plants is improving the key techno-economic indicators e.g., increasing the energy efficiency by about 5–10%, reduction of specific capital investments by about 12–18%, lower cost of electricity by about 8–11% as well as lower CO2 avoidance cost by about 17–27%. The highest techno-economic improvements being noticed for oxy-combustion cases since these plants are using more oxygen than gasification plants.
1. Introduction
The need to minimize the anthropogenic CO2 emissions represents an important global aspect to be considered by any fossil fuel energy-intensive large-scale applications (energy generation, transportation, metallurgy, petro-chemistry, cement production etc.). There are several conceptual options to curb the fossil CO2 emissions, e.g., replacing fossil fuels with renewables (e.g., solar, wind, biomass), increasing energy efficiency of fuel conversion processes and most important the development and industrial deployment of Carbon Capture, Utilization and Storage (CCUS) technologies [1]. To acknowledge the importance of energy and reducing CO2 emissions, economic and legislative instruments are being put into practice to promote the reduction of anthropogenic greenhouse gas emissions (e.g., European Union climate and energy package [2]).
Regarding CCUS technologies, these methods will allow for continuing the usage of fossil fuels with reduced CO2 emissions. The main obstacles in large scale development of carbon capture technologies are representing the energy and cost penalties associated with CO2 capture [3,4,5]. Accordingly, significant research and development effort is directed to proposing innovative energy-efficient methods for CO2 capture. One group of innovative methods of CO2 capture with reduced energy and cost penalties is represented by chemical looping [6]. In such a technology, solid metallic oxides (acting as oxygen carriers) are used to transfer oxygen from air to the fossil fuel, in this way the nitrogen contamination of captured CO2 stream is prevented. There are various options for chemical looping technologies relating to the conversion of the fuel used e.g., chemical looping combustion (total oxidation) and chemical looping reforming (partial oxidation). The chemical looping technology can be used also for other potential important industrial applications e.g., hydrogen and oxygen production [7,8,9].
Regarding fuel conversion technologies, two options are particularly interesting in view of efficient fuel decarbonization: oxy-combustion and gasification. The oxy-combustion technology is promising as it has inherent in-situ CO2 capture (an oxygen-rich environment is used instead of air—avoiding complicate gas separation due to nitrogen dilution of the flue gases), increased energy efficiency and the potential retrofitting of combustion-based power plants [10,11]. The gasification technology is also promising as it provides potential for energy vectors poly-generation by syngas chemical processing, lower CO2 capture energy and cost penalties and increased energy efficiency [12,13]. In both oxy-combustion and gasification processes, one important ancillary energy consumer is represented by the Air Separation Unit (ASU). Conventionally at an industrial scale, cryogenic air separation (air liquefaction followed by distillation) is used as being a technology and commercially mature process [5]. The main drawback of cryogenic air separation is representing the power consumption of the ASU (about 200 kWh/t oxygen at a purity of 95% vol.).
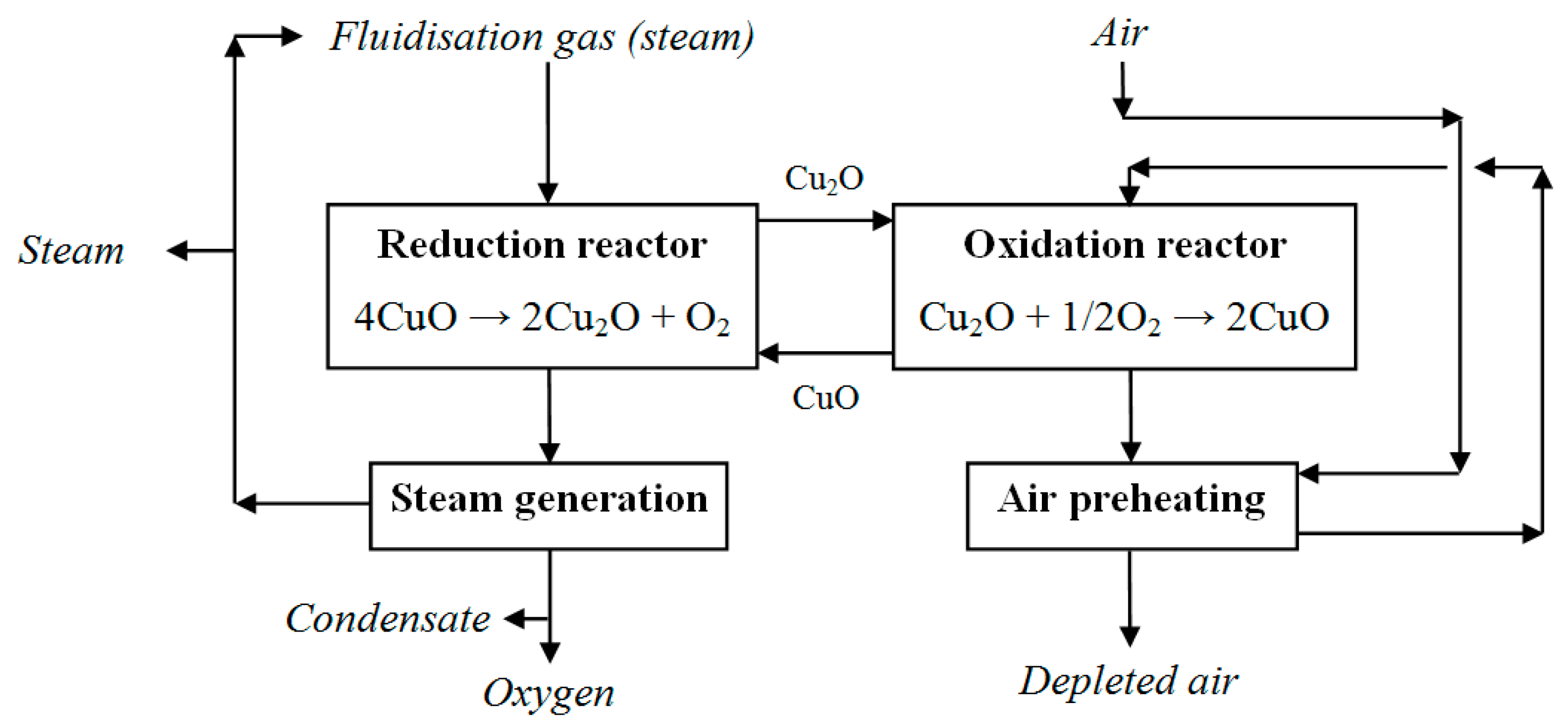
Considering the elements presented above, this paper is aiming to investigate potential techno-economic benefits of an innovative looping cycle for air separation system (copper oxides were considered as oxygen carrier) in comparison to similar technologies with cryogenic air separation to be integrated in total oxidation (oxy-combustion) and partian oxidation (gasification) power plants. The proposed oxygen production based on copper oxides chemical looping cycle evaluated in this paper is based on the following reversible reaction [14]:
Figure 1 presents the conceptual design of chemical looping air separation system (CLAS) using copper oxides as oxygen carrier. The system consists of two reactors (mostly operated as interconnected fluidized beds but fixed and rotary bed arrangements can also be used [15]) in which one reactor is used for reduction of CuO to Cu2O (producing also oxygen) and the other reactor is used for solid (Cu2O) reoxidation. The solid flow circulating between the two reactors serves also to transfer heat from exothermic process (Cu2O reoxidation) to the endothermic process (CuO reduction). As fluidization media, steam is used in the CuO reduction reactor and air is used in the Cu2O reoxidation reactor. The gas stream from CuO reduction reactor (containing oxygen and steam) is cooled down generating steam (a part is reused in the reduction reactor), the condense removed and the oxygen can be used in further applications. A key element of this process is a tight thermal integration among various heat sources and sinks as presented in [16]. The CLAS system can use various other oxygen carriers such as Mn, Co-based materials but the copper system seems to be more promising in term of oxygen carrying capacity, operational conditions, overall energy efficiency and environmental impact [17,18].
As key novelty aspects in comparison to the state of the art in the literature, this paper is evaluating the techno-economic aspects of an innovative industrial scale air separation system based on a copper looping cycle to be introduced in coal and lignite oxy-combustion and gasification power plants. As benchmark case for oxygen production, the cryogenic air separation was considered to quantify the differences in term of techno-economic performances. Both oxygen production processes were integrated into coal and lignite-based total oxidation (oxy-combustion) and partial oxidation (gasification) power plants with 350–500 MW net electricity output and 90% CO2 capture rate.
2. Assessing the Technical Performances of CLAS System Using Copper Oxides as Oxygen Carrier Integrated in Oxy-Combustion and Gasification Power Plants with Carbon Capture
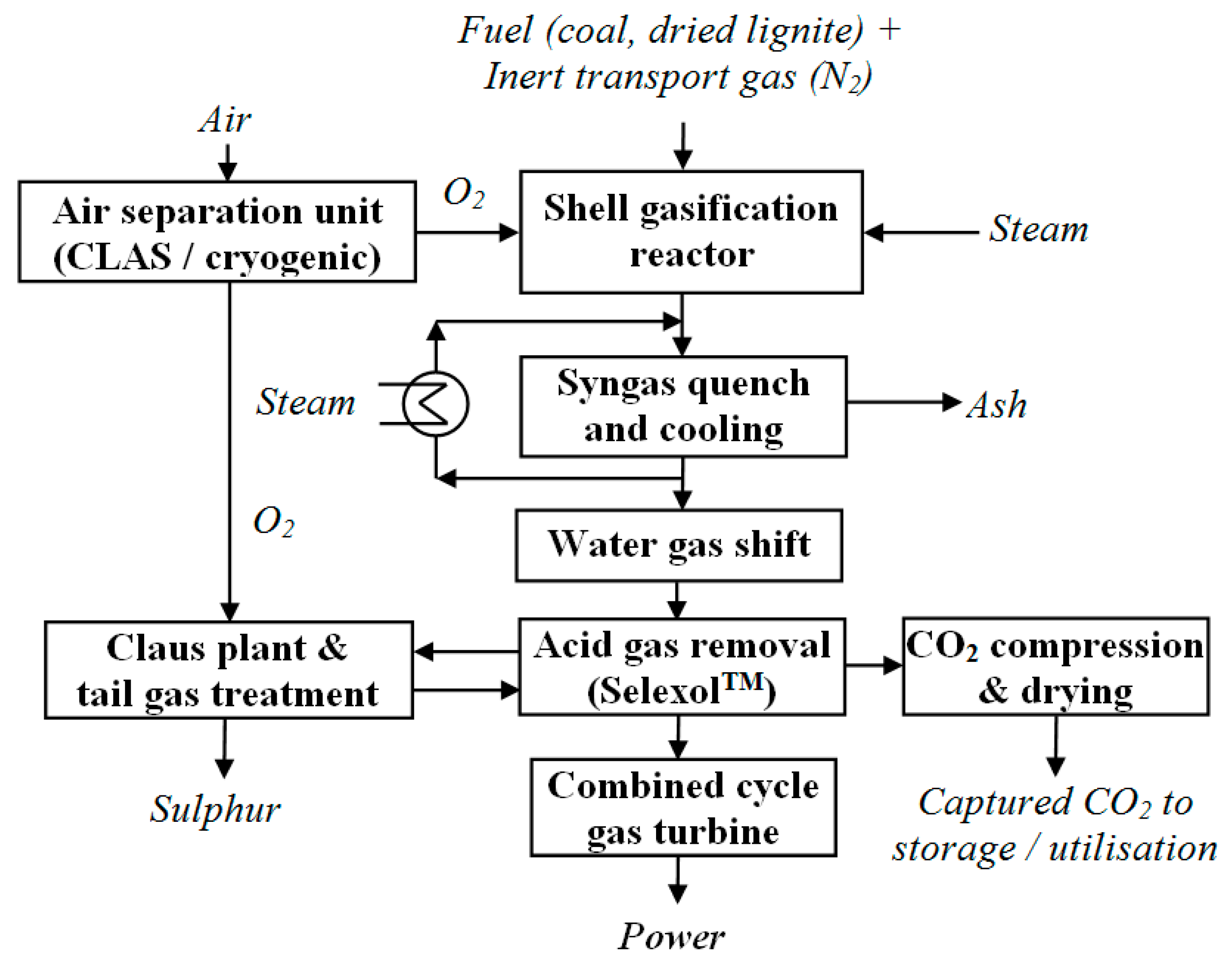
The technical performances of copper-based CLAS system integrated in coal and lignite oxy-combustion and integrated gasification combined cycle (IGCC) power plants equipped with carbon capture are assessed in this section. Figure 2 and Figure 3 present the conceptual design of coal and lignite-based oxy-combustion and IGCC power plants suited with carbon capture. CO2 capture is done in oxy-combustion plants by flue gas cooling followed by condensate removal and in IGCC plants by pre-combustion capture using gas-liquid absorption (SelexolTM physical solvent was used). In both cases, captured CO2 is then conditioned (drying by tri-ethylene-glycol and then compressed to 120 bar).
The following coal and lignite power plant designs were evaluated in this paper to assess the main techno-economic and environmental indicators:
- Case 1a: Super-critical pulverized coal (PC) power plant without CO2 capture;
- Case 1b: Coal-based oxy-combustion power plant with cryogenic ASU and CO2 capture;
- Case 1c: Coal-based oxy-combustion power plant with CLAS system and CO2 capture;
- Case 1d: Lignite-based oxy-combustion power plant with cryogenic ASU and CO2 capture;
- Case 1e: Lignite-based oxy-combustion power plant with CLAS system and CO2 capture;
- Case 2a: Coal-based IGCC power plant with cryogenic ASU and without CO2 capture;
- Case 2b: Coal-based IGCC power plant with cryogenic ASU and CO2 capture;
- Case 2c: Coal-based IGCC power plant with CLAS system and CO2 capture;
- Case 2d: Lignite-based IGCC power plant with cryogenic ASU and CO2 capture;
- Case 2e: Lignite-based IGCC power plant with CLAS system and CO2 capture.
For comparison reasons, the benchmark cases using cryogenic air distillation as well-known method for oxygen production were considered to evaluate the potential advantages of copper-based chemical looping air separation system in terms of enhancing the key plant performance indicators. As base case without CCS for total oxidation (combustion) technology, a modern state of the art super-critical pulverized-coal power plant was evaluated (Case 1a). Also, other base cases with CCS were used to evaluate the potential advantages of CLAS systems within a low carbon scenario. For lignite cases, the fuel is dried to the final moisture of 10 wt% using energy-efficient fluidized bed with internal waste heat utilization process (WTA) developed by RWE Power, Germany [19].
The copper-based CLAS system as well as coal and lignite-based oxy-fuel and gasification power plants with carbon capture were simulated using a process flow modeling software (ChemCAD). The mass and energy balances produced by simulation were then used to quantify the performance indicators. As main design assumptions used to build the ChemCAD simulations, Table 1 presents the most important model assumptions [14,20,21,22,23]. Regarding the power block configurations and main parameters, the oxy-combustion concepts were evaluated considering the same super-critical steam conditions (290 bar/582 °C and two steam reheats at 75 bar/580 °C and 20 bar/580 °C) in line with current technological development. The gasification concepts used a dry fed reactor (Shell gasification process and the same combined cycle gas turbine (CCGT) unit based on one Mitsubishi Hitachi Power Systems M701G2 gas turbine. For pre-combustion CO2 capture unit, SelexolTM process was chosen as acid gas removal system with separate CO2 and H2S removal.
Regarding the chemical looping reactors configurations used in the CLAS system, the interconnected fluidized bed mode was chosen considering the available operating experience as well as the ease of operation considerations [15,18]. As the thermal operation mode of the chemical looping reactors, the adiabatic option was chosen considering that this is the simplest and most feasible thermal operation configuration. The ChemCAD flowsheets of the evaluated oxy-combustion and gasification power plant concepts are based on the conceptual designs presented in Figure 1, Figure 2 and Figure 3.
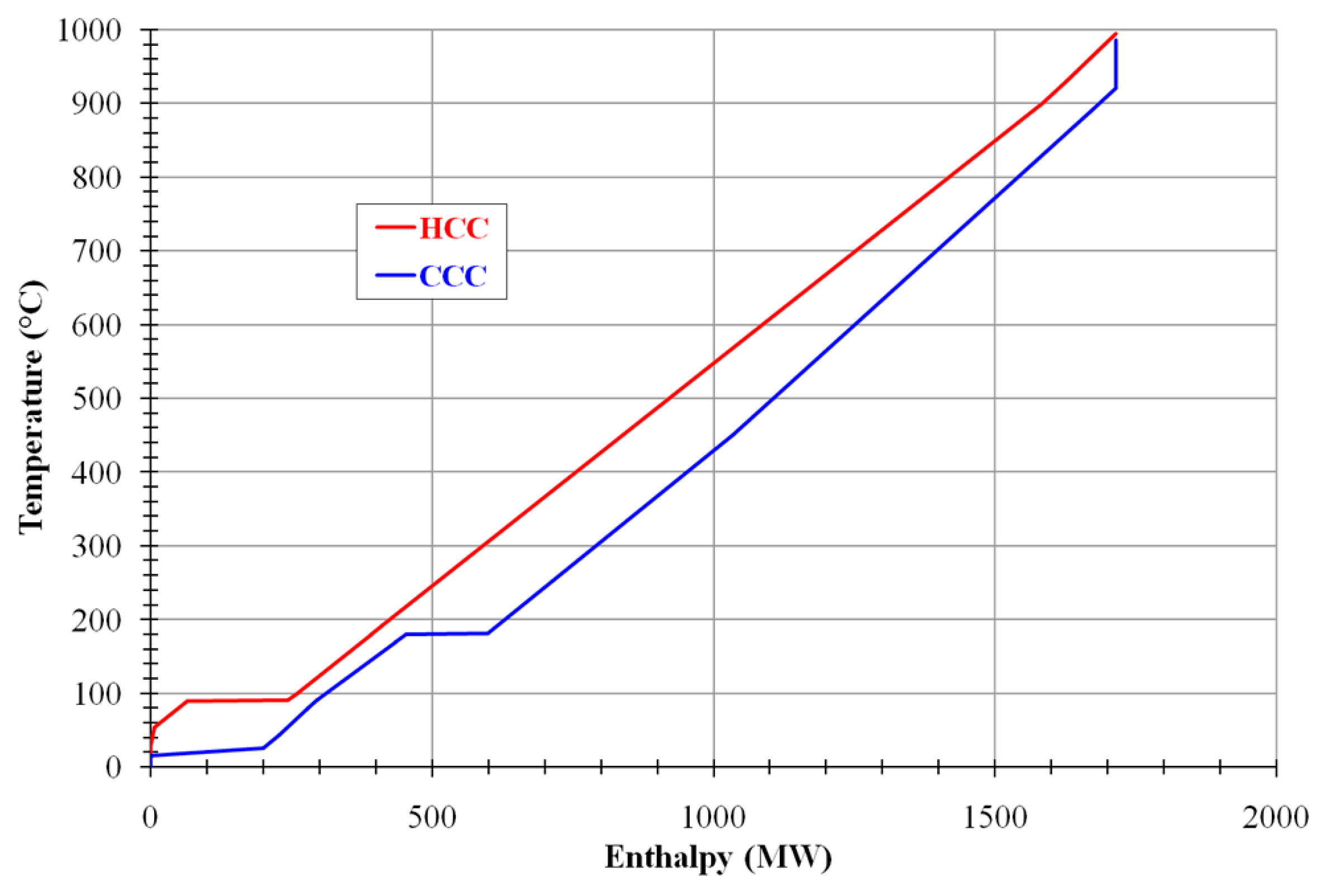
As mentioned before, the thermal integration of the heat sources and sinks (hot and cold process streams) within the CLAS system is crucial for an energy efficient process [24,25,26]. Pinch methodology was used to perform the thermal integration analysis not only for the CLAS system but also for the rest of the plant (a conservative value of 10 °C was chosen as minimum temperature difference). To illustrate the thermal integration analysis, Figure 4 presents the composite curves for the CLAS system used in conjunction with a coal-based super-critical oxy-combustion plant with carbon capture (Case 1c). The reason for the step-wise trends observed for HCC and CCC curves is the different number of hot and cold streams for each temperature interval.
After the closed heat and power integration analysis, the power consumption of CLAS system was significantly reduced in comparison to the cryogenic process (66–68 vs. 200 kWh/t) at similar purity of the produced oxygen (96% vs. 95% vol.).
The key technical and environmental performances of coal and lignite combustion-based power plants are presented in Table 2. For all concepts, the fossil fuel thermal input is the same (about 1096 MWth), the net electricity output is in the range of 353–475 MW. The net power efficiency for the non-capture design (benchmark design–Case 1a) is about 43.4% in line with the industrial experience [21,27,28]. The oxy-combustion cases with carbon capture have net efficiencies in the range of 32.2–37.8% with an energy penalty for CO2 capture by about 5.6–11.2 net percentage points (the higher value being for lignite case with cryogenic air separation). One can notice also that the lignite cases have lower energy efficiencies compared to the coal cases by about 2.4–2.7 net percentage points due to lower fuel quality. The overall conclusion is that the CLAS concepts have superior efficiencies compared to cryogenic air separation cases by about 2.9–3.2 net percentage points for the same CO2 capture rate (90%).
The key technical and environmental performances of coal and lignite gasification-based power plants are presented in Table 3. Considering that all investigated cases are using the same gas turbine, the fossil fuel thermal input is changing among various cases according to the overall plant energy efficiencies. The net electricity outputs of IGCC-based concepts are in the range of 382–484 MW. The net power efficiency for the benchmark case (non-capture design) is about 46% in accordance with the industrial experience for Shell gasification reactor [12,22,29,30,31]. IGCC power plants with carbon capture have net efficiencies in the range of 32–38.9% with an energy penalty for CO2 capture by about 7.1–13.9 net percentage points (the higher value being for lignite case with cryogenic air separation). As in the case of oxy-combustion, the lignite-based IGCC cases have lower energy efficiencies compared to the coal cases by about 5.1 net percentage points due to lower fuel quality. Similar to oxy-combustion, the CLAS concepts used in conjunction with IGCC power plants exhibit superior efficiencies compared to cryogenic air separation cases by about 1.7 net percentage points for the same carbon capture rate (90%). The smaller efficiency gain for IGCC compared is due to the fact that the gasification plants require lower oxygen demand that the oxy-combustion ones.
3. Assessing the Economic Performances of CLAS System Using Copper Oxides as Oxygen Carrier Integrated in Oxy-Combustion and Gasification Power Plants with Carbon Capture
As method used to estimate the capital costs of various investigated oxy-combustion and gasification power plant concepts, the cost correlation methodology was used [30]. For this purpose, the plant designs were split into main sub-systems e.g., solid fuel handling facilities, lignite drying unit, boiler/gasification island, air separation unit (either CLAS or cryogenic), flue gas/syngas treatment, CO2 capture and conditioning, sulphur removal unit, power block etc. The capital costs of each power plant sub-system were calculated using the following equation as presented in [32]:
where:
- CE—equipment cost having capacity Q;
- CB—base cost for equipment having capacity QB;
- M—constant (equipment type dependent);
- fM, fT, fP—correction factors for material of construction, temperature and pressure.
As scaling parameters for production capacity (Q) in Equation (2), the main mass or energy streams processed by each plant sub-system were used. The production capacities (Q) for each plant sub-system are based on the mass and energy balances obtained by simulation of various investigated oxy-combustion and gasification power plant designs. Reference base cost data (CB, QB and M) used in the analysis are indexed on year 2018 (using Chemical Engineering Plant Cost Index—CEPCI) considering the values presented in literature [11,22,30]. The specific capital investment (SCI) costs were assessed considering the total investment cost and net generated power for each power plant designs with the following equation:
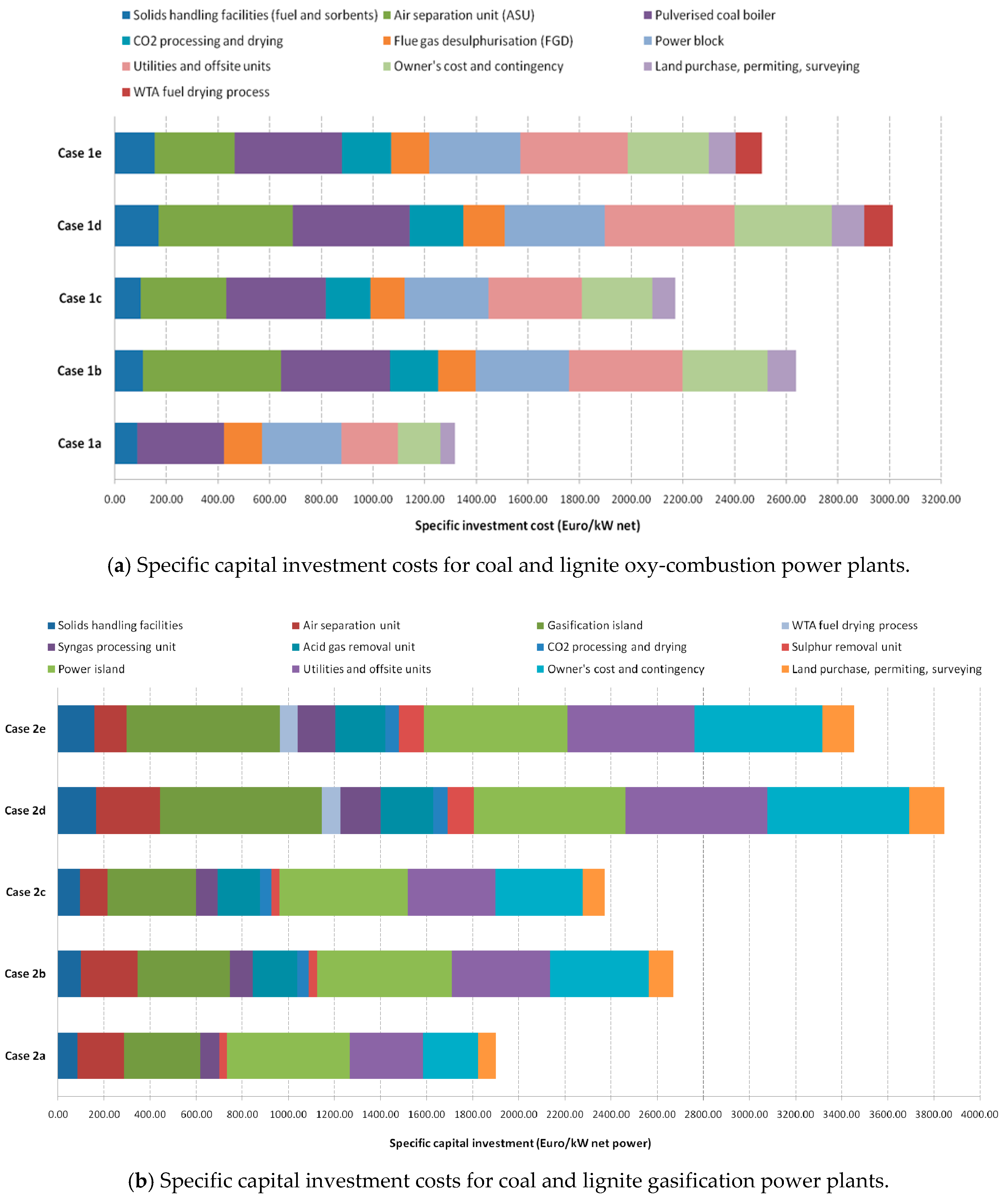
As the main economic assumptions used in capital cost calculation, the costs of external utilities and offsite units were evaluated as 25% of the plant sub-systems (on-site units). Owner’s cost and contingency were estimated as 15% of the total installed cost. The costs related to land purchase, permitting, surveying etc. were estimated as 5% of the total installed cost [30]. Figure 5a,b present the specific investment cost per kW net power, Figure 5a for coal and lignite oxy-combustion plant concepts and Figure 5b for coal and lignite IGCC plant concepts.
As can be noticed from Figure 5a, the specific investment costs for super-critical oxy-combustion power plants varied in the range between 1320 and 3010 €/kW net power, the lowest value being for the super-critical pulverized coal (PC) plant concept without carbon capture (Case 1a) considered as benchmark case. The carbon capture concepts have significantly higher specific capital investment costs compared to the design without carbon capture by about 855–1700 €/kW net power due to additional plant sub-systems (e.g., CO2 capture and conditioning) as well as lower overall plant energy efficiency. The CLAS concepts have lower specific investment costs than the cryogenic air separation concepts by about 470–510 €/kW net power (the lower value being for coal and the higher one for lignite). When comparing different fuels, the coal designs have lower specific investment that the lignite ones by about 335–375 €/kW net power.
For IGCC power plants, the trends observed for oxy-combustion concepts are similar with the difference that the overall specific capital investment costs are higher due to a more complex plant design. The SCI costs varied in the range between 1900 and 3850 €/kW net power, the lowest value being for the IGCC plant without carbon capture (Case 2a) considered as benchmark case. The carbon capture concepts have significantly higher specific capital investment costs compared to the design without carbon capture by about 470–1940 €/kW net power. The CLAS concepts have lower specific investment costs than the cryogenic air separation concepts by about 300–395 €/kW net power (the lower value being for coal and the higher one for lignite). One can notice that the specific investment cost gain for CLAS system used in an IGCC plant is lower than for an oxy-combustion plant because of lower oxygen demand. The coal designs have lower specific investment that the lignite ones by about 1100 €/kW net power (significantly higher than for oxy-combustion designs).
Operational and maintenance (O&M) costs have two main components: the fixed costs (which are independent of electricity output covering equipment depreciation, taxes, insurances, plant administration, annual overhaul etc.) and the variable costs (which are proportional to generated electricity covering fuel and other consumables, chemicals, catalysts, oxygen carrier, waste disposal, unscheduled repairs etc.). Table 4 presents the key assumptions used to assess the O&M costs. The O&M costs were evaluated using Peters and Timmerhaus method [33] considering all consumables in the process (based on mass and energy balances derived from simulation), personal and maintenance costs and the main economic assumptions presented in Table 4.
Once calculated the capital and operational and maintenance (O&M) costs, the levelised cost of electricity (LCOE) for various investigated cases were calculated using the net present value (NPV) methodology as presented in [32]. The CO2 removal and avoidance costs (useful economic indicators when different energy conversion systems equiped with CCS are compared one to another) were calculated as follow:
For super-critical oxy-combustion power plants, the operation and maintenance (O&M) costs, CO2 capture costs and levelized cost of electricity are presented in Table 5. One can notice that the O&M costs are higher for carbon capture designs (Cases 1b to 1e) than the benchmark case without carbon capture by about 34–45%. The lignite-based cases have higher O&M costs than the coal-based cases by about 4–6% (due to lower fuel quality—see the carbon contents and calorific values of both fuels presented in Table 1). When compared the two evaluated oxygen production technologies, one can notice that both technologies exhibit similar O&M costs (with a lower values for CLAS systems). Regarding the cost of electricity, it can be observed that there is a significant economic penalty between the carbon capture cases and the benchmark case without CO2 capture (about 55–102% increase for CCS cases). Also, one can noticed that the difference between the two oxygen production technologies is widening in terms of cost of electricity (about 12%). This fact is mainly due to the capital costs influence which is higher for the cryogenic air separation than for CLAS system.
For IGCC power plants, the operation and maintenance (O&M) costs, CO2 capture costs and levelized cost of electricity are presented in Table 6. The trends of economic indicators for IGCC power plants are similar to the ones for the oxy-combustion power plants e.g., the CLAS system showed better economic performances than the cryogenic air separation system as oxygen production method, the lignite-based systems have higher costs than the coal-based systems etc. However, the differences between cryogenic air separation and CLAS system both used for IGCC power plants are smaller than for oxy-combustion power plants because of lower oxygen consumption.
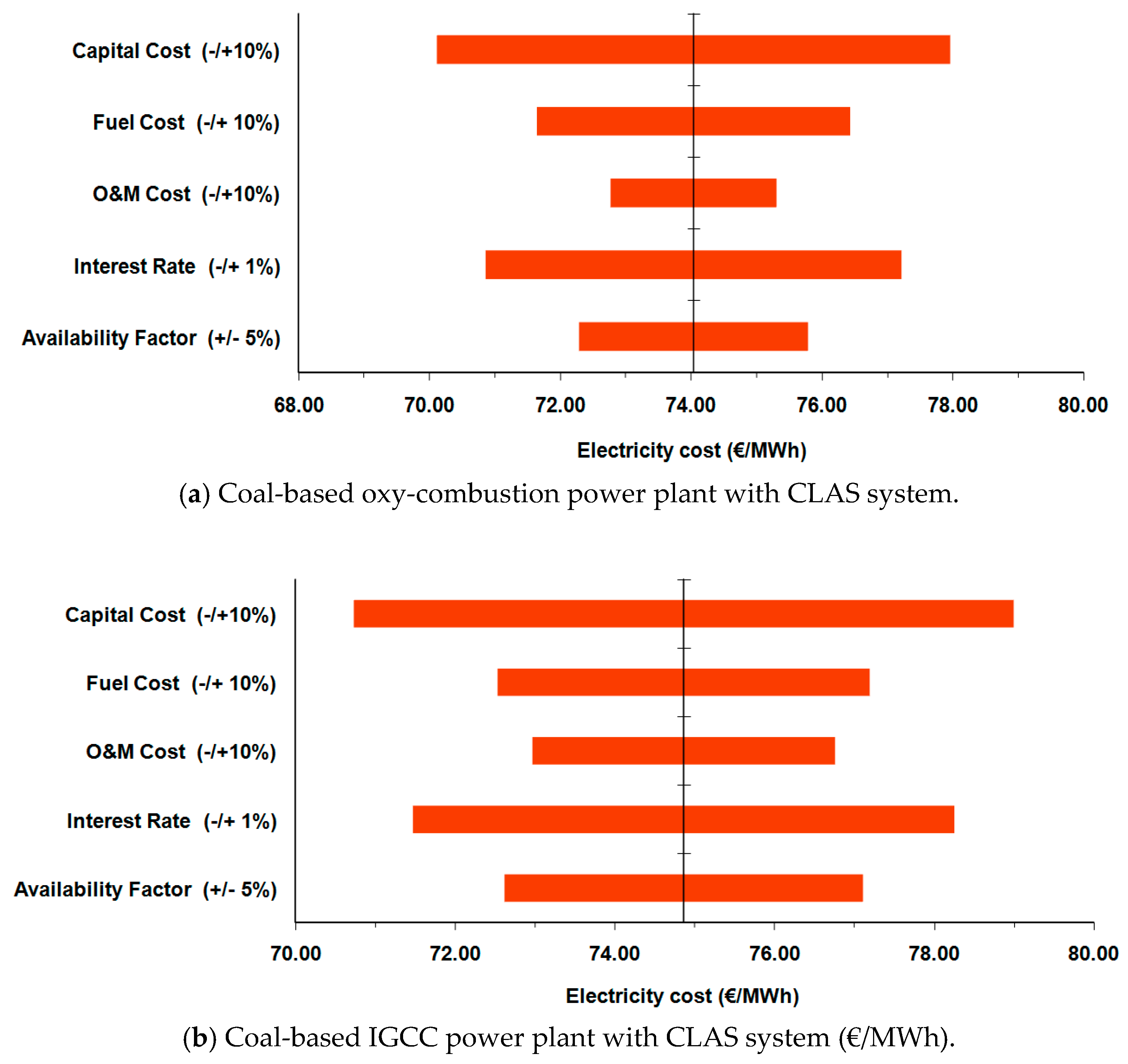
To assess the variation of electricity cost vs. several key economic parameters (e.g., capital cost, coal and lignite costs, O&M cost, interest rate, availability factor etc.), sensitivity analysis were performed. Figure 6a,b present the variation of electricity cost with the capital cost (±10% variation scale), the fuel cost (±10% variation scale), the O&M cost (±10% variation scale), the interest rate (±1% variation scale) and the plant availability factor (±5% variation scale) for coal-based oxy-combustion and IGCC power plants equipped with CLAS system (Cases 1c and 2c).
As can be noticed for both power generation technologies, the capital cost and the interest rate have the most pronounced influence on the electricity cost followed by the fuel cost and the plant availability factor. The O&M cost has the smallest influence on the electricity cost.
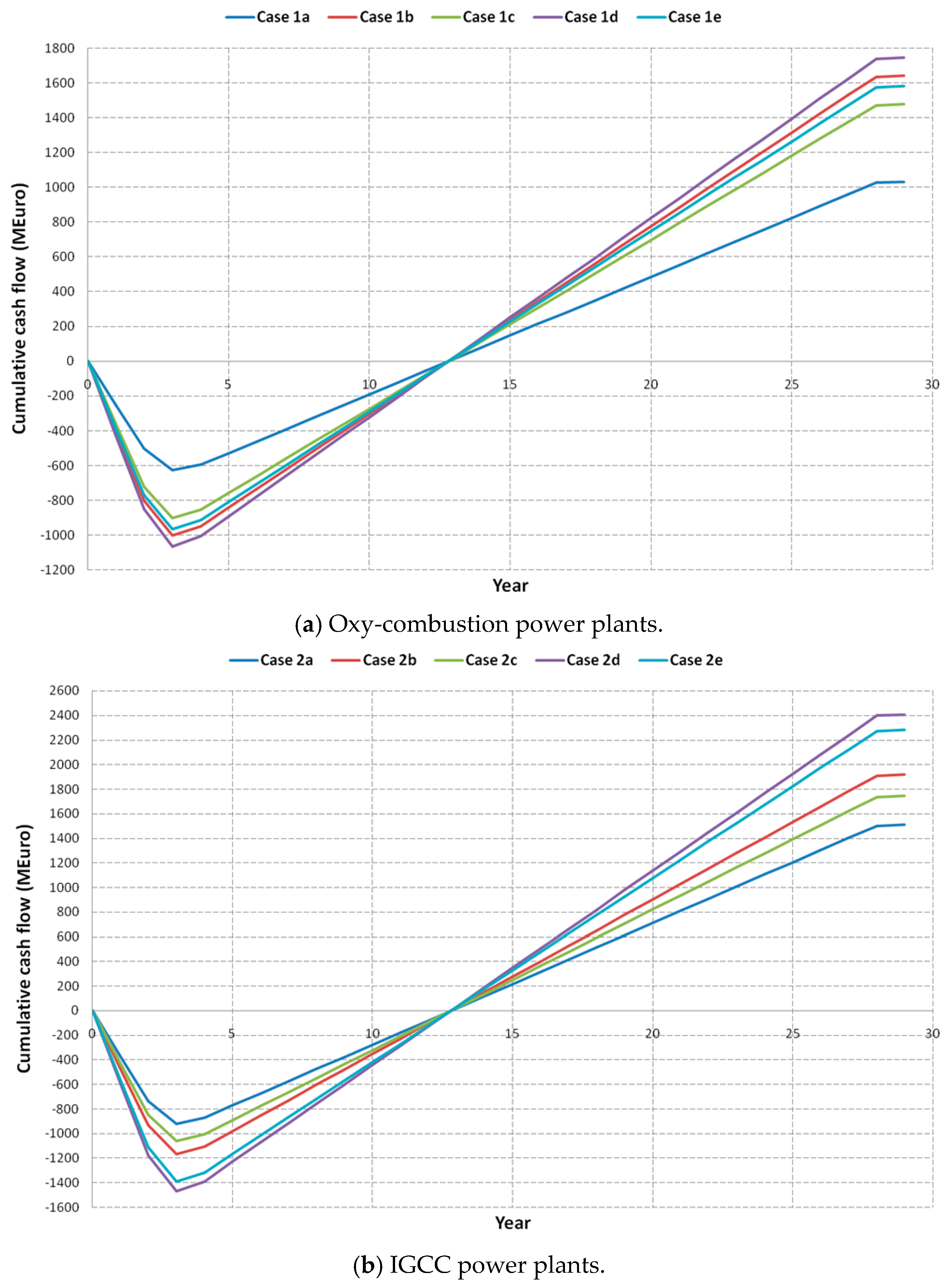
Cash flow and cumulative cash flow are useful tools to assess the project economic over its entirely productive life [34]. As assumption used in the present analysis, 29 years was considered as whole project economic life divided as follow: 3 years for plant erection (40%:40%:20% were considered as expenditure factors per each building year), 25 years for power plant operation and 1 year for recuperation of the working capital. The cumulative cash flow calculation was done in line with the proposed International Energy Agency—Greenhouse Gas Programme (IEAGHG) methodology [35]. The cumulative cash flows for assessed oxy-combustion and IGCC power plants are presented in Figure 7a,b.
One can notice that for both power generation technologies the CO2 capture induces an increase of the overall cumulative cash flow compared to the designs without carbon capture. The payback period (for both oxy-combustion and gasification plants) is about 13 years. Also, it can be noticed that IGCC plants have higher cumulative cash flows than the oxy-combustion plants.
4. Conclusions
This paper assessed the main techno-economic and environmental performances of chemical looping air separation (CLAS) system used within coal and lignite-based oxy-combustion and gasification power plants. The assessments were concentrating on large scale power plants with 350–500 MW net electricity output and 90% CO2 capture rate. Benchmark oxy-combustion and gasification cases without CO2 capture were examined to evaluate the potential energy efficiency refinements and to quantify the CO2 capture energy and cost penalties.
As the results demonstrate, the air separation systems based on chemical looping technology used in total oxidation (combustion) and partial oxidation (gasification) power plants confers significantly better techno-economic performances than the cryogenic air distillation. In terms of energy efficiency, the total oxidation (combustion) power plant equipped with CLAS system has net power efficiency with about 2.9–3.2 percentage points higher than the correspondent system with cryogenic air distillation. The partial oxidation (gasification) power plant equipped with CLAS technology has a net power efficiency with about 1.8 percentage points higher than the correspondent system with cryogenic air distillation. In terms of key economic indicators, the utilization of CLAS system in coal and lignite-based oxy-combustion and gasification power plants is significantly improves the economics e.g., reduction of specific capital investments by about 12–18% (e.g., from 2640–2670 €/kW to about 2170–2370 €/kW for coal oxy-combustion and gasification plants), lower cost of electricity by about 8–11% (e.g., from 81–83.2 €/MWh to 74–75 €/MWh for coal oxy-combustion and gasification plants) as well as lower CO2 avoidance cost by about 17–27% (e.g., from 35–51 €/t to 25–37 €/t for coal oxy-combustion and gasification plants). The highest techno-economic improvements being noticed for oxy-combustion cases since these are using more oxygen than the gasification plants. The main conclusion of this work is that the chemical looping systems (illustrated here by copper-based cycle) are very promising for application in oxygen production used to significantly improve the overall energy efficiencies in comparison to current technology based on cryogenic air distillation.
Acknowledgments
This research was funded by a grant of the Romanian National Authority for Scientific Research, CNCS—UEFISCDI, project ID PN-III-P4-ID-PCE-2016-0031: “Developing innovative low carbon solutions for energy-intensive industrial applications by Carbon Capture, Utilization and Storage (CCUS) technologies”.
Conflicts of Interest
The author declares no conflict of interest.
References
- Metz, B.; Davidson, O.; de Coninck, H.; Loos, M.; Meyer, L. Carbon Dioxide Capture and Storage; Intergovernmental Panel on Climate Change (IPCC): Geneva, Switzerland, 2005; pp. 75–178. ISBN 13 978-0-521-68551-1. [Google Scholar]
- European Commission. A policy framework for climate and energy in the period from 2020 to 2030. In Technical Report COM (2014); 15 final; Official Journal of the European Union: Brussels, Belgium, 2014. [Google Scholar]
- Pettinau, A.; Ferrara, F.; Tola, V.; Cau, G. Techno-economic comparison between different technologies for CO2-free power generation from coal. Appl. Energy 2017, 193, 426–439. [Google Scholar] [CrossRef]
- Lohwasser, R.; Madlener, R. Economics of CCS for coal plants: Impact of investment costs and efficiency on market diffusion in Europe. Energy Econ. 2012, 34, 850–863. [Google Scholar] [CrossRef]
- Hanak, D.P.; Powell, D.; Manovic, V. Techno-economic analysis of oxy-combustion coal-fired power plant with cryogenic oxygen storage. Appl. Energy 2017, 191, 193–203. [Google Scholar] [CrossRef]
- Fan, L.S. Chemical Looping Systems for Fossil Energy Conversions; Wiley-AIChE: Hoboken, NJ, USA, 2010; ISBN 978-0-470-87252-9. [Google Scholar]
- Adanez, J.; Abad, A.; Garcia-Labiano, F.; Gayan, P.; de Diego, L.F. Progress in chemical-looping combustion and reforming technologies. Prog. Energy Combust. 2012, 38, 215–282. [Google Scholar] [CrossRef] [Green Version]
- Luo, M.; Yi, Y.; Wang, S.; Wang, Z.; Du, M.; Pan, J.; Wang, Q. Review of hydrogen production using chemical-looping technology. Renew. Sust. Energy Rev. 2018, 81, 3186–3214. [Google Scholar] [CrossRef]
- Shi, B.; Wu, E.; Wu, W. Novel design of chemical looping air separation process for generating electricity and oxygen. Energy 2017, 134, 449–457. [Google Scholar] [CrossRef]
- Skorek-Osikowska, A.; Bartela, L.; Kotowicz, J. A comparative thermodynamic, economic and risk analysis concerning implementation of oxy-combustion power plants integrated with cryogenic and hybrid air separation units. Energy Convers. Manag. 2015, 92, 421–430. [Google Scholar] [CrossRef]
- Cormos, C.C. Oxy-combustion of coal, lignite and biomass: A techno-economic analysis for a large scale Carbon Capture and Storage (CCS) project in Romania. Fuel 2016, 169, 50–57. [Google Scholar] [CrossRef]
- International Energy Agency—Greenhouse Gas R&D Programme (IEAGHG). Potential for Improvement in Gasification Combined Cycle Power Generation with CO2 Capture; Report PH4/19; IEAGHG: Cheltenham, UK, 2003. [Google Scholar]
- Parraga, J.; Khalilpour, K.R.; Vassallo, A. Polygeneration with biomass-integrated gasification combined cycle process: Review and prospective. Renew. Sustain. Energy Rev. 2018, 92, 219–234. [Google Scholar] [CrossRef]
- Cormos, C.C. Assessment of copper-based chemical looping air separation system for energy efficiency improvements of oxy-combustion and gasification power plants. Appl. Therm. Eng. 2018, 130, 120–126. [Google Scholar] [CrossRef]
- Song, T.; Shen, L. Review of reactor for chemical looping combustion of solid fuels. Int. J. Greenh. Gas Control 2018, 76, 92–110. [Google Scholar] [CrossRef]
- Moghtaderi, B. Application of chemical looping concept for air separation at high temperatures. Energy Fuel 2010, 24, 190–198. [Google Scholar] [CrossRef]
- Shah, K.; Moghtaderi, B.; Wall, T. Selection of suitable oxygen carriers for chemical looping air separation: A thermodynamic approach. Energy Fuel 2012, 26, 2038–2045. [Google Scholar] [CrossRef]
- Ghoniem, A.F.; Zhao, Z.; Dimitrakopoulos, G. Gas oxy combustion and conversion technologies for low carbon energy: Fundamentals, modeling and reactors. Proc. Combust. Inst. 2018. [Google Scholar] [CrossRef]
- The WTA Technology—An Advanced Method of Processing and Drying Lignite. Available online: https://www.rwe.com/web/cms/mediablob/en/2858/data/77254/2/rwe-power-ag/wta-plant/Download.pdf (accessed on 10 October 2018).
- Zhu, L.; Wang, F.; Zhang, Z. Thermodynamic evaluation of a conceptual process for coal gasification coupled with chemical looping air separation. Chem. Eng. Process. 2016, 106, 33–41. [Google Scholar] [CrossRef]
- Cormos, C.C. Chemical Looping with Oxygen Uncoupling (CLOU) concepts for high energy efficient power generation with near total fuel decarbonisation. Appl. Therm. Eng. 2016, 112, 924–931. [Google Scholar] [CrossRef]
- Cormos, C.C. Integrated assessment of IGCC power generation technology with carbon capture and storage (CCS). Energy 2012, 42, 434–445. [Google Scholar] [CrossRef]
- Deng, Z.; Jin, B.; Zhao, Y.; Gao, H.; Huang, Y.; Luo, X.; Liang, Z. Process simulation and thermodynamic evaluation for chemical looping air separation using fluidized bed reactors. Energy Convers. Manag. 2018, 160, 289–301. [Google Scholar] [CrossRef]
- Bandyopadhyay, S.; Varghese, J.; Bansal, V. Targeting for cogeneration potential through total site integration. Appl. Therm. Eng. 2010, 30, 6–14. [Google Scholar] [CrossRef]
- Cloete, S.; Giuffrida, A.; Romano, M.; Chiesa, P.; Pishahang, M.; Larring, Y. Integration of chemical looping oxygen production and chemical looping combustion in integrated gasification combined cycles. Fuel 2018, 220, 725–743. [Google Scholar] [CrossRef]
- Shah, K.; Moghtaderi, B.; Zanganeh, J.; Wall, T. Integration options for novel chemical looping air separation (ICLAS) process for oxygen production in oxy-fuel coal fired power plants. Fuel 2013, 107, 356–370. [Google Scholar] [CrossRef]
- Department of Energy—National Energy Technology Laboratory (NETL). Cost and Performance Baseline for Fossil Energy Plants. Volume 1: Bituminous Coal and Natural Gas to Electricity; Report DOE/NETL—2010/1397; NETL: Pittsburgh, PA, USA, 2010.
- International Energy Agency—Greenhouse Gas R&D Programme (IEAGHG). CO2 Capture in Low Rank Coal Power Plants; Report 2006/1; IEAGHG: Cheltenham, UK, 2006. [Google Scholar]
- Higman, C.; van der Burgt, M. Gasification, 2nd ed.; Gulf Professional Publishing: Houston, TX, USA, 2008; ISBN 9780750685283. [Google Scholar]
- Cormos, C.C.; Vatopoulos, K.; Tzimas, E. Assessment of the consumption of water and construction materials in state-of-the-art fossil fuel power generation technologies involving CO2 capture. Energy 2013, 51, 37–49. [Google Scholar] [CrossRef]
- Cloete, S.; Tobiesen, A.; Morud, J.; Romano, M.; Chiesa, P.; Giuffrida, A.; Larring, Y. Economic assessment of chemical looping oxygen production and chemical looping combustion in integrated gasification combined cycles. Int. J. Greenh. Gas Control 2018, 78, 354–363. [Google Scholar] [CrossRef]
- Smith, R. Chemical Process Design and Integration, 2nd ed.; Wiley: Hoboken, NJ, USA, 2016; ISBN 978-1119990130. [Google Scholar]
- Peters, M.S.; Timmerhaus, K.S. Plant Design and Economics for Chemical Engineers, 5th ed.; McGraw Hill: New York, NY, USA, 2002; ISBN 978-0072392661. [Google Scholar]
- Towler, G.; Sinnott, R.K. Chemical Engineering Design: Principles, Practice and Economics of Plant and Process Design, 2nd ed.; Butterworth-Heinemann: Oxford, UK, 2012; ISBN 978-0080966595. [Google Scholar]
- International Energy Agency—Greenhouse Gas R&D Programme (IEAGHG). Co-Production of Hydrogen and Electricity by Coal Gasification with CO2 Capture—Updated Economic Analysis; Report 2008/9; IEAGHG: Cheltenham, UK, 2008. [Google Scholar]
Figure 1.
Design of copper-based chemical looping cycle used for oxygen production (CLAS).

Figure 2.
Design of oxy-fuel combustion power plant with CO2 capture.

Figure 3.
Design of integrated gasification combined cycle (IGCC) power plant suited with pre-combustion CO2 capture.
Figure 3.
Design of integrated gasification combined cycle (IGCC) power plant suited with pre-combustion CO2 capture.

Figure 4.
Hot and cold composite curves for CLAS system used in conjunction with Case 1c.

Figure 5.
Specific capital investment costs for oxy-combustion and gasification power plants.

Figure 6.
Electricity cost sensitivity analysis for coal-based oxy-combustion and IGCC power plants equipped with CLAS system.
Figure 6.
Electricity cost sensitivity analysis for coal-based oxy-combustion and IGCC power plants equipped with CLAS system.

Figure 7.
Cumulative cash flow analysis for oxy-combustion and IGCC power plants.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Main model assumptions of evaluated oxy-combustion and gasification power plants integrated with copper-based CLAS system.
Table 1.
Main model assumptions of evaluated oxy-combustion and gasification power plants integrated with copper-based CLAS system.
| Unit | Parameter |
|---|---|
| Coal | Elementary (ultimate) analysis (wt% dry): 72.31% carbon, 4.10% hydrogen, 1.69% nitrogen 7.45% oxygen, 0.56% sulphur, 13.89% ash; Moisture: 8%; Lower calorific value: 25.17 MJ/kg |
| Lignite | Elementary (ultimate) analysis (wt% dry): 45.17% carbon, 3.64% hydrogen, 0.33% nitrogen 21.70% oxygen, 1.17% sulphur, 27.99% ash; Moisture: 40%; Lower calorific value: 15.03 MJ/kg |
| Fuel (lignite) drying | Drying technology: Fluidized bed system with internal waste heat utilization—WTA Final fuel moisture (after drying): 10 wt. %; Power consumption: 120 kWh/t removed water |
| Boiler (Cases 1a to 1e) | Super-critical pulverized coal (PC) boiler; Fuel conversion: 99.5% |
| Gasification reactor (Cases 2a to 2e) | Dry fed syngas quench reactor (Shell type) operated at 40 bar and 1400 °C; Fuel conversion: 99.5% Oxygen to coal ratio: 0.84 kg/kg; Steam to coal ratio: 0.12 kg/kg; Nitrogen to coal ratio: 0.09 kg/kg O2 pressure fed to gasifier: 48 bar; Reactor pressure drop: 1.5 bar |
| Cryogenic air separation unit | Oxygen purity: 95% (vol.); ASU electricity consumption: 200 kWh/t oxygen |
| Copper-based chemical looping cycle as air separation unit | Oxygen carrier: CuO/Cu2O:TiO2 = 50:50 (weight basis) Reduction reactor T and p: 900 °C and 1.25 bar; Reactor type: kinetic; Thermal operation: adiabatic Oxidation reactor T and p: 995 °C and 1.25 bar; Reactor type: kinetic; Thermal operation: adiabatic Oxygen purity: 96% (vol.); Electricity consumption: 66.1 kWh/t oxygen; Steam consumption: 0.84 t/t |
| Water gas shift stage (Cases 2a to 2e) | Sour shift catalyst; Two water gas shift reactors (fixed bed); Steam/CO ratio: 2 CO conversion: 96–98%; Reactor type: kinetic; Reactor thermal mode: adiabatic |
| Desulphurization unit | Cases 1a to 1e: Limestone FGD; 98–99% efficiency Cases 2a to 2e: SelexolTM acid gas removal system coupled with O2-blown Claus plant |
| Carbon capture unit (Cases 2a to 2e) | SelexolTM acid gas removal system with separate H2S and CO2 capture Overall desulphurization yield: ~99%; Overall carbon capture yield: ~95% |
| Conditioning unit for captured CO2 (only for carbon capture designs) | Four-stage compression with stage intercooling, Final delivery pressure: 120 bar Captured CO2 dehydration system: Tri-ethylene-glycol (TEG) CO2 quality specification (vol.%): >95% CO2; <2000 ppm CO; <250 ppm H2O; <100 ppm H2S <4% non-condensable components (e.g., H2, N2, Ar) |
| Power block | Cases 1a to 1e: Steam turbine Cases 2a to 2e: Gas turbine combined cycle; 1 × M701G2 gas turbine Net electricity output: 334 MW; Net power efficiency: 39.5%; Pressure ratio: 21 |
| Steam (Rankine) cycle | Cases 1a to 1e: 290 bar/582 °C; Two reheats: 75 bar/580 °C and 20 bar/580 °C Cases 2a to 2e: 3 steam pressure levels (HP: 120 bar MP: 34 bar LP: 3 bar); One MP reheat |
| Condenser pressure | 45 mbar |
| Cooling water temperature | 15 °C |
| Heat exchanger ΔTmin. | 10 °C |
| Heat exchanger pressure drop | 1–3% of inlet pressure |
Table 2.
Overall coal and lignite oxy-combustion power plant technical performances.
| Main Plant Data | Units | Case 1a | Case 1b | Case 1c | Case 1d | Case 1e |
|---|---|---|---|---|---|---|
| Coal/lignite flowrate | t/h | 156.74 | 156.74 | 156.74 | 262.34 | 262.34 |
| Coal/lignite lower calorific value | MJ/kg | 25.17 | 15.03 | |||
| Coal/lignite thermal energy (A) | MWth | 1095.87 | 1095.87 | 1095.87 | 1095.77 | 1095.77 |
| Steam turbine output | MWe | 502.85 | 520.84 | 510.50 | 521.50 | 511.20 |
| Gross power output (B) | MWe | 502.85 | 520.84 | 510.50 | 521.50 | 511.20 |
| Fuel processing | MWe | 5.47 | 5.48 | 5.48 | 5.47 | 5.47 |
| Lignite drying (WTA process) | MWe | 0.00 | 0.00 | 0.00 | 24.41 | 24.41 |
| Air separation unit | MWe | 0.00 | 68.50 | 23.05 | 62.75 | 20.75 |
| CO2 capture and conditioning | MWe | 0.00 | 52.70 | 52.65 | 60.35 | 60.40 |
| Power island power consumption | MWe | 22.05 | 14.55 | 14.68 | 15.48 | 15.52 |
| Total ancillary power consumption (C) | MWe | 27.52 | 141.23 | 95.86 | 168.46 | 126.55 |
| Net power output (D = B − C) | MWe | 475.33 | 379.61 | 414.64 | 353.04 | 384.65 |
| Gross power efficiency (B/A × 100) | % | 45.88 | 47.52 | 46.58 | 47.59 | 46.65 |
| Net power efficiency (D/A × 100) | % | 43.37 | 34.64 | 37.83 | 32.21 | 35.10 |
| Carbon capture rate | % | 0.00 | 90.00 | 90.00 | 90.00 | 90.00 |
| CO2 specific emissions | kg/MWh | 799.80 | 100.17 | 91.70 | 118.28 | 108.56 |
Table 3.
Overall coal and lignite IGCC power plant technical performances.
| Main Plant Data | Units | Case 2a | Case 2b | Case 2c | Case 2d | Case 2e |
|---|---|---|---|---|---|---|
| Coal/lignite flowrate | t/h | 150.50 | 168.50 | 168.50 | 285.54 | 285.54 |
| Coal/lignite lower calorific value | MJ/kg | 25.17 | 15.03 | |||
| Coal/lignite thermal energy (A) | MWth | 1052.30 | 1178.10 | 1178.10 | 1192.71 | 1192.71 |
| Gas turbine output | MWe | 334.00 | 334.00 | 334.00 | 334.00 | 334.00 |
| Steam turbine output | MWe | 224.75 | 219.98 | 218.49 | 208.10 | 206.75 |
| Expander power output | MWe | 1.35 | 0.50 | 0.50 | 0.75 | 0.75 |
| Gross power output (B) | MWe | 560.10 | 554.48 | 552.99 | 542.85 | 541.50 |
| Air separation including O2 compression | MWe | 41.85 | 47.32 | 25.14 | 46.49 | 24.01 |
| Lignite drying (WTA process) | MWe | 0.00 | 0.00 | 0.00 | 19.23 | 19.23 |
| Gasification island power consumption | MWe | 8.62 | 10.45 | 10.45 | 8.81 | 8.82 |
| AGR including CO2 drying and compression | MWe | 6.70 | 39.62 | 39.65 | 67.78 | 67.75 |
| Power island power consumption | MWe | 19.12 | 19.30 | 19.35 | 18.48 | 18.55 |
| Total ancillary power consumption (C) | MWe | 76.29 | 116.69 | 94.59 | 160.79 | 138.36 |
| Net power output (D = B − C) | MWe | 483.81 | 437.78 | 458.40 | 382.06 | 403.14 |
| Gross power efficiency (B/A × 100) | % | 53.22 | 47.06 | 46.93 | 45.51 | 45.40 |
| Net power efficiency (D/A × 100) | % | 45.97 | 37.16 | 38.91 | 32.03 | 33.80 |
| Carbon capture rate | % | 0.00 | 90.00 | 90.00 | 90.00 | 90.00 |
| CO2 specific emissions | kg/MWh | 760.12 | 86.25 | 82.37 | 98.52 | 92.52 |
Table 4.
Economic assumptions used for assessment of O&M costs.
| Parameter | Value |
|---|---|
| Coal and lignite price | 2.5 €/GJ |
| Auxiliary fuel (for IGCC cases) price | 6.0 €/GJ |
| Limestone (fluxing material) price | 20 €/t |
| Sulphur (by-product) price | 100 €/t |
| Boiler fed water and process water price | 0.10 €/t |
| Cooling water price | 0.01 €/t |
| Catalysts (WGS, Claus) cost per year | 1,500,000 € |
| SelexolTM solvent price | 6500 €/t |
| Copper oxide price | 1000 €/t |
| CW chemical treatment | 0.0025 €/m3 |
| Boiler fed water and process water treatment | 90,000 €/month |
| Slag (ash) disposal price | 10.0 €/t |
| Direct labor (number of plant personnel) | 105 persons (oxy-combustion) 120 persons (IGCC) |
| Direct labor cost per year | 50,000 €/person |
| Administrative, support and overhead cost | 30% from direct labor cost |
| Maintenance costs per year | 3.5% from capital costs |
| Working capital | 30 days plant supply |
| Average annual operational hours | 7500 h/year |
| Discount rate | 8% |
| CO2 price | 5 €/t |
| Plant construction time/capital share per year | 3 years/40%; 40%; 20% |
| Economic plant life | 25 years |
Table 5.
Operation and maintenance (O&M) costs, CO2 capture costs and levelized cost of electricity for oxy-combustion power plants.
Table 5.
Operation and maintenance (O&M) costs, CO2 capture costs and levelized cost of electricity for oxy-combustion power plants.
| O&M Costs | Units | Case 1a | Case 1b | Case 1c | Case 1d | Case 1e |
|---|---|---|---|---|---|---|
| Fixed O&M costs | ||||||
| Annual maintenance cost | M€/year | 18.05 | 26.22 | 26.46 | 28.43 | 26.47 |
| Direct labor cost | M€/year | 5.25 | 5.25 | 5.25 | 5.25 | 5.25 |
| Administrative, support and overhead cost | M€/year | 1.58 | 1.58 | 1.58 | 1.58 | 1.58 |
| Total fixed O&M costs (year) | M€/year | 24.88 | 33.04 | 33.28 | 35.26 | 33.30 |
| Total fixed O&M costs (MWh net power) | €/MWh | 6.97 | 11.60 | 10.70 | 13.31 | 11.54 |
| Variable O&M costs | ||||||
| Fuel | M€/year | 73.98 | 73.98 | 73.98 | 65.09 | 65.09 |
| Make up water | M€/year | 0.08 | 0.17 | 0.16 | 2.76 | 2.76 |
| Catalysts | M€/year | 0.50 | 0.50 | 0.50 | 0.50 | 0.50 |
| Sorbent (limestone) and Oxygen carrier (copper oxide) | M€/year | 0.38 | 1.13 | 8.63 | 4.05 | 11.55 |
| Chemicals | M€/year | 1.37 | 1.91 | 1.91 | 1.26 | 1.26 |
| Total variable O&M costs (year) | M€/year | 76.31 | 77.68 | 85.18 | 73.66 | 81.16 |
| Total variable O&M costs (MWh net power) | €/MWh | 21.40 | 27.28 | 27.39 | 27.81 | 28.13 |
| Total fixed and variable costs (year) | M€/y | 101.19 | 110.72 | 118.46 | 108.92 | 114.46 |
| Total fixed and variable costs (MWh net power) | €/MWh | 28.38 | 38.89 | 38.09 | 41.13 | 39.67 |
| Levelized cost of electricity (LCOE) | €/MWh | 47.78 | 83.14 | 74.04 | 96.54 | 86.55 |
| CO2 removal cost | €/t | - | 39.21 | 31.80 | 45.80 | 39.66 |
| CO2 avoided cost | €/t | - | 50.52 | 37.12 | 71.54 | 56.06 |
Table 6.
Operation and maintenance (O&M) costs, CO2 capture costs and levelized cost of electricity for IGCC power plants.
Table 6.
Operation and maintenance (O&M) costs, CO2 capture costs and levelized cost of electricity for IGCC power plants.
| O&M Costs | Units | Case 2a | Case 2b | Case 2c | Case 2d | Case 2e |
|---|---|---|---|---|---|---|
| Fixed O&M costs | ||||||
| Annual maintenance cost | M€/year | 27.36 | 31.55 | 30.00 | 39.59 | 38.13 |
| Direct labor cost | M€/year | 5.60 | 6.00 | 6.00 | 6.00 | 6.00 |
| Administrative, support and overhead cost | M€/year | 1.68 | 1.80 | 1.80 | 1.80 | 1.80 |
| Total fixed O&M costs (year) | M€/year | 34.64 | 39.35 | 37.80 | 47.39 | 45.93 |
| Total fixed O&M costs (MWh net power) | €/MWh | 9.54 | 11.98 | 10.99 | 16.53 | 15.19 |
| Variable O&M costs | ||||||
| Fuel | M€/year | 71.04 | 79.53 | 79.53 | 80.51 | 80.51 |
| Auxiliary fuel | M€/year | 0.16 | 0.16 | 0.16 | 0.16 | 0.16 |
| Make up water | M€/year | 0.07 | 0.28 | 0.28 | 0.29 | 0.29 |
| Catalysts | M€/year | 0.00 | 1.50 | 1.50 | 1.50 | 1.50 |
| Solvent (Selexol) and Oxygen carrier (copper oxide) | M€/year | 0.73 | 1.46 | 5.21 | 1.46 | 5.36 |
| Chemicals | M€/year | 1.74 | 1.83 | 1.83 | 1.92 | 1.92 |
| Waste disposal | M€/year | 1.49 | 1.62 | 1.62 | 1.49 | 1.49 |
| Total variable O&M costs (year) | M€/year | 75.22 | 86.38 | 90.13 | 87.32 | 91.22 |
| Total variable O&M costs (MWh net power) | €/MWh | 20.72 | 26.30 | 26.21 | 30.47 | 30.17 |
| Total fixed and variable costs (year) | M€/y | 109.86 | 125.73 | 127.93 | 134.71 | 137.15 |
| Total fixed and variable costs (MWh net power) | €/MWh | 30.27 | 38.29 | 37.21 | 47.01 | 45.36 |
| Levelized cost of electricity (LCOE) | €/MWh | 57.76 | 81.01 | 74.86 | 100.77 | 99.98 |
| CO2 removal cost | €/t | - | 27.86 | 18.18 | 56.38 | 50.70 |
| CO2 avoided cost | €/t | - | 34.39 | 25.37 | 75.56 | 63.24 |
© 2018 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Cormos, C.-C. Techno-Economic Evaluations of Copper-Based Chemical Looping Air Separation System for Oxy-Combustion and Gasification Power Plants with Carbon Capture. Energies 2018, 11, 3095. https://doi.org/10.3390/en11113095
AMA Style
Cormos C-C. Techno-Economic Evaluations of Copper-Based Chemical Looping Air Separation System for Oxy-Combustion and Gasification Power Plants with Carbon Capture. Energies. 2018; 11(11):3095. https://doi.org/10.3390/en11113095
Chicago/Turabian StyleCormos, Calin-Cristian. 2018. "Techno-Economic Evaluations of Copper-Based Chemical Looping Air Separation System for Oxy-Combustion and Gasification Power Plants with Carbon Capture" Energies 11, no. 11: 3095. https://doi.org/10.3390/en11113095
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.