5.1. Simulation Results
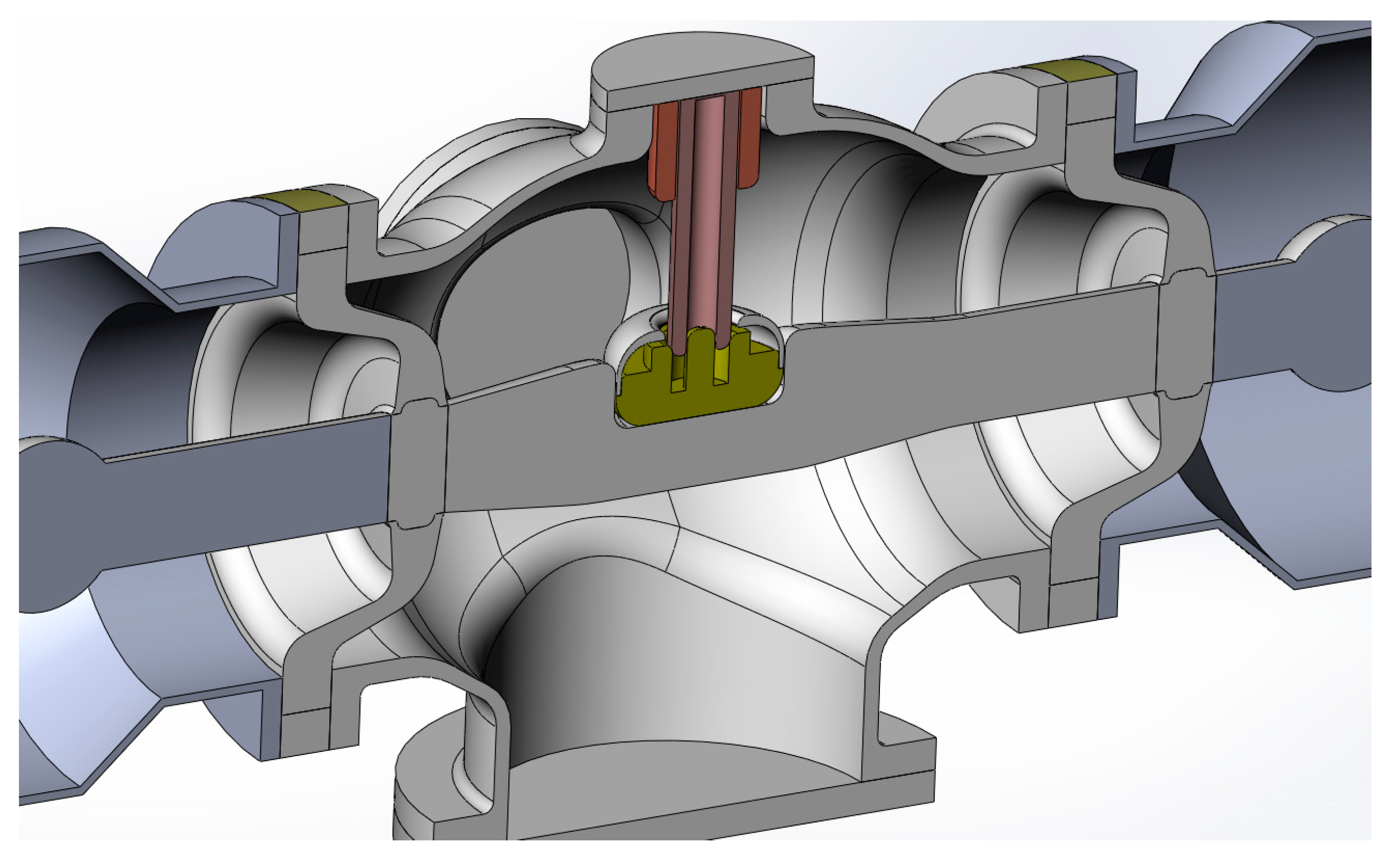
Using the same model as that of the laboratory test specimen, and adjusting the real travel distance data, the electric field strength between the fixed and moving contacts was calculated by traveling from the open position to the closed position.
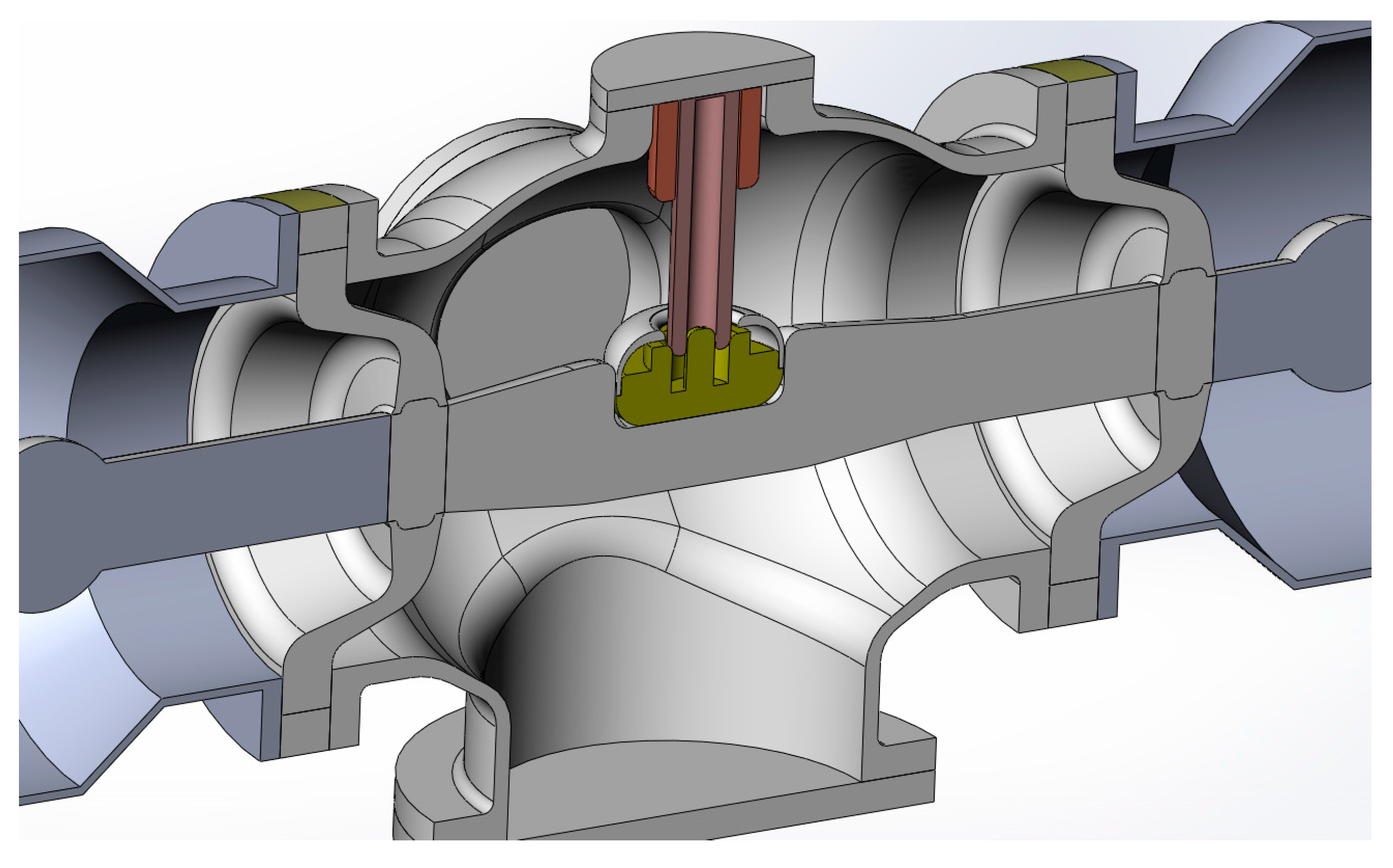
Figure 4 presents a simplified three-dimensional analysis model for the HSES.
As mentioned in
Section 3, the rated peak voltage of a single-phase making test for 420 kV was 343 kV; therefore, we used this voltage as a boundary condition in the electrostatic simulation. To calculate the average breakdown electric field in Equation (9), we set the absolute gas pressure of SF
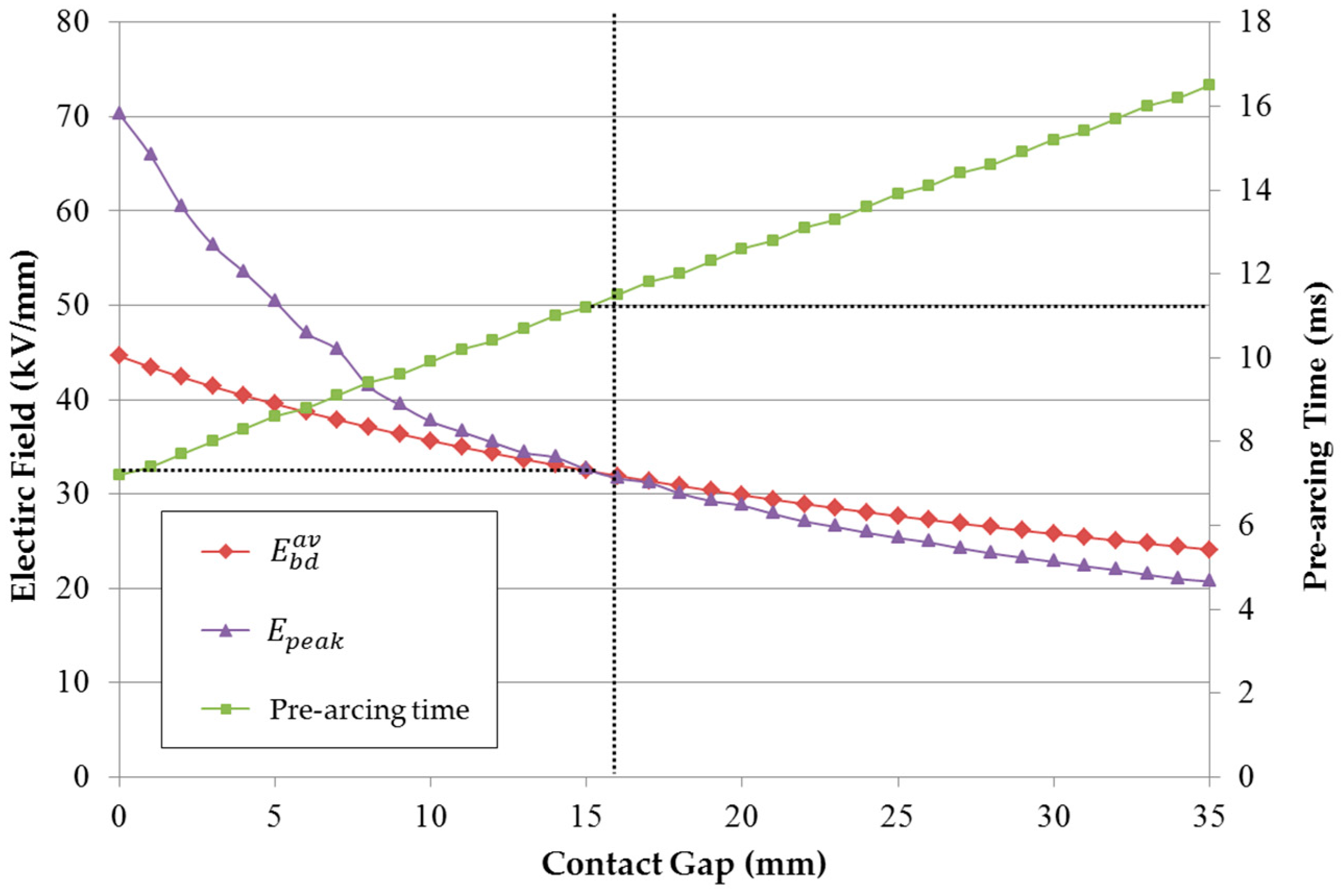
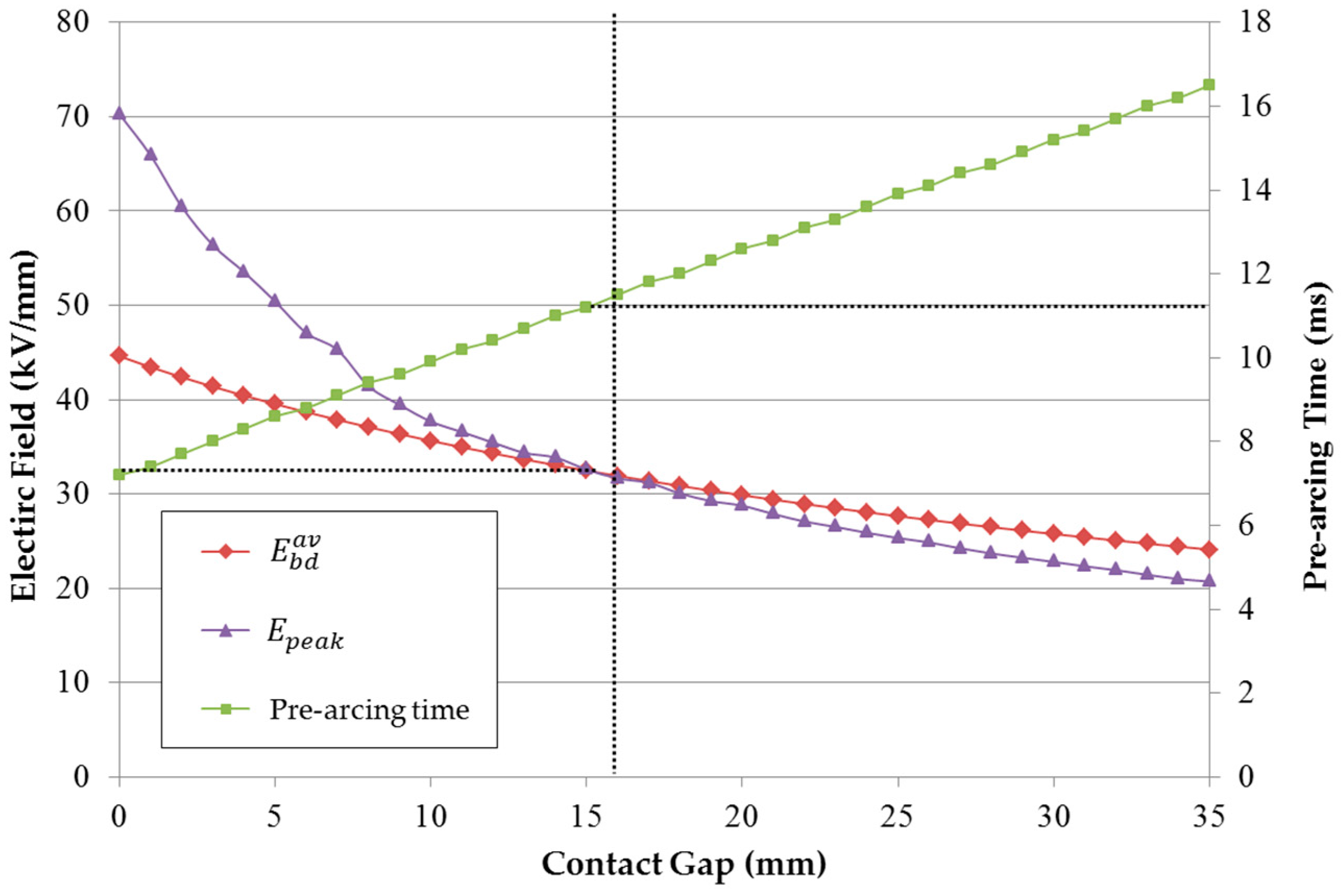
6 as 0.55 MPa and the harmonic average radius of the contacts of our HSES model. The graph in
Figure 5 shows the results of the comparison between the average breakdown electric field strength (
) and the peak value of electric field distribution (
Epeak) in the electrostatic numerical simulation.
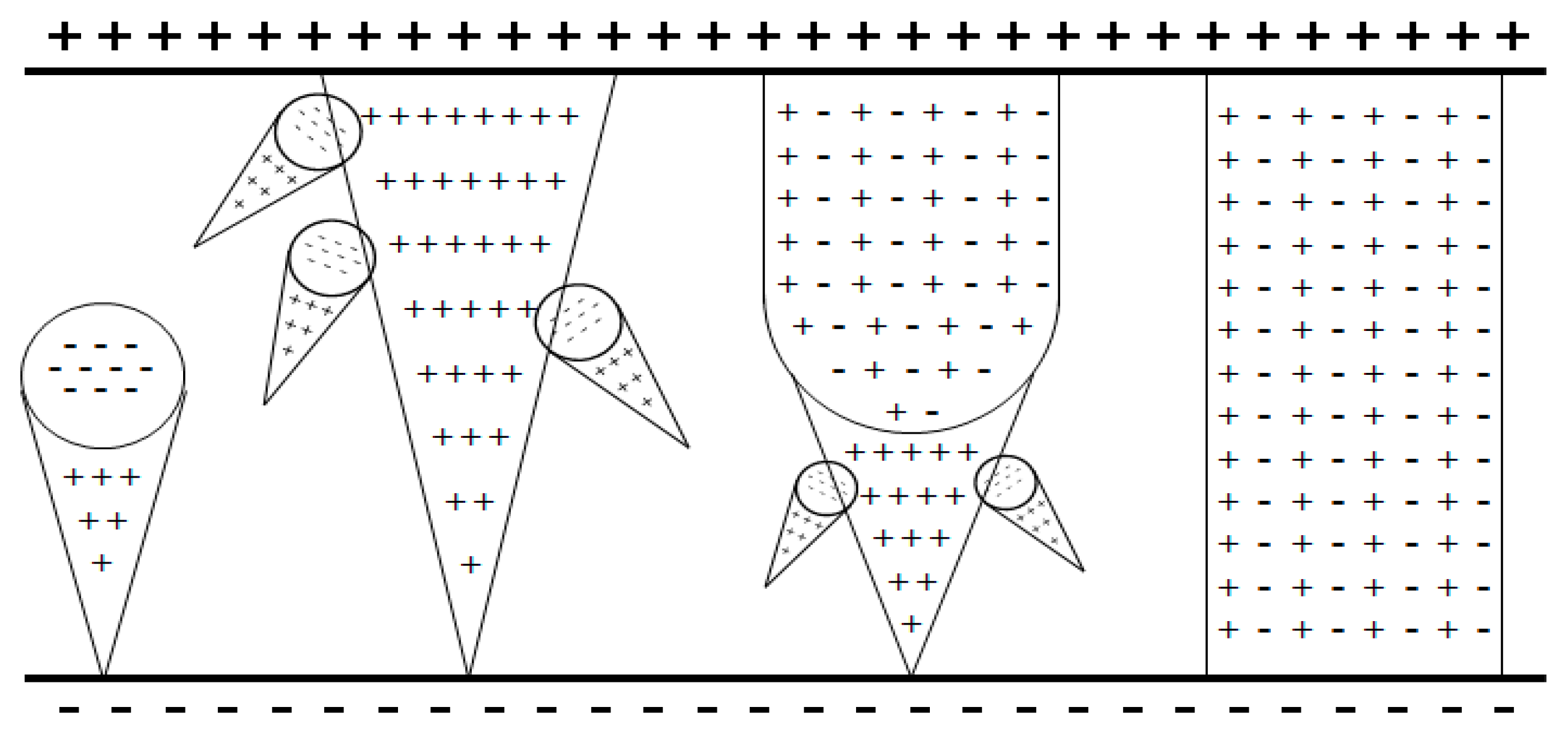
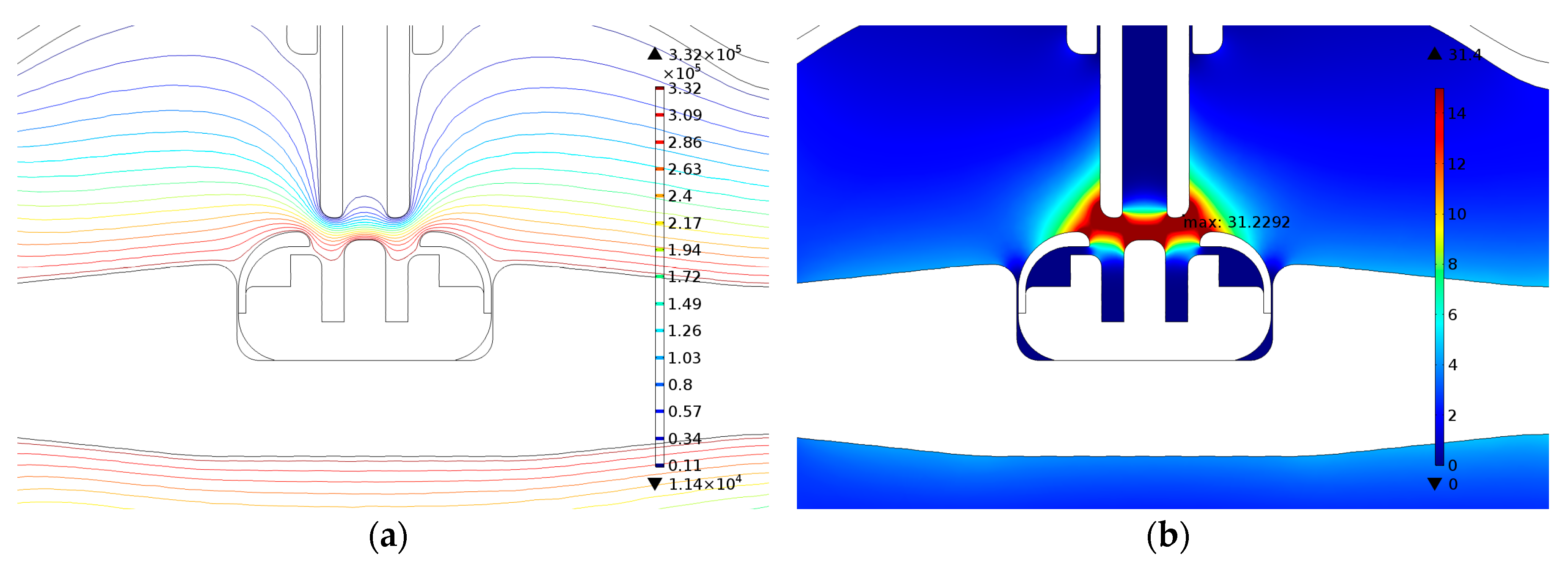
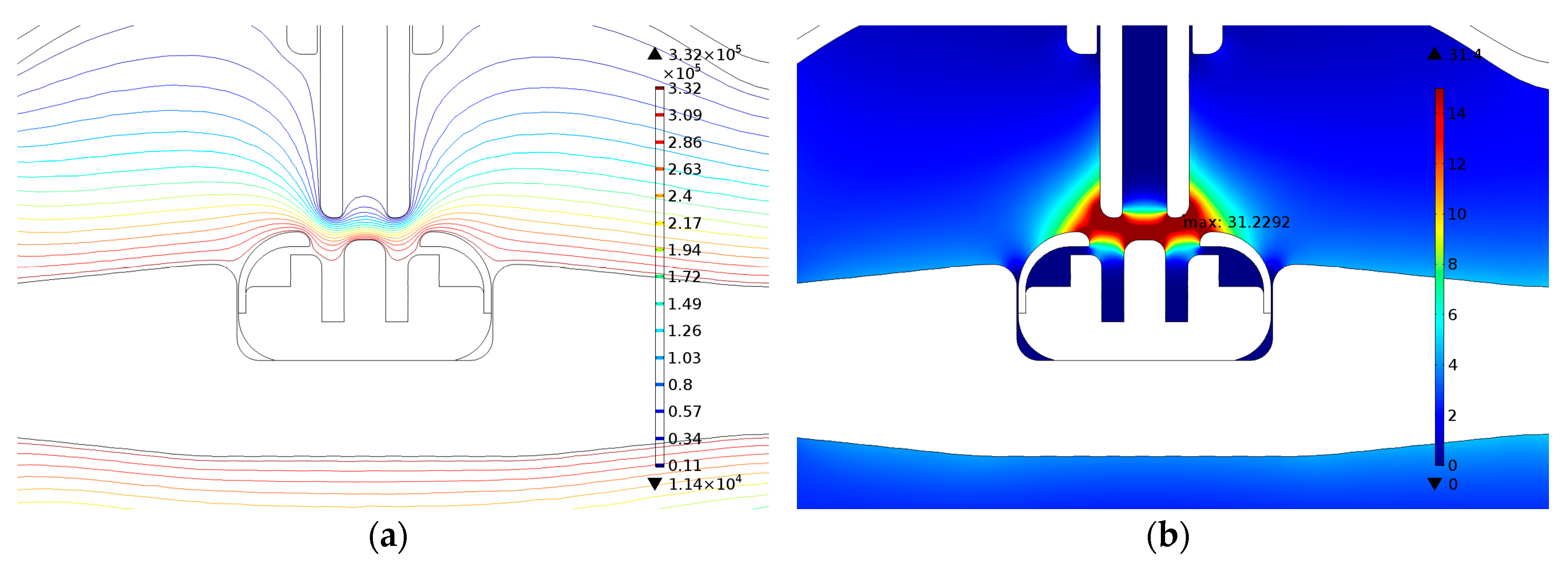
When the moving contact of HSES approached the fixed contact, the breakdown and simulated electric field strengths increased until the moment the contacts touched. However, the increase rate of the peak value of electric field strength in the simulation was faster than that of the average breakdown electric field; hence, a magnitude reversal point existed between the two lines at an approximately 15 mm contact gap. At this point, dielectric breakdown was initiated, inducing a pre-arc between the contacts. The pre-arc was maintained for 11.2 ms. The electric potential and field distribution results at this gap are shown in
Figure 6.
Figure 7 shows the three-dimensional analysis results of the breakdown factor
λ, which was defined as the ratio of the simulated and average breakdown electric field strengths (
) in this paper. After the breakdown moment, the maximum value of the simulated electric field increased above the breakdown reference; therefore,
λ became greater than 1. As shown in
Figure 7b, it was observed that the breakdown factor
λ increased more rapidly when compared to the field utilization factor
u, as the contact gap decreased to the moment when the arcing contacts touched each other. This means that the probability of dielectric breakdown increased if the increase speed of the breakdown factor was relatively faster than that of the field utilization factor.
5.2. Experimental Result Comparisons
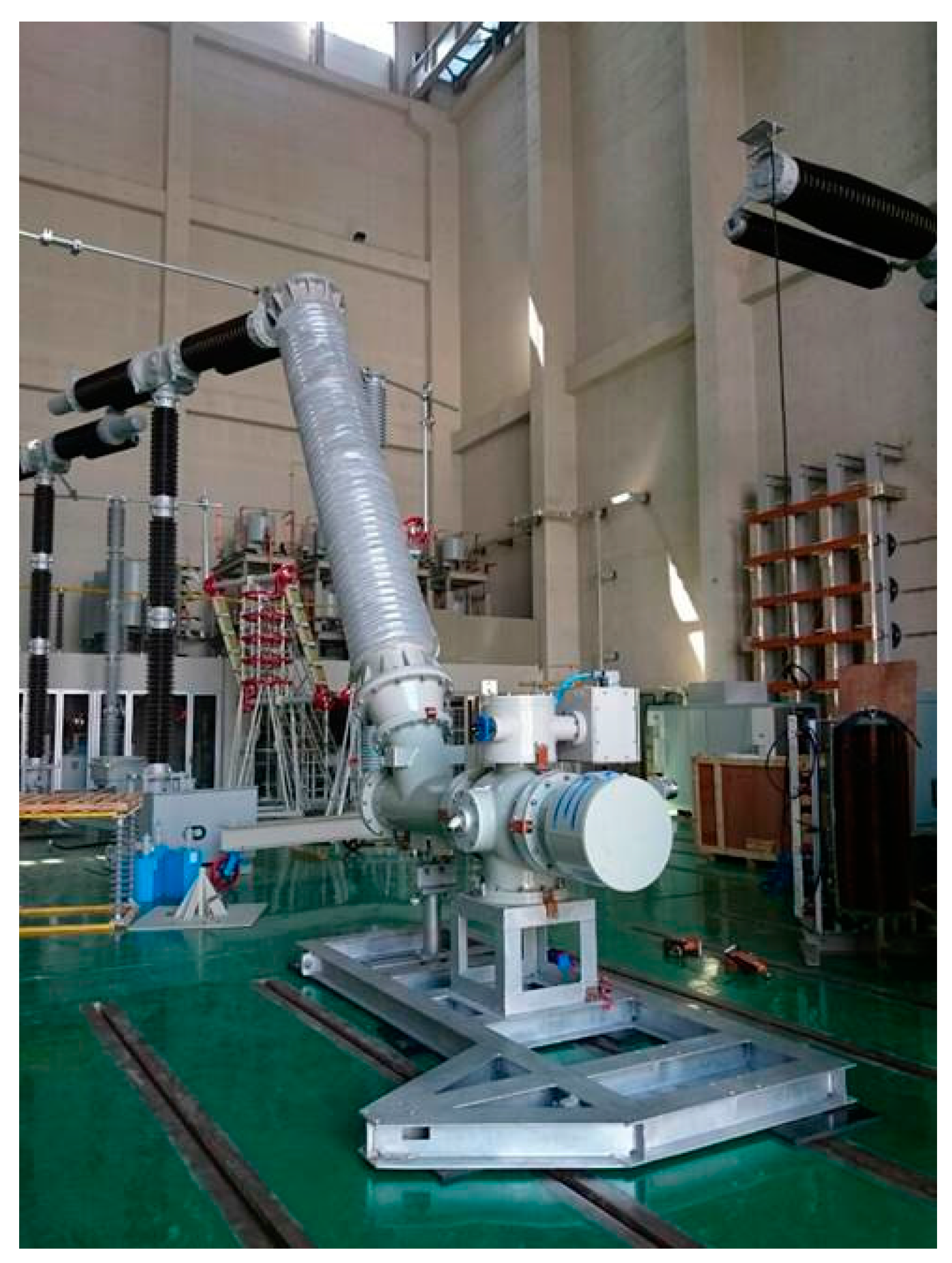
To verify the making performance of the 420 kV 63 kA HSES, development tests were conducted in KERI.
Figure 8 shows the test specimen of our 420 kV 63 kA HSES model. As mentioned above, the test was only conducted for a symmetrical test condition; therefore, the HSES earthed at the peak of the applied voltage wave, with a tolerance of −30 electrical degrees to +15 electrical degrees, led to a symmetrical short-circuit current and the longest pre-arcing time [
24]. Before the 100% short-circuit current and test voltage were set for the making test, calibration tests were conducted several times by increasing the test currents and voltage levels from 20 to 30%. Moreover, the contact chips and shield, which were damaged by the pre-arc during the calibration tests, had to be replaced for maintenance between Tests #25 and #48.
Table 3 shows the making test results in KERI with test voltages varying from 105.6 kV to 330.3 kV, which is an acceptable value for a tolerance of −30 electrical degrees of 343 kV, and short-circuit currents varying from 20.94 kA to 64.56 kA.
In
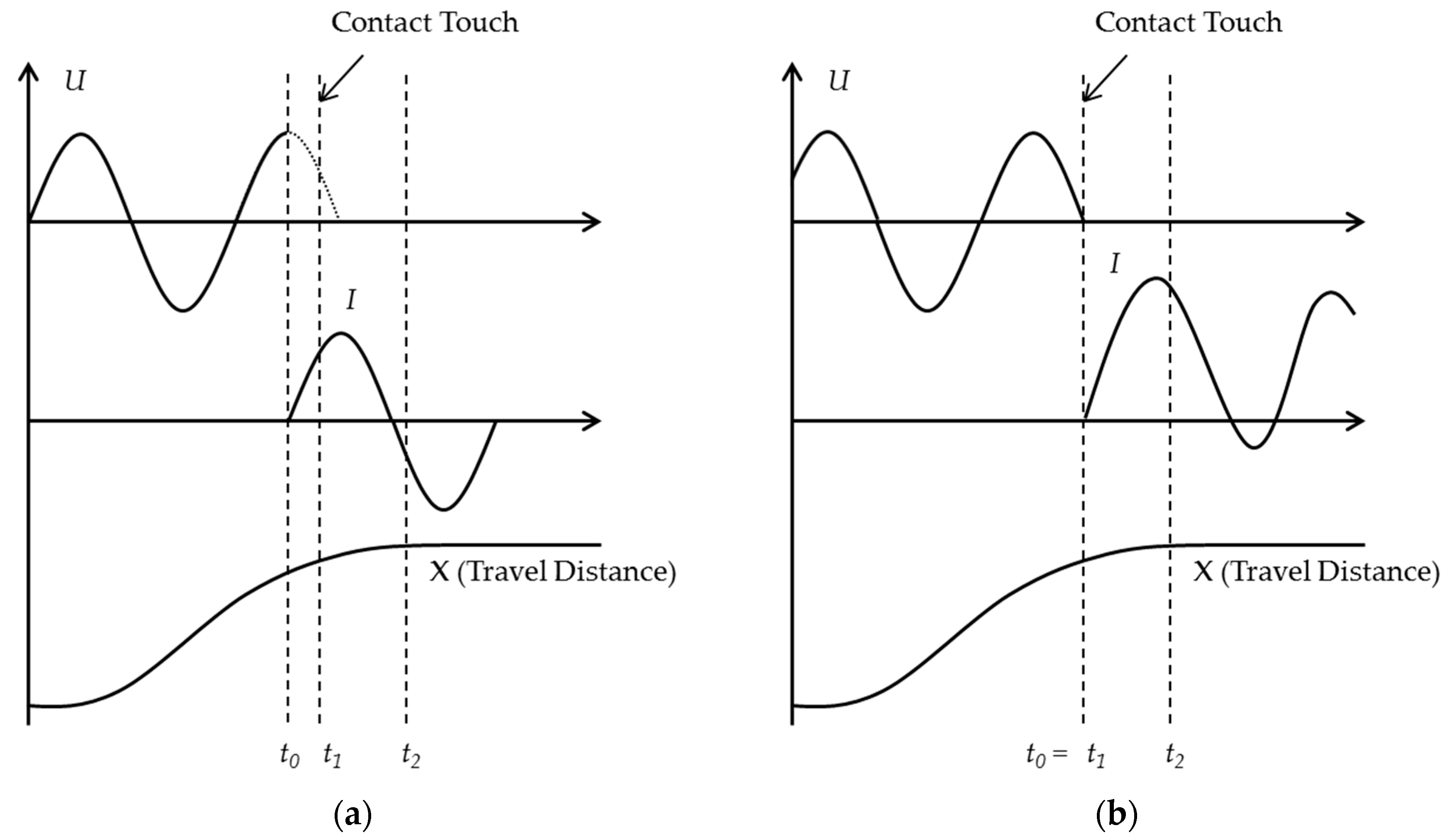
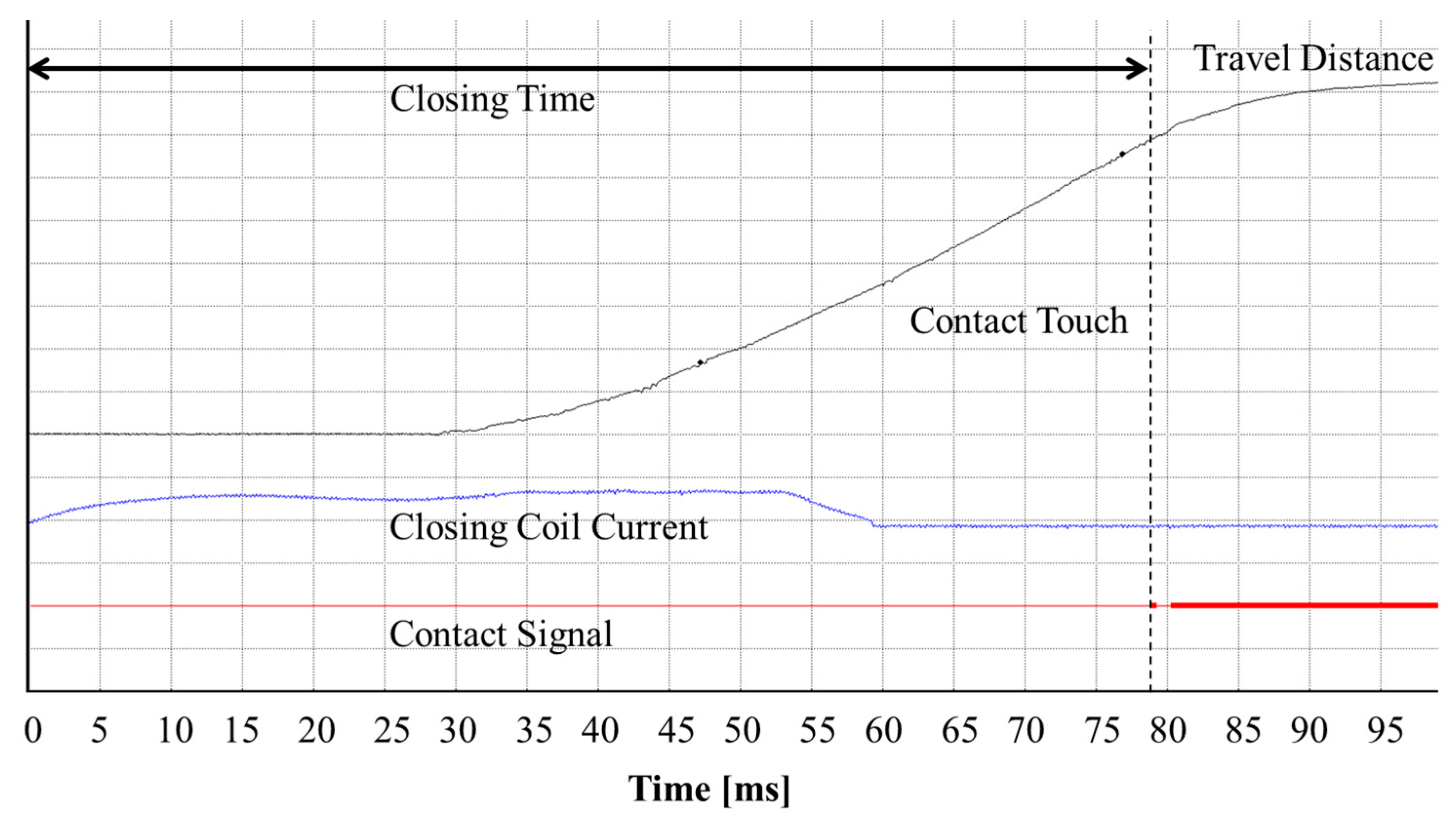
Table 3, the breakdown voltage indicates the magnitude of the applied voltage at the moment that the pre-arc began. The making current is the root mean square (RMS) value of the applied short-circuit current. In Test #51, the making current reached the intended short-circuit current at over 63 kA for our HSES model. The make time was the interval of time from the initiation of closing coil signal to the moment of pre-arc ignition. By adding the pre-arcing time and make time, the total closing time was calculated. The graphs in
Figure 9 are the results of the short-circuit current, the test voltage, and travel distance of Test #51. As shown in
Figure 9, the closing speed slightly decreased under the on-load condition when approaching the contact touch moment. We presumed that resistive forces from the eddy current damping and/or thermal expansion pressure by arc energy disturbed the closing operation and made it slow, especially during the second half of the operation [
27]. Thus, compared to the closing time measuring results under a no-load condition in
Section 4, the closing time, the sum of pre-arcing time, and make time, slightly increased. In Test #51 in
Figure 9, the pre-arc occurred at the breakdown voltage of 332.0 kV and lasted until the contact touch moment around 11.8 ms.
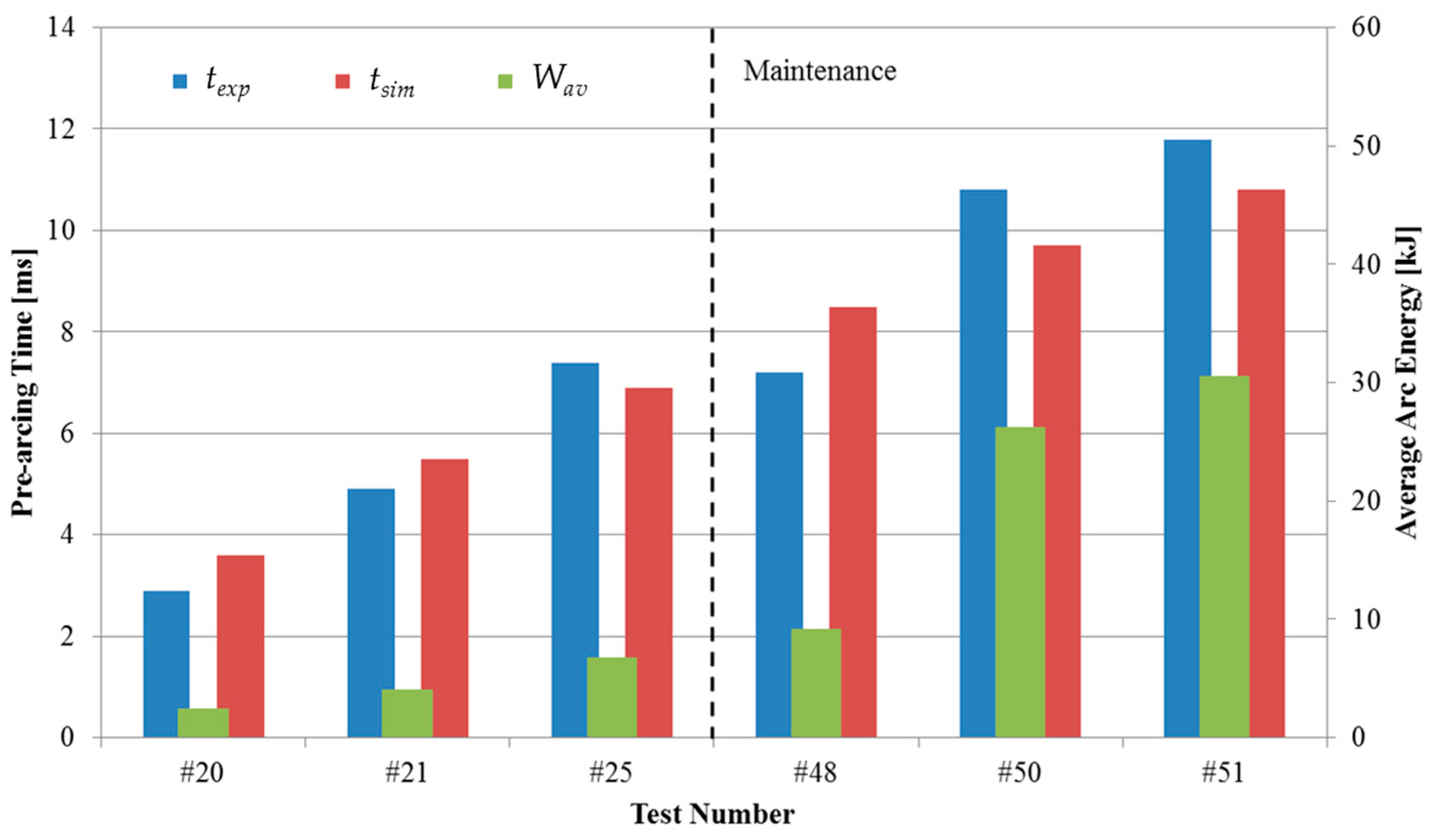
To compare the test results in
Table 3 and the simulation results, the pre-arcing time prediction process introduced in the above section was performed repeatedly in accordance with the breakdown voltages. From the comparison results in
Figure 10, although it was confirmed that the prediction model was effectively valid, some difference between the measured pre-arcing times (
texp) and the predicted pre-arcing times (
tsim) was found. The difference of these results was analyzed as being caused by the dielectric difference between the ideal condition consistent with design drawings and the real experimental condition. For example, in real situations, there are many variables such as metallic particles, eccentricity of moving parts, assembly tolerance, etc. that can deteriorate the dielectric strength between the contacts, especially if the contacts have been damaged by the arc energy from repeated test procedures. If the dielectric strength deteriorated for these reasons, the pre-arcing time could be prolonged.
To analyze the impact of contact damage, the average arc energy (
Wav) calculation result of each test condition is shown in
Figure 10 using the Cassie arc model introduced in Reference [
28]. According to the Cassie arc model, which is suitable for arcs with a high current, the following differential equation for the arc conductance is represented.
In Equation (12),
g is the arc conductance;
uarc and
iarc are the arc voltage and current;
τ and
Uc are the constants that determine the arc characteristic. By comparing the test results and simulation results, the researchers in Reference [
28] calculated that
τ = 0.000012 and
Uc = 80. From the arc voltage in Equation (12) and the arc current measured from our test results, the average arc energy can be calculated as follows:
The average arc energy in
Figure 10 is the calculation results from Equation (13), applying the experimental pre-arcing time. When the contact damage caused by the arc energy was small (#20, #21, and #48), the measured pre-arcing times were smaller than the predicted pre-arcing times. In the case of Test #48, although the accumulated arc energy was relatively large, given that the maintenance had been performed and was replaced with new contacts right before the test, the pre-arcing time was measured to be smaller than the predicted result. On the other hand, when the longer pre-arcing time and the higher short-circuit current affected the contacts as the breakdown voltage increased (Tests #50 and #51), the dielectric strength seemed to deteriorate due to the contact damage caused by the accumulated arc energy, so the actual test results of the pre-arcing time were longer than the calculation results. Moreover, as described above, the fact that the closing speed slightly slowed down because of the impact of the arc generation can also achieve longer pre-arcing times of the experimental results than the predicted results. Nevertheless, the prediction results in
Figure 10 produced effective outcomes to analyze the performance of the HSES before the laboratory tests. Using this prediction process, the shape of the contacts and closing speed of HSES can be optimized for reducing the pre-arcing time and arc energy.
To confirm the impact of the arc energy of the test results in
Table 3, the surface condition of the contact chips, contact resistance, and spring tension were inspected twice after Tests #25 and #51. In
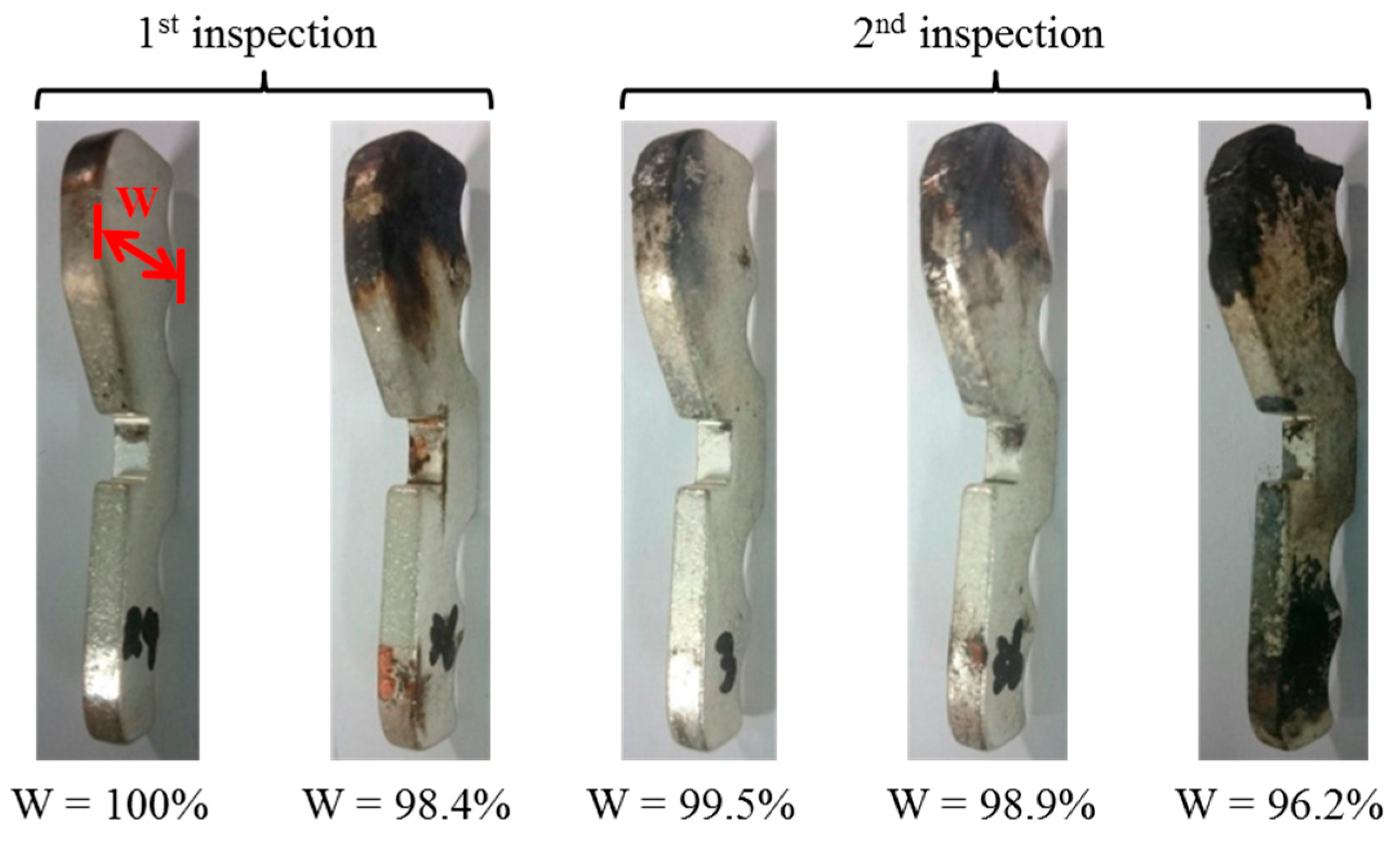
Table 4, the surface conditions of the contact chips were classified into three groups: “good”, “fair”, and “poor”, according to the ratio of the measured width of each contact chip after inspection to the new one. In
Figure 11, the examples of surface condition inspections of the contact chips are shown with the width ratio of each contact chip. As shown in
Table 4 and
Figure 11, it was found that the contact damage was larger at the second inspection than the first inspection. Especially, in the second inspection, the number of contact chips of the poor set, which was defined as a measured width ratio of the contact chip of less than 98%, increased to 47.2%. This result shows that the arc energy during the second period after maintenance was relatively larger than the first period before maintenance.
The inspection results of the contact resistance are shown in
Table 5. In comparison to the initial contact resistance, the average contact resistance of the first inspection increased 3.85-fold while that of the second inspection increased 4.16-fold. These contact resistance measurements also revealed that the contact chips were damaged more during the second period tests compared to the first period tests, but the current-carrying performance was still maintained after the second inspection. Therefore, the HSES after finishing the whole test sequence could still keep its current-carrying performance.
It is important that the holding springs of the contact chips were not deformed by the arc energy during the making test. If they lose their tension, the contact force becomes weak, leading to an increase in contact resistance. In the HSES, quad springs encircle the contact chips so that they are tightened to decrease the contact resistance. Fortunately, in the first inspection, the quad springs had been deformed slightly because of the low arc energy. The top string, however, had lost its tension by approximately 5% in the second inspection as full-current arc energy was applied. The top spring was slightly deformed and bent in the naked eye. Nevertheless, the contact resistance of the second inspection did not increase much more than expected, as the tensions in the other three springs almost retained their initial states. This meant that the current-carrying performance of the HSES did not degrade after the making test. In
Table 6, we arranged the results of the spring-tension inspections (which were measured twice) along with the longitudinal elongations. The spring constants in
Table 6 were calculated via Hooke’s law using the results of the spring-tension inspections [
26].








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
