Software and Equipment for Remote Testing of Sensors

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
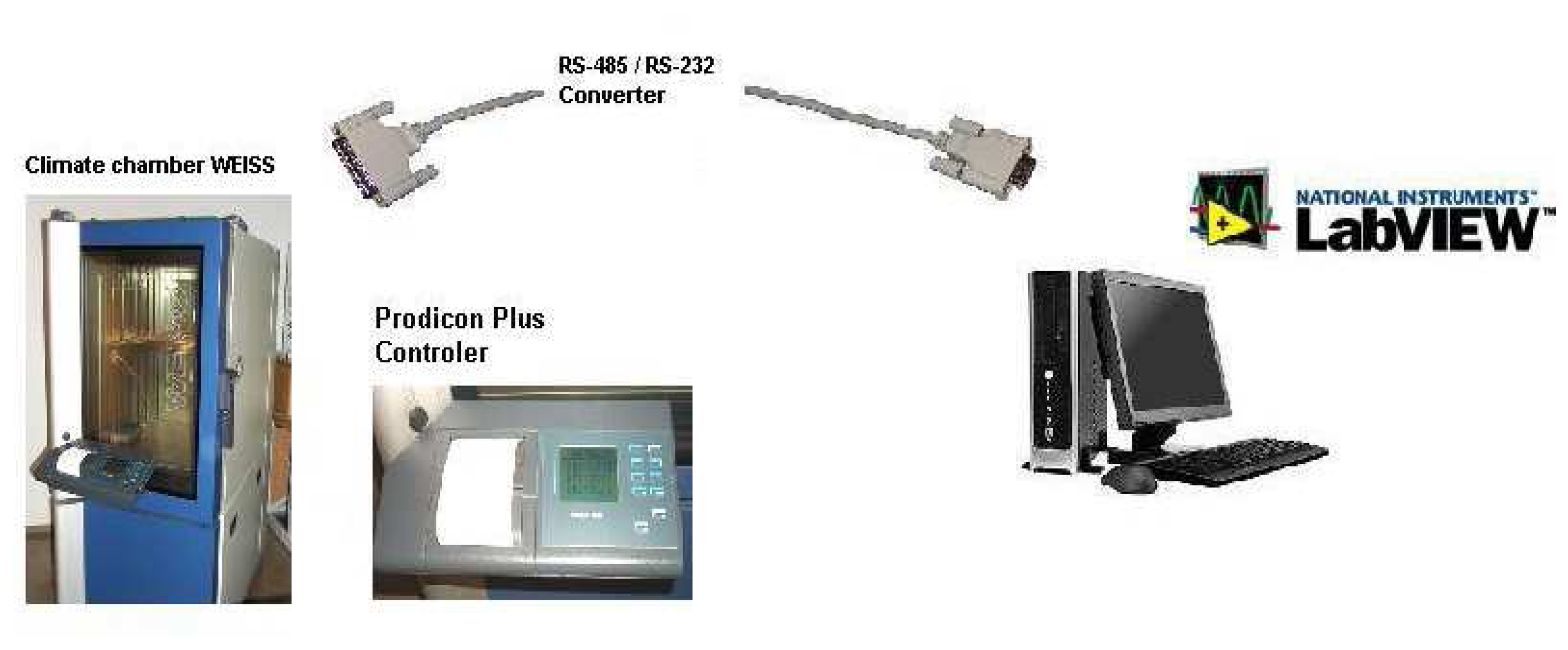
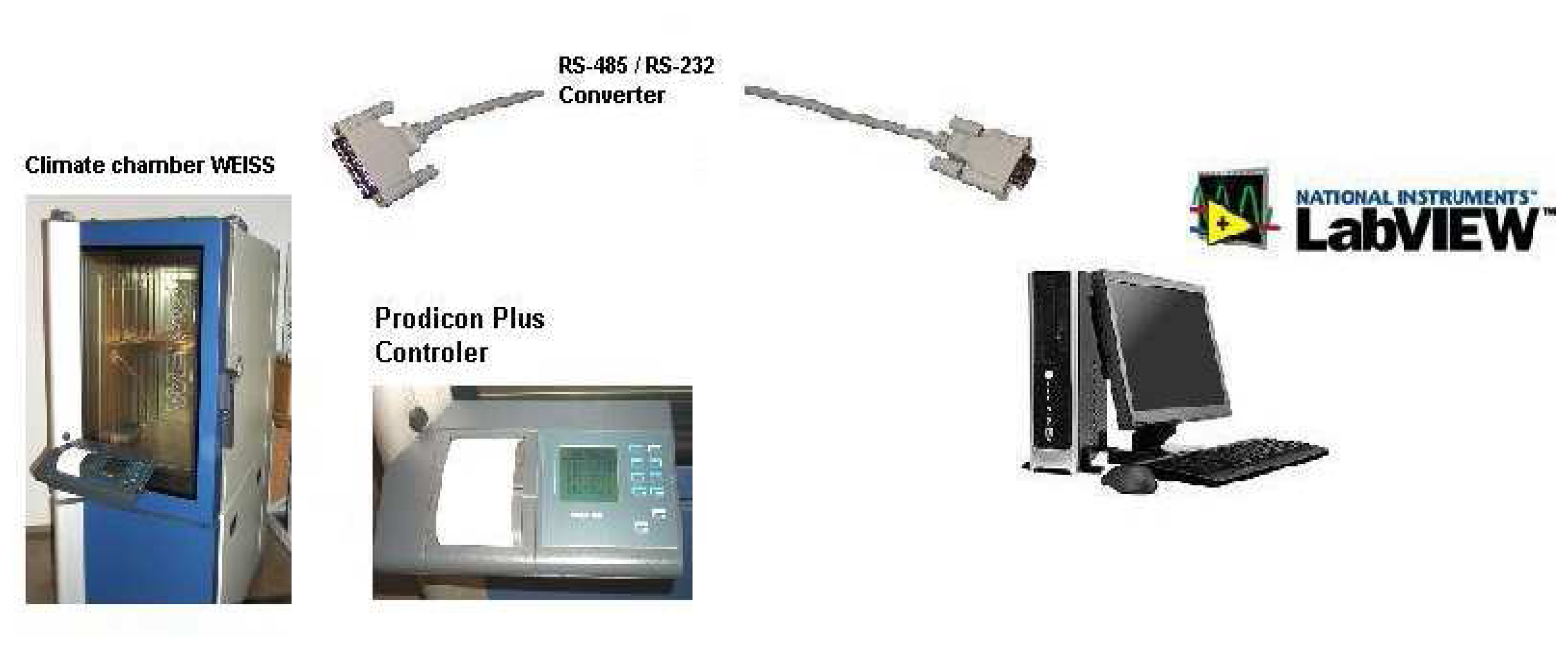
2. Methods for remote testing inside the climate chamber
2.1. Environmental stress screening
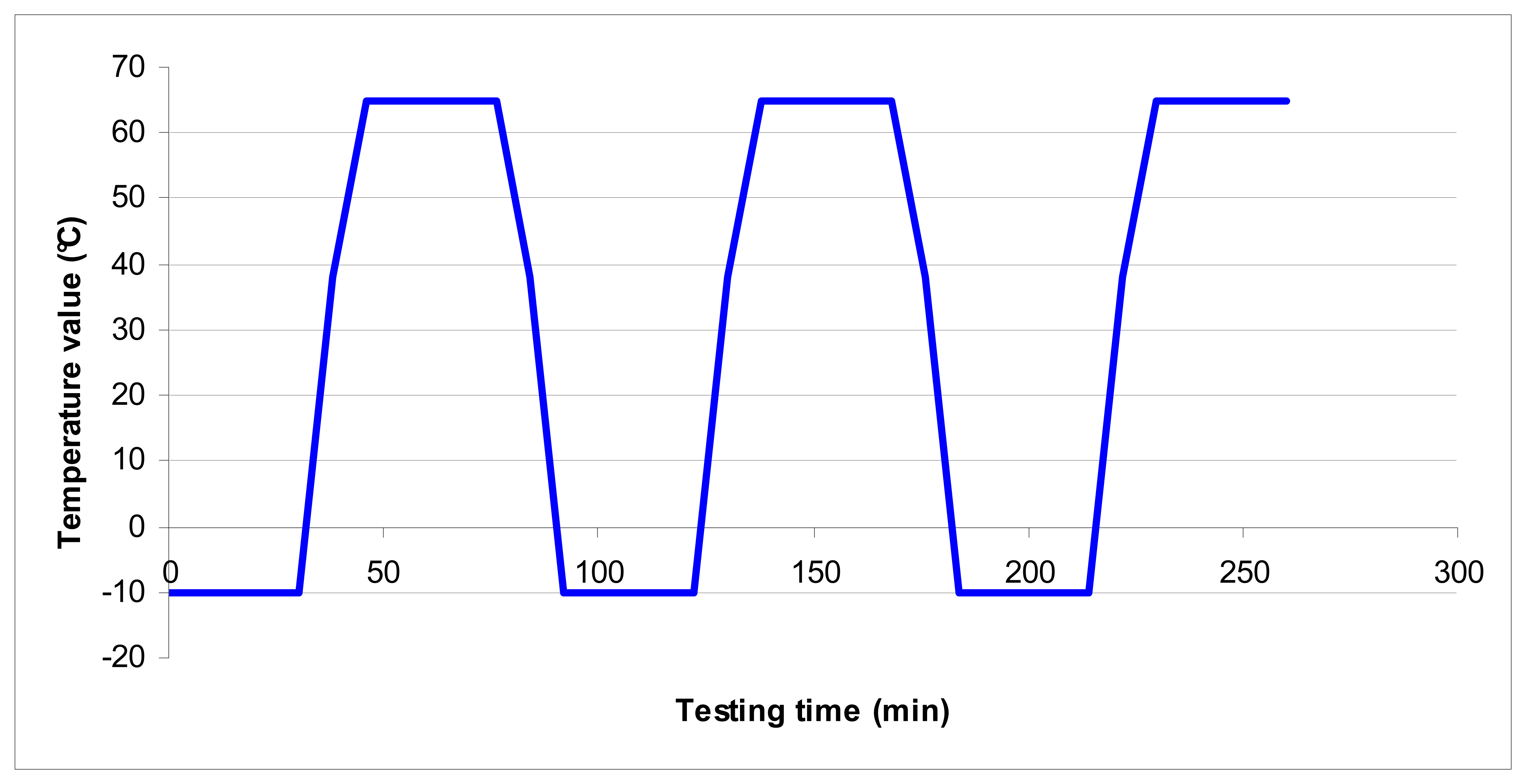
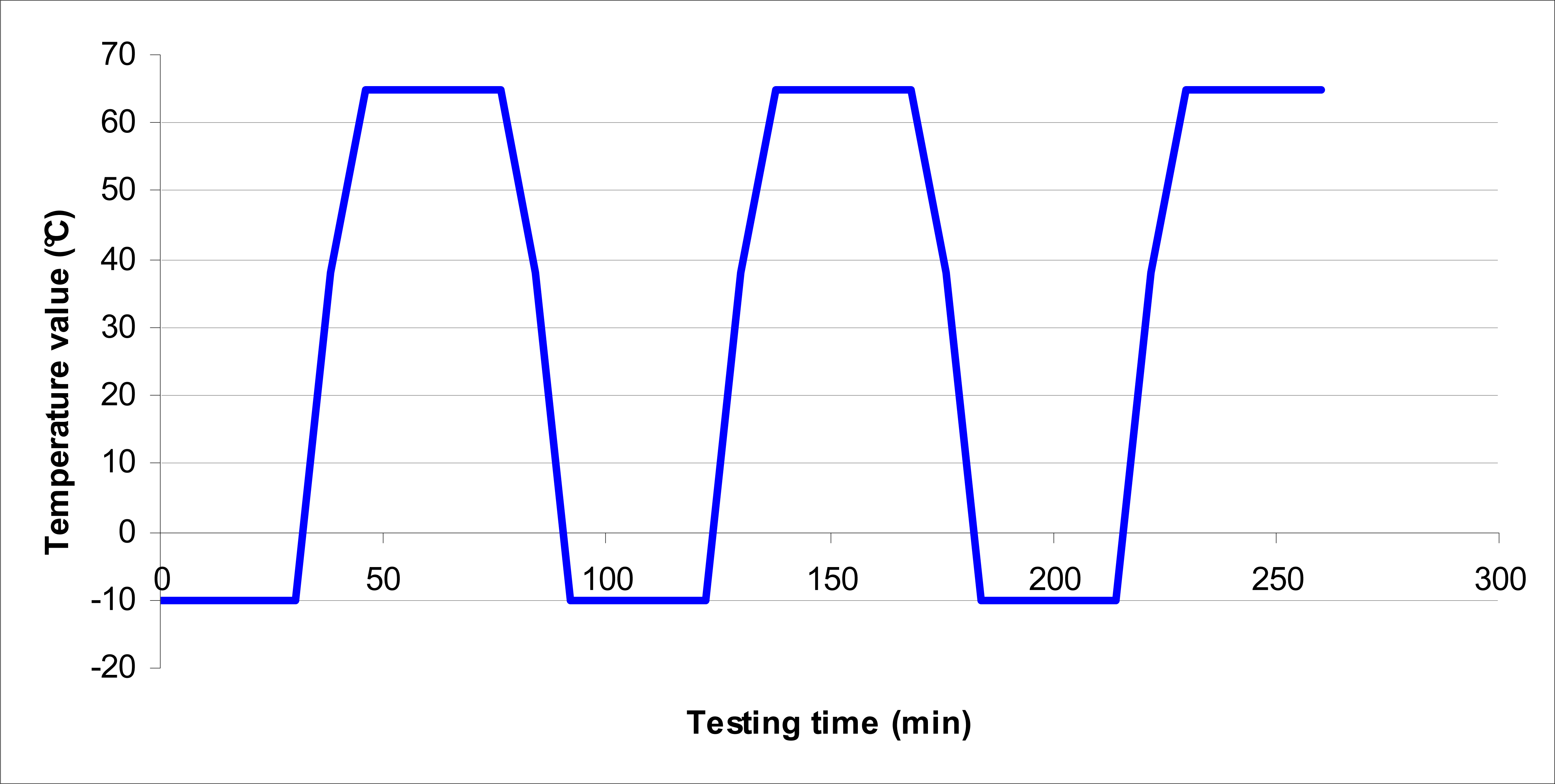
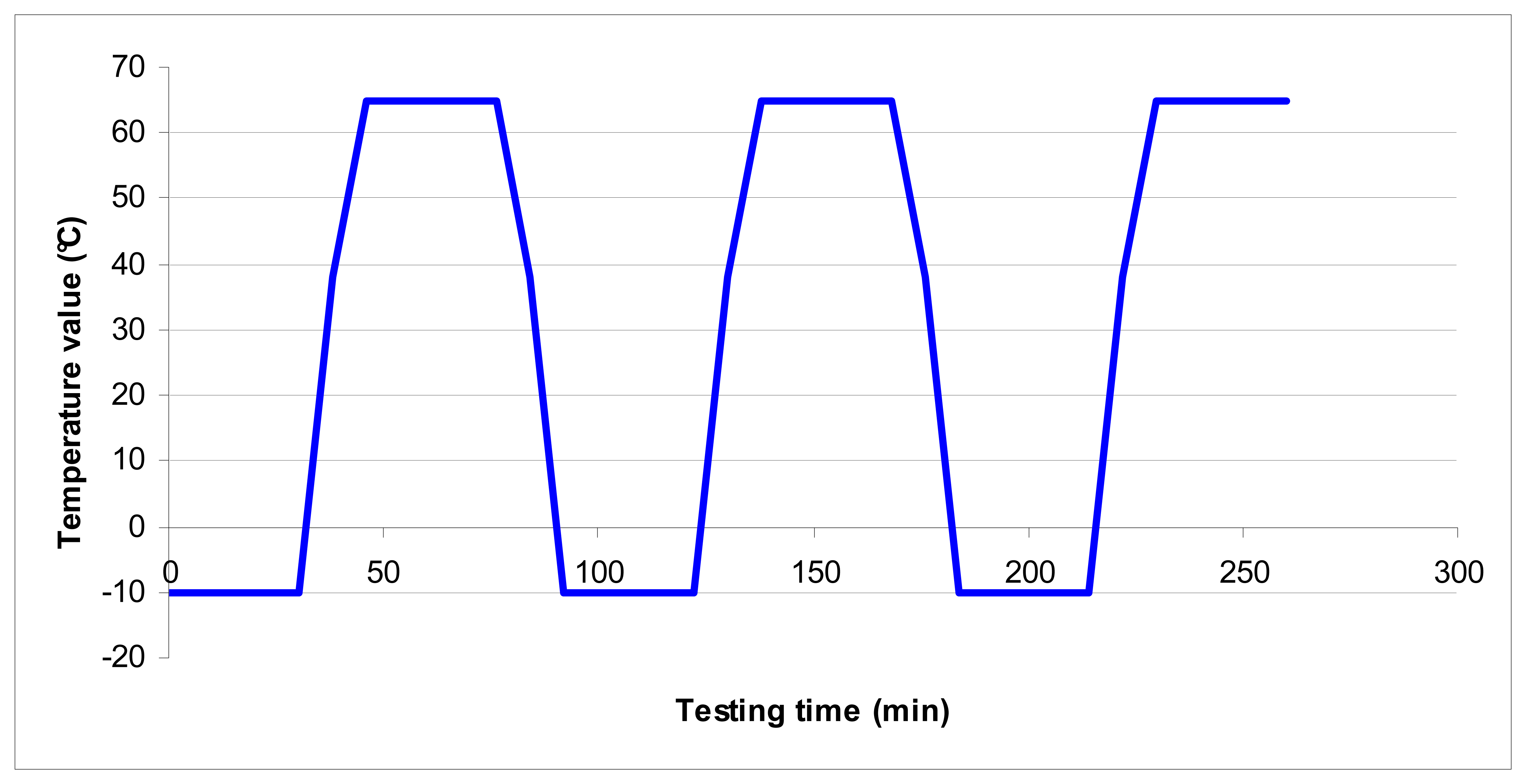
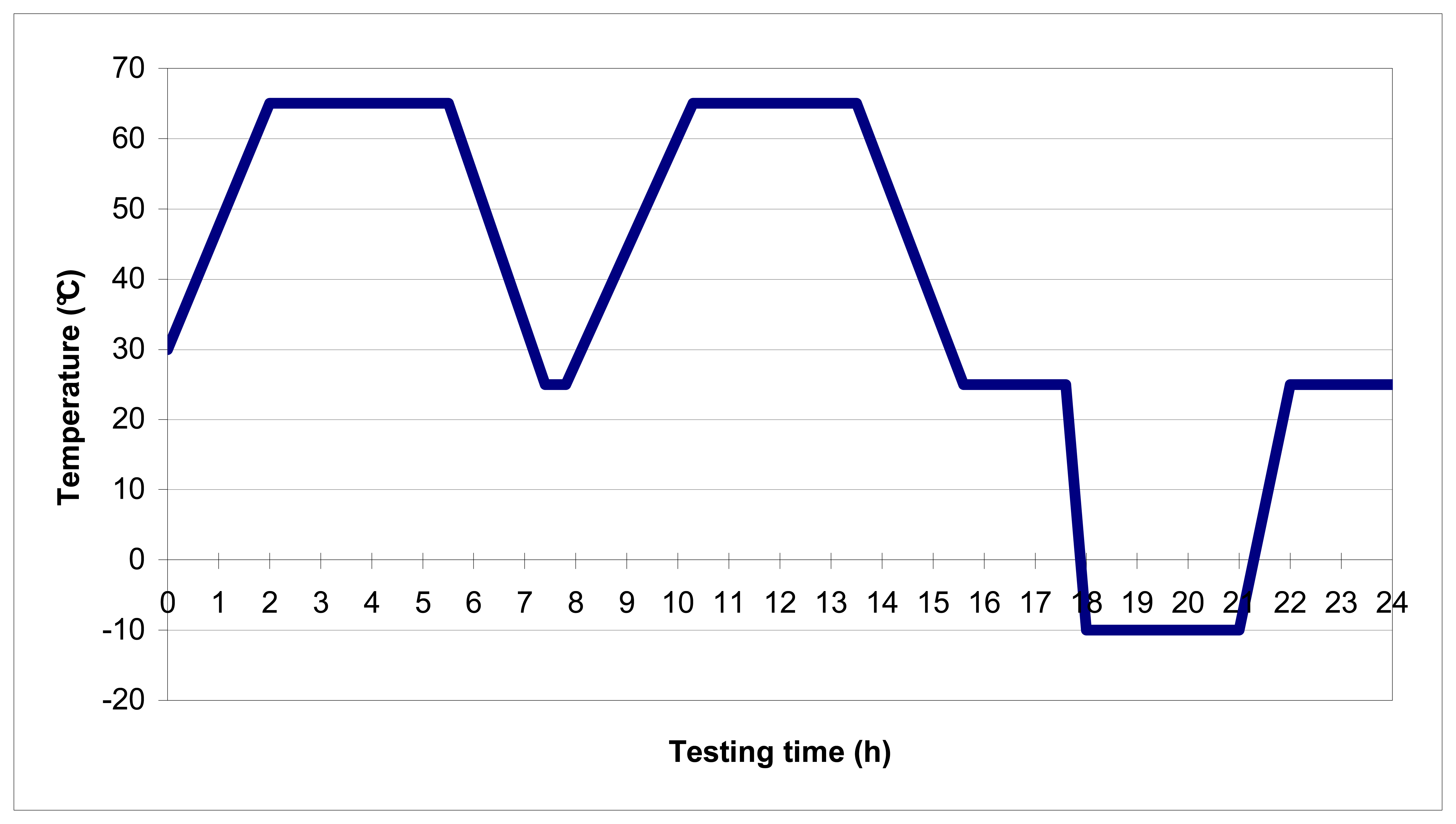
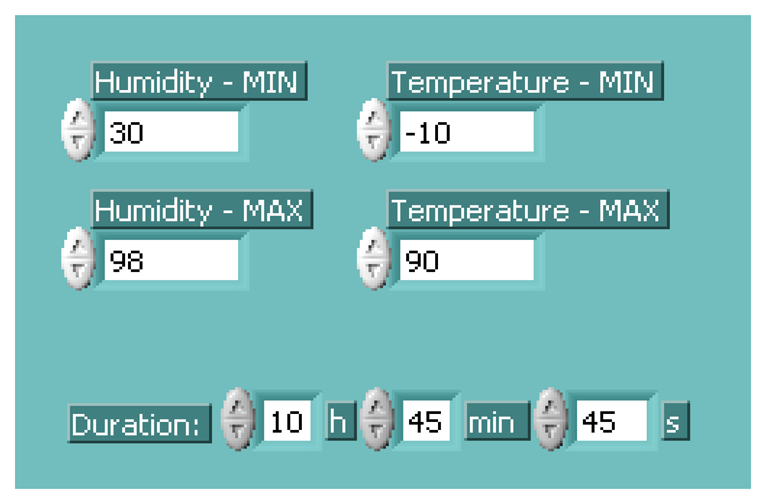
2.2. Standard IEC (Automatic mode)
2.3. HALT & HASS
2.4. BURN-IN TEST
3. Virtual instrument (VI)
3.1 LabVIEW with Web Publishing Tool
3.2 Data transfer
3.3 Application
- -
- STANDARDS, which are commonly known for testing and are already saved in database,
- -
- HALT & HASS,
- -
- BURN-IN,
- -
- ESS.
4. Experimental results
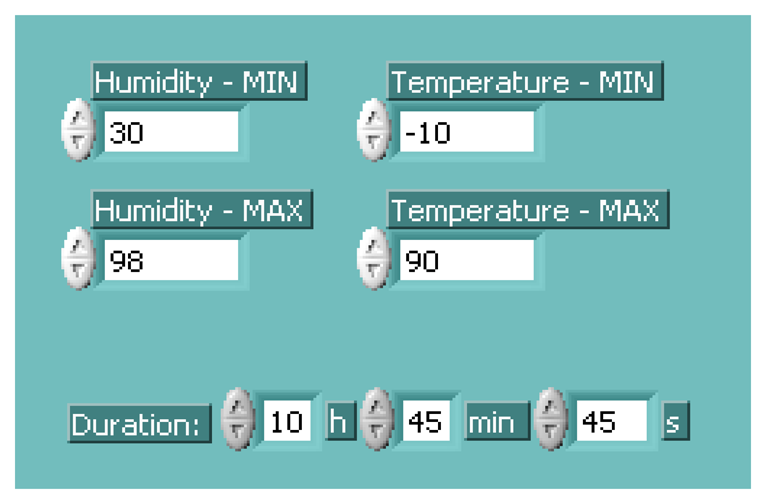
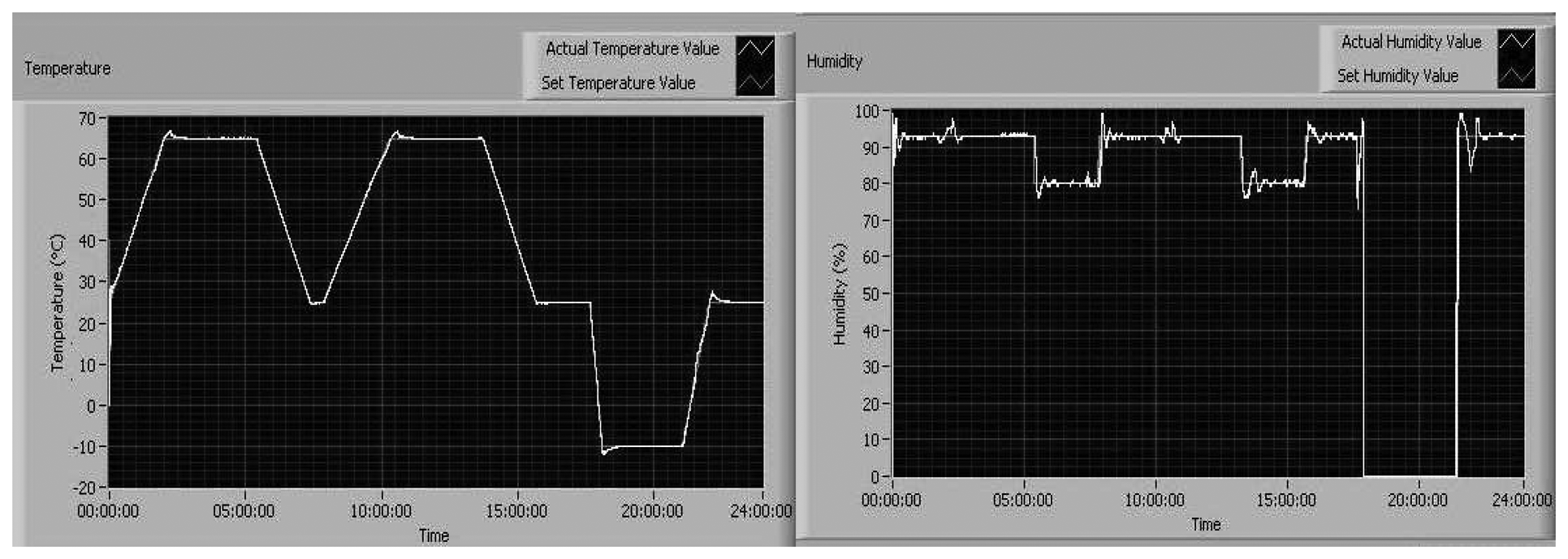
4.1. Experimental example of remote measurement with Standard IEC
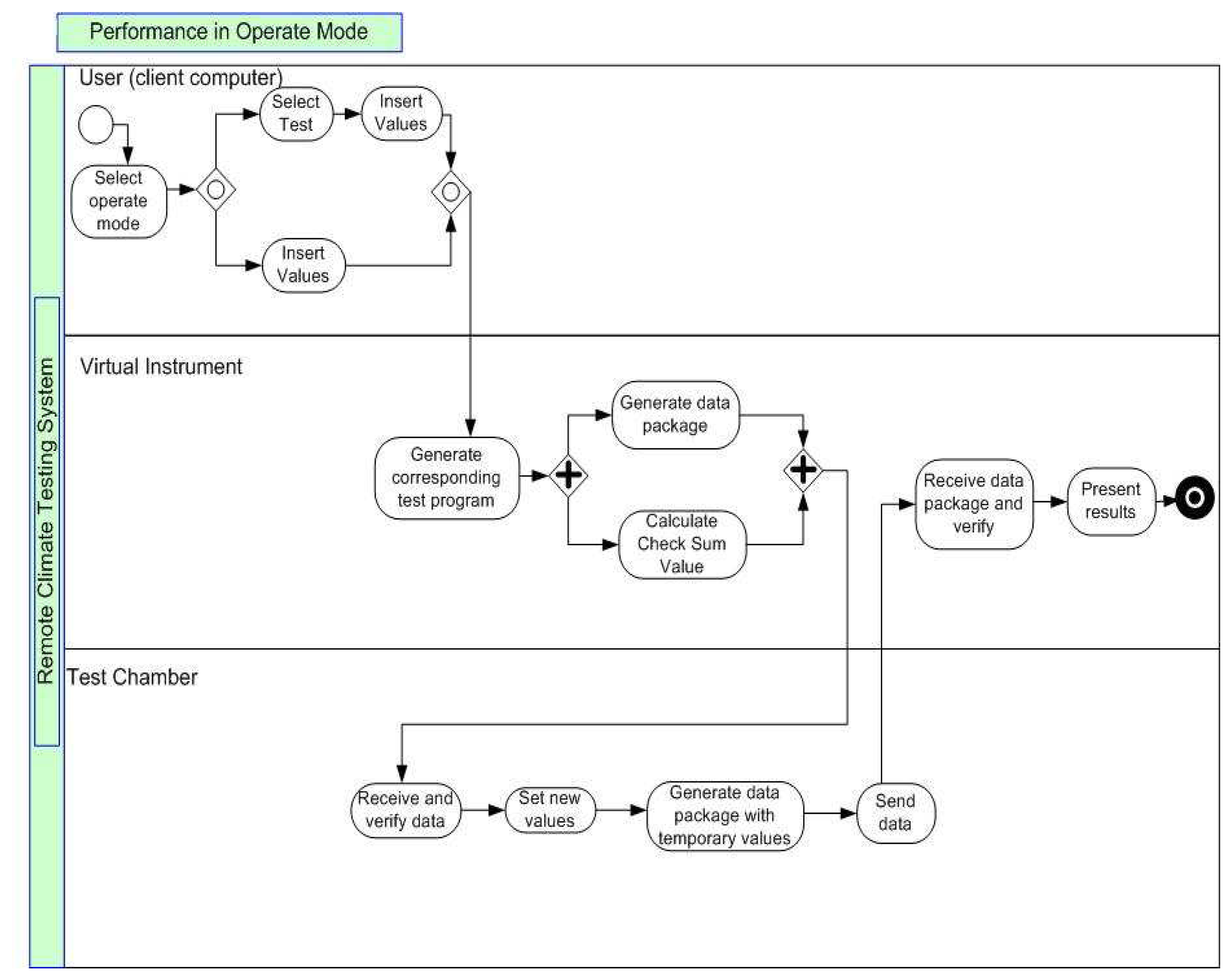
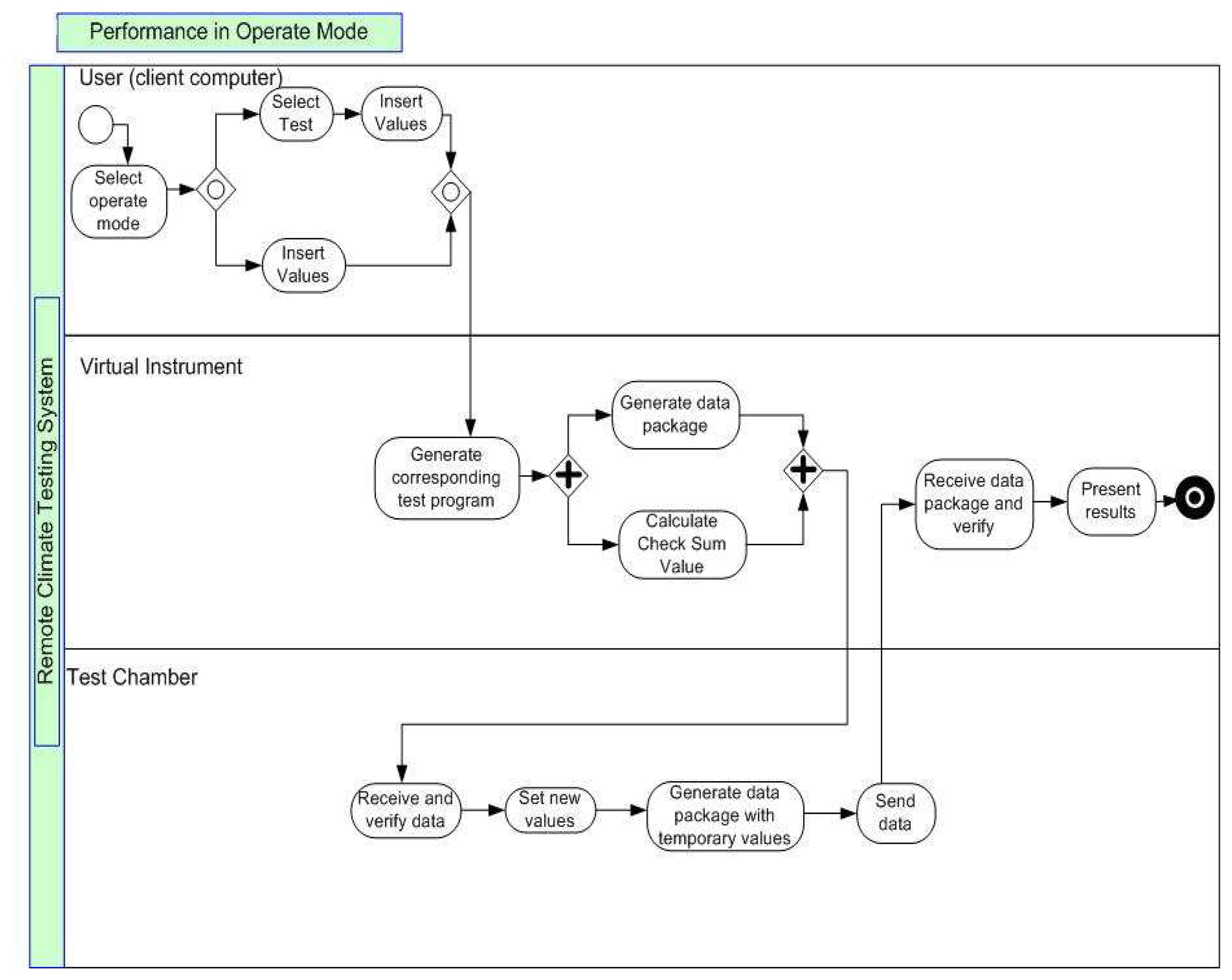
4.2. Performance
5. Summary
References and Notes
- O'Connor, P.D. Practical Reliability Engineering; John Wiley & Sons, Inc.: New York, 2002; p. 360. [Google Scholar]
- Levin, M. A.; Kalal, T. T. Improving Product Reliability; John Wiley & Sons Ltd: London, 2003; pp. 283–296. [Google Scholar]
- Mourad, S.; Zorian, Y. Principles of testing electronic systems; John Wiley & Sons, Inc.: New York, 2000; pp. 261–294. [Google Scholar]
- Bitter, R.; Mohiuddin, T.; Nawrocki, M. LabVIEW Advanced Programming Techniques; CRC Press LLC: New York, 2001; pp. 68–121. [Google Scholar]
- Wasserman, G. S. Reliability verification, Testing, and analysis in engineering design; Marcel Dekker, Inc.: New York, 2003; pp. 253–282. [Google Scholar]
- Feinberg, A. A.; Gibson, G. J. Accelerated Reliability Growth Methodologies and Models. In A volume in honor of Alonzo Clifford Cohen; Balakrishnan, N., Jr., Ed.; CRC Press LLC: USA, 1995; Chapter 12; pp. 219–240. [Google Scholar]
- Wood, N. O. Reliability in design. In A volume in honor of Alonzo Clifford Cohen; Balakrishnan, N., Jr., Ed.; CRC Press LLC: USA, 1995; Chapter 14; pp. 257–266. [Google Scholar]
- Crowe, D.; Feinberg, A. Design for reliability. In Topics in Reliability; Crowe, D., Feinberg, A., Eds.; CRC Press LLC: USA, 2001; Section III; pp. 93–219. [Google Scholar]
- Joshi, S. N.; Pate, M. B.; Nelson, R. M.; House, J. M.; Klaassen, C. J. An Experimental evaluation of duct-mounted relative humidity sensors; Part 1: Test and evaluation Procedures. ASHRAE Trans 2005, 111, 169–175. [Google Scholar]
- Wang, Y.; Simonson, C. J.; Besant, R. W.; Shang, W. Transient Humidity Measurement: Part I – Sensor Calibration and Characteristics. IEEE Trans. Instrum. Measur. 2007, 56, 1074–1079. [Google Scholar]
- Wang, Y.; Simonson, C. J.; Besant, R. W.; Shang, W. Transient Humidity Measurement: Part II – Characteristics of an Interactive Device. IEEE Trans. Instrum. Measur. 2007, 56, 1080–1086. [Google Scholar]
- White, S. A. Business Process Modeling Notation (BPMN). Version 1.0.; Copyright BPMI.org., 2004; pp. 27–112. [Google Scholar]






© 2007 by MDPI ( http://www.mdpi.org). Reproduction is permitted for noncommercial purposes.
Share and Cite
Brezovec, B.; Matko, V. Software and Equipment for Remote Testing of Sensors. Sensors 2007, 7, 1306-1316. https://doi.org/10.3390/s7071306
Brezovec B, Matko V. Software and Equipment for Remote Testing of Sensors. Sensors. 2007; 7(7):1306-1316. https://doi.org/10.3390/s7071306
Chicago/Turabian StyleBrezovec, Barbara, and Vojko Matko. 2007. "Software and Equipment for Remote Testing of Sensors" Sensors 7, no. 7: 1306-1316. https://doi.org/10.3390/s7071306