Delamination Detection in Polymeric Ablative Materials Using Pulse-Compression Thermography and Air-Coupled Ultrasound

 ,
, 
 ,
,  , and
, and {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Pulse-Compression
2.1. Pulse-Compression in Air-Coupled Ultrasonic Testing (PuC-ACUT)
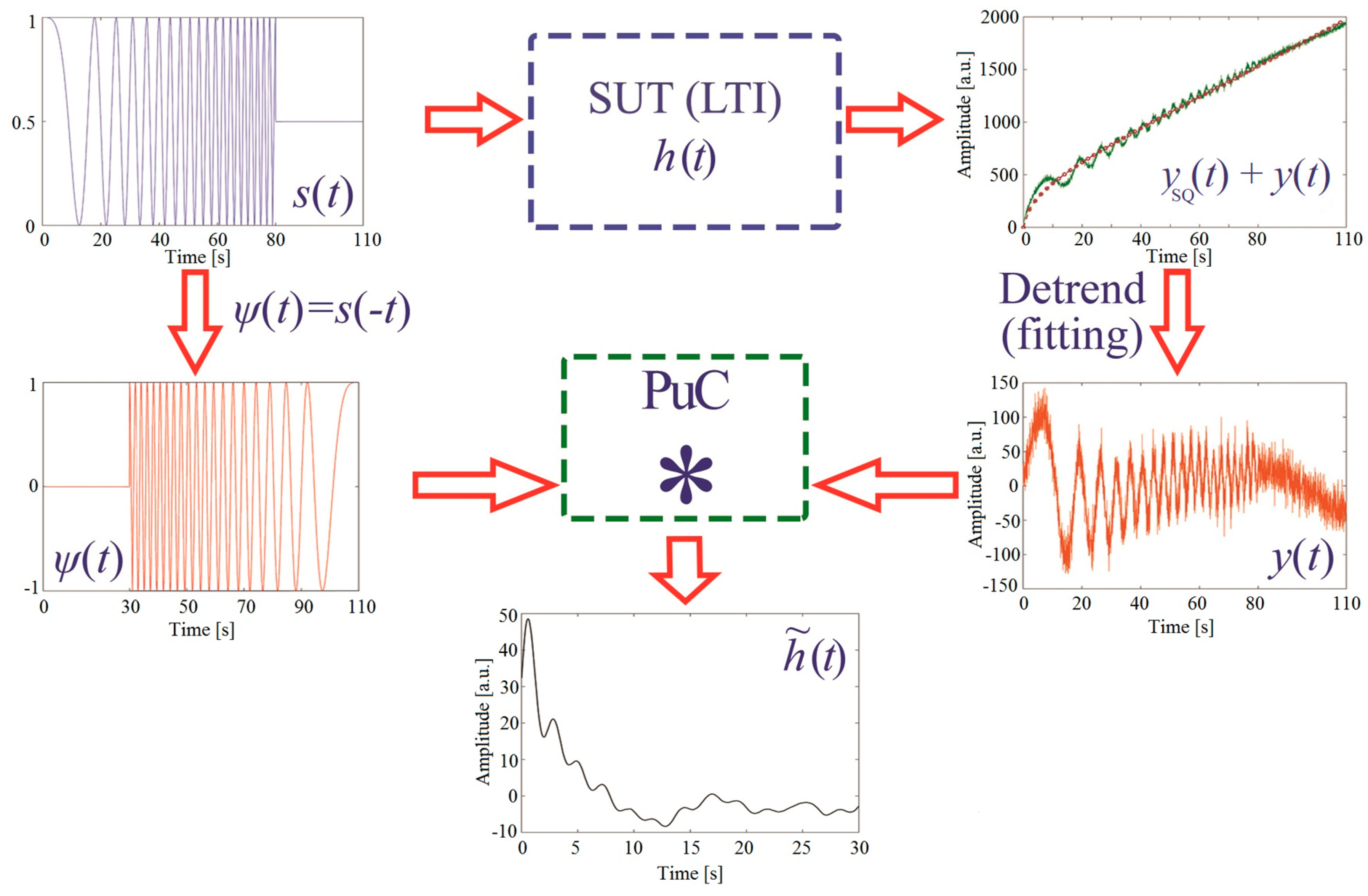
2.2. Pulse-Compression Thermography (PuCT)
- The sample is excited via a chirped heating stimulus of time duration and with an additional contribution for . Here, , and . Thus, the sample is kept heated for 30 s after the end of the coded stimulus. Note that is the expected time duration of the SUT’s , meaning that is the expected cooling time of the sample to retrieve a new equilibrium state or, from a practical point of view, is the duration of interest for the present analysis.
- Thermograms are acquired for an overall time interval .
- Apply to the the step-heating removal procedure (Detrend) for each pixel of the acquired thermogram sequence, thus obtaining . Please refer to Silipigni et al. [42] for more details.
- A pixel-by-pixel convolution of each with is performed, retrieving as for Equation (2).
3. Materials
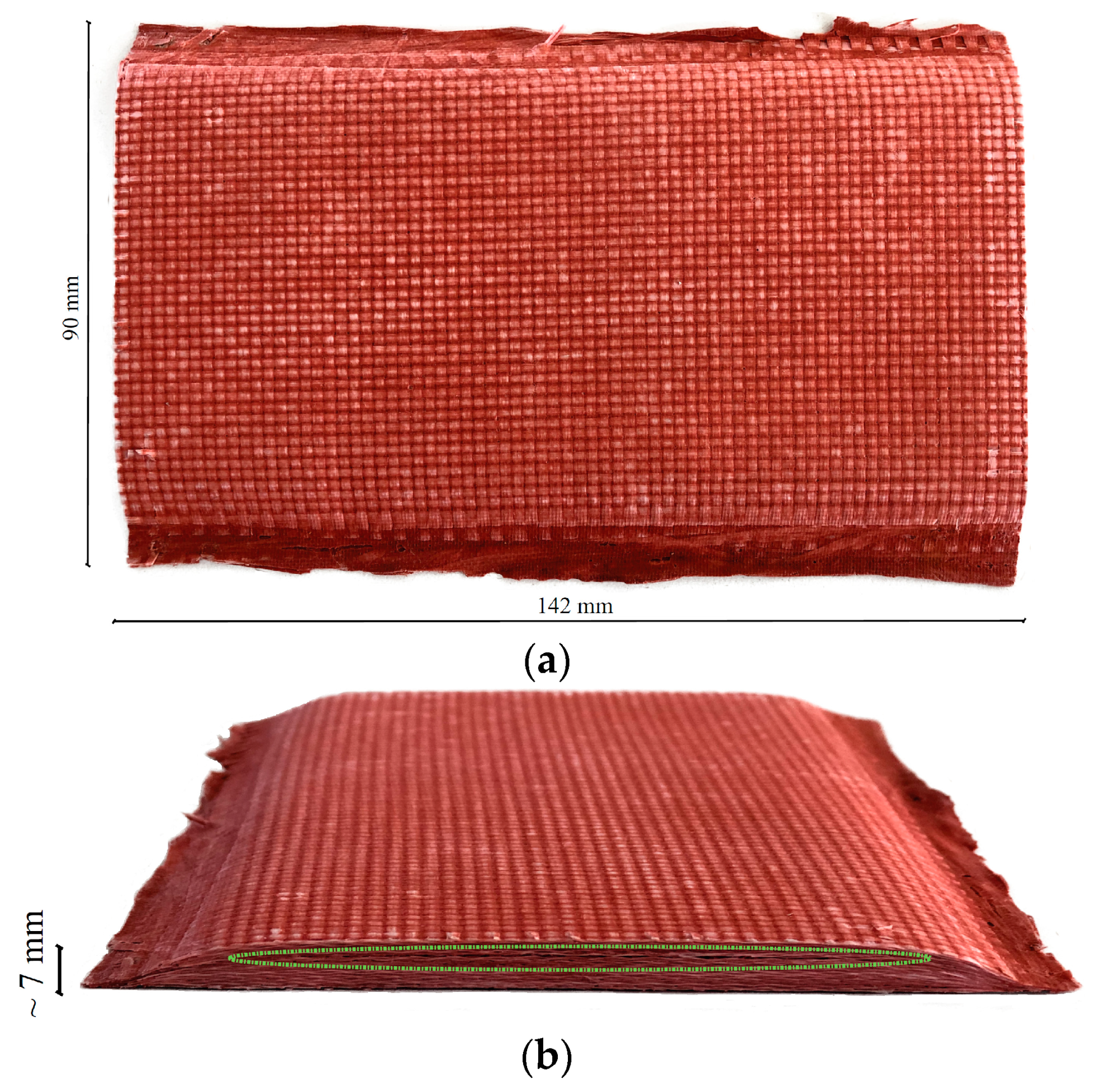
Description of the Sample
4. Experimental Setup
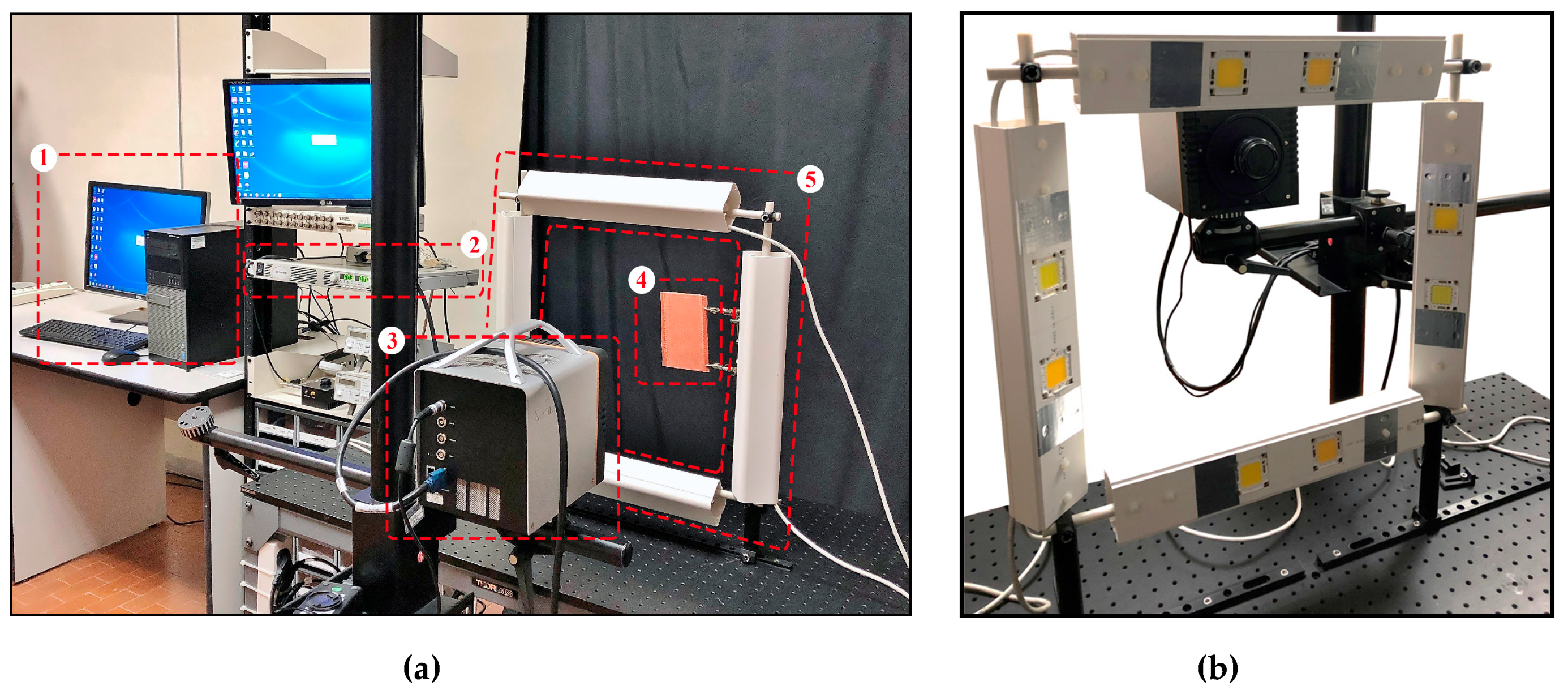
4.1. PuCT Experimental Arrangement
4.2. PuC-ACUT Experimental Arrangement
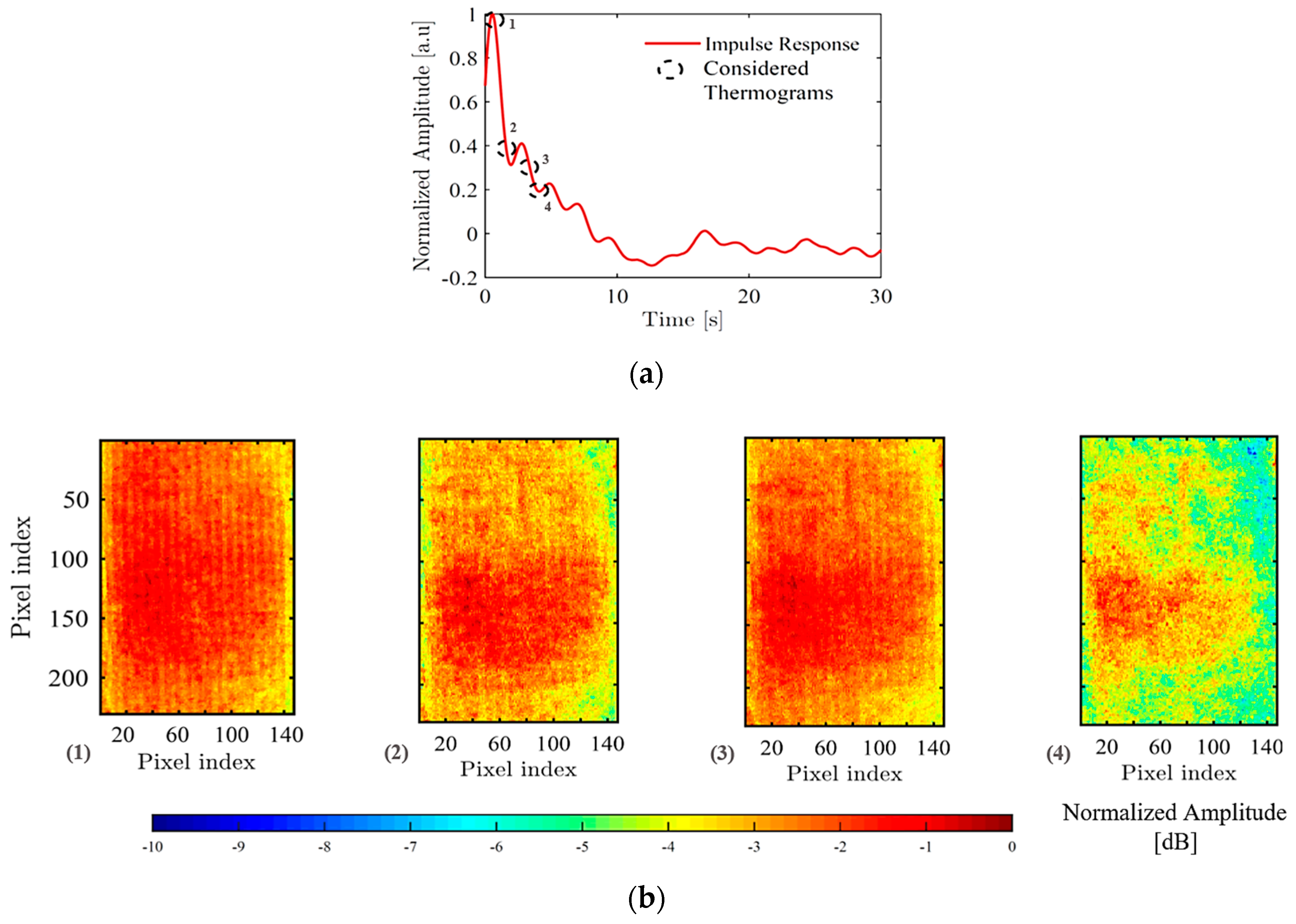
5. Results
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- D’Aelio, G.F.; Parker, J.A. (Eds.) Ablative Plastics; Marcel Dekker: New York, NY, USA, 1971. [Google Scholar]
- Natali, M.; Kenny, J.M.; Torre, L. Science and technology of polymeric ablative materials for thermal protection systems and propulsion devices: A review. Prog. Mater. Sci. 2016, 84, 192–275. [Google Scholar] [CrossRef]
- Rosato, D.V.; Schhwartz, R.T. Environmental Effects on Polymeric Materials; Interscience Publishers: New York, NY, USA, 1968. [Google Scholar]
- Donskoy, A.A. Elastomeric heat-shielding materials for internal surfaces of missile engines. Int. J. Polym. Mater. Polym. Biomater. 1996, 31, 215–236. [Google Scholar] [CrossRef]
- Torre, L.; Kenny, J.M.; Maezzoli, A.M. Degradation behaviour of a composite material for thermal protection systems. Part I-experimental characterization. J. Mater. Sci. 1998, 33, 3137–3143. [Google Scholar] [CrossRef]
- Torre, L.; Kenny, J.M.; Maezzoli, A.M. Degradation behaviour of a composite material for thermal protection systems. Part II-process simulation. J. Mater. Sci. 1998, 33, 3145–3149. [Google Scholar] [CrossRef]
- Donskoy, A.A. Silicon organic heat-shielding materials for aircraft external surfaces. In New Approaches to Polymer Materials; Zaikov, G.E., Ed.; Nova Publishers: Hauppauge, NY, USA, 1995; p. 5392. [Google Scholar]
- McKeon, T. Ablative degradation of a silicone foam. J. Macromol. Sci. -Chem. 1969, 3, 585–612. [Google Scholar] [CrossRef]
- Natali, M.; Rallini, M.; Puglia, D.; Kenny, J.; Torre, L. An armadillo-like Flexible thermal protection system for inflatable decelerators: A novel paradigm. Macromol. Mater. Eng. 2014, 299, 379–390. [Google Scholar] [CrossRef]
- He, Y.; Tian, G.; Pan, M.; Chen, D. Impact evaluation in carbon fiber reinforced plastic (CFRP) laminates using eddy current pulsed thermography. Compos. Struct. 2014, 109, 1–7. [Google Scholar] [CrossRef] [Green Version]
- Cheng, L.; Tian, G.Y. Surface crack detection for carbon fiber reinforced plastic (CFRP) materials using pulsed eddy current thermography. IEEE Sens. J. 2011, 11, 3261–3268. [Google Scholar] [CrossRef]
- Yi, Q.; Tian, G.Y.; Malekmohammadi, H.; Zhu, J.; Laureti, S.; Ricci, M. New features for delamination depth evaluation in carbon fiber reinforced plastic materials using eddy current pulse-compression thermography. NDT E Int. 2019, 102, 264–273. [Google Scholar]
- Gunnink, J.W.; Vlot, A.; De Vries, T.J.; Van Der Hoeven, W. Glare technology development 1997–2000. Appl. Compos. Mater. 2002, 9, 201–219. [Google Scholar] [CrossRef]
- Almeida, G.; Gonzalez, J.; Rosado, L.; Vilaça, P.; Santos, T.G. Advances in NDT and materials characterization by eddy currents. Procedia CIRP 2013, 7, 359–364. [Google Scholar] [CrossRef]
- Maierhofer, C.; Myrach, P.; Reischel, M.; Steinfurth, H.; Röllig, M.; Kunert, M. Characterizing damage in CFRP structures using flash thermography in reflection and transmission configurations. Compos. Part B: Eng. 2014, 57, 35–46. [Google Scholar] [CrossRef]
- Peeters, J.; Ibarra-Castanedo, C.; Sfarra, S.; Maldague, X.; Dirckx, J.J.; Steenackers, G. Robust quantitative depth estimation on CFRP samples using active thermography inspection and numerical simulation updating. NDT E Int. 2017, 87, 119–123. [Google Scholar]
- Maldague, X. Applications of infrared thermography in nondestructive evaluation. Trends Opt. Nondestruct. Test. 2000. [Google Scholar] [CrossRef]
- Ibarra-Castanedo, C.; Genest, M.; Guibert, S.; Piau, J.M.; Maldague, X.P.; Bendada, A. Inspection of aerospace materials by pulsed thermography, lock-in thermography, and vibrothermography: A comparative study. Proc. SPIE 2007, 6541, 654116. [Google Scholar] [CrossRef]
- Ibarra-Castanedo, C.; Avdelidis, N.P.; Grinzato, E.G.; Bison, P.G.; Marinetti, S.; Plescanu, C.C.; Bendada, A.; Maldague, X.P. Delamination detection and impact damage assessment of GLARE by active thermography. Int. J. Mater. Prod. Technol. 2011, 41, 5–16. [Google Scholar] [CrossRef]
- Castellano, A.; Foti, P.; Fraddosio, A.; Marzano, S.; Piccioni, M.D. Mechanical characterization of CFRP composites by ultrasonic immersion tests: Experimental and numerical approaches. Compos. Part B: Eng. 2014, 66, 299–310. [Google Scholar] [CrossRef]
- Scarponi, C.; Briotti, G. Ultrasonic technique for the evaluation of delaminations on CFRP, GFRP, KFRP composite materials. Compos. Part B: Eng. 2000, 31, 237–243. [Google Scholar] [CrossRef]
- Bisle, W.; Meier, T.; Mueller, S.; Rueckert, S.; Airbus, B. In-Service Inspection Concept for GLARE®—An Example for the Use of New UT Array In-spection Systems. In Proceedings of the 9th ECNDT, Berlin, Germany, 25–29 September 2006; pp. 1–9. [Google Scholar]
- Raišutis, R.; Kažys, R.; Žukauskas, E.; Mažeika, L.; Vladišauskas, A. Application of ultrasonic guided waves for non-destructive testing of defective CFRP rods with multiple delaminations. NDT E Int. 2010, 43, 416–424. [Google Scholar]
- Raišutis, R.; Kažys, R.; Žukauskas, E.; Mažeika, L. Ultrasonic air-coupled testing of square-shape CFRP composite rods by means of guided waves. NDT E Int. 2011, 44, 645–654. [Google Scholar]
- Rose, J.L.; Soley, L.E. Ultrasonic guided waves for anomaly detection in aircraft components. Mater. Eval. 2000, 58, 1080–1086. [Google Scholar]
- Hung, Y.Y. Shearography: A novel and practical approach for nondestructive inspection. J. Nondestruct. Eval. 1989, 8, 55–67. [Google Scholar] [CrossRef]
- De Angelis, G.; Meo, M.; Almond, D.P.; Pickering, S.G.; Angioni, S.L. A new technique to detect defect size and depth in composite structures using digital shearography and unconstrained optimization. NDT E Int. 2012, 45, 91–96. [Google Scholar]
- Hung, Y.Y.; Chen, Y.S.; Ng, S.P.; Liu, L.; Huang, Y.H.; Luk, B.L.; Ip, R.W.; Wu, C.M.; Chung, P.S. Review and comparison of shearography and active thermography for nondestructive evaluation. Mater. Sci. Eng.: R: Rep. 2009, 64, 73–112. [Google Scholar] [CrossRef]
- Ettemeyer, A.; Erne, O.; Walz, T. Composite structural integrity NDT with automatic shearography measurements. Mater. Eval. 2000, 58, 1378–1380. [Google Scholar]
- Keogh, S.M.; Hedderman, T.G.; Gregan, E.; Farrell, G.; Chambers, G.; Byrne, H.J. Spectroscopic analysis of single-walled carbon nanotubes and semiconjugated polymer composites. J. Phys. Chem. B 2004, 108, 6233–6241. [Google Scholar] [CrossRef]
- Li, W.; Huang, Y.D.; Liu, L.; Chen, N.T. Rapid and nondestructive analysis of quality of prepreg cloth by near-infrared spectroscopy. Compos. Sci. Technol. 2005, 65, 1668–1674. [Google Scholar] [CrossRef]
- Lachenal, G.; Ozaki, Y. Advantages of near infrared spectroscopy for the analysis of polymers and composites. Macromol. Symp. 1999, 141, 283–292. [Google Scholar] [CrossRef]
- Senni, L.; Laureti, S.; Rizwan, M.K.; Burrascano, P.; Hutchins, D.A.; Davis, L.A.; Ricci, M. Multi-spectral near infrared NDE of polymer composites. NDT E Int. 2019, 102, 281–286. [Google Scholar]
- Davis, C.K. Shearographic and thermographic nondestructive evaluation of the space shuttle structure and thermal protection systems (TPS). Proc. SPIE 1996, 2945, 36–48. [Google Scholar]
- Kažys, R.; Demčenko, A.; Žukauskas, E.; Mažeika, L. Air-coupled ultrasonic investigation of multi-layered composite materials. Ultrasonics 2006, 44, e819–e822. [Google Scholar] [CrossRef]
- Imielińska, K.; Castaings, M.; Wojtyra, R.; Haras, J.; Le Clezio, E.; Hosten, B. Air-coupled ultrasonic C-scan technique in impact response testing of carbon fibre and hybrid: Glass, carbon and Kevlar/epoxy composites. J. Mater. Process. Technol. 2004, 157, 513–522. [Google Scholar] [CrossRef]
- Castaings, M.; Cawley, P.; Farlow, R.; Hayward, G. Single sided inspection of composite materials using air coupled ultrasound. J. Nondestruct. Eval. 1998, 17, 37–45. [Google Scholar] [CrossRef]
- Misaridis, T.X.; Gammelmark, K.; Jørgensen, C.H.; Lindberg, N.; Thomsen, A.H.; Pedersen, M.H.; Jensen, J.A. Potential of coded excitation in medical ultrasound imaging. Ultrasonics 2000, 38, 183–189. [Google Scholar] [CrossRef]
- Ricci, M.; Senni, L.; Burrascano, P. Exploiting pseudorandom sequences to enhance noise immunity for air-coupled ultrasonic nondestructive testing. IEEE Trans. Instrum. Meas. 2012, 61, 2905–2915. [Google Scholar] [CrossRef]
- Mohamed, I.; Hutchins, D.; Davis, L.; Laureti, S.; Ricci, M. Ultrasonic NDE of thick polyurethane flexible riser stiffener material. Nondestruct. Test. Eval. 2017, 32, 343–362. [Google Scholar] [CrossRef]
- Laureti, S.; Sfarra, S.; Malekmohammadi, H.; Burrascano, P.; Hutchins, D.A.; Senni, L.; Silipigni, G.; Maldague, X.P.; Ricci, M. The use of pulse-compression thermography for detecting defects in paintings. NDT E Int. 2018, 98, 147–154. [Google Scholar] [CrossRef]
- Silipigni, G.; Burrascano, P.; Hutchins, D.A.; Laureti, S.; Petrucci, R.; Senni, L.; Torre, L.; Ricci, M. Optimization of the pulse-compression technique applied to the infrared thermography nondestructive evaluation. NDT E Int. 2017, 87, 100–110. [Google Scholar] [CrossRef]
- Gan, T.H.; Hutchins, D.A.; Billson, D.R.; Schindel, D.W. The use of broadband acoustic transducers and pulse-compression techniques for air-coupled ultrasonic imaging. Ultrasonics 2001, 39, 181–194. [Google Scholar] [CrossRef]
- Zhou, Z.; Ma, B.; Jiang, J.; Yu, G.; Liu, K.; Zhang, D.; Liu, W. Application of wavelet filtering and Barker-coded pulse compression hybrid method to air-coupled ultrasonic testing. Nondestruct. Test. Eval. 2014, 29, 297–314. [Google Scholar] [CrossRef]
- Cook, C.E. Pulse compression-key to more efficient radar transmission. Proc. IRE 1960, 48, 310–316. [Google Scholar] [CrossRef]
- Klauder, J.R.; Price, A.C.; Darlington, S.; Albersheim, W.J. The theory and design of chirp radars. Bell Syst. Tech. J. 1960, 39, 745–808. [Google Scholar] [CrossRef]
- Gires, F.; Tournois, P. Interferometre utilisable pour la compression dimpulsions lumineuses modulees en frequence. Comptes Rendus Hebd. Des Seances De L Acad. Des Sci. 1964, 258, 6112. [Google Scholar]
- Giordmaine, J.; Duguay, M.; Hansen, J. Compression of optical pulses. IEEE J. Quantum Electron. 1968, 4, 252–255. [Google Scholar] [CrossRef]
- Shank, C.V.; Fork, R.L.; Yen, R.; Stolen, R.H.; Tomlinson, W.J. Compression of femtosecond optical pulses. Appl. Phys. Lett. 1982, 40, 761–763. [Google Scholar] [CrossRef]
- Betta, G.; Ferrigno, L.; Laracca, M.; Burrascano, P.; Ricci, M.; Silipigni, G. An experimental comparison of multi-frequency and chirp excitations for eddy current testing on thin defects. Measurement 2015, 63, 207–220. [Google Scholar] [CrossRef]
- Burrascano, P.; Carpentieri, M.; Pirani, A.; Ricci, M. Galois sequences in the non-destructive evaluation of metallic materials. Meas. Sci. Technol. 2006, 17, 2973. [Google Scholar] [CrossRef]
- Mulaveesala, R.; Tuli, S. Theory of frequency modulated thermal wave imaging for nondestructive subsurface defect detection. Appl. Phys. Lett. 2006, 89, 191913. [Google Scholar] [CrossRef]
- Tabatabaei, N.; Mandelis, A. Thermal-wave radar: A novel subsurface imaging modality with extended depth-resolution dynamic range. Rev. Sci. Instrum. 2009, 80, 034902. [Google Scholar] [CrossRef]
- Yang, R.; He, Y. Pulsed inductive thermal wave radar (PI-TWR) using cross correlation matched filtering in eddy current thermography. Infrared Phys. Technol. 2015, 71, 469–474. [Google Scholar] [CrossRef]
- Liu, J.; Gong, J.; Qin, L.; Wang, H.; Wang, Y. Study of inspection on metal sheet with subsurface defects using linear frequency modulated ultrasound excitation thermal-wave imaging (LFM-UTWI). Infrared Phys. Technol. 2014, 62, 136–142. [Google Scholar] [CrossRef]
- Farina, A. Simultaneous measurement of impulse response and distortion with a swept-sine technique. In Audio Engineering Society Convention 108; Audio Engineering Society: New York, NY, USA, 2000. [Google Scholar]
- Novak, A.; Simon, L.; Kadlec, F.; Lotton, P. Nonlinear system identification using exponential swept-sine signal. IEEE Trans. Instrum. Meas. 2010, 59, 2220–2229. [Google Scholar] [CrossRef]
- Burrascano, P.; Di Capua, G.; Femia, N.; Laureti, S.; Ricci, M. A Pulse Compression procedure for power inductors modeling up to moderate non-linearity. Integration 2019, 66, 16–23. [Google Scholar] [CrossRef]
- Komlos, K.; Popovics, S.; Nürnbergerová, T.; Babal, B.; Popovics, J.S. Ultrasonic pulse velocity test of concrete properties as specified in various standards. Cem. Concr. Compos. 1996, 18, 357–364. [Google Scholar] [CrossRef]
- Laureti, S.; Ricci, M.; Mohamed, M.N.; Senni, L.; Davis, L.A.; Hutchins, D.A. Detection of rebars in concrete using advanced ultrasonic pulse compression techniques. Ultrasonics 2018, 85, 31–38. [Google Scholar] [CrossRef] [PubMed]
- Hutchins, D.; Burrascano, P.; Davis, L.; Laureti, S.; Ricci, M. Coded waveforms for optimised air-coupled ultrasonic nondestructive evaluation. Ultrasonics 2014, 54, 1745–1759. [Google Scholar] [CrossRef] [PubMed]
- Senni, L.; Battaglini, L.; Burrascano, P.; Laureti, S.; Ricci, M. Industrial applications: Ultrasonic inspection of large forgings. In Ultrasonic Nondestructive Evaluation Systems; Springer: Cham, Switzerland, 2015; pp. 245–258. [Google Scholar]
- Pallav, P.; Hutchins, D.A.; Gan, T.H. Air-coupled ultrasonic evaluation of food materials. Ultrasonics 2009, 49, 244–253. [Google Scholar] [CrossRef]
- Mulaveesala, R.; Venkata Ghali, S. Coded excitation for infrared non-destructive testing of carbon fiber reinforced plastics. Rev. Sci. Instrum. 2011, 82, 054902. [Google Scholar] [CrossRef] [PubMed]
- Li, C.Z.; Zhang, B.X.; Shi, F.F.; Xie, F.L. Research on the imaging of concrete defect based on the pulse compression technique. Appl. Geophys. 2013, 10, 337–348. [Google Scholar] [CrossRef]
- Laureti, S.; Akanji, O.; Davis, L.A.; Leigh, S.J.; Hutchins, D.A.; Ricci, M. Design and characterization of 3D-printed phononic crystals for sub-MHz ultrasound manipulation. In Proceedings of the IEEE International Ultrasonics Symposium (IUS), Taipei, Taiwan, 21–24 October 2015; pp. 1–4. [Google Scholar]
- Battaglini, L.; Callegari, S.; Caporale, S.; Davis, L.A.; Laureti, S.; Senni, L.; Hutchins, D.A. Industrial Applications of Noncontact Ultrasonics Techniques. In Ultrasonic Nondestructive Evaluation Systems; Springer: Cham, Switzerland, 2015; pp. 271–295. [Google Scholar]
- Arora, V.; Mulaveesala, R. Pulse compression with gaussian weighted chirp modulated excitation for infrared thermal wave imaging. Prog. Electromagn. Res. Lett. 2014, 44, 133–137. [Google Scholar] [CrossRef]
- Laureti, S.; Silipigni, G.; Senni, L.; Tomasello, R.; Burrascano, P.; Ricci, M. Comparative study between linear and non-linear frequency-modulated pulse-compression thermography. Appl. Opt. 2018, 57, D32–D39. [Google Scholar] [CrossRef]
- Burrascano, P.; Laureti, S.; Senni, L.; Ricci, M. Pulse Compression in Nondestructive Testing Applications: Reduction of Near Sidelobes Exploiting Reactance Transformation. IEEE Trans. Circuits Syst. I 2018, 99, 1–11. [Google Scholar] [CrossRef]
- Harput, S.; Arif, M.; McLaughlan, J.; Cowell, D.M.; Freear, S. The effect of amplitude modulation on subharmonic imaging with chirp excitation. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 2013, 60, 2532–2544. [Google Scholar] [CrossRef] [Green Version]
- Turin, G. An introduction to matched filters. IRE Trans. Inf. Theory 1960, 6, 311–329. [Google Scholar] [CrossRef]
- Meola, C.; Carlomagno, G.M.; Giorleo, L. The use of infrared thermography for materials characterization. J. Mater. Process. Technol. 2004, 155, 1132–1137. [Google Scholar] [CrossRef]
- Maldague, X. Theory and Practice of Infrared Thermography for Nondestructive Testing; Wiley Series in Microwave and Optical Engineering; Wiley: New York, NY, USA, 2001. [Google Scholar]
- Maldague, X.; Marinetti, S. Pulse phase infrared thermography. J. Appl. Phys. 1996, 79, 2694–2698. [Google Scholar] [CrossRef] [Green Version]
- Carslaw, H.; Jaeger, J. Conduction of Heat in Solids, 2nd ed.; Oxford Clarendon Press: Oxford, UK, 1959; p. 1959. [Google Scholar]
- Burgholzer, P. Thermodynamic Limits of Spatial Resolution in Active Thermography. Int. J. Thermophys. 2015, 36, 2328–2341. [Google Scholar] [CrossRef] [Green Version]
- Wu, J.Y.; Sfarra, S.; Yao, Y. Sparse principal component thermography for subsurface defect detection in composite products. IEEE Trans. Ind. Inform. 2018, 14, 5594–5600. [Google Scholar] [CrossRef]
- Burgholzer, P.; Thor, M.; Gruber, J.; Mayr, G. Three-dimensional thermographic imaging using a virtual wave concept. J. Appl. Phys. 2017, 121, 105102. [Google Scholar] [CrossRef] [Green Version]










© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Laureti, S.; Khalid Rizwan, M.; Malekmohammadi, H.; Burrascano, P.; Natali, M.; Torre, L.; Rallini, M.; Puri, I.; Hutchins, D.; Ricci, M. Delamination Detection in Polymeric Ablative Materials Using Pulse-Compression Thermography and Air-Coupled Ultrasound. Sensors 2019, 19, 2198. https://doi.org/10.3390/s19092198
Laureti S, Khalid Rizwan M, Malekmohammadi H, Burrascano P, Natali M, Torre L, Rallini M, Puri I, Hutchins D, Ricci M. Delamination Detection in Polymeric Ablative Materials Using Pulse-Compression Thermography and Air-Coupled Ultrasound. Sensors. 2019; 19(9):2198. https://doi.org/10.3390/s19092198
Chicago/Turabian StyleLaureti, Stefano, Muhammad Khalid Rizwan, Hamed Malekmohammadi, Pietro Burrascano, Maurizio Natali, Luigi Torre, Marco Rallini, Ivan Puri, David Hutchins, and Marco Ricci. 2019. "Delamination Detection in Polymeric Ablative Materials Using Pulse-Compression Thermography and Air-Coupled Ultrasound" Sensors 19, no. 9: 2198. https://doi.org/10.3390/s19092198