2.1. Sensor Description
The core structure of the proposed wear particle detector is shown in
Figure 1. Differing from the conventional wear particle detection sensor, which only includes a coil frame, two reverse exciting coils, and an inductive coil, the proposed particle detector adopts the resonance principle and an amorphous iron core to compressively improve its sensitivity. Based on the features of the sensor, the parallel resonance topology is used for the exciting coil to boost the impedance change of the coil caused by particles. Moreover, the series resonance principle is applied to the inductive coil to improve the induced electromotive force. Therefore, the resonant capacitors
C1 and
C3 are connected to the left and right exciting coils of the sensor in parallel, and the resonant capacitor
C2 is connected to the inductive coil in series. The general working principle of the sensor has been expounded in Reference [
22]. In order to achieve the flow requirements of wear monitoring for large-scale machines, the inner diameter of the sensor is set to 7 mm.
The metal wear particles passing through the sensor lead to magnetic perturbation of the sensor. More specifically, ferromagnetic particles enhance the local magnetic flux density, while non-ferromagnetic particles decrease the local magnetic flux density [
22]. In these cases, the change of the magnetic flux through the exciting coil and the inductive coil can be expressed as (1) and (2), respectively:
where,
is the magnetic flux through the exciting coil,
is the change of magnetic flux density in the sensor caused by particles,
L is the inductance of the exciting coil,
I is the current through the exciting coil,
is the gain factor of magnetic flux through the inductive coil,
is the magnetic flux leakage coefficient, which is closely related to the sensor structural parameters, and
is the magnetic flux through the
ith exciting coil.
The induced electromotive force output by the inductive coil can be expressed as (3), where
is the number of turns of the inductive coil:
From the above equation, we can see that for the sensor with certain structural parameters, the magnitude of the induced electromotive force is related to the product of the inductance of the exciting coil and current through the exciting coil, and the gain factor . Because the change of coil inductance caused by wear particles is extremely weak, one method of improving the sensitivity of the sensor is to enlarge the current variation through the exciting coils, which is closely associated with the impedance change of the exciting circuit caused by particles. Meanwhile, this research proves that a series-resonant inductive coil and an amorphous core can boost the gain factor . The mechanism of enhancing the sensitivity of the sensor is explained in detail in the following section.
2.2. A Sensitivity Comparison Analysis of the Sensors
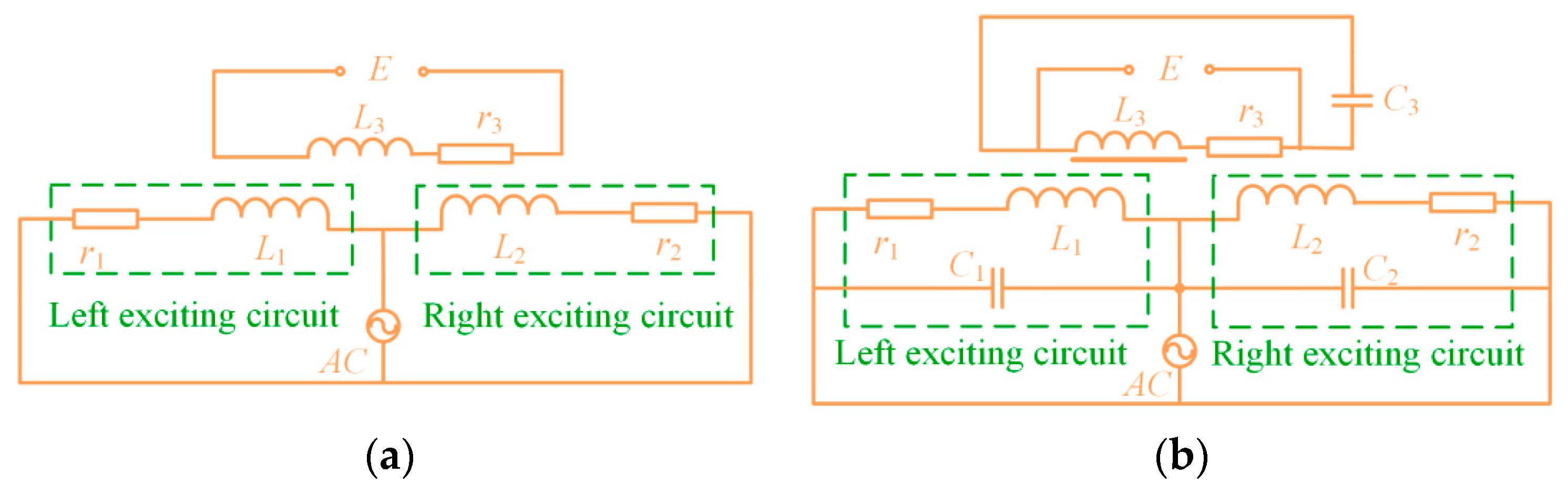
To demonstrate the mechanism of sensitivity improvement by the resonant principle and the amorphous core, a sensitivity comparison analysis of the conventional and proposed wear particle detector was conducted. The circuit diagrams of the sensors are displayed in
Figure 2a,b, where
L1 and
L2 are the inductances of the exciting coils,
L3 is the inductance of the inductive coil,
C1,
C2, and
C3 are the resonant capacitors for each coil, and the internal resistances of these coils are
r1 =
r2 = 4.1 Ω and
r3 = 4.3 Ω. For the proposed sensor, as shown in
Figure 2b, the resonance condition must be satisfied as Equation (4), where
is the resonant frequency.
The impedance change of the exciting circuit caused by particles can characterize the sensitivity of the sensor indirectly. When no particles enter the sensor, the impedance of each exciting circuit of the two sensors, as shown in
Figure 2a,b, can be expressed as (5) and (6), respectively. Here,
and
are the impedances of the non-resonant and resonant exciting circuits respectively,
is the equivalent inductance of a single exciting coil,
is the self-inductance of the
ith exciting coil, and
M is the mutual inductance between the two exciting coils. Note that, under the resonance state,
and
, so it can be obtained that
.
When wear debris gets access to the sensor, the inductance of one of the two exciting coils changes, which further leads to an impedance difference between the two exciting circuits. Taking the ferromagnetic particle as an example, the inductance-change of a coil caused by a ferromagnetic particle with a radius of
can be expressed as (7) [
23]:
Here, is the permeability of the vacuum, is the relative permeability, is the number of turns of the coil, and is the width of the coil.
The impedance differences between the exciting circuits of the two sensors, as shown in
Figure 2a,b, are given by:
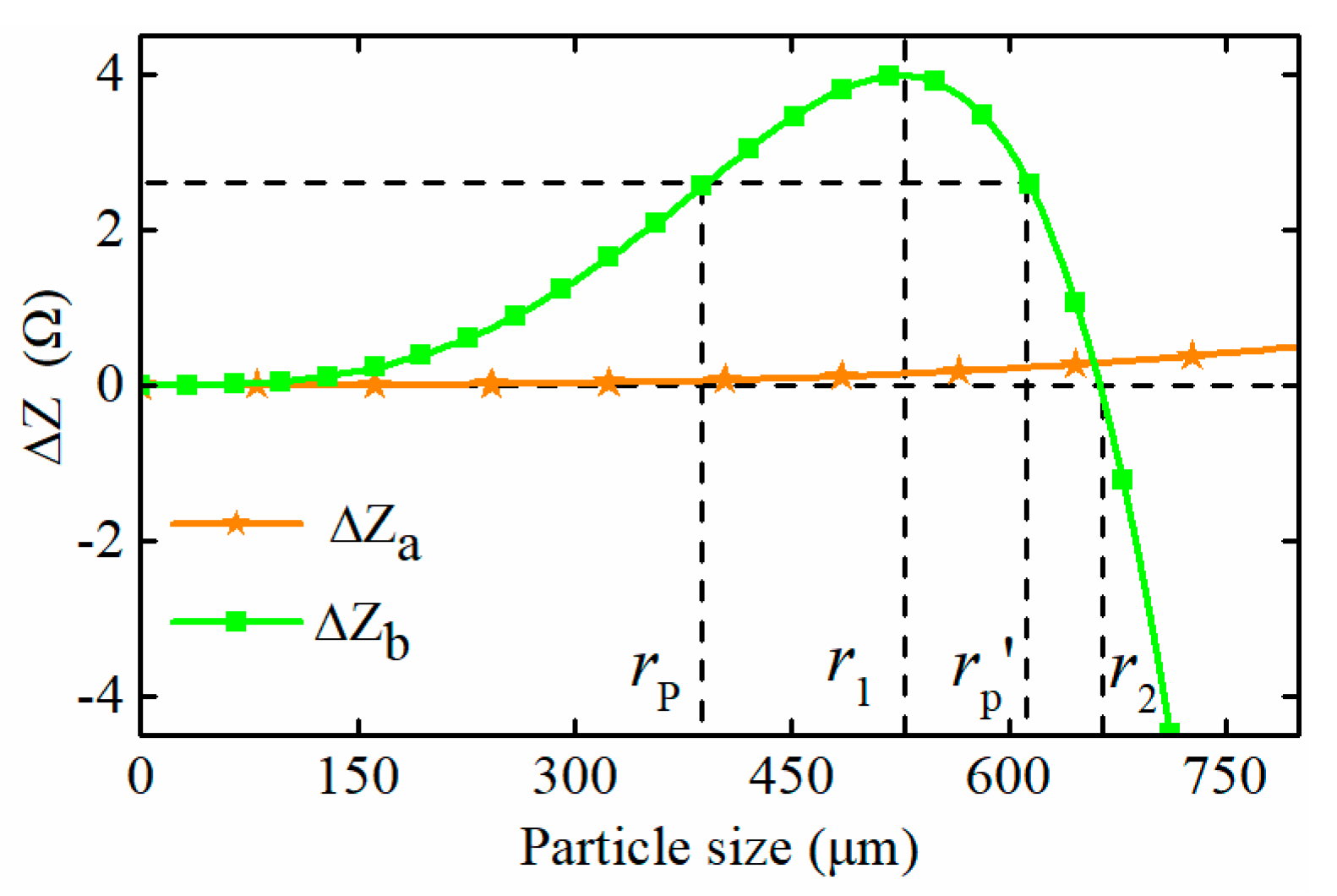
To characterize the sensitivity of the two sensors, the impedance differences between the exciting circuits of each sensor are calculated by MATLAB (MathWorks, USA) and shown in
Figure 3. During the calculation, the equivalent inductance of the exciting coils is
, which is obtained from experimental measurement, the exciting frequency is set to
, and the corresponding resonant capacitances are
. It can be seen that for the sensor with a non-resonance principle, the impedance difference slowly grows with the increase of the particle diameter, and that it is merely 0.41 Ω when the diameter of the ferromagnetic particle is 750 μm. However, for the sensors with resonant exciting coils, the impedance difference rises rapidly with the increase of particle diameter, reaches a peak value (3.99 Ω) at the position of r1 (528 μm), and then decreases sharply. Therefore, the obvious impedance difference between the exciting circuits of the proposed sensor signifies that the parallel resonant exciting coil does improve the sensitivity of the sensor to a certain extent. However, the nonlinear characteristics of the impedance difference mean that different sized particles, such as the particles with the diameter of
and
, may lead to the same impedance change, and even the impedance change, caused by the particle larger than
in diameter, turns negative, which means that the large ferromagnetic particle may be recognized as a non-ferromagnetic particle. Therefore, for correctness of the particle detection result, the effective detection range of the proposed sensor is restricted to (0,
).
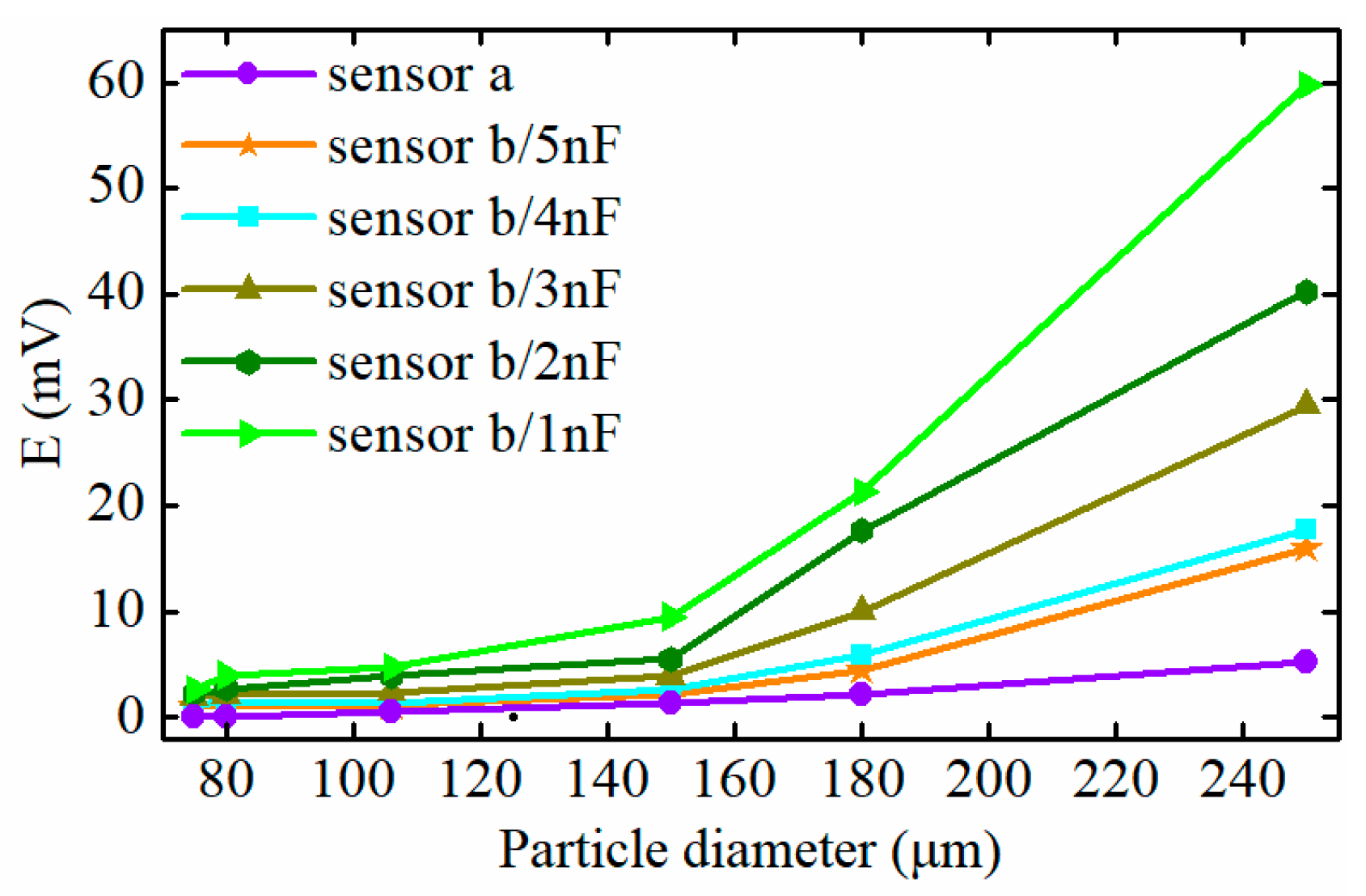
To effectively monitor the initial abnormal wear stage of the machinery, some measures must be taken to improve the detectability for micro particles. It is calculated that for the proposed sensor, the resonance capacitance (or resonance frequency) greatly affects the peak position of
. The impedance differences between the two exciting circuits with different resonance capacitors are displayed in
Figure 4. It can be seen that with the decrease of the capacitance, the impedance difference curve shifts to the left, which reduces the particle detection range of the sensor to
, but enhances the impedance difference between the two exciting circuits caused by micro particles. Therefore, the smaller resonance capacitance (higher resonance frequency) contributes to the detection of micro wear particles. However, that greatly increases the current through the exciting coils and makes the sensor produce more heat, which is harmful to the reliability of the sensor. Meanwhile, the excessive field frequency increases the magnetic losses in particles, which weakens the detectability for ferromagnetic particles. Considering the above factors, a real well-selecting experiment was conducted, and the results showed that a resonant capacitance of 1nF is appropriate for the detection of ferromagnetic particles. In this situation, the detection range of the sensor was restricted to (0, 300) μm.
The impedance change of exciting coils caused by particles leads to current redistribution, which is one of the key factors of improving the sensitivity of the sensor. Under this circumstance, the current difference between exciting coils, for the sensors shown in
Figure 2a,b, can be expressed as (9) and (10), respectively:
Note here that, when the particle diameter is distributed in the range
,
and
. Therefore, we obtain:
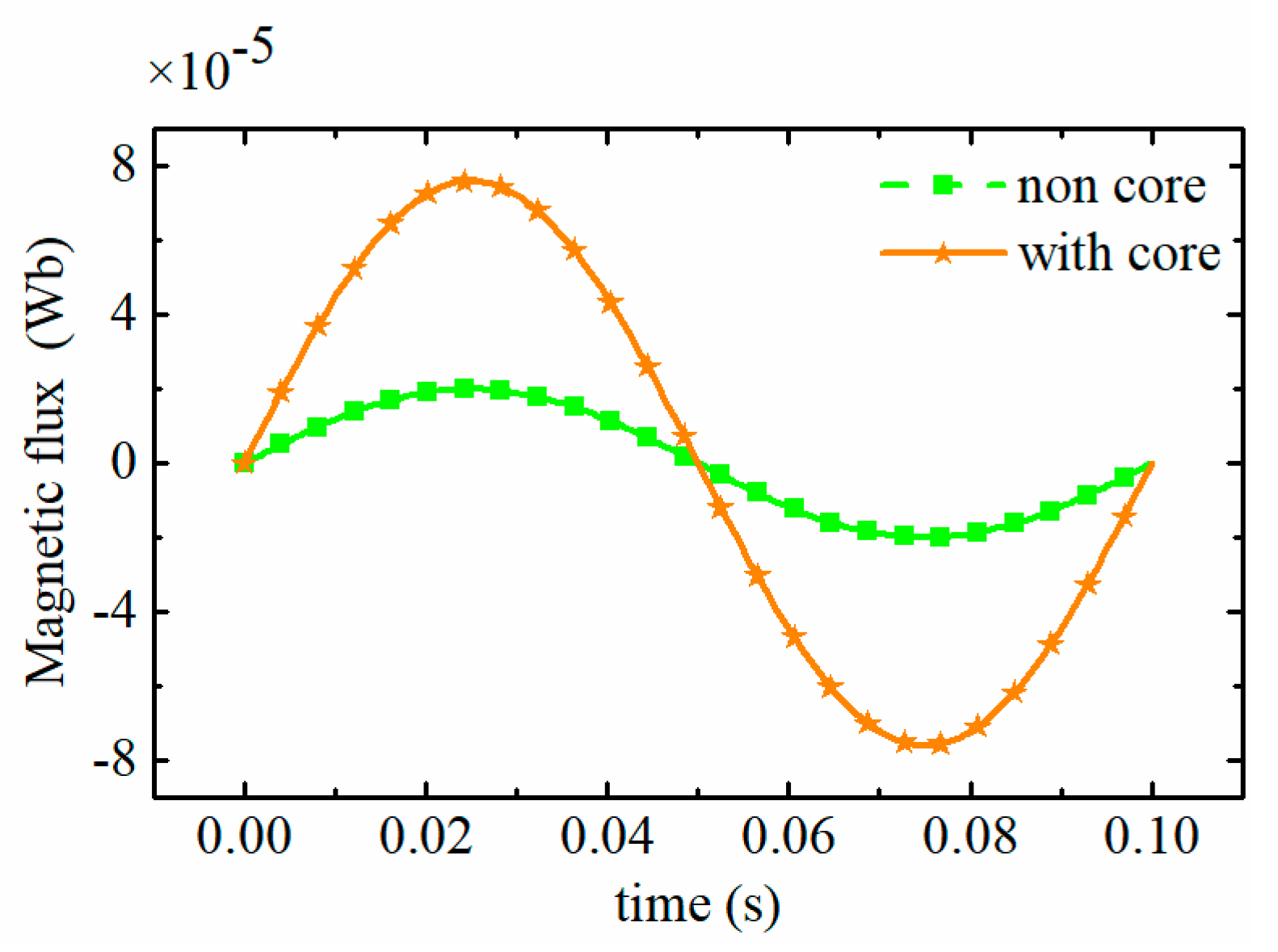
The combination of (3) and (11) implies that the parallel resonant exciting coil can essentially improve the induced electromotive force. Meanwhile, Equations (2) and (3) indicate that increasing the magnetic flux through the inductive coil is helpful to further enhance the detectability for micro wear particles and boost the sensitivity of the sensor. Therefore, an amorphous iron core is added to the inductive coil. For the inductive coil, the difference in the magnetic flux density between the two exciting coils can be equivalent to a weak external magnetic field
, which produces the magnetic flux of the inductive coil. Based on the equation of
, it can be obtained that a ferrite core with a high permeability can boost the external magnetic field and enhance the magnetic flux of the inductive coil. To demonstrate the enhancement effect of the magnetic flux by the amorphous core, a simulation was conducted using the software of COMSOL Multiphysics (COMSOL, Stockholm, Sweden). The simulation parameters used were obtained from the experimental system (illustrated in
Section 3). The magnetic fluxes of the inductive coil caused by a 100 μm iron particle for the sensors are displayed in
Figure 5. It can be seen that the magnetic flux through the inductive coil of the sensor with the amorphous core increases significantly. In this case, a larger induced electromotive force is produced by the inductive coil.
To further magnify the induced electromotive force caused by particles, the series resonance principle is adopted for the inductive coil and the capacitor
C3 also needs to meet the resonance condition as (4). It is noteworthy that the resonance frequency should maintain a consistent value with the exciting frequency
and the inductive coil can be regarded as a power source. Under the series resonant state, the current through the coil reaches a peak as (12), and the output signal of the sensor can be expressed as (13). The result shows that the series resonant inductive coil magnifies the output signal of the sensor, and the magnification can be comprehensively described as the quality factor of the induction coil. In this situation, the stray capacitance of the coil and the equivalent series resistance of the resonant capacitor cannot be neglected, so it is difficult to directly calculate the quality factor. We measured the quality factor using a digital electric bridge tester (TH2821B) and obtained an approximate value of 3.22, which indicates that the output signal of sensor
:
Here,
is the current through the inductive coil under the resonant state, and
and
are the induced electromotive forces output by the inductive coil and the sensor, respectively.
Consequently, adding an amorphous iron core to the inductive coil and making it work in the series resonance state are two significant methods of further improving the sensitivity of the sensor.
2.3. Particle Signal Measurement Setup
For the proposed sensor, because of the weak inhomogeneity of the magnetic field between the exciting coils, the initially induced electromotive force interference is produced when no particles pass through the sensor. By analyzing the characteristics of the sensor signal, it can be obtained that the real output signal is composed of the effective particle signal, initially induced electromotive force interference, and environmental interference. The real sensor signal can be expressed as:
where,
is the effective particle signal,
is the initially induced electromotive force interference,
and
are the angular frequencies of the exciting signal of the sensor and the effective particle signal respectively, and
is the Gaussian noise resulting from environmental interference.
A measurement system for weak signals is crucial for the detection of wear particles. For satisfying the high real-time requirements of online wear monitoring, a new signal extraction method, based on a modified lock-in amplifier (MLIA) and empirical mode decomposition (EMD), is proposed. Compared with conventional peak-detection (PD) algorithms [
17,
18,
20], the proposed method is much simpler and faster. It can adapt to circumstances with an extremely low signal-to-noise ratio (SNR).
Figure 6 shows the block diagram of the signal measurement system. The frequency synthesizer is used to adjust the frequency of the exciting signal to satisfy various monitoring situations. A capacitance matcher is applied to match suitable capacitances for sensor coils. The process of particle signal extraction includes the pre-detection process, preliminary signal extraction, and signal shaping. In the pre-detection process, the raw signal of the sensor is amplified and then filtered by a power frequency filter and an anti-aliasing filter to remove the 50 Hz interference and the high-frequency interference which is generally caused by mechanical vibration of the sensor. For preliminary signal extraction, a modified lock-in amplifier (MLIA) is proposed. In contrast to a conventional lock-in amplifier (LIA), the MLIA adopts two Bessel-type band-pass filters with a center frequency
due to the essential feature of the sensor signal, and the effective particle signal is amplitude-modulated by a sinusoidal signal with a frequency of
. Besides that, to quickly eliminate the initially induced electromotive force interference, a Bessel high-pass filter with a cut-off frequency of 5 Hz was used. Because the extraction effect of the particle signal is relevant to the function of these filters and SNR of the raw signal, to adapt the detection requirement of the particles with different speeds, the raw signal is always under-filtered by these filters. Therefore, some unfiltered Gaussian interference still exists in the particle signal, which lowers the detection effect for particles, especially for particles with a low speed. Hence, the particle signal-shaping method based on the EMD is proposed.
In the procedure for preliminary signal extraction, the reference signal of MLIA is set to
, which has the same frequency as the exciting signal. After that, the raw signal is multiplied by both the reference signal and a signal in quadrature with respect to a reference signal of
. The signals of
and
can be obtained as (15) and (16), respectively. It can be seen that
and
consist of three parts: the amplitude component, high-frequency part (frequency is
), and noise sector:
After the MLIA’s band-pass filters, the high-frequency component and most of the noise interference can be removed. Therefore, the following signals are obtained:
The estimation of the specific component amplitude (SCA) is given by (19). There are two sectors in the SCA: a sinusoidal component with a frequency of
, which involves the effective particle signal, and a direct component that reflects the amplitude of the initially induced electromotive force interference. Therefore, a Bessel high-pass filter with a cut-off frequency of 5 Hz is used to remove the DC interference component, and the effective particle signal is then obtained as (20):
That the cut-off frequency of the high-pass filter is 5 Hz means that the allowable minimal speed of particles passing through the sensor is , and the corresponding allowable minimum quantity of flow is . Here, is the outer distance between the exciting coils and is the inner diameter of the sensor.
Although the modified lock-in amplifier can preliminarily extract the weak particle signal and greatly improve the SNR of the signal, there is still some unfiltered Gaussian interference which influences the accurate judgment of the signal amplitude. Therefore, the signal-shaping method based on the EMD-RRC (empirical mode decomposition and reverse reconstruction) is adopted. EMD is an adaptive time-frequency signal processing method used to decompose non-stationary or nonlinear data into several elementary intrinsic mode functions (IMFs), which contain the local features of the raw signal at different time scales. The detailed decomposition process is stated in [
24,
25]. The preliminarily extracted particle signal can be decomposed by the EMD method as:
where,
is the
ith intrinsic mode function and
is the residual term.
Based on the theory of the EMD, the low-order IMFs contain the high-frequency component of the raw signal, and the high-order IMFs and the residual term represent the low-frequency trend component of the signal. Considering the preliminarily extracted particle signal, in order to eliminate the residual interference, the trend component with a low frequency should be removed first. Hence, a trend component identification method is adopted. In this method, the trend component is identified as [
10]:
where,
is the trend order of IMFs which satisfies:
where, Mean(.) denotes the mean function, and
is the threshold.
To further eliminate the high-frequency interference, a reverse reconstruction method is proposed to reconstruct the signal of the particle. This method gradually adds lower-order IMFs to the detrended highest-order IMF, which produces a series of reconstruction signals expressed as:
The best denoising effect means the maximal correlation between the particle signal and an ideal sinusoidal signal. Hence, the synthesized correlation coefficient as (25) is used to evaluate these reconstructed signals and to select the best reconstruction order:
Here, COV(.) denotes the covariance function and is an ideal sinusoidal signal.
The array of synthesized correlation coefficients for the different reconstruction particle signals is established as:
Combining Equations (24)–(26), the best reconstruction signal is expressed as:
The signal extraction process is simulated by MATLAB SIMULINK and the signal-to-noise ratio (SNR), as shown Equation (28), is used to evaluate the effect of the proposed signal measurement system. In addition, to illustrate the influence on the signal detection effect by the initially induced electromotive force interference, the signal-to-harmonics ratio (SHR) is defined as (29).
Here, and are the power of the effective particle signal and the noise signal respectively, is the effective particle signal, is the initially induced electromotive force, and the subscript p-p means the peak-to-peak value.
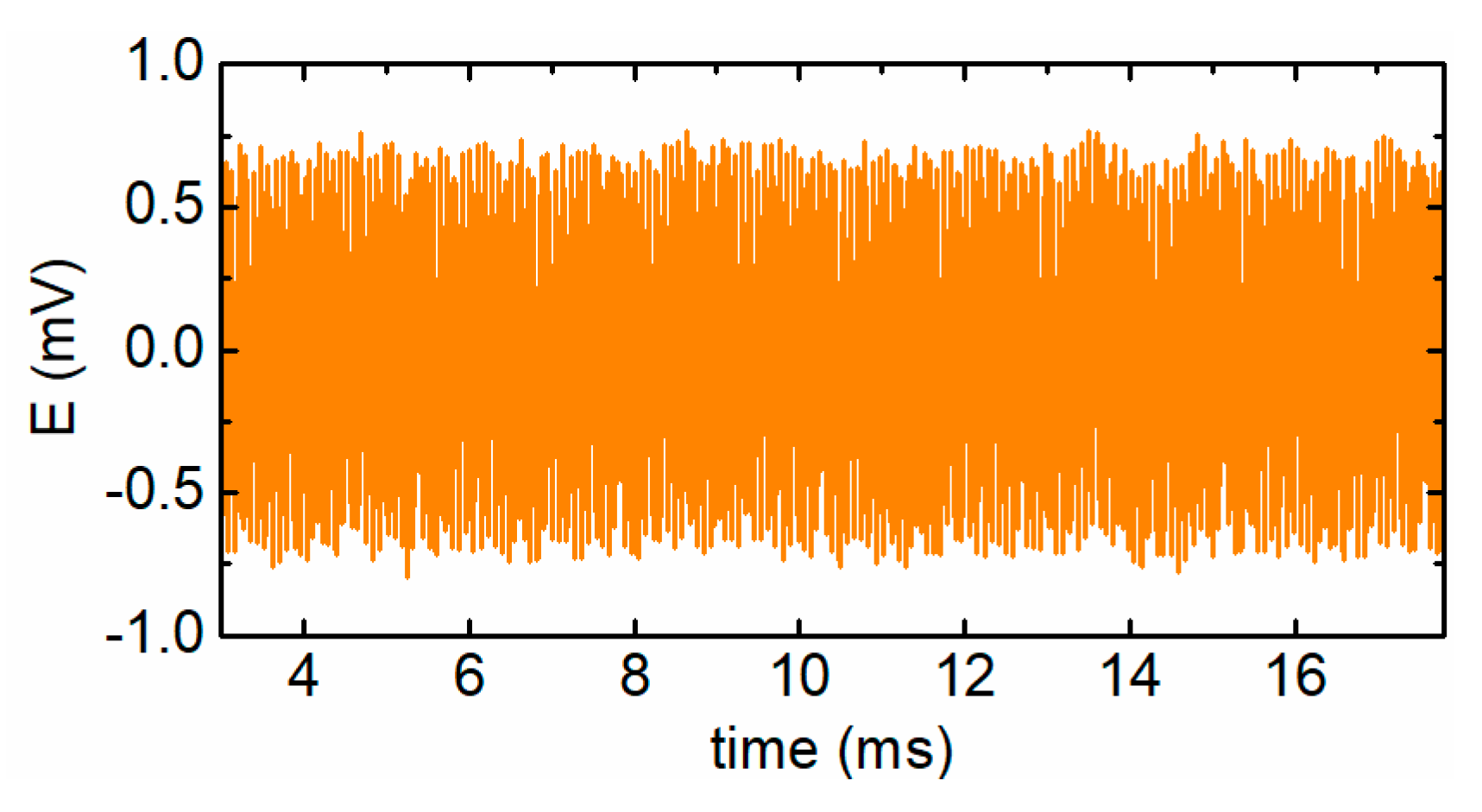
The simulation is conducted on the condition that the effective particle signal is
, SHR equals 1/100, the variance of Gaussian noise is 1e-8, and the signal amplification factor is 100. In this situation, the raw signal of the sensor is demonstrated in
Figure 7a, which shows that the particle signal is fully submerged in the interference, and the SNR of the raw signal is as low as –21.37 dB. The preliminarily extracted particle signal is displayed in
Figure 7b. It can be seen that the interference component is greatly removed from the raw signal, however, the residual interference still influences the amplitude recognition. In the process of signal-shaping, the preliminarily extracted signal is decomposed into several IMFs and a residual component by the EMD method, as shown in
Figure 7c. Based on Equations (21)–(25), the IMF5 and the residual component are regarded as low-frequency trend components and the IMF1 and IMF2 are treated as high-frequency interference. After eliminating all the interference, the reconstructed signal can be obtained, as shown in
Figure 7d. It shows that the shaped particle signal has obvious sinusoidal characteristics.
To evaluate the validity of the proposed signal extraction and shaping method, the SNR values of the raw signal, preliminarily extracted signal, and shaped signal are calculated and presented in
Table 1. The result illustrates that the SNR of the signal is greatly improved, which contributes to boosting the particle detection effect of the sensor.
2.4. Analysis of the Computational Cost and Performance of Methods
As wear particles are monitored in real time by an electromagnetic wear particle detector, the computational efficiency of particle signal extraction algorithms and the correctness of detection results are of important concern. Therefore, in this section, a comparative analysis, involving the computational cost and extraction effect of particle signals incurred by the application of RSD-FC (resonance-based signal decomposition method and fractional calculus) [
20], VMD-based method (variational mode decomposition) [
26,
27,
28], and EMD-RRC (empirical mode decomposition and reverse reconstruction), is presented.
With respect to EMD and VMD, the algorithms decompose raw signals into several sub-signals (modes). However, the implementation of VMD requires first performing a Hilbert transform which involves an EMD process, so the VMD carries on a computational cost higher than the EMD. Besides that, the VMD requires a predetermined number of decomposition level
k, which greatly influences its decomposition effect and computational efficiency [
28]. Moreover, it’s difficult to adjust the value of
k for the optimal decomposition effect self-adaptively. The RSD-FC expresses a signal as the sum of a ‘high-resonance’ component which generally represents the interferences and a ‘low-resonance’ component which characterizes the particle signal. To achieve this goal, a morphology component analysis needs to be conducted, in which, an iterative optimization algorithm is utilized to update the transform coefficient matrices [
20], so the method requires extensive calculations. To evaluate the computational efficiency, the preliminarily extracted particle signal with a sampling time of 1 s, extended from the data of
Figure 7b, is processed using different algorithms running on a PC (Intel(R) Core(TM) i7-4720HQ CPU, 2.60 GHz, 8 GB RAM, Windows 10 operating system). For effective detection of wear particles with high speed, the sampling frequency is set to 3000 Hz. The theoretical peak-to-peak value of the particle signal output by the sensor is 10 mV. The performance of the algorithms is evaluated using the mean signal-to-noise ratio (MSNR), mean peak-to-peak value (MPPV), and mean relative amplitude error (MRAE):
where,
and
represent respectively, the theoretical and measured peak-to-peak value of particle signals, and
n is the number of samples.
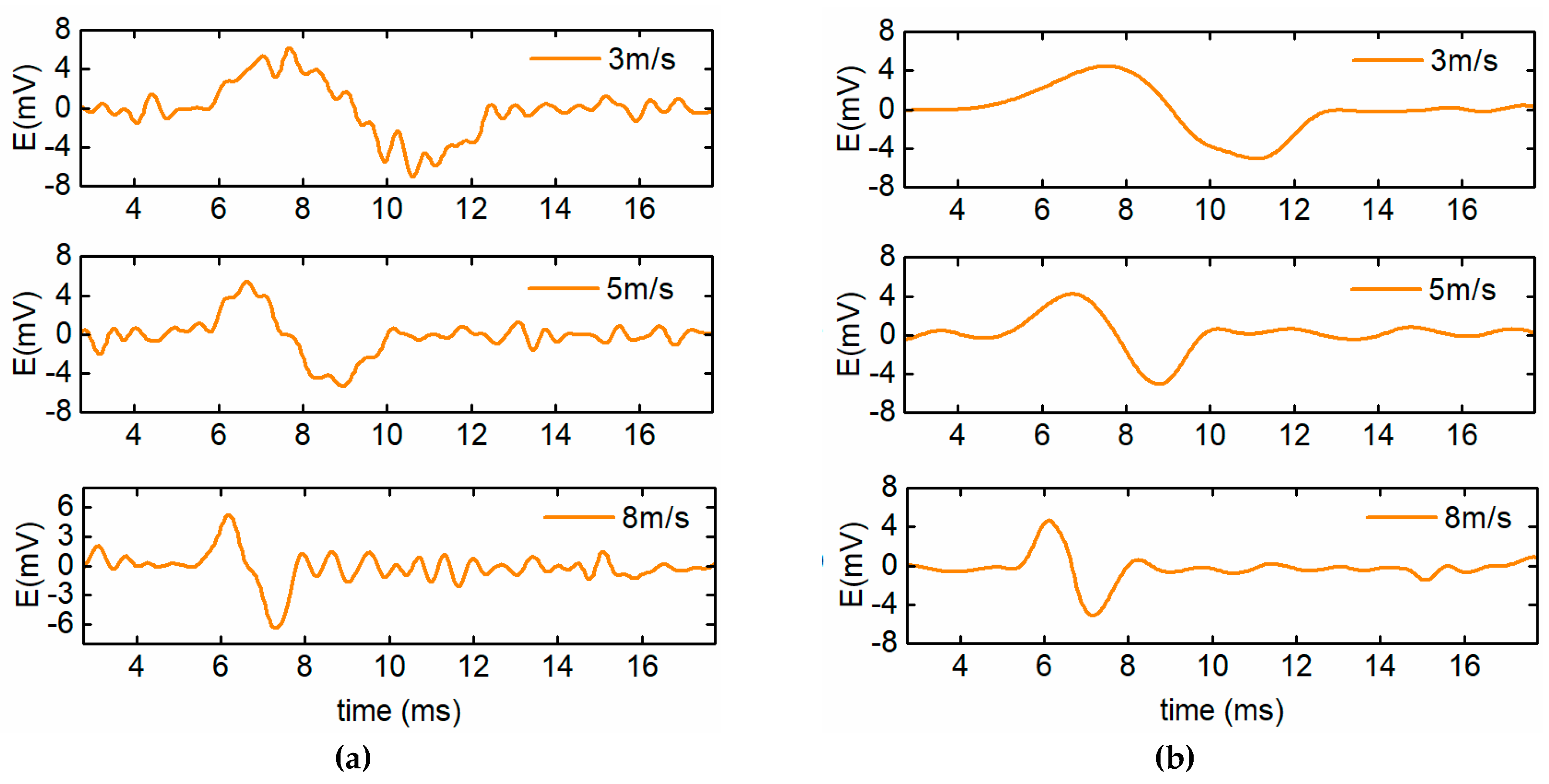
The extraction results of particle signals by RSD-FC, VDM-based method (
k = 7), and the EMD-RRC are demonstrated in
Figure 8a–c, which shows that the residual interferences in preliminarily extracted particle signals are removed to different degrees. The computational time and the performance of the algorithms are displayed in
Table 2. It can be seen that all the methods do improve the SNR of signals to a certain degree and the MSNR of the extracted particle signals are higher than 10, which contributes to the effective detection of micro-particles. Furthermore, among these methods, the computational time of the RSD-FC is the longest and reaches to 1.9548 s, which is much larger than the sampling time (1 s). Therefore, it is difficult to guarantee real-time performance of particle detection sensors. Besides that, the correctness of the particle detection results is relatively poor. The MPPV and MRAE of particle signals extracted by the RSD-FC are 9.26 mV and 7.4%, respectively. For the VMD-based method, with the increase of the number of decomposition level
k, the computational time rises accordingly. Moreover, comprehensively considering the evaluation indicators, the VMD-based method with k = 7 performs best (MSNR = 13.357 dB, MPPV = 9.71 mV, and MRAE = 2.9%). However, in this case, the computational time is 1.4942 s, which is also larger than the sampling time (1 s). While for the proposed EMD-RRC method, the MPPV and the MRAE of signals are 9.68 mV and 3.2%, respectively. Although, they are slightly lower than that of the VMD-based method with k = 7, the average computational time is only about 0.83 s which is sufficient to process the data of 1 s long with 3000 samples in real time. In summary, the proposed method is sufficiently fast for on-line application in terms of both computational efficiency and detection quality.

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}