
Temperature Mapping of 3D Printed Polymer Plates: Experimental and Numerical Study

Abstract
:1. Introduction
2. Materials and Methods
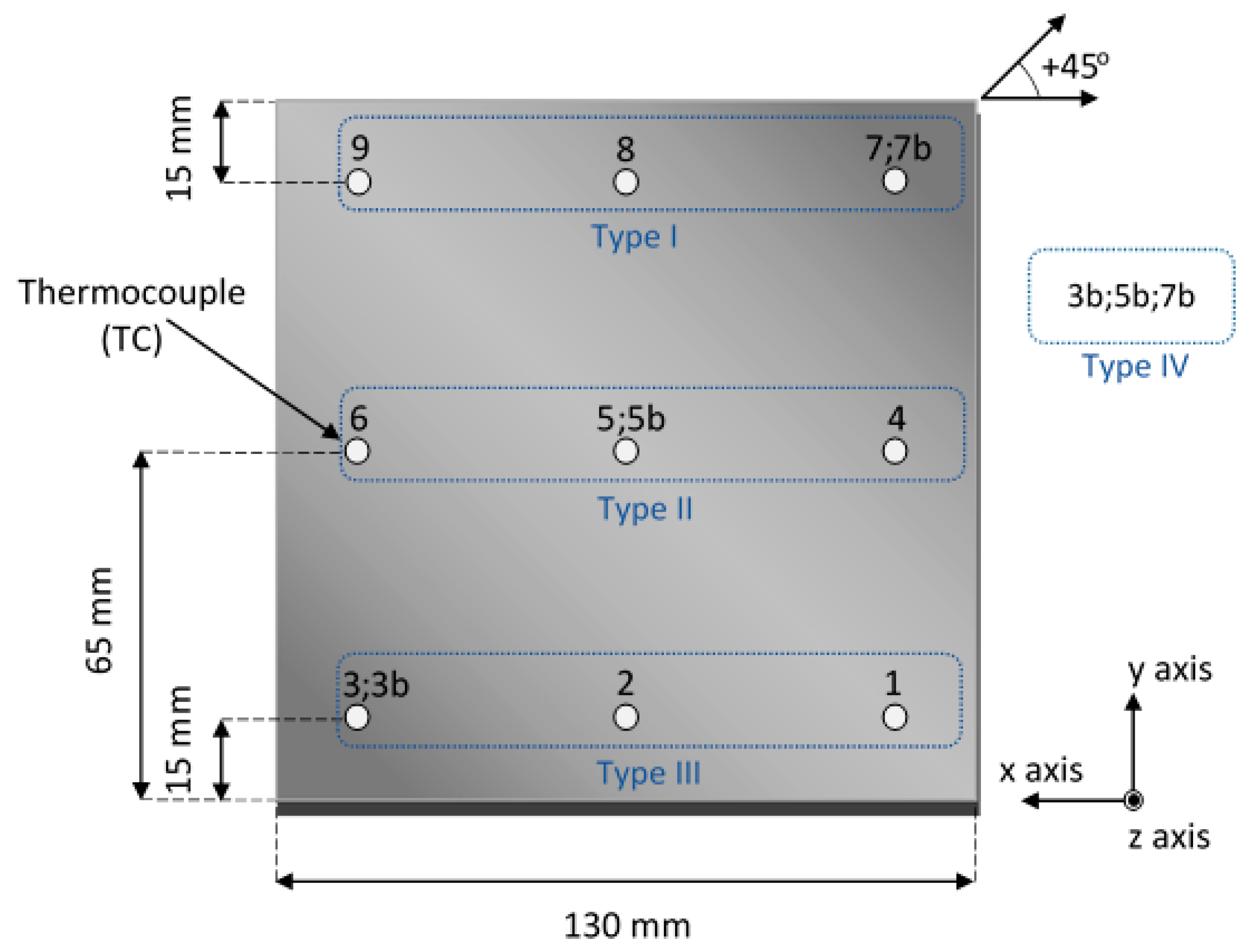
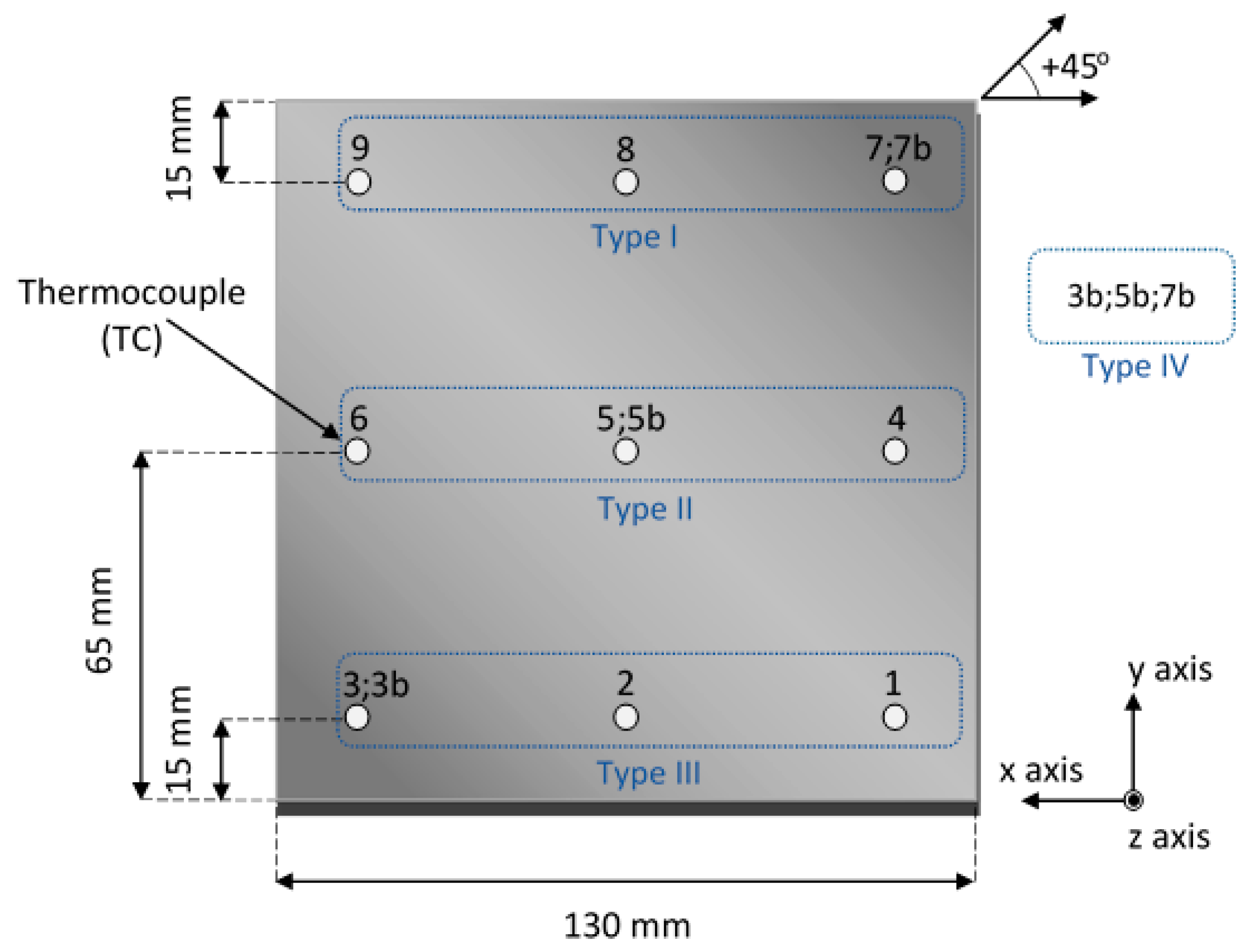
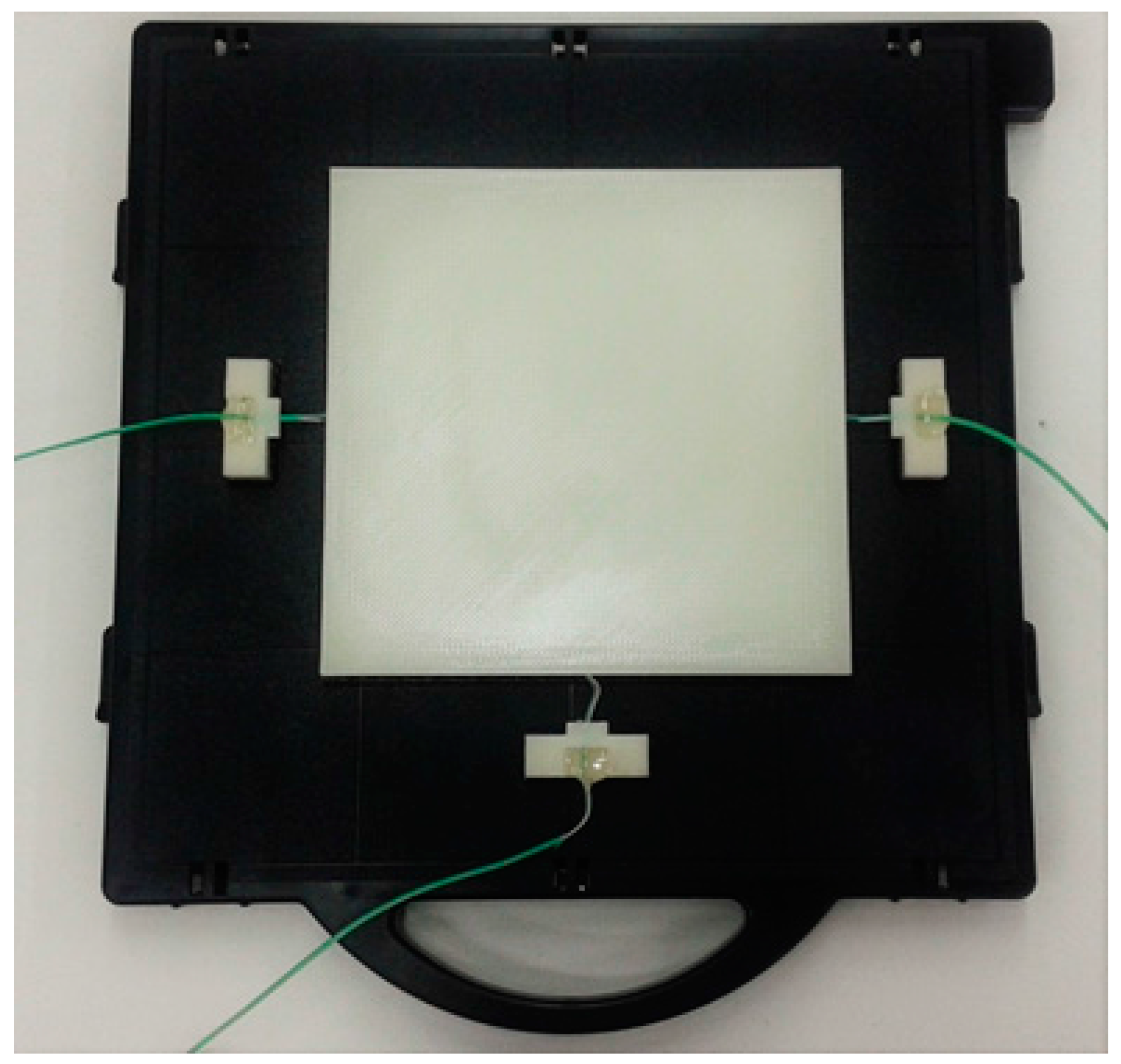
2.1. Experimental Procedure
2.2. Finite Element Modeling
3. Results and Discussion
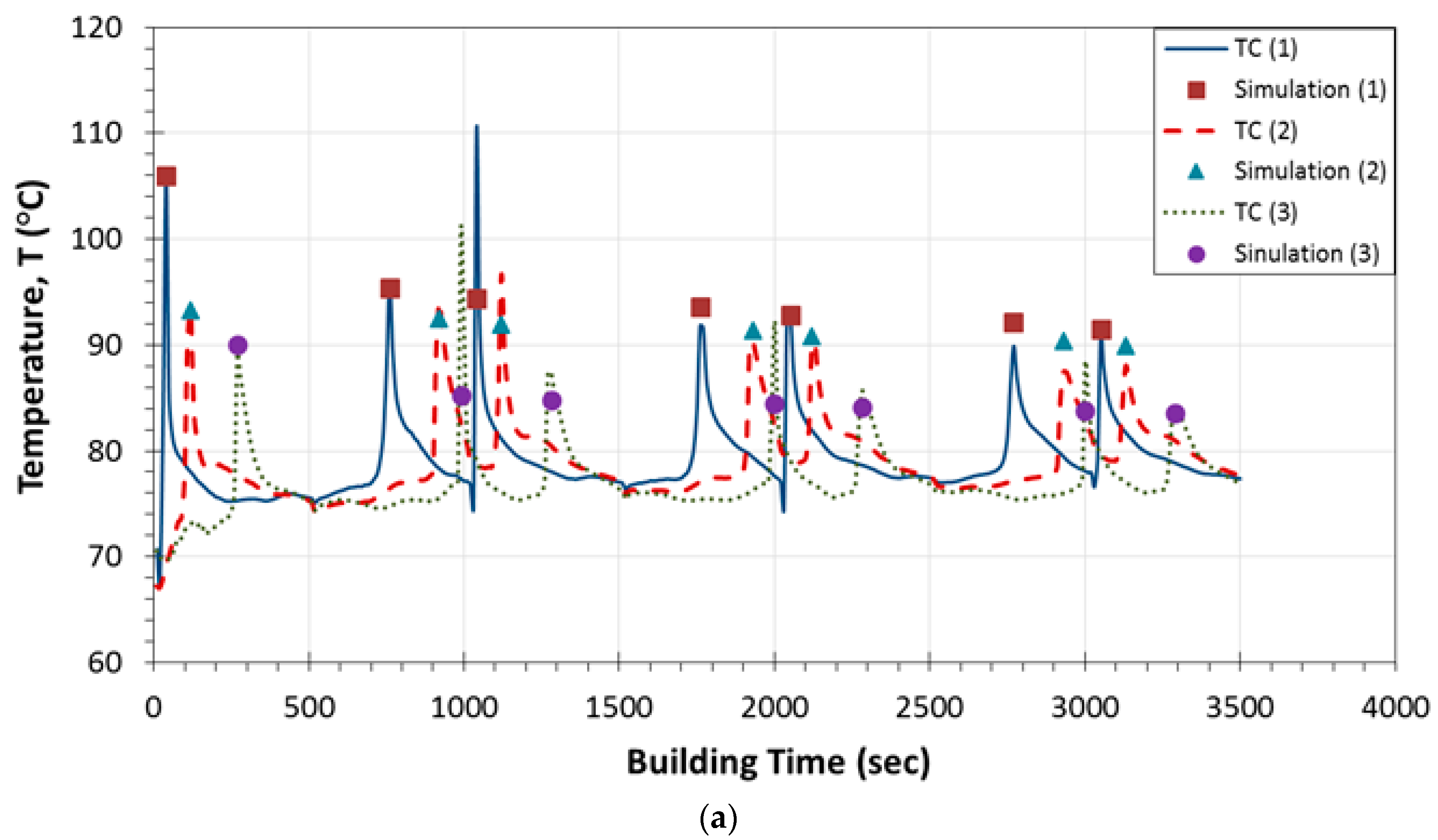
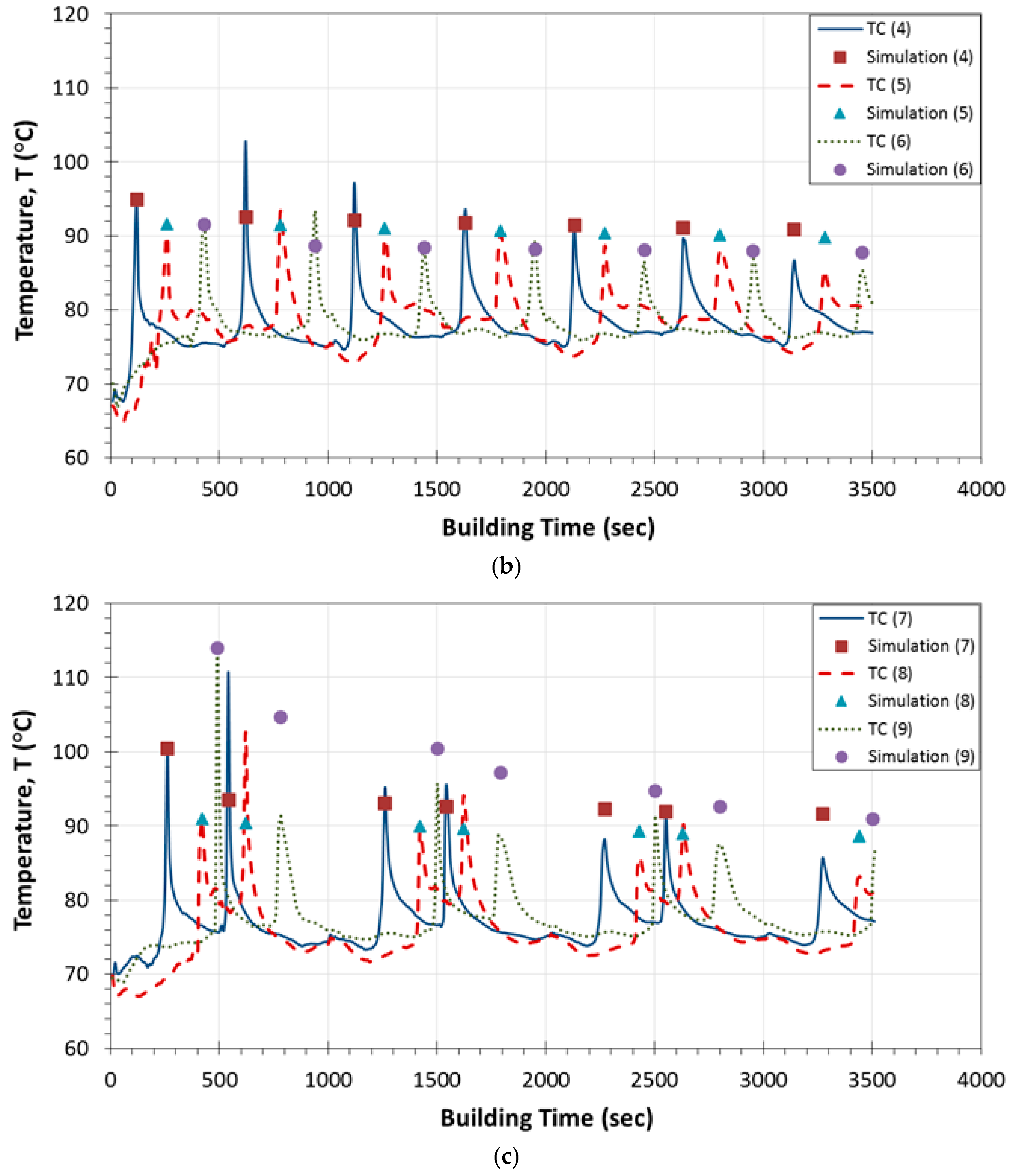
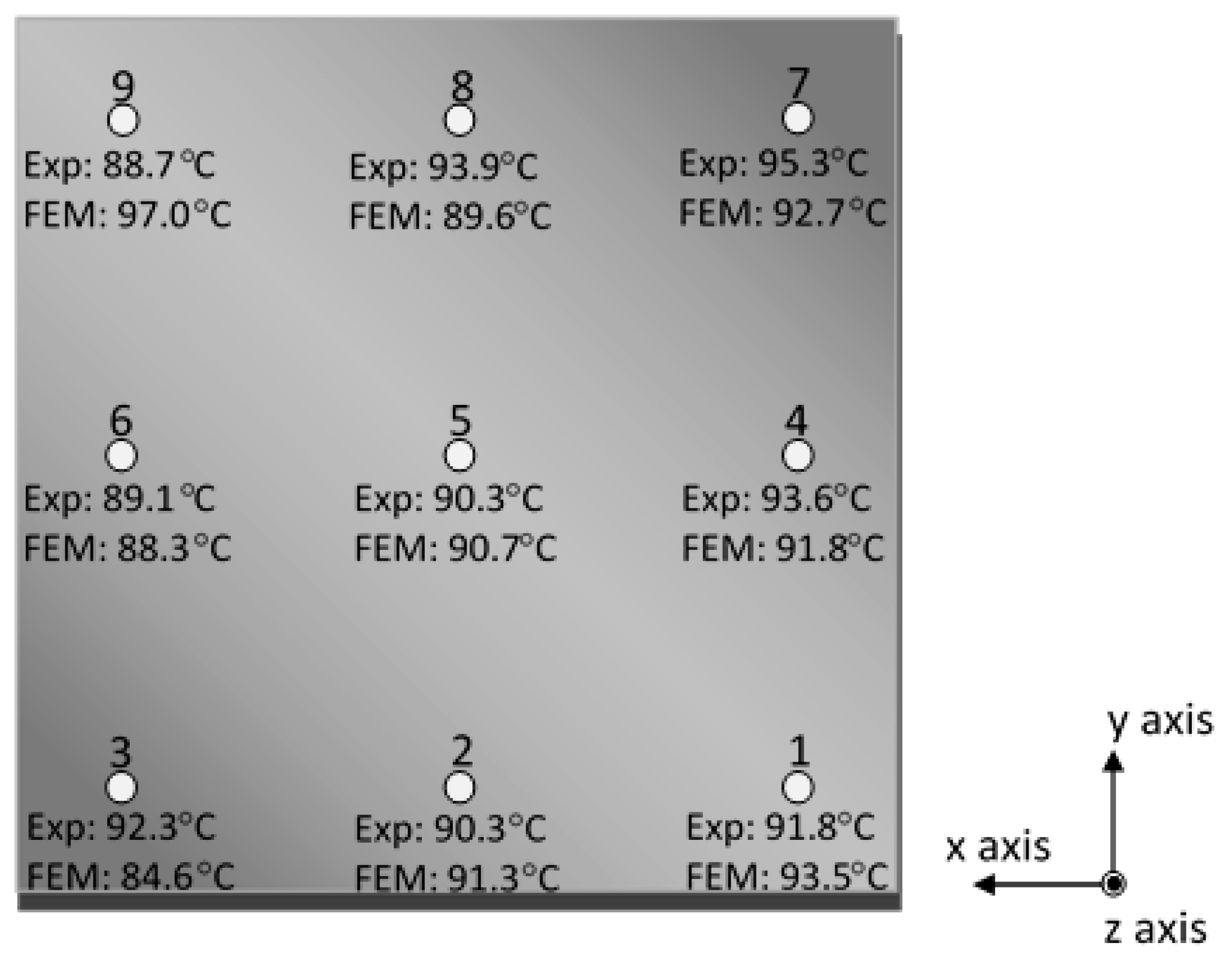
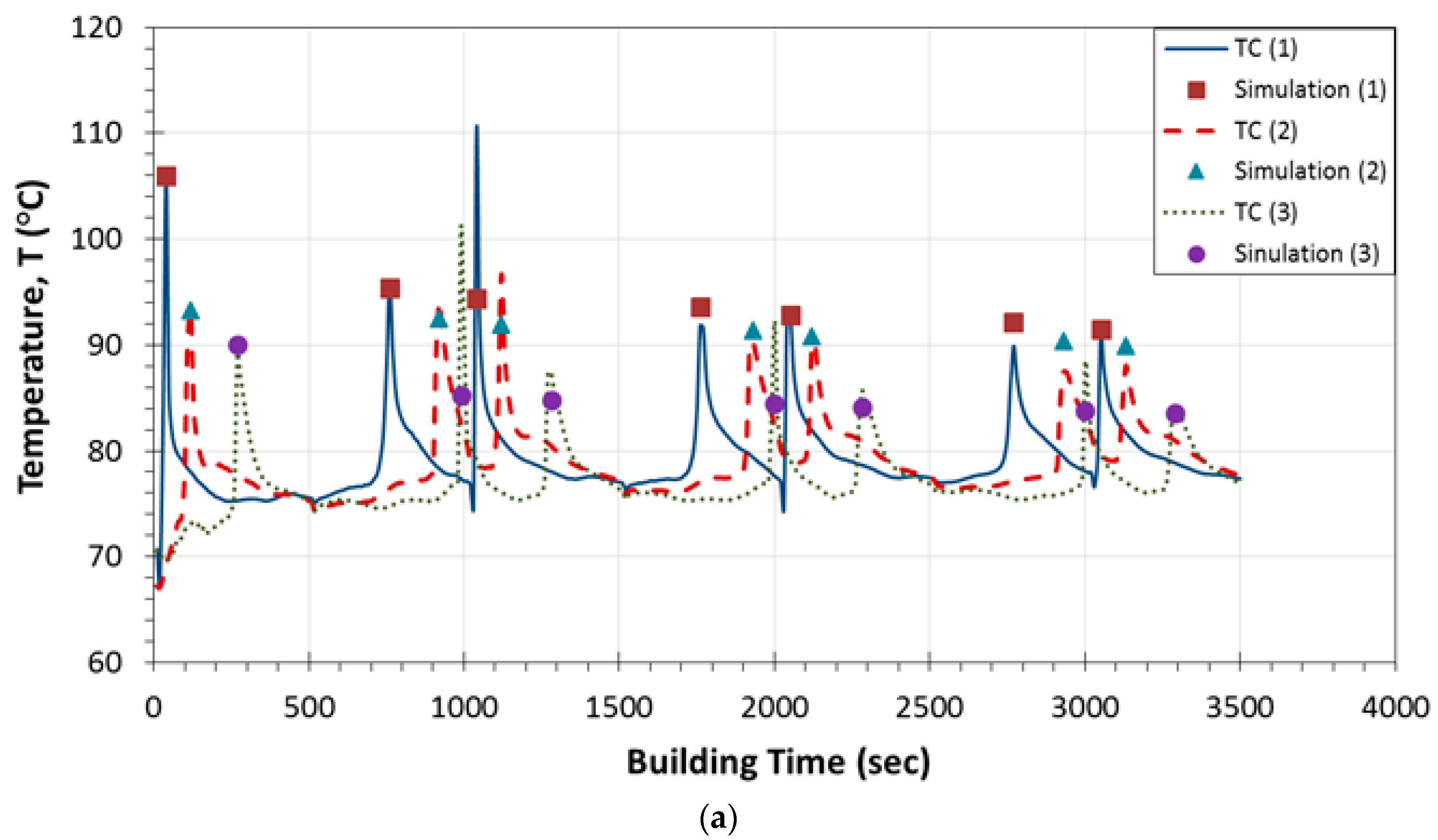
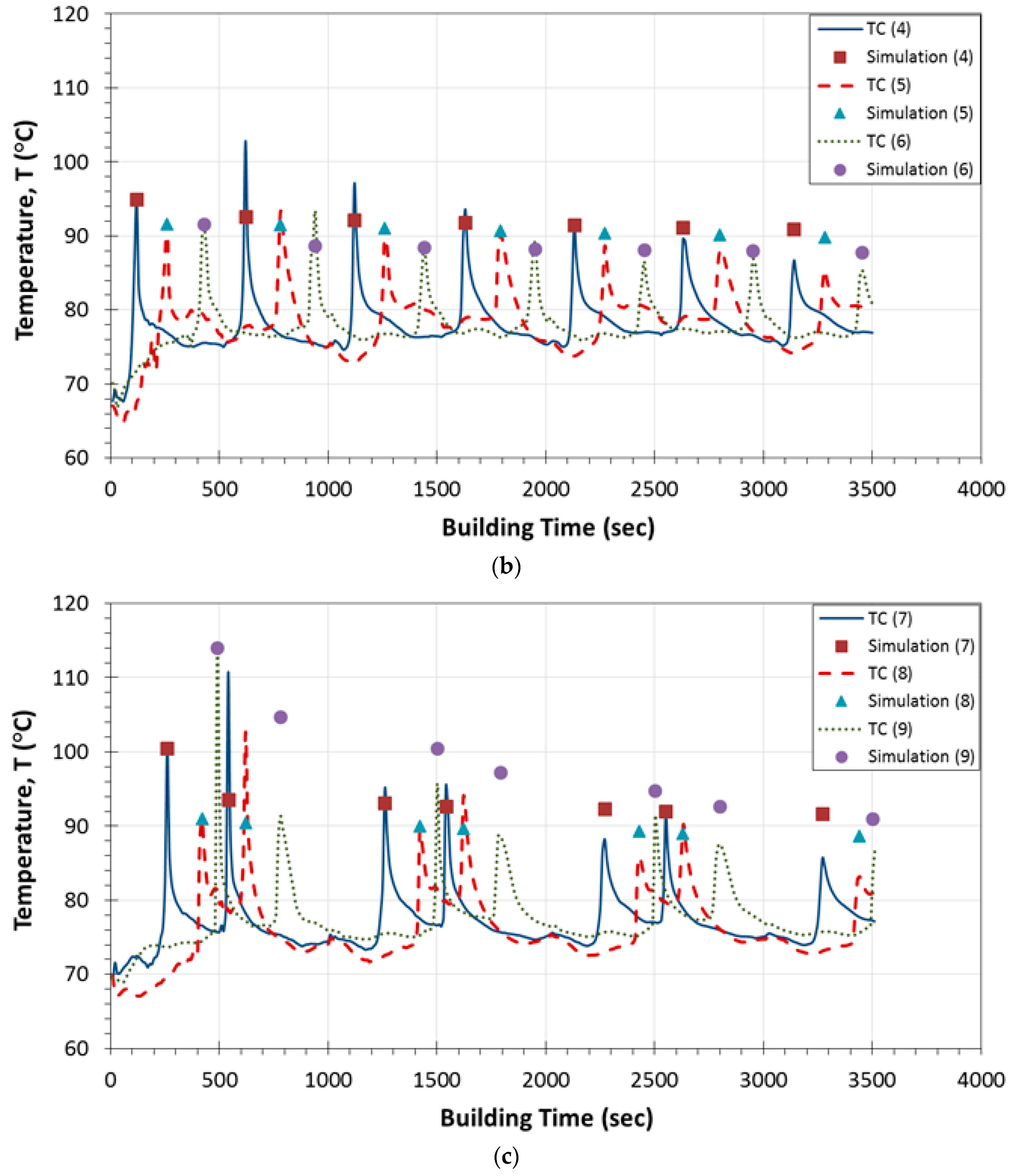
3.1. Comparison of In Situ Monitored and Numerically Derived Temperature Peak Values
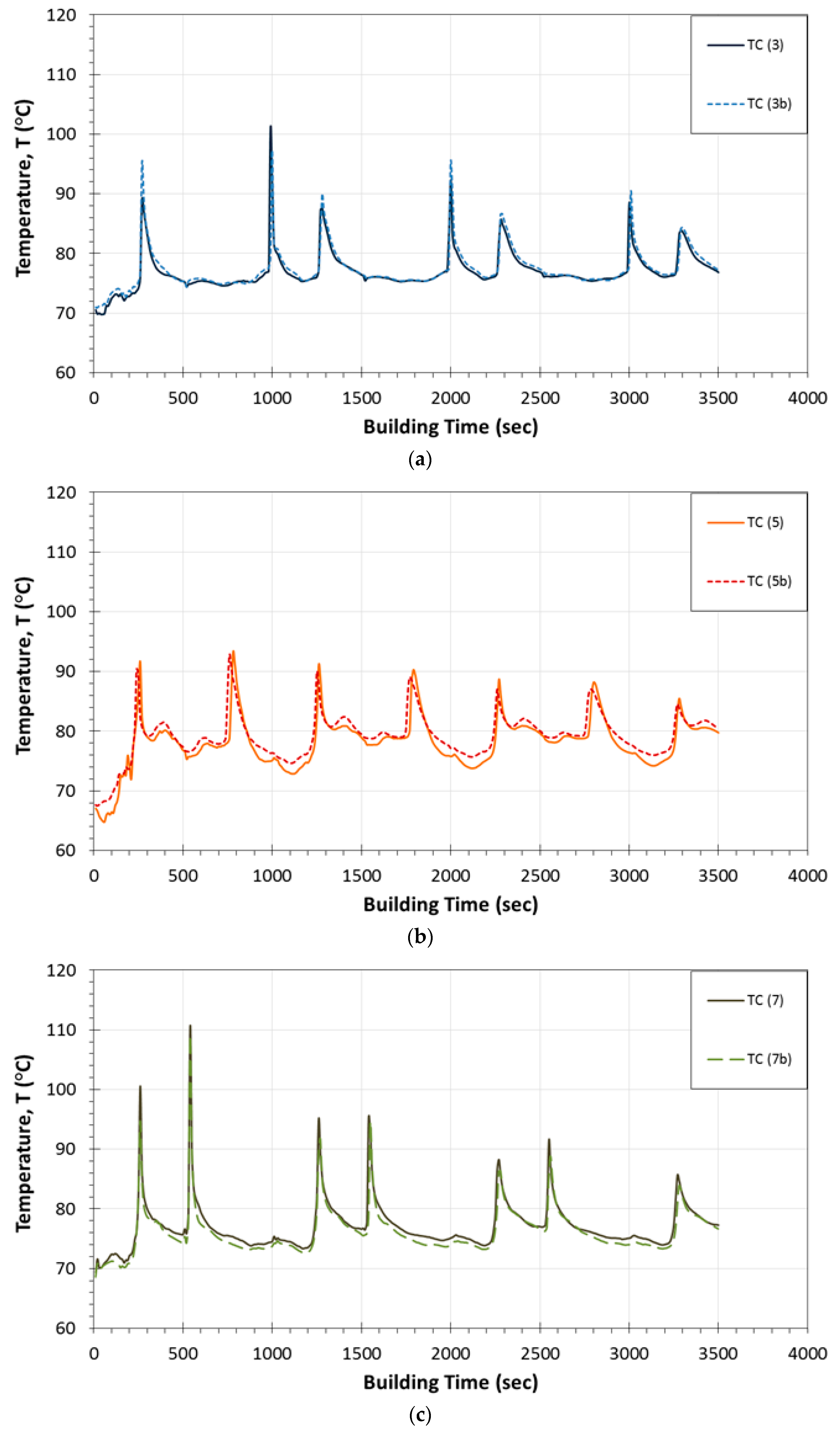
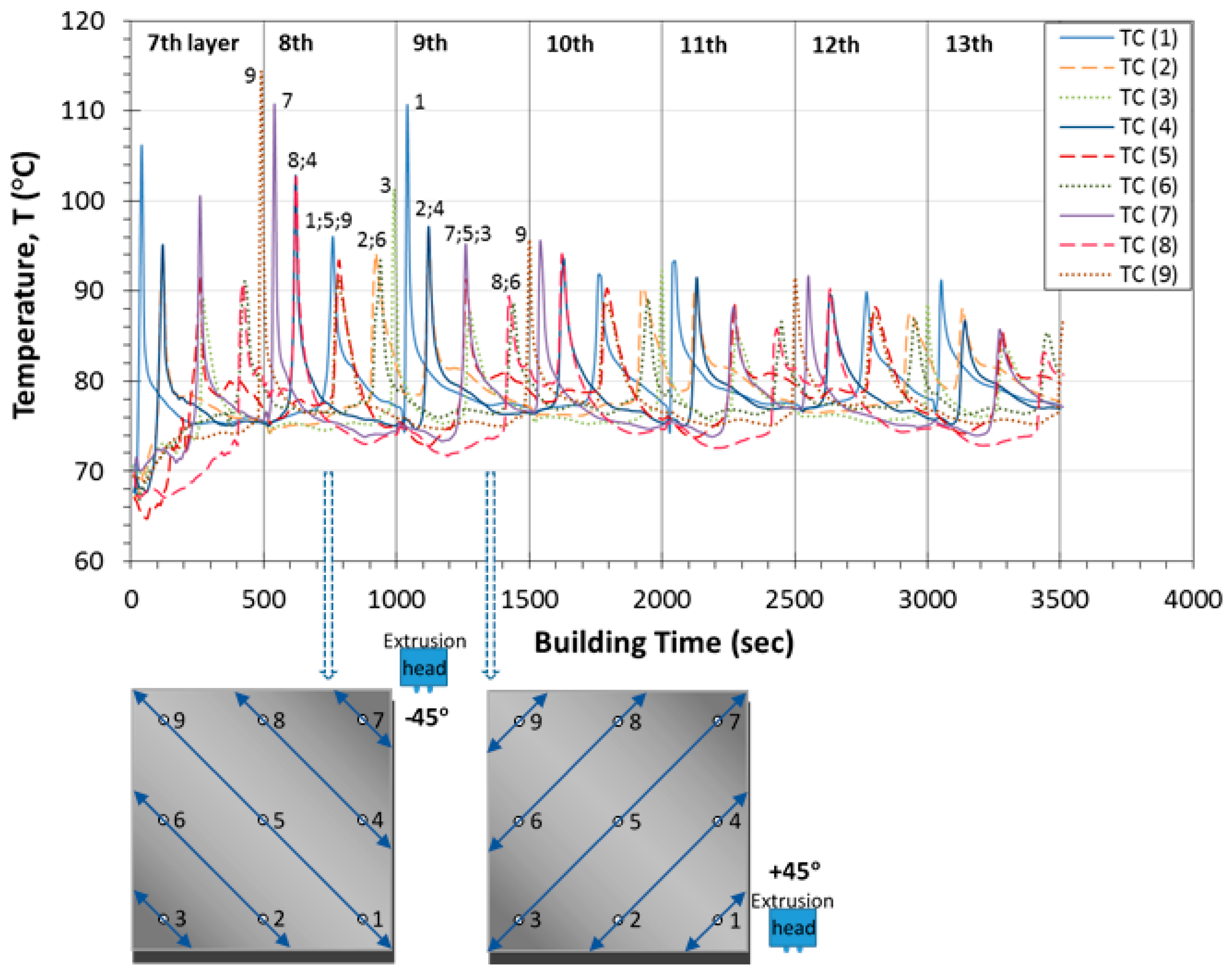
3.2. Experimentally Obtained Temperature Profiles during the Printing Process
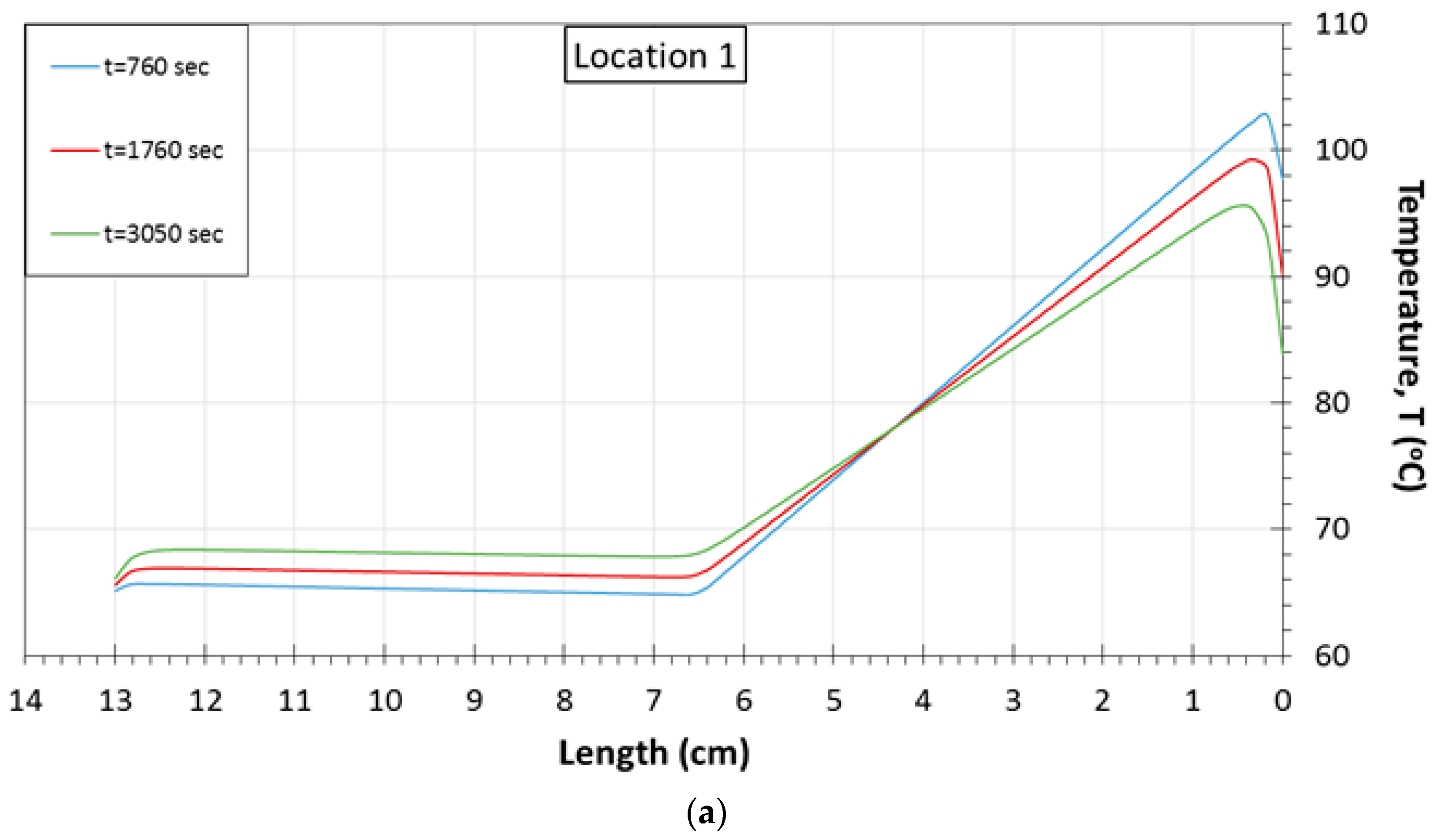
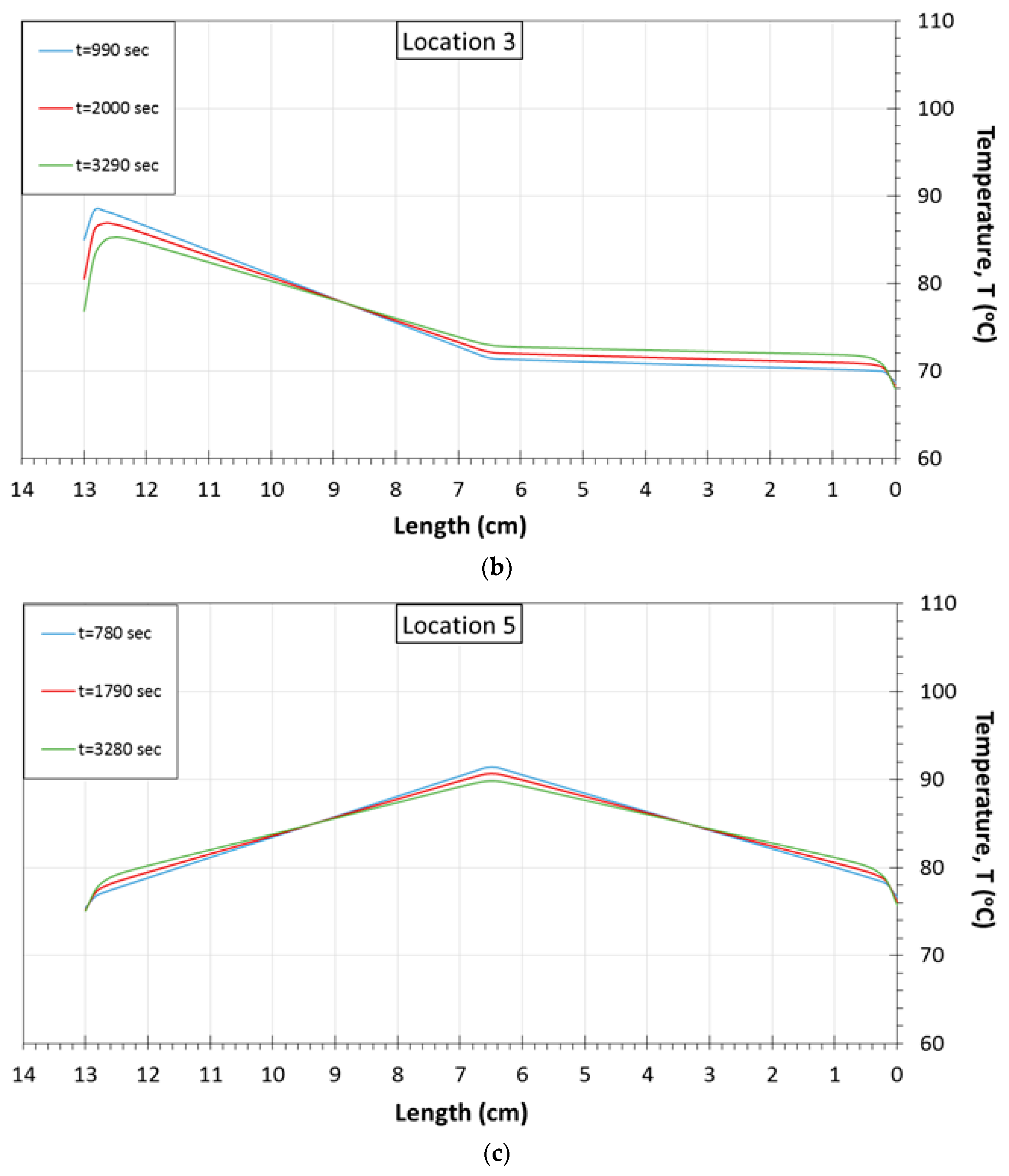
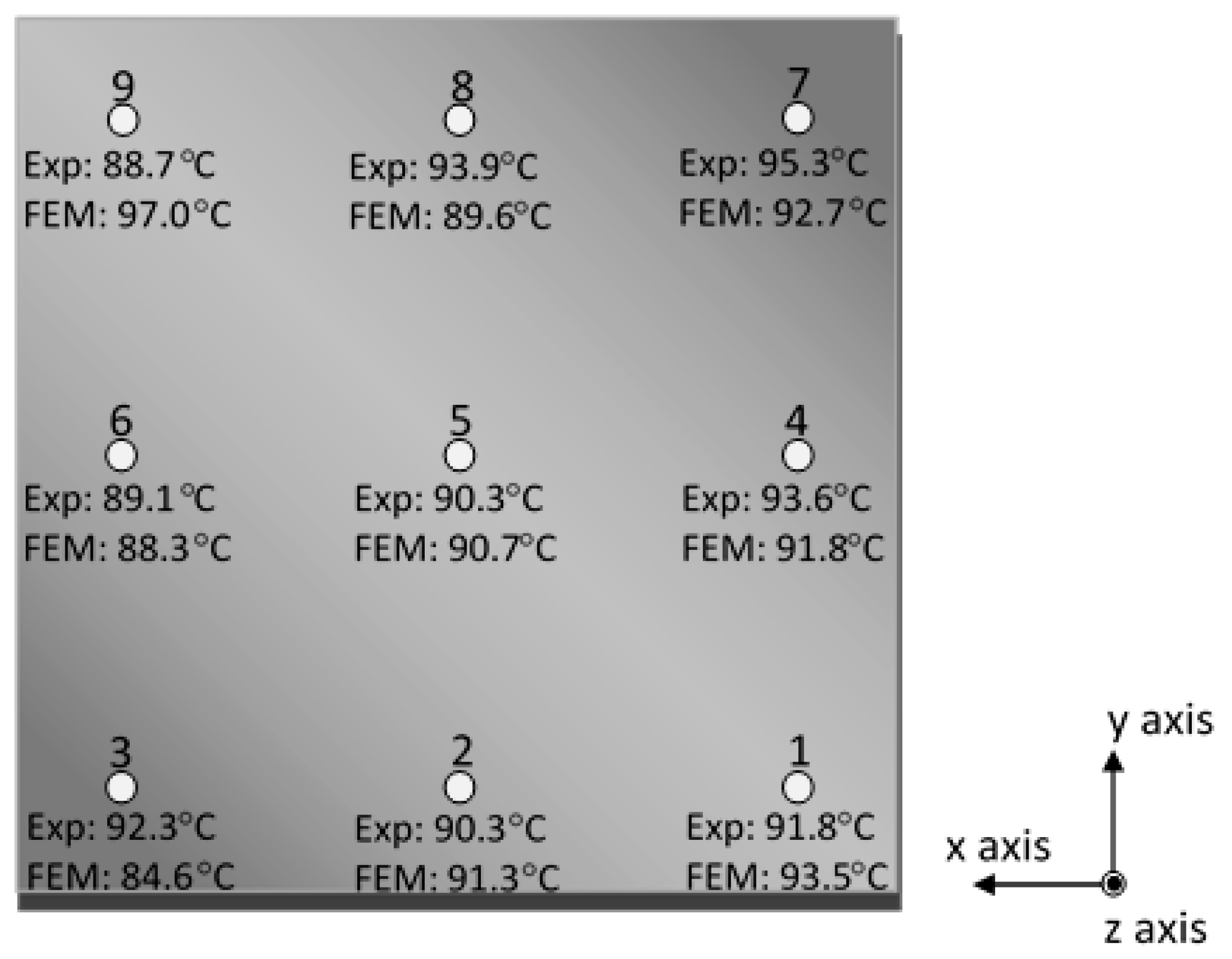
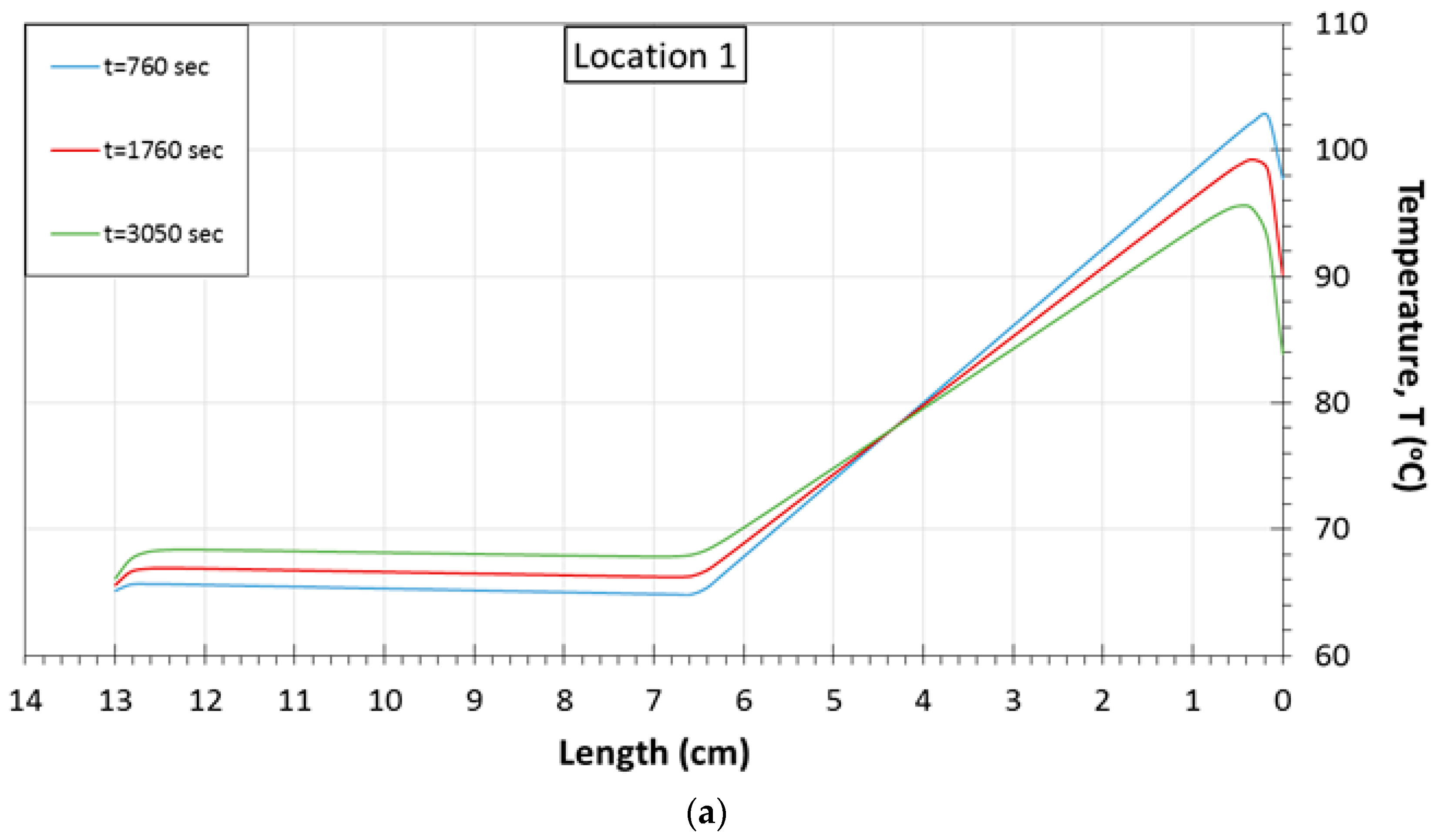
3.3. Simulation of Inter-Layer Temperature Distribution
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- ISO/ASTM 52900:2015. Additive Manufacturing-General Principles-Terminology; ISO: Geneva, Switzerland, 2015. [Google Scholar]
- Berman, B. 3-D Printing: The New Industrial Revolution. Bus. Horiz. 2012, 55, 155–162. [Google Scholar] [CrossRef]
- Hopkinson, N.; Hague, R.J.M.; Dickens, P.M. (Eds.) Rapid Manufacturing: An Industrial Revolution for the Digital Age; John Wiley & Sons, Ltd.: Chichester, UK, 2005.
- Ziemian, C.; Sharma, M.; Ziemian, S. Anisotropic Mechanical Properties of ABS Parts Fabricated by Fused Deposition Modelling. In Mechanical Engineering; InTech: Rijeka, Croatia, 2012; pp. 159–180. [Google Scholar]
- Ahn, S.-H.; Montero, M.; Odell, D.; Roundy, S.; Wright, P.K. Anisotropic Material Properties of Fused Deposition Modeling ABS. Rapid Prototyp. J. 2002, 8, 248–257. [Google Scholar] [CrossRef]
- Rodríguez, J.F.; Thomas, J.P.; Renaud, J.E. Mechanical Behavior of Acrylonitrile Butadiene Styrene (ABS) Fused Deposition Materials. Experimental Investigation. Rapid Prototyp. J. 2001, 7, 148–158. [Google Scholar] [CrossRef]
- Serra, T.; Planell, J.A.; Navarro, M. High-Resolution PLA-Based Composite Scaffolds via 3-D Printing Technology. Acta Biomater. 2013, 9, 5521–5530. [Google Scholar] [CrossRef] [PubMed]
- Sun, Q.; Rizvi, G.M.; Bellehumeur, C.T.; Gu, P. Experimental Study of the Cooling Characteristics of Polymer Filaments in FDM and Impact on the Mesostructures and Properties of Prototypes. In Proceedings of the Solid Freeform Fabrication Proceedings, Austin, TX, USA, 4–6 August 2003; pp. 313–323.
- Huang, B.; Singamneni, S. Raster Angle Mechanics in Fused Deposition Modelling. J. Compos. Mater. 2014, 49, 1–21. [Google Scholar] [CrossRef]
- Bellini, A.; Güçeri, S. Mechanical Characterization of Parts Fabricated Using Fused Deposition Modeling. Rapid Prototyp. J. 2003, 9, 252–264. [Google Scholar] [CrossRef]
- Ziemian, S.; Okwara, M.; Ziemian, C.W. Tensile and Fatigue Behavior of Layered Acrylonitrile Butadiene Styrene. Rapid Prototyp. J. 2015, 21, 270–278. [Google Scholar] [CrossRef]
- Garg, A.; Bhattacharya, A.; Batish, A. Failure Investigation of Fused Deposition Modelling Parts Fabricated at Different Raster Angles under Tensile and Flexural Loading. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015. [Google Scholar] [CrossRef]
- Faes, M.; Ferraris, E.; Moens, D. Influence of Inter-Layer Cooling Time on the Quasi-Static Properties of ABS Components Produced via Fused Deposition Modelling. Procedia CIRP 2016, 42, 748–753. [Google Scholar] [CrossRef]
- Monzón, M.D.; Gibson, I.; Benítez, A.N.; Lorenzo, L.; Hernández, P.M.; Marrero, M.D. Process and Material Behavior Modeling for a New Design of Micro-Additive Fused Deposition. Int. J. Adv. Manuf. Technol. 2013, 67, 2717–2726. [Google Scholar] [CrossRef]
- Sun, Q.; Rizvi, G.M.; Bellehumeur, C.T.; Gu, P. Effect of Processing Conditions on the Bonding Quality of FDM Polymer Filaments. Rapid Prototyp. J. 2008, 14, 72–80. [Google Scholar] [CrossRef]
- Kousiatza, C.; Karalekas, D. In-situ Monitoring of Strain and Temperature Distributions during Fused Deposition Modeling Process. Mater. Des. 2016, 97, 400–406. [Google Scholar] [CrossRef]
- Jairazbhoy, V.A.; Petukhov, P.; Qu, J. Large Deflection of Thin Plates in Cylindrical Bending—Non-Unique Solutions. Int. J. Solids Struct. 2008, 45, 3203–3218. [Google Scholar] [CrossRef]
- Li, L.; Gu, P.; Sun, Q.; Bellehumeur, C. Modeling of Bond Formation in FDM Process. Trans. NAMRI/SME 2003, 31, 613–620. [Google Scholar]
- Bellehumeur, C.; Li, L.; Sun, Q.; Gu, P. Modeling of Bond Formation between Polymer Filaments in the Fused Deposition Modeling Process. J. Manuf. Process. 2004, 6, 170–178. [Google Scholar] [CrossRef]
- Thomas, J.P.; Rodríguez, J.F. Modeling the Fracture Strength between Fused Deposition Extruded Roads. In Proceedings of the Solid Freeform Fabrication Symposium, Austin, TX, USA, 7–9 August 2000; pp. 16–23.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Values |
|---|---|
| Thermal conductivity, k (W/m·K) | 0.177 |
| Specific heat, Cp (J/kg·K) | 2.080 |
| Density, ρ (kg/m3) | 1.050 |
| Built Layer | Experimental Run | TC1 (°C) | TC2 (°C) | TC3 (°C) | TC4 (°C) | TC5 (°C) | TC6 (°C) | TC7 (°C) | TC8 (°C) | TC9 (°C) |
|---|---|---|---|---|---|---|---|---|---|---|
| 7th | 1st | 106.19 | 93.32 | 89.59 | 95.12 | 91.65 | 91.07 | 100.54 | 90.86 | 114.34 |
| 2nd | 109.85 | 95.77 | 92.47 | 97.09 | 95.55 | 92.06 | ‒ | 92.00 | 117.01 | |
| 8th | 1st | 96.05 | 94.15 | 100.94 | 102.81 | 93.23 | 93.36 | 110.65 | 102.62 | 91.34 |
| 2nd | 99.69 | 91.28 | 98.76 | 100.67 | 94.55 | 92.28 | ‒ | 100.41 | 91.88 | |
| 9th | 1st | 110.37 | 96.67 | 87.54 | 96.95 | 91.06 | 88.63 | 95.09 | 89.26 | 95.65 |
| 2nd | 111.87 | 94.09 | 88.25 | 99.51 | 92.48 | 92.14 | ‒ | 87.77 | 94.62 | |
| 10th | 1st | 91.83 | 90.31 | 92.32 | 93.60 | 90.26 | 89.08 | 95.26 | 93.89 | 88.69 |
| 2nd | 91.37 | 88.68 | 91.97 | 94.90 | 91.17 | 90.56 | ‒ | 93.19 | 89.57 | |
| 11th | 1st | 93.32 | 90.19 | 85.66 | 91.44 | 88.67 | 86.57 | 88.26 | 85.83 | 91.22 |
| 2nd | 93.51 | 88.99 | 85.21 | 94.70 | 88.79 | 88.55 | ‒ | 84.79 | 91.07 | |
| 12th | 1st | 89.89 | 87.50 | 88.35 | 89.62 | 88.18 | 86.84 | 91.56 | 90.17 | 87.54 |
| 2nd | 89.36 | 86.60 | 87.53 | 93.02 | 88.47 | 87.70 | ‒ | 88.87 | 87.96 | |
| 13th | 1st | 90.89 | 88.03 | 83.89 | 86.72 | 85.49 | 85.33 | 85.65 | 83.15 | 86.81 |
| 2nd | 90.48 | 86.74 | 83.82 | 88.53 | 86.05 | 86.10 | ‒ | 82.12 | 87.50 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license ( http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kousiatza, C.; Chatzidai, N.; Karalekas, D. Temperature Mapping of 3D Printed Polymer Plates: Experimental and Numerical Study. Sensors 2017, 17, 456. https://doi.org/10.3390/s17030456
Kousiatza C, Chatzidai N, Karalekas D. Temperature Mapping of 3D Printed Polymer Plates: Experimental and Numerical Study. Sensors. 2017; 17(3):456. https://doi.org/10.3390/s17030456
Chicago/Turabian StyleKousiatza, Charoula, Nikoleta Chatzidai, and Dimitris Karalekas. 2017. "Temperature Mapping of 3D Printed Polymer Plates: Experimental and Numerical Study" Sensors 17, no. 3: 456. https://doi.org/10.3390/s17030456