The Influence of Chemical Surface Modification of Kenaf Fiber using Hydrogen Peroxide on the Mechanical Properties of Biodegradable Kenaf Fiber/Poly(Lactic Acid) Composites

 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Results and Discussion
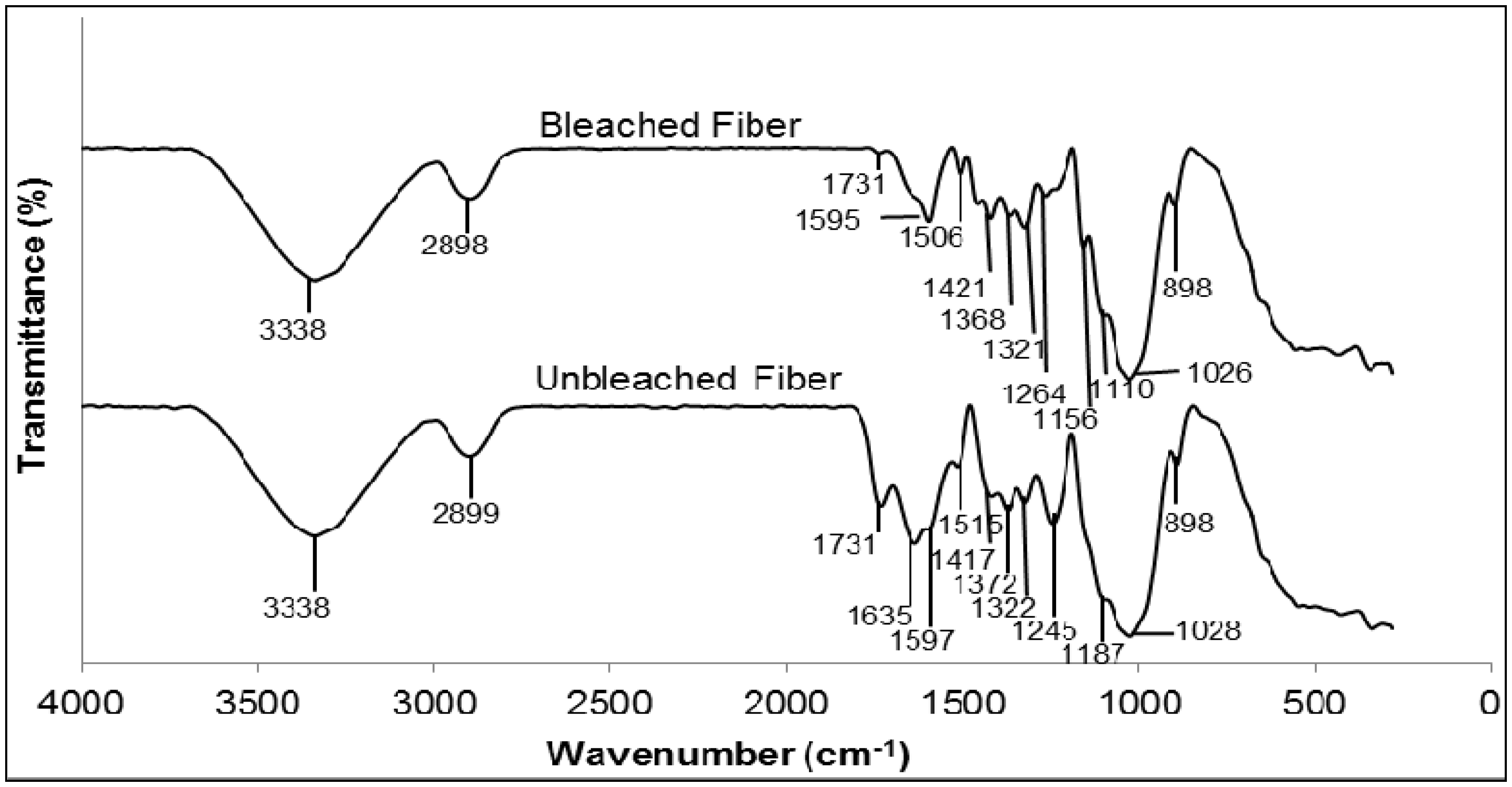
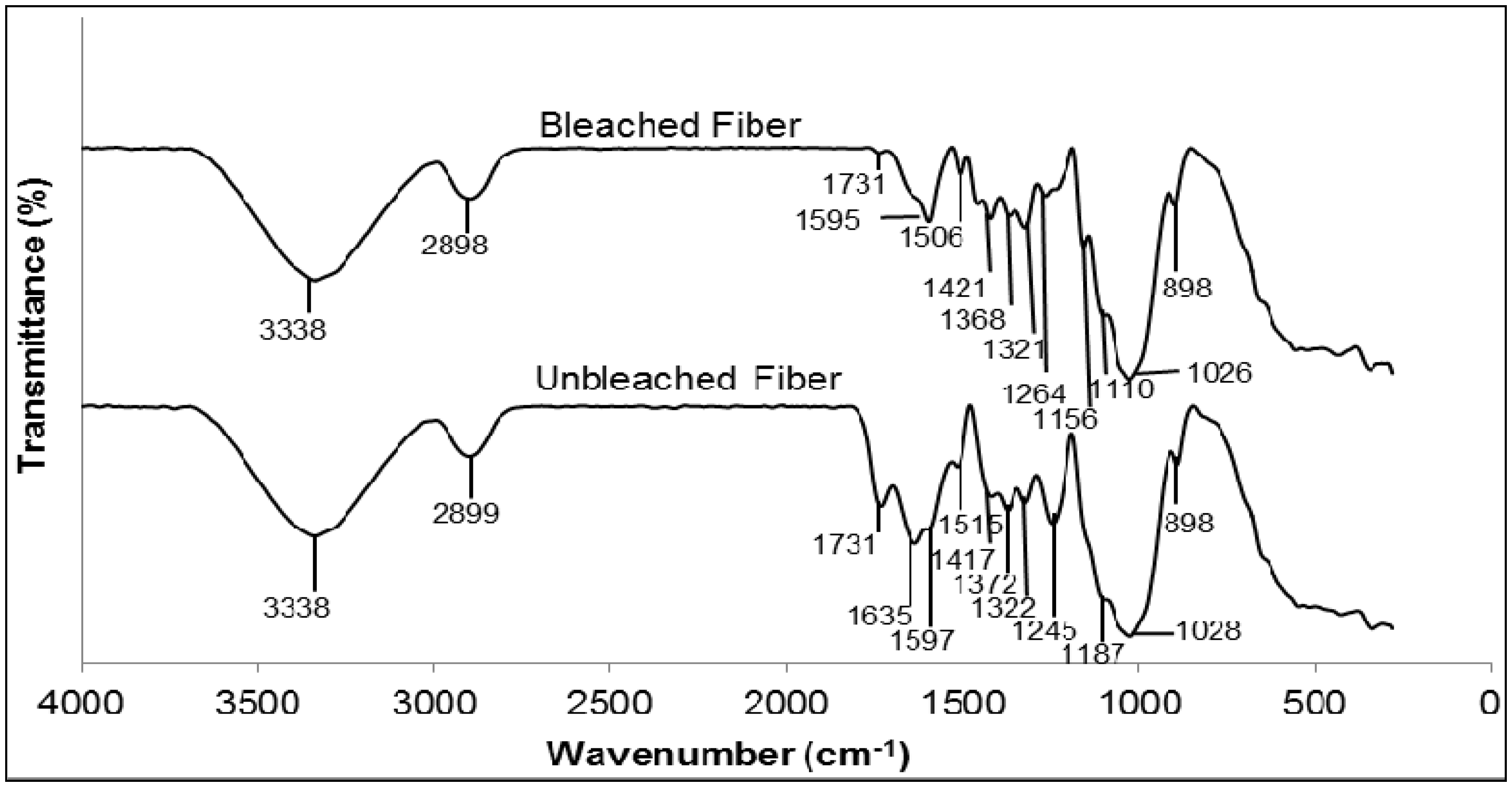
2.1. Fourier Transform Infrared (FTIR) Analysis of Untreated and Treated Fiber
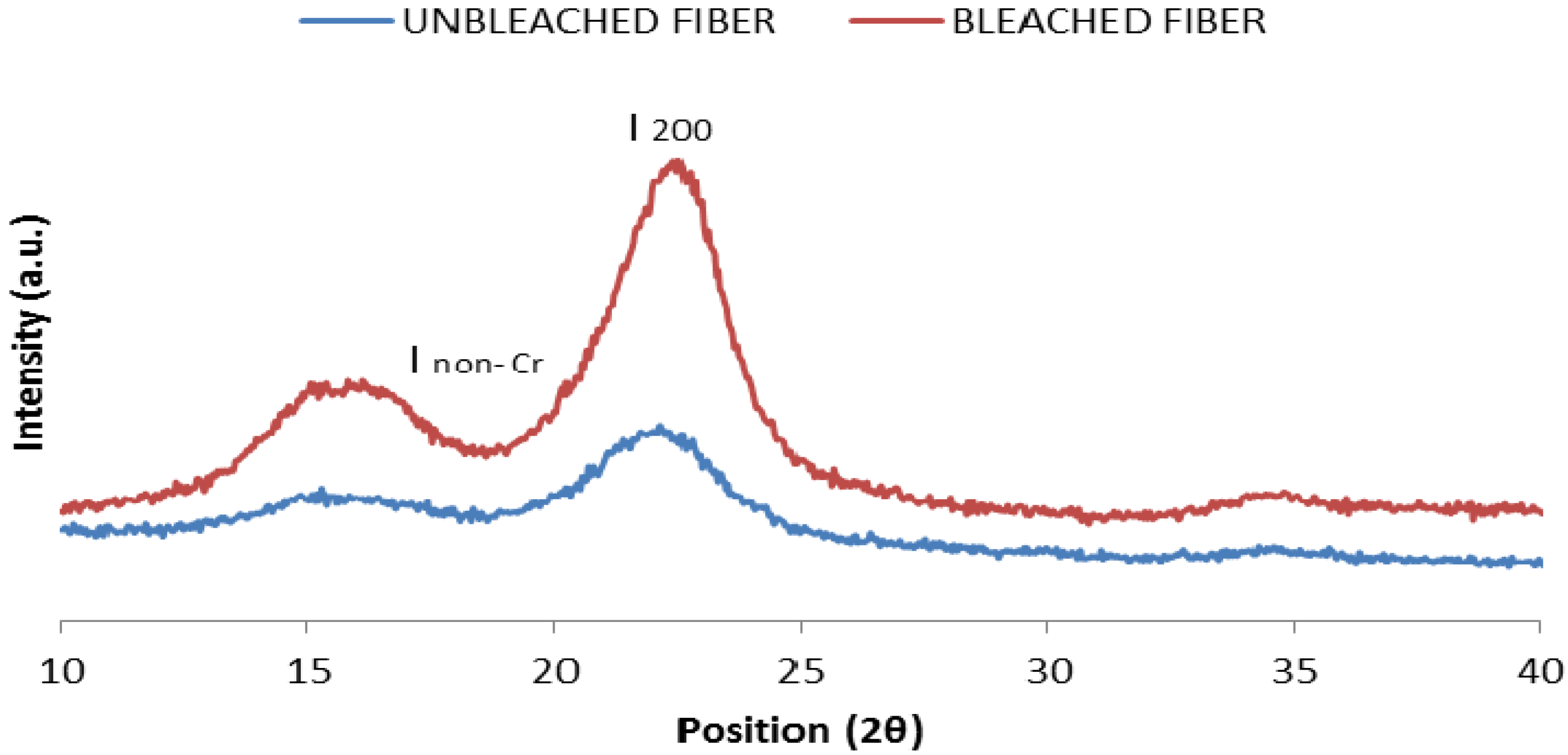
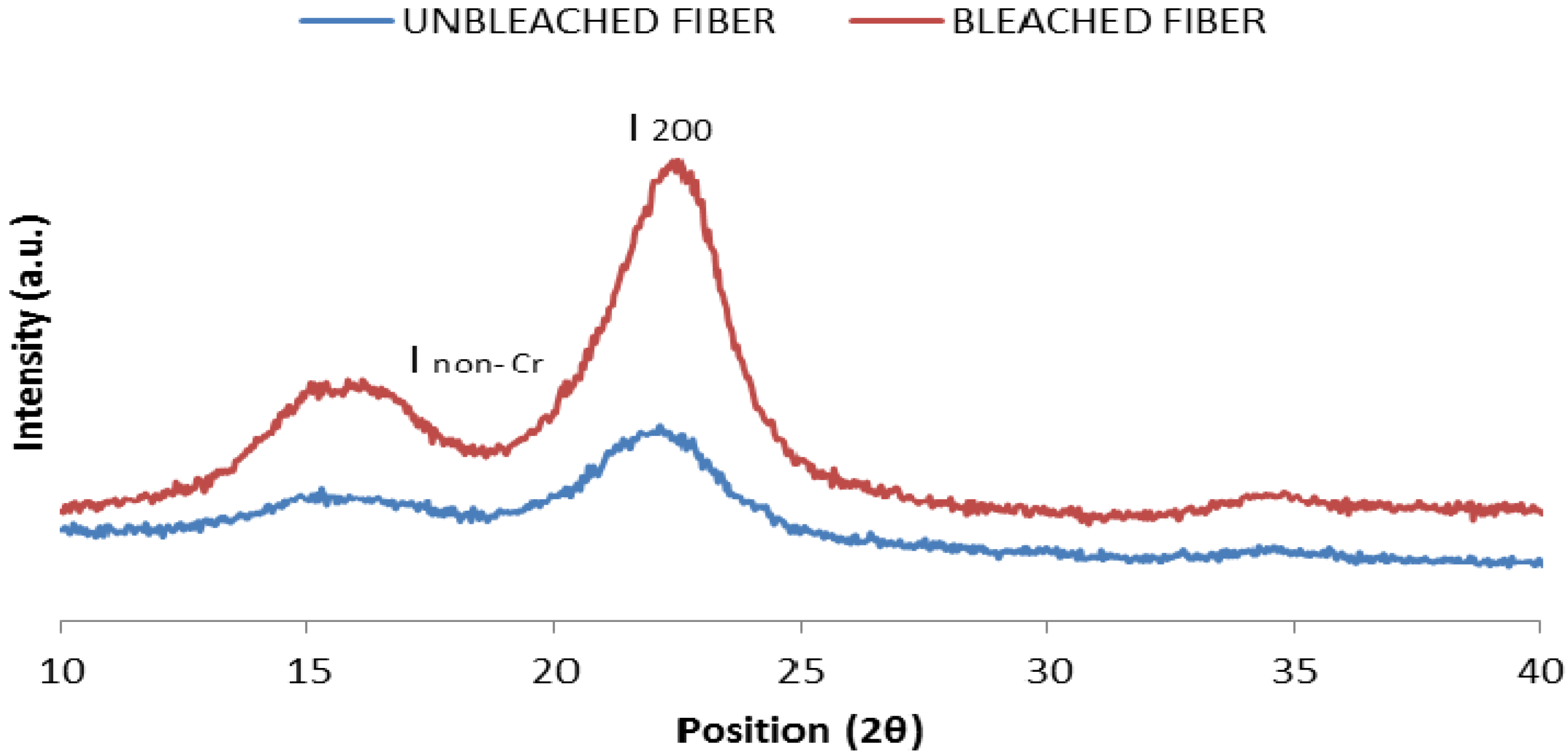
2.2. X-ray Diffraction Analysis of Unbleached and Bleached Kenaf Fiber
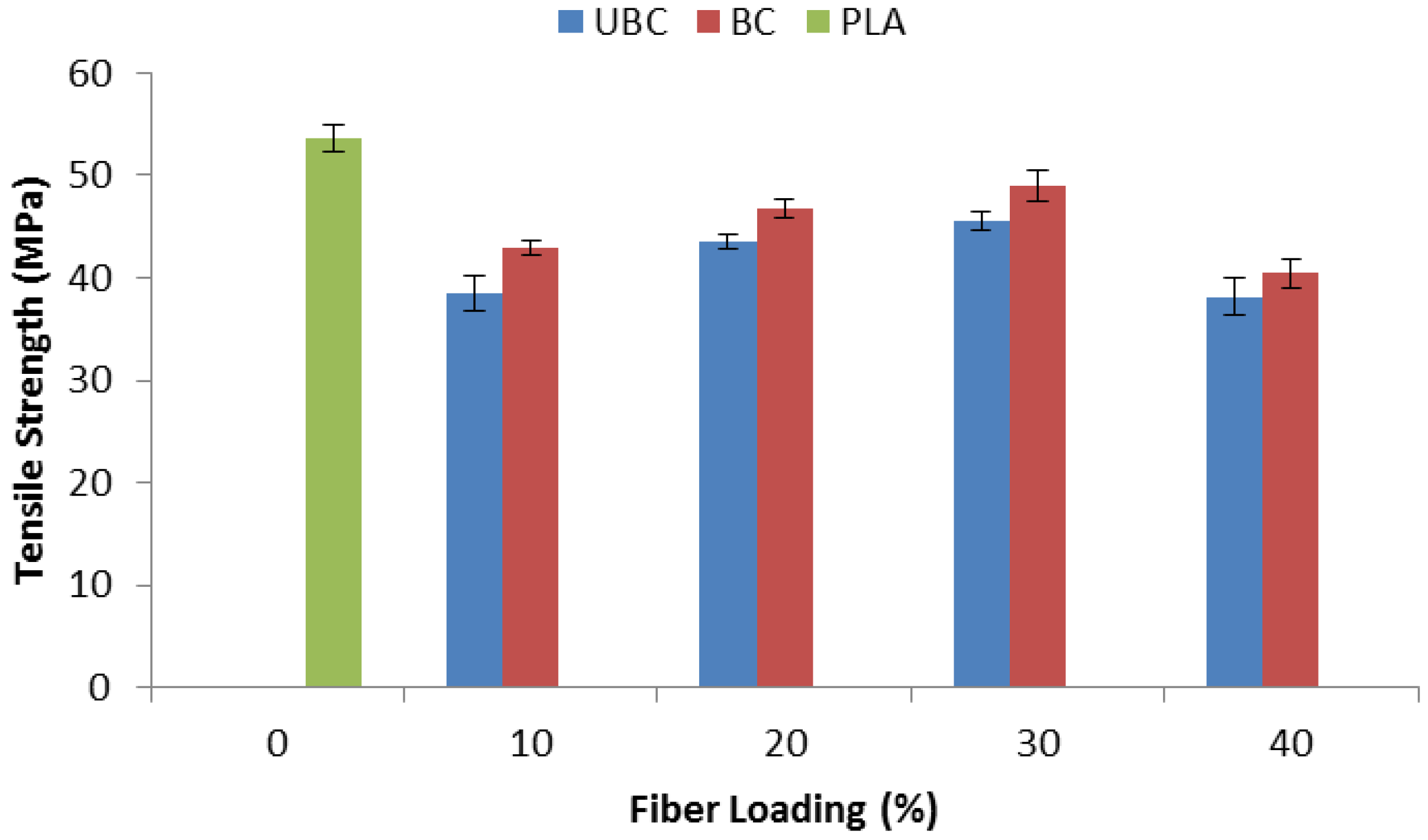
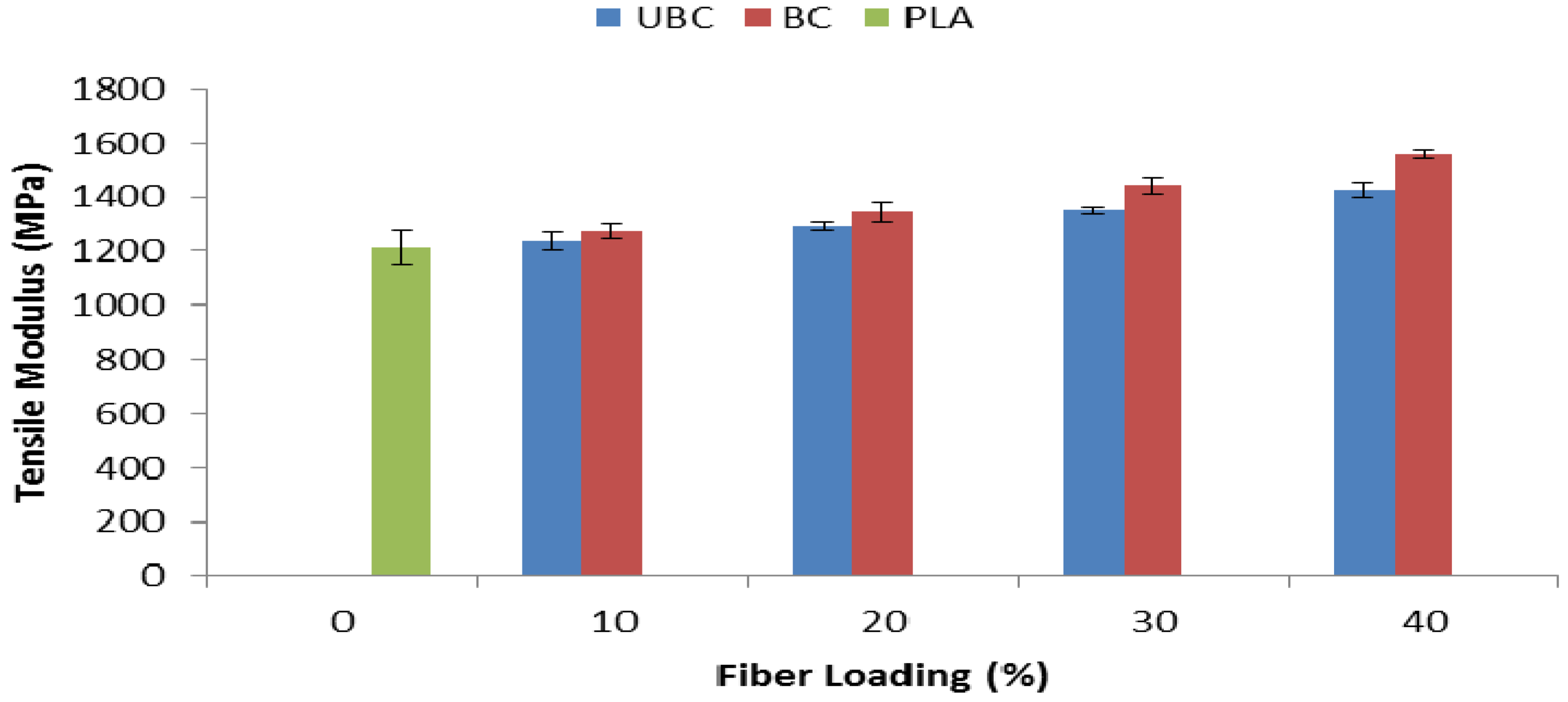
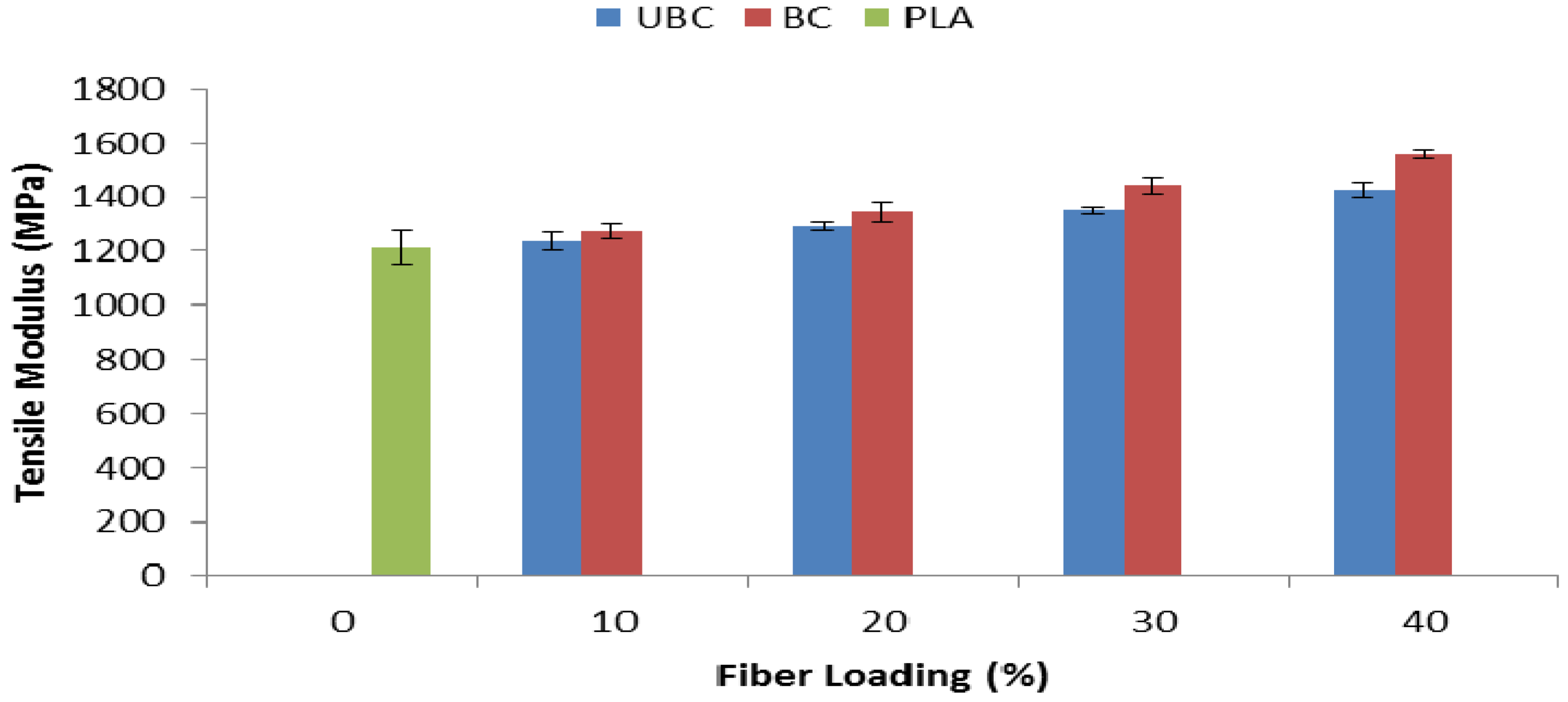
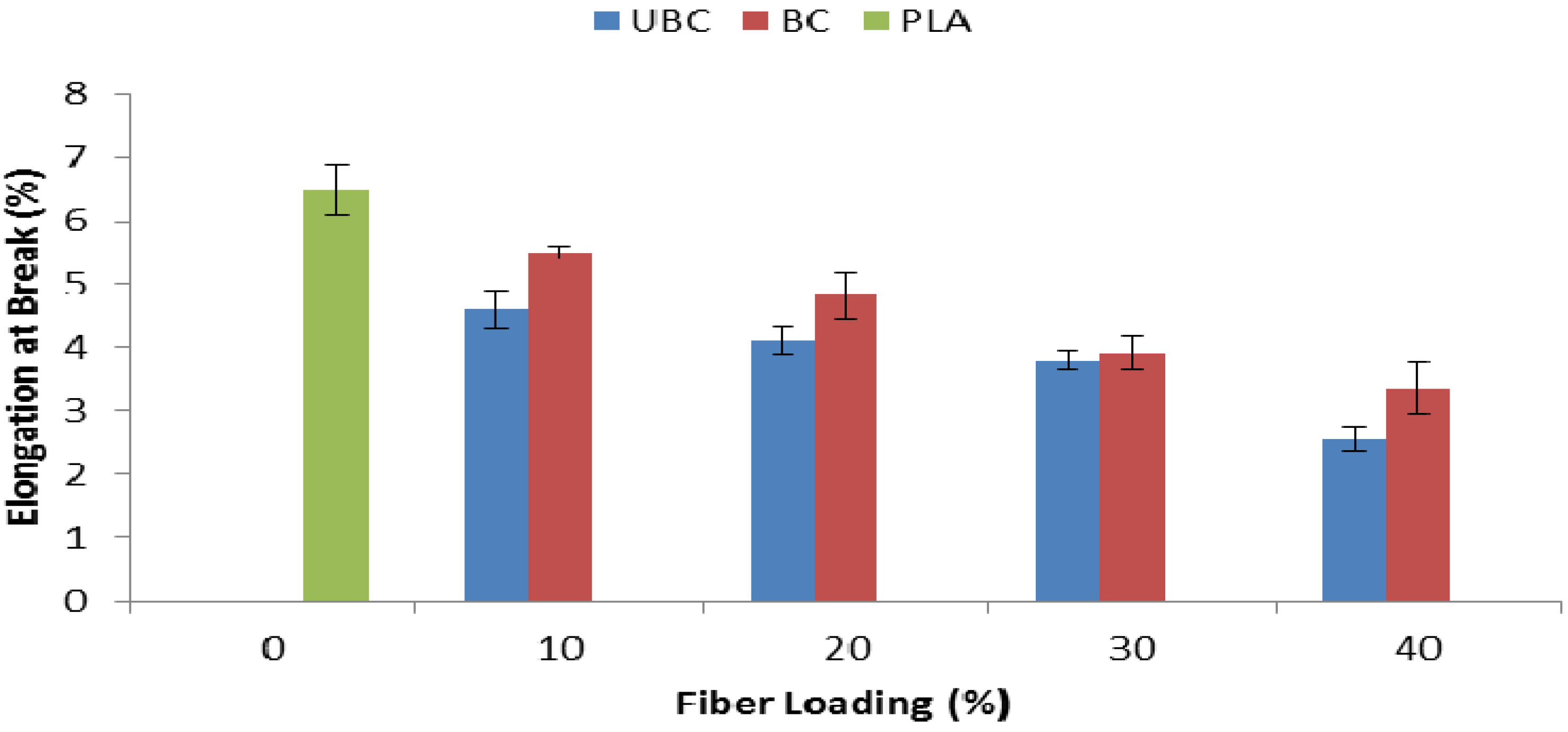
2.3. Effect of Bleaching Treatment of Fiber on Tensile Properties of PLA/Kenaf Fiber Composites

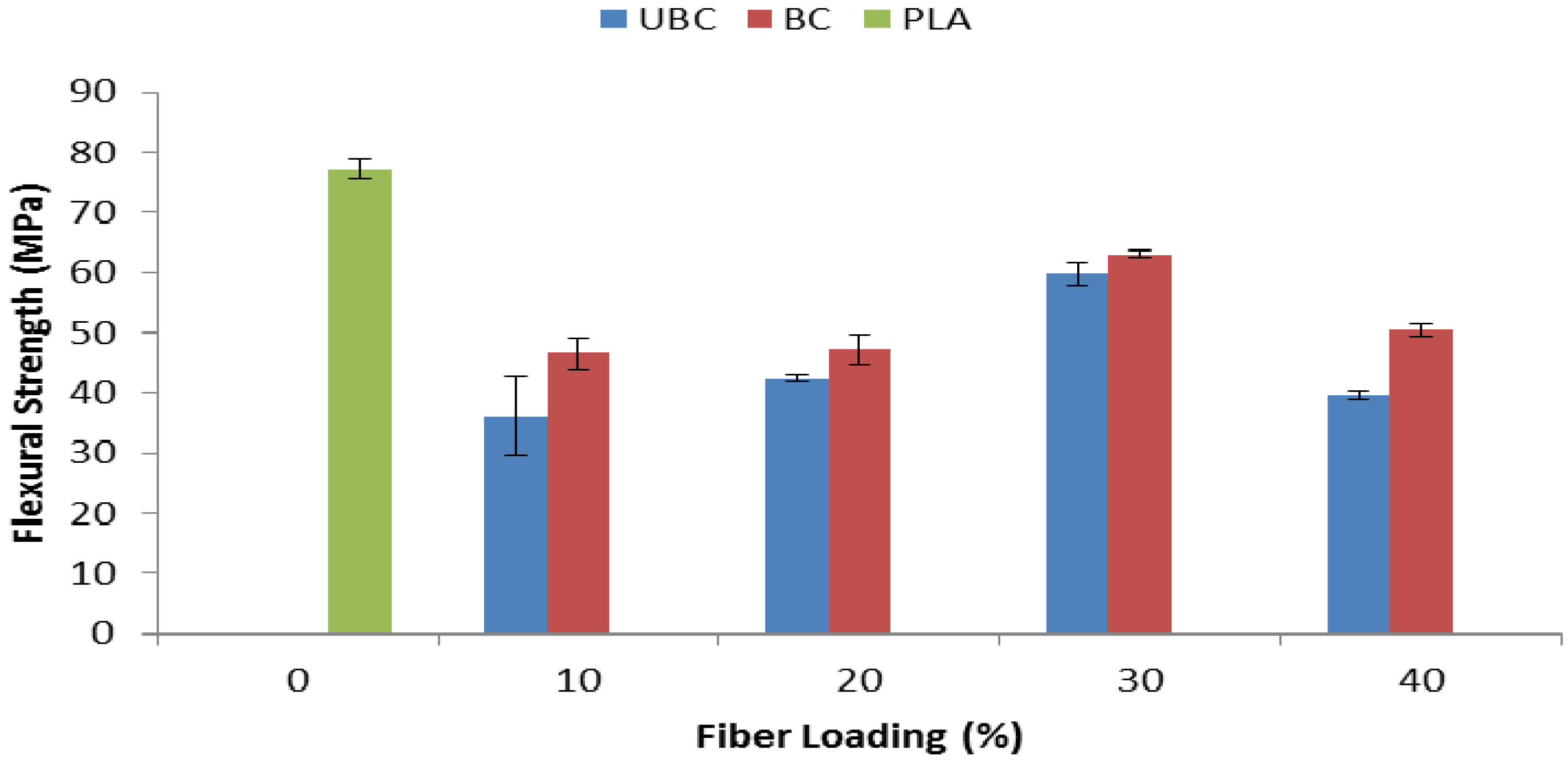
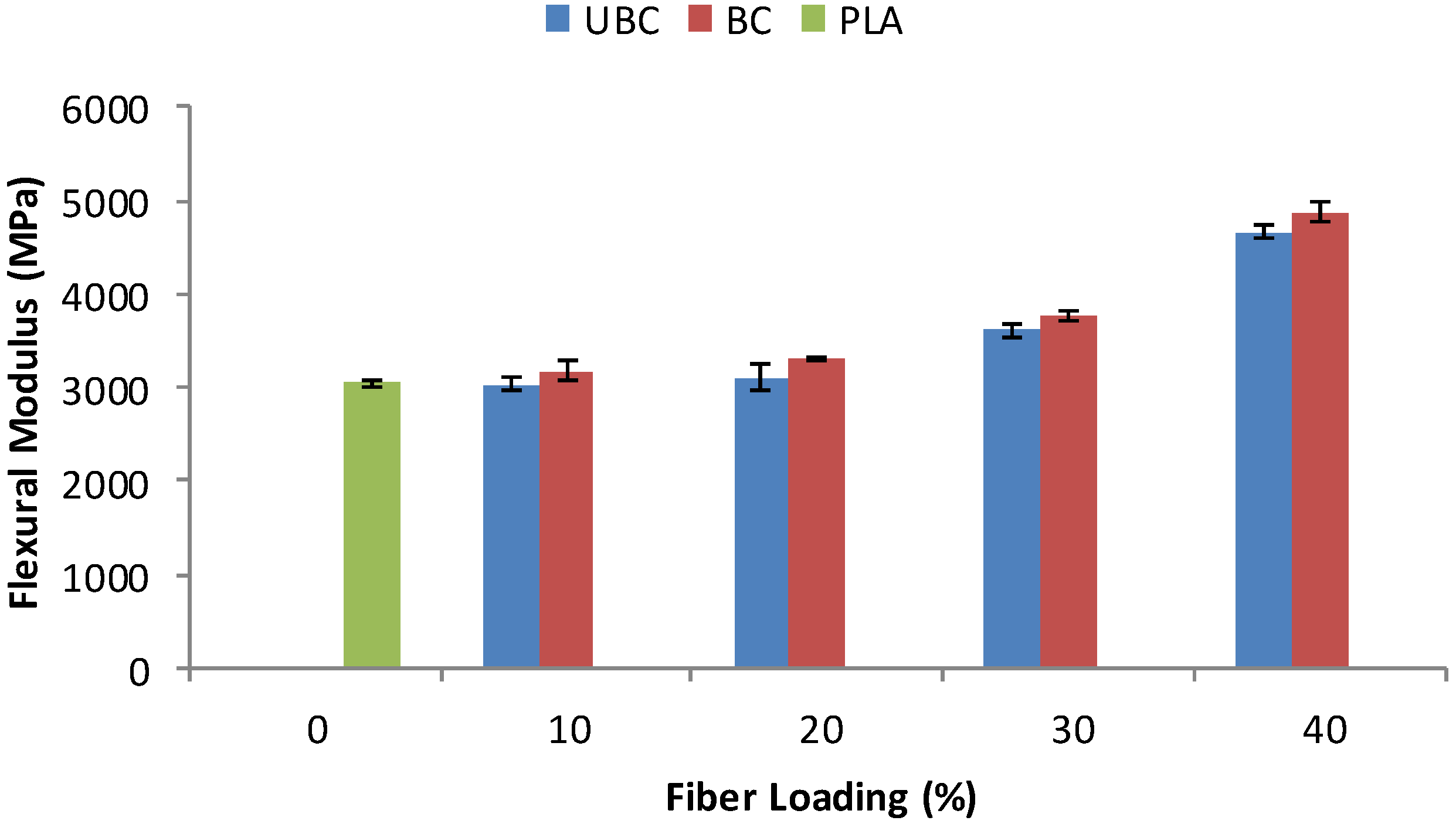
2.4. Effects of Bleaching Treatment of Fiber on Flexural Properties of PLA/Kenaf Fiber Composites


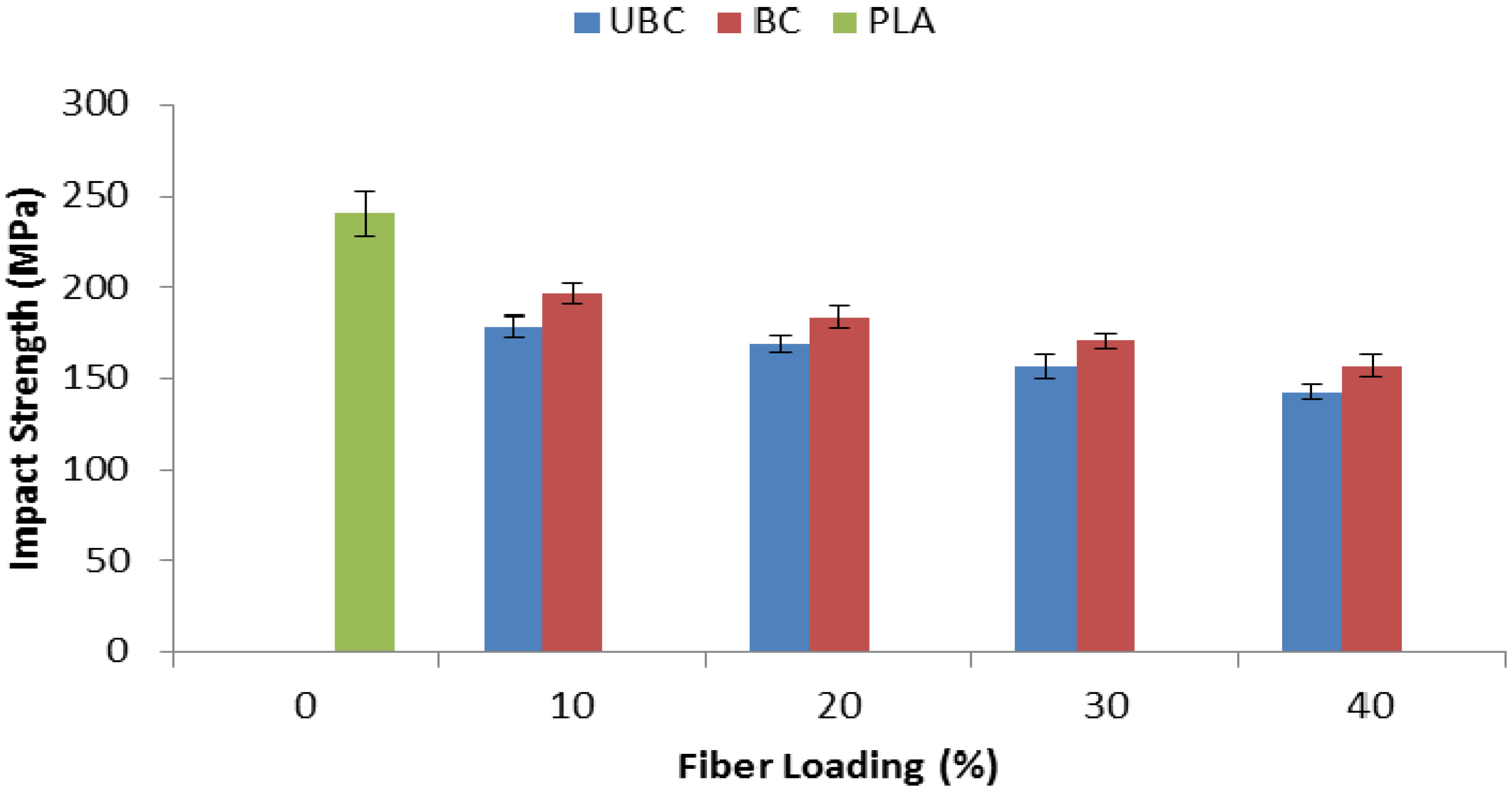
2.5. Effects of Bleaching Treatment of Fiber on Impact Properties

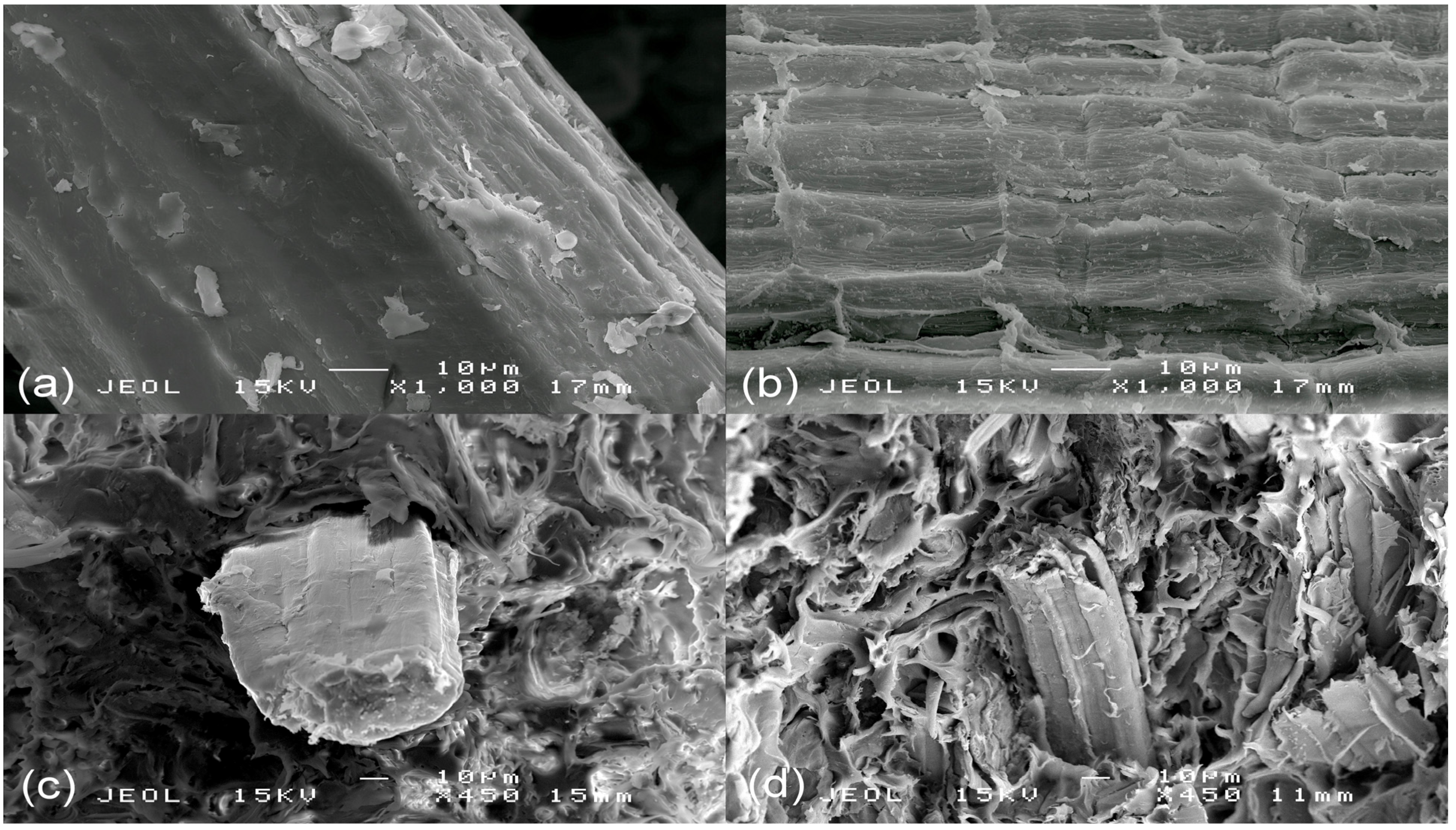
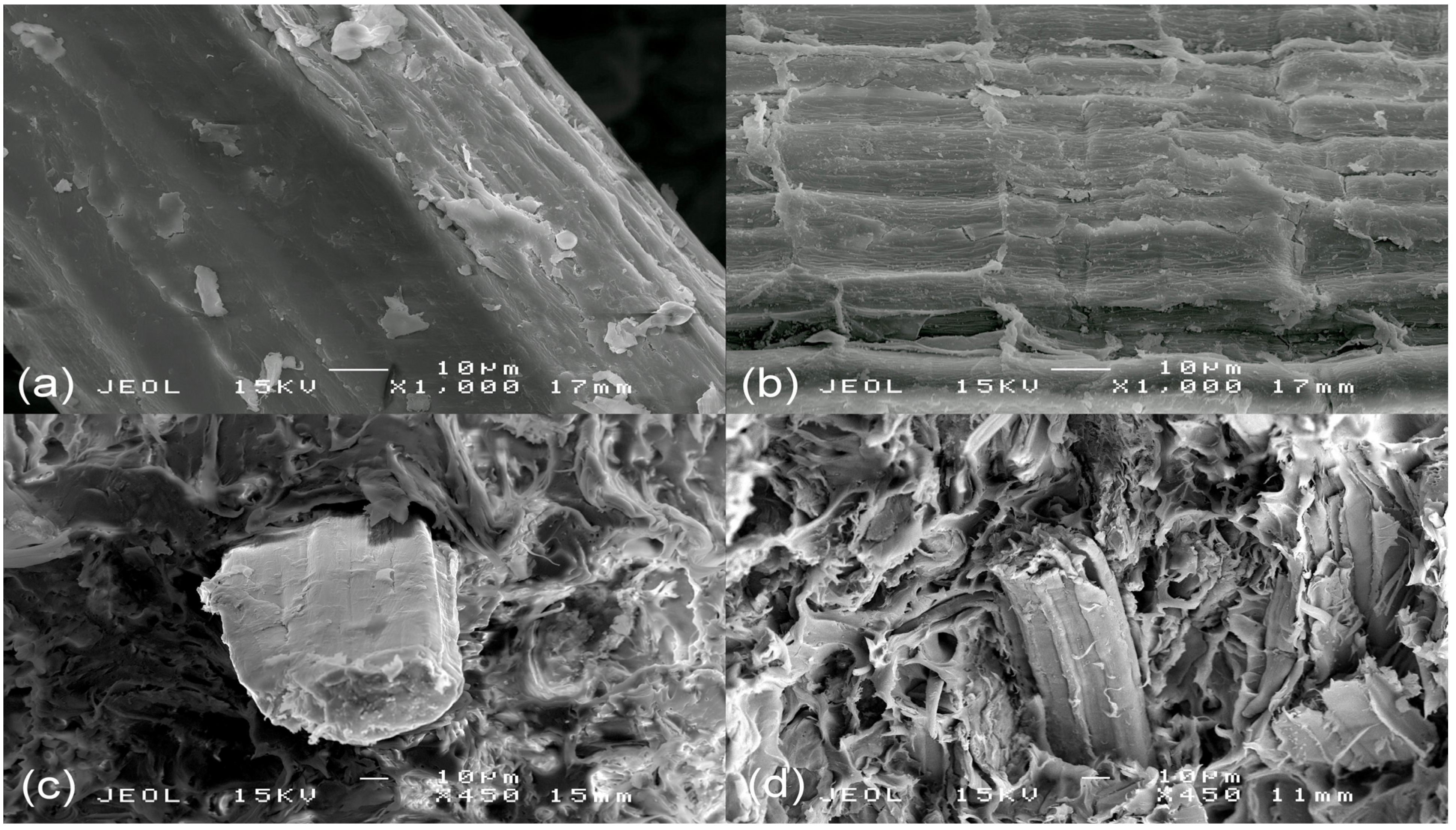
2.6. SEM Morphology of Fiber and Composites
3. Experimental
3.1. Materials
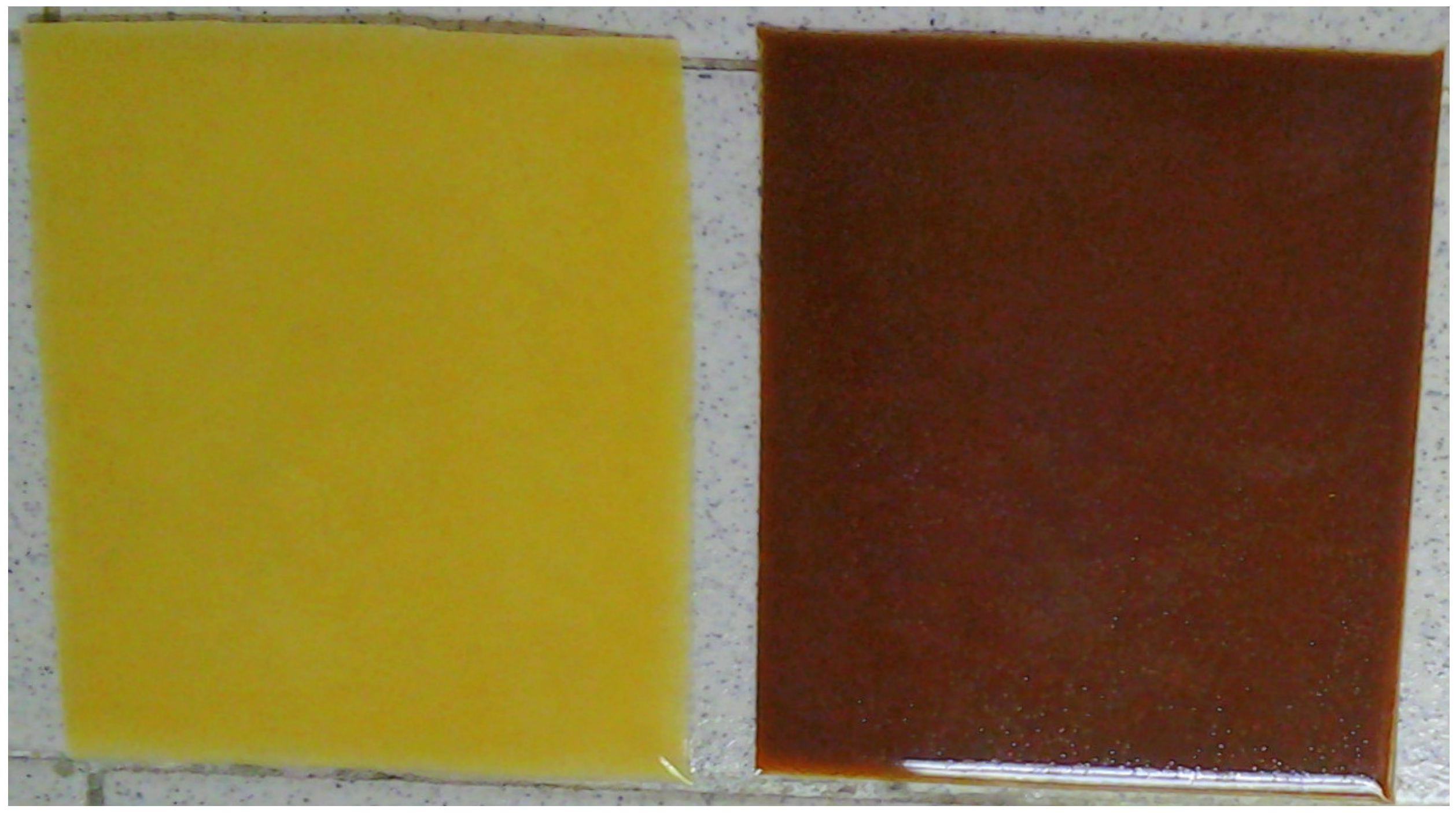
3.2. Kenaf Fiber Bleaching Treatment
3.3. Preparation of Composites
3.4. Characterization
3.4.1. Fourier Transforms Infrared (FTIR) Analysis
3.4.2. X-ray Diffraction (XRD) Analysis
3.4.3. Tensile Tests
3.4.4. Flexural Tests
3.4.5. Izod Impact Test
3.4.6. Scanning Electron Microscopy (SEM)
4. Conclusions
Acknowledgments
Author Contributions
Conflictts of Interest
References
- Suryanegara, L.; Nakagaito, A.N.; Yano, H. The effect of crystallization of PLA on the thermal and mechanical properties of microfibrillated cellulose-reinforced PLA composites. Compos. Sci. Technol. 2009, 69, 1187–1192. [Google Scholar] [CrossRef]
- Garlotta, D. A literature review of Poly(Lactic Acid). J. Polym. Environ. 2001, 9, 63–64. [Google Scholar] [CrossRef]
- Liu, Y.; Labuschagne, M.T. The influence of environment and season on stalk yield in kenaf. Ind. Crop Prod. 2009, 29, 377–438. [Google Scholar] [CrossRef]
- Mohanty, A.K.; Misra, M.; Hinrichsen, G. Biofibres, biodegradable polymers and biocomposites: An overview. Macrmol. Mater. Eng. 2000, 276, 1–24. [Google Scholar] [CrossRef]
- Edeerozey, A.; Akil, H.M.; Azhar, A.; Ariffin, M. Chemical modification of kenaf fibers. Mater. Lett. 2007, 61, 2023–2025. [Google Scholar] [CrossRef]
- Xie, Y.; Hill, C.A.S.; Xiao, Z.; Militz, H.; Mai, C. Silane coupling agents used for natural fiber/polymer composites: A review. Compos. Part A Appl. Sci. Manuf. 2010, 41, 806–819. [Google Scholar] [CrossRef]
- Huda, M.S.; Drzal, L.T.; Mohanty, A.K.; Misra, M. Effect of fiber surface-treatments on the properties of laminated biocomposites from Poly (Lactic Acid) (PLA) and kenaf fibers. Compos. Sci. Technol. 2008, 68, 424–432. [Google Scholar] [CrossRef]
- Han, Y.H.; Han, S.O.; Cho, D.; Kim, H.I. Kenaf/Polypropylene biocomposites: Effects of electron beam irradiation and alkali treatment on kenaf natural fibers. Compos. Interfaces 2007, 14, 559–578. [Google Scholar] [CrossRef]
- Dhakal, H.; Zhang, Z.; Richardson, M. Effect of water absorption on the mechanical properties of hemp fiber reinforced unsaturated polyester composites. Compos. Sci. Technol. 2007, 67, 1674–1683. [Google Scholar] [CrossRef]
- George, M.; Sreekala, M.S.; Thomas, S. A review on interface modification and characterization of natural fiber reinforced plastic composites. Polym. Eng. Sci. 2001, 41, 1471–1485. [Google Scholar] [CrossRef]
- Bogoeva Gaceva, G.; Avella, M.; Malinconico, M.; Buzarovska, A.; Grozdanov, A.; Gentile, G.; Errico, M.E. Natural fiber eco-composites. Polym. Compos. 2007, 28, 98–107. [Google Scholar] [CrossRef]
- Salam, M.A. Effect of hydrogen peroxide bleaching onto sulfonated jute fiber. J. Appl. Polym. Sci. 2006, 99, 3603–3607. [Google Scholar] [CrossRef]
- Rosa, M.F.; Chiou, B.S.; Medeiros, E.S.; Wood, D.F.; Williams, T.G.; Mattoso, L.H.C.; Orts, W.J.; Iman, S.H. Effect of fiber treatments on tensile and thermal properties of starch/ethylene vinyl alcohol copolymers/coir biocomposites. Bioresour. Technol. 2009, 100, 5196–5202. [Google Scholar] [CrossRef]
- Jonoobi, M.; Harun, J.; Tahir, P.; Zaini, L.; Saiful, A.S.; Makinejad, M. Characteristics of nanofibers extracted from kenaf core. BioResources 2010, 5, 2556–2566. [Google Scholar]
- Sun, R.C.; Sun, X.F.; Fowler, P.; Tomkinson, J. Structural and physico-chemical characterization of lignins solubilized during alkaline peroxide treatment of barley straw. Eur. Polym. J. 2002, 38, 1399–1407. [Google Scholar] [CrossRef]
- Hamdan, S.; Talib, Z.A.; Rahman, M.R.; Ahmed, A.S.; Islam, M.S. Dynamic Young’s modulus measurement of treated and post-treated tropical wood polymer composites (WPC). BioResources 2010, 5, 324–342. [Google Scholar]
- Fávaro, S.L.; Lopes, M.S.; Carvalho Neto, A.G.V.; Santana, R.R.; Radovanovic, E. Chemical, morphological, and mechanical analysis of rice husk/post-consumer polyethylene composites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 154–160. [Google Scholar] [CrossRef]
- Segal, L.; Creely, J.J.; Martin, A.E., Jr.; Conrad, C.M. An empirical method for estimating the degree of crystallinity of native cellulose using the X-ray diffractometer. Text. Res. J. 1959, 29, 786–794. [Google Scholar] [CrossRef]
- Oksman, K.; Skrifvars, M.; Selin, J.F. Natural fibres as reinforcement in Polylactic Acid (PLA) composites. Compos. Sci. Technol. 2003, 63, 1317–1324. [Google Scholar] [CrossRef]
- Afrifah, K.A.; Hickok, R.A.; Matuana, L.M. Polybutene as a matrix for wood plastic composites. Compos. Sci. Technol. 2010, 70, 167–172. [Google Scholar] [CrossRef]
- Devi, L.U.; Bhagawan, S.S.; Thomas, S. Mechanical properties of pineapple leaf fiber-reinforced polyester composites. J. Appl. Polym. Sci. 1997, 64, 1739–1748. [Google Scholar] [CrossRef]
- Safdari, V.; Khodadadi, H.; Hosseinihashemi, S.K.; Ganjian, E. The effects of poplar bark and wood content on the mechanical properties of wood-polypropylene composites. BioResources 2011, 6, 5180–5192. [Google Scholar]
- Joseph, P.V.; Mathew, G.; Joseph, K.; Thomas, S.; Pradeep, P. Mechanical properties of short sisal fiber-reinforced polypropylene composites: Comparison of experimental data with theoretical predictions. J. Appl. Polym. Sci. 2002, 88, 602–611. [Google Scholar]
- Sample Availability: Samples of the bleached kenaf fiber is available from the authors.
© 2014 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license ( http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Razak, N.I.A.; Ibrahim, N.A.; Zainuddin, N.; Rayung, M.; Saad, W.Z. The Influence of Chemical Surface Modification of Kenaf Fiber using Hydrogen Peroxide on the Mechanical Properties of Biodegradable Kenaf Fiber/Poly(Lactic Acid) Composites. Molecules 2014, 19, 2957-2968. https://doi.org/10.3390/molecules19032957
Razak NIA, Ibrahim NA, Zainuddin N, Rayung M, Saad WZ. The Influence of Chemical Surface Modification of Kenaf Fiber using Hydrogen Peroxide on the Mechanical Properties of Biodegradable Kenaf Fiber/Poly(Lactic Acid) Composites. Molecules. 2014; 19(3):2957-2968. https://doi.org/10.3390/molecules19032957
Chicago/Turabian StyleRazak, Nur Inani Abdul, Nor Azowa Ibrahim, Norhazlin Zainuddin, Marwah Rayung, and Wan Zuhainis Saad. 2014. "The Influence of Chemical Surface Modification of Kenaf Fiber using Hydrogen Peroxide on the Mechanical Properties of Biodegradable Kenaf Fiber/Poly(Lactic Acid) Composites" Molecules 19, no. 3: 2957-2968. https://doi.org/10.3390/molecules19032957