
A FT-NIR Process Analytical Technology Approach for Milk Renneting Control

 ,
,  ,
, 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Sample Preparation and Coagulation Experiments
2.2. Fundamental Rheology
2.3. FT-NIR Spectroscopy
2.4. Data Analysis
3. Results and Discussion
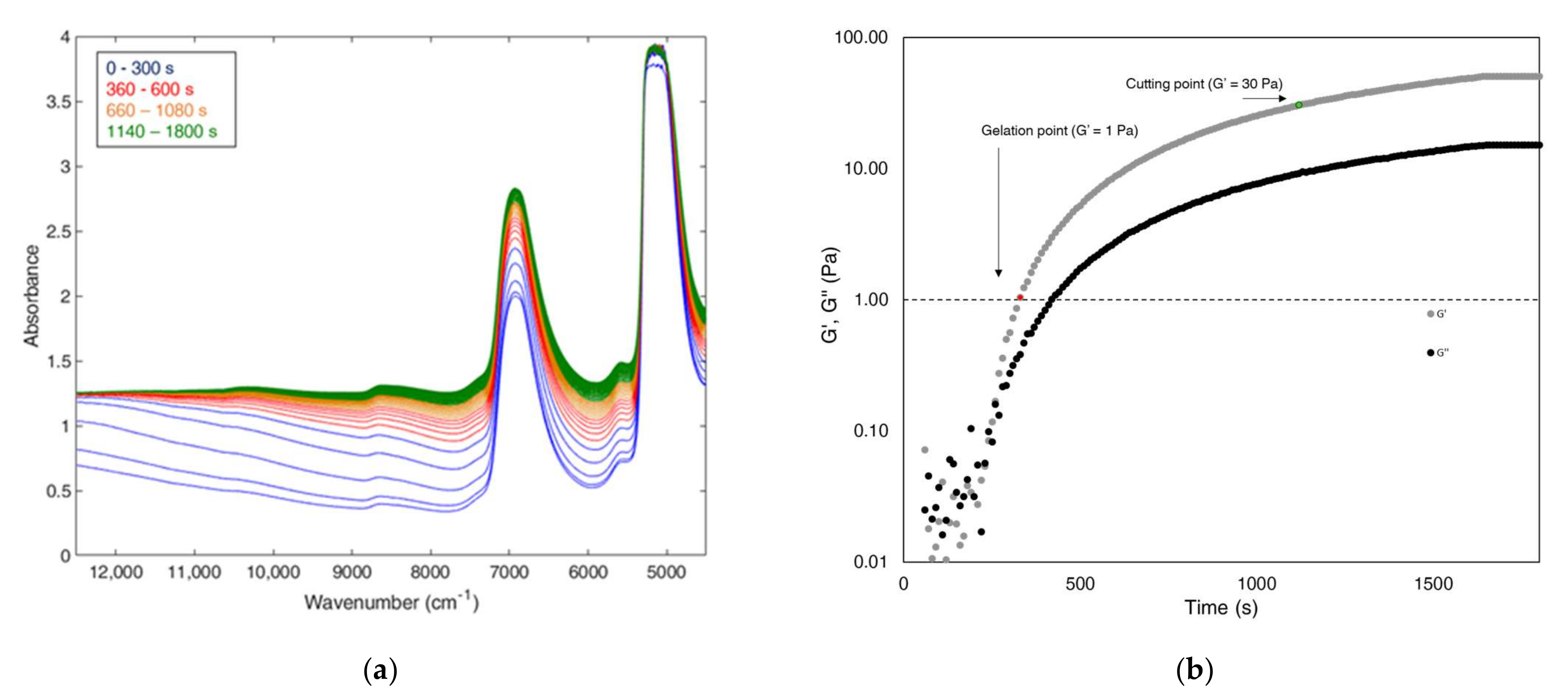
3.1. Capability to Monitor the Desired Quality and Performance Attributes
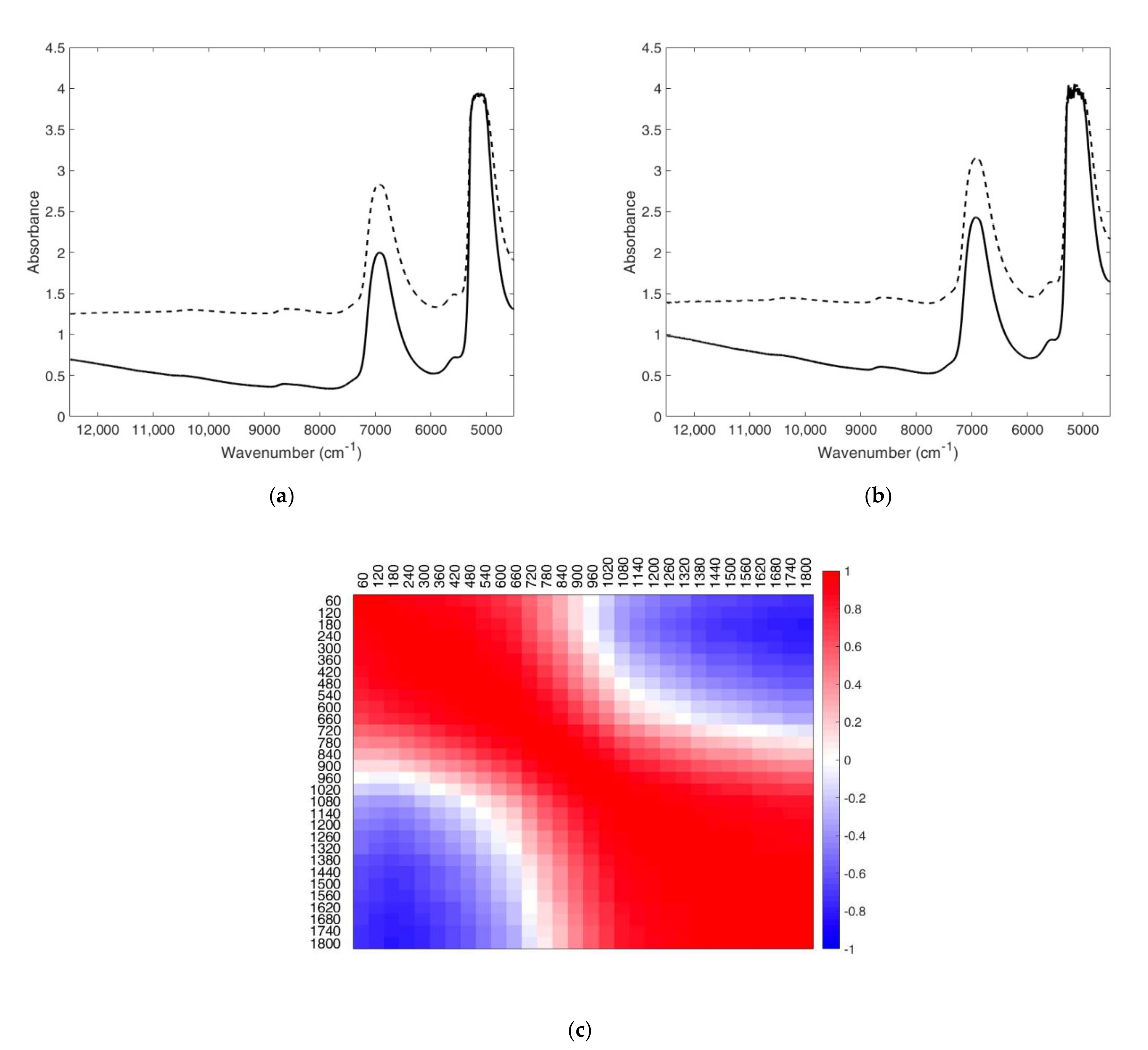
3.2. Assessment of the Optimal FT-NIRS Measurement Conditions to Obtain Reliable Data
3.3. Suitability of FT-NIRS Implementation to Monitor Coagulation Progress
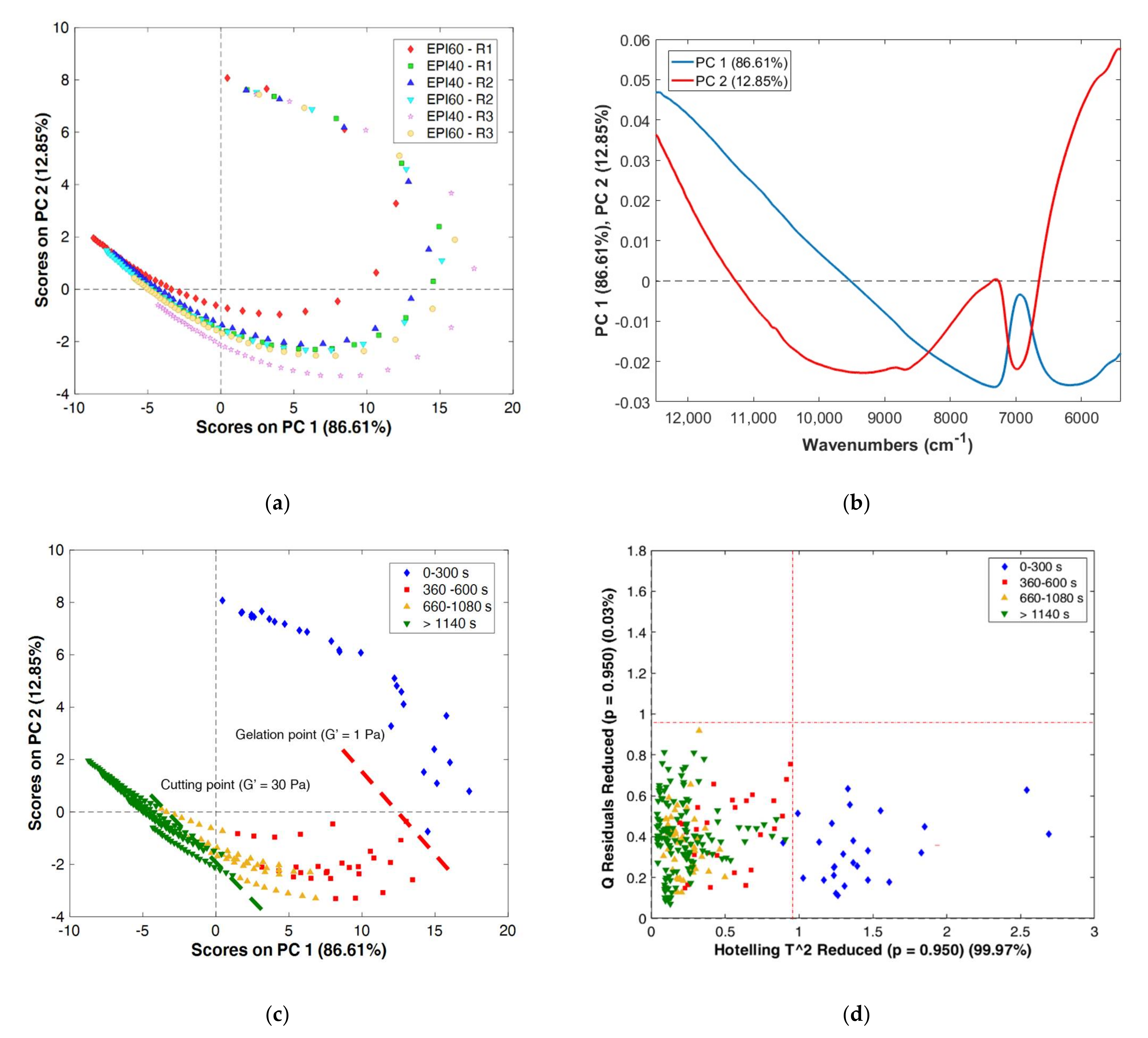
3.3.1. Principal Component Analysis
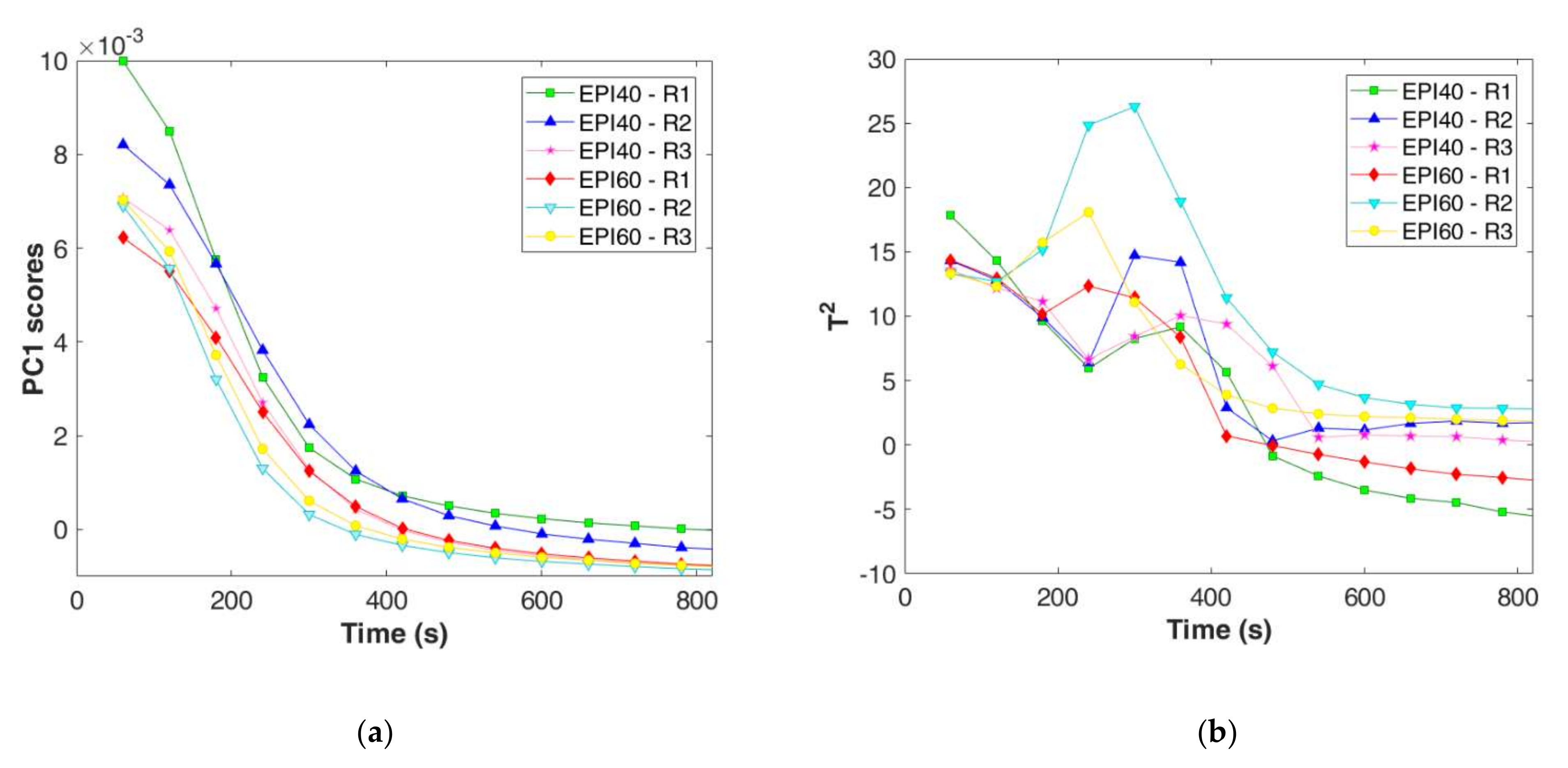
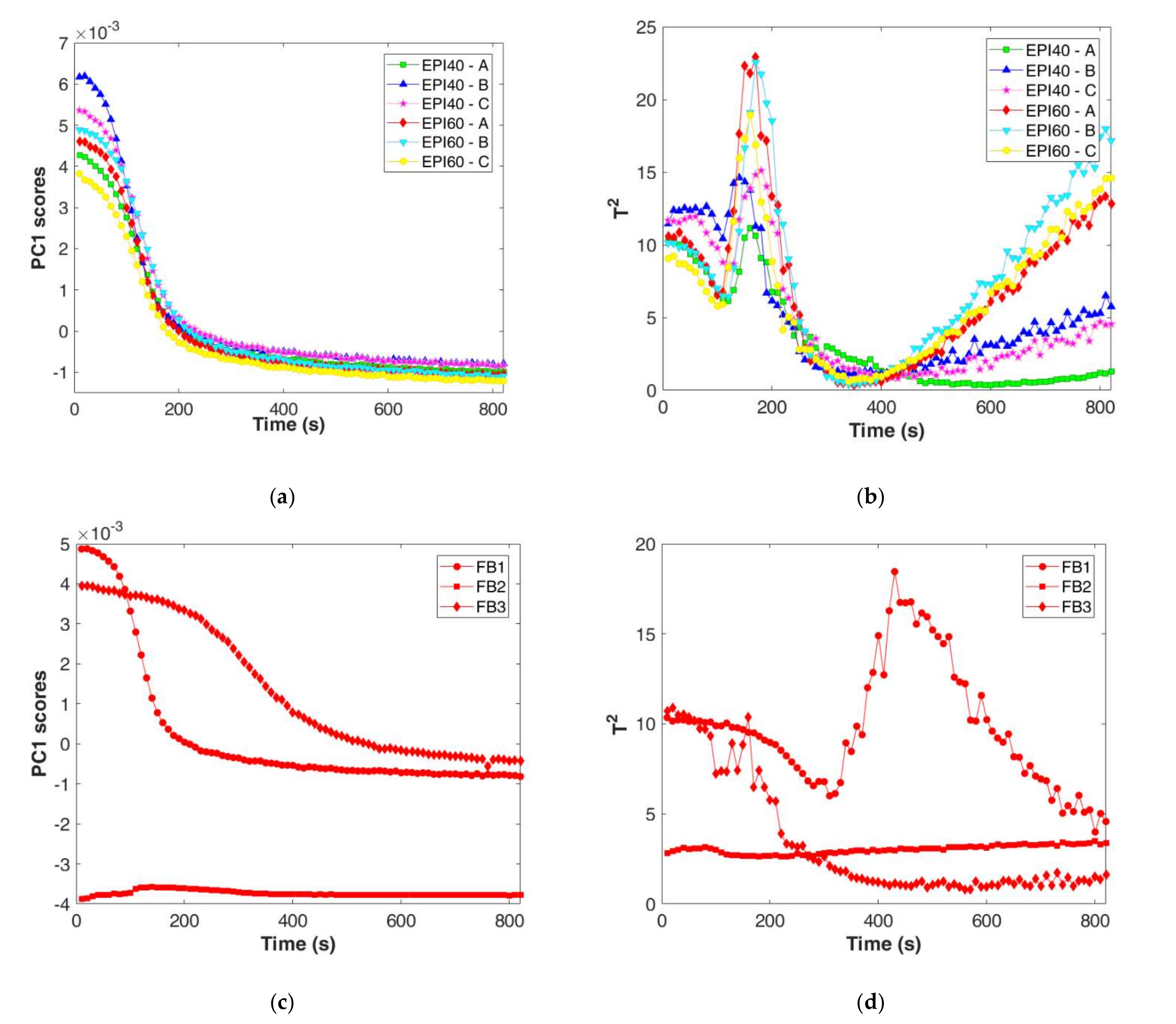
3.3.2. Multivariate Statistical Process Control Charts
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Panikuttira, B.; O’Shea, N.; Tobin, J.T.; Tiwari, B.K.; O’Donnell, C.P. Process analytical technology for cheese manufacture. Int. J. Food Sci. 2018, 53, 1803–1815. [Google Scholar] [CrossRef]
- Van den Berg, F.; Lyndgaard, C.B.; Sørensen, K.M.; Engelsen, S.B. Process analytical technology in the food industry. Trends Food Sci. Technol. 2013, 31, 27–35. [Google Scholar] [CrossRef]
- De Beer, T.; Burggraeve, A.; Fonteyne, M.; Saerens, L.; Remon, J.P.; Vervaet, C. Near infrared and Raman spectroscopy for the in-process monitoring of pharmaceutical production processes. Int. J. Pharm. 2011, 417, 32–47. [Google Scholar] [CrossRef] [Green Version]
- Jensen, G.K.; Nielsen, P. Reviews of the progress of dairy science: Milk powder and recombination of milk and milk products. J. Dairy Res. 1982, 49, 515–554. [Google Scholar] [CrossRef]
- Hofi, A.A.; Magdoub, M.N.I.; Abd’el-Hamid, L.B.; Osman, S.G. A new type of semi-hard cheese from recombined milk. Int. J. Food Sci. Technol. 2007, 18, 711–718. [Google Scholar] [CrossRef]
- Tidona, F.; Alinovi, M.; Francolino, S.; Brusa, G.; Ghiglietti, R.; Locci, F.; Mucchetti, G.; Giraffa, G. Partial substitution of 40 g/100 g fresh milk with reconstituted low heat skim milk powder in high-moisture mozzarella cheese production: Rheological and water-related properties. LWT 2021, 137, 110391. [Google Scholar] [CrossRef]
- Italian Law No 138 of 11 April 1974 Concerning the Ban on the Use of Powdered, Condensed and Reconstituted Milk in Dairy Products. Available online: https://www.normattiva.it/uri-res/N2Ls?urn:nir:stato:legge:1974;138 (accessed on 15 November 2021).
- Grassi, S.; Alamprese, C. Advances in NIR spectroscopy applied to process analytical technology in food industries. Curr. Opin. 2018, 22, 17–21. [Google Scholar] [CrossRef]
- Wold, S.; Cheney, J.; Kettaneh, N.; McCready, C. The chemometric analysis of point and dynamic data in pharmaceutical and biotech production (PAT)—some objectives and approaches. Chemometr. Intell. Lab. Syst. 2006, 84, 159–163. [Google Scholar] [CrossRef]
- Kourti, T. Pharmaceutical manufacturing: The role of multivariate analysis in design space, control strategy, process understanding, troubleshooting, and optimization. In Chemical Engineering in the Pharmaceutical Industry: Drug Product Design, Development, and Modeling, 2nd ed.; Mary, T.A.E., David, J.A.E., Eds.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2019; pp. 601–629. [Google Scholar] [CrossRef]
- Kourti, T. The process analytical technology initiative and multivariate process analysis, monitoring and control. Anal. Bioanal. Chem. 2006, 384, 1043–1048. [Google Scholar] [CrossRef] [PubMed]
- Tokatli, F.; Cinar, A.; Schlesser, J.E. HACCP with multivariate process monitoring and fault diagnosis techniques: Application to a food pasteurization process. Food Control 2005, 16, 411–422. [Google Scholar] [CrossRef] [Green Version]
- Grassi, S.; Strani, L.; Casiraghi, E.; Alamprese, C. Control and monitoring of milk renneting using FT-NIR spectroscopy as a process analytical technology tool. Foods 2019, 8, 405. [Google Scholar] [CrossRef] [Green Version]
- O’Callaghan, D.J.; O’Donnell, C.P.; Payne, F.A. A comparison of on-line techniques for determination of curd setting time using cheesemilks under different rates of coagulation. J. Food Eng. 1999, 41, 43–54. [Google Scholar] [CrossRef]
- Lyndgaard, C.B.; Engelsen, S.B.; van den Berg, F.W.J. Real-time modeling of milk coagulation using in-line near infrared spectroscopy. J. Food Eng. 2012, 108, 345–352. [Google Scholar] [CrossRef]
- Arango, O.; Trujillo, A.J.; Castillo, M. Predicting coagulation and syneresis parameters of milk gels when inulin is added as fat substitute using infrared light backscatter. J. Food Eng. 2015, 157, 63–69. [Google Scholar] [CrossRef]
- Nicolau, N.; Buffa, M.; O’Callaghan, D.J.; Guamis, B.; Castillo, M. Estimation of clotting and cutting times in sheep cheese manufacture using NIR light backscatter. Dairy Sci. Technol. 2015, 95, 495–507. [Google Scholar] [CrossRef]
- Strani, L.; Grassi, S.; Casiraghi, E.; Alamprese, C.; Marini, F. Milk renneting: Study of process factor influences by FT-NIR spectroscopy and chemometrics. Food Bioproc. Tech. 2019, 12, 954–963. [Google Scholar] [CrossRef]
- Strani, L.; Grassi, S.; Alamprese, C.; Casiraghi, E.; Ghiglietti, R.; Locci, F.; Pricca, N.; De Juan, A. Effect of physicochemical factors and use of milk powder on milk rennet-coagulation: Process understanding by near infrared spectroscopy and chemometrics. Food Control 2021, 119, 107494. [Google Scholar] [CrossRef]
- Tsenkova, R.; Atanassova, S.; Itoh, K.; Ozaki, Y.; Toyoda, K. Near infrared spectroscopy for biomonitoring: Cow milk composition measurement in a spectral region from 1100 to 2400 nanometers. Anim. Sci. J. 2000, 78, 515–522. [Google Scholar] [CrossRef] [Green Version]
- Workman, J.; Weyer, L. Practical Guide to Interpretative Near-Infrared Spectroscopy; CRC Press: Boca Raton, FL, USA, 2007; Chapter 6. [Google Scholar]
- Cabassi, G.; Profaizer, M.; Marinoni, L.; Rizzi, N.; Cattaneo, T.M. Estimation of fat globule size distribution in milk using an inverse light scattering model in the near infrared region. J. Near Infrared Spectrosc. 2013, 21, 359–373. [Google Scholar] [CrossRef]
- Brunner, J.R. Characteristics of edible fluids of animal origin: Milk. In Principles of Food Science. Part I. Food Chemistry; Fennema, O.R., Ed.; Marcel Dekker, Inc.: New York, NY, USA, 1976; p. 619. [Google Scholar]
- Horne, D.S.; Davidson, C.M. Direct observation of decrease in size of casein micelles during the initial stages of renneting of skim milk. Int. Dairy J. 1993, 3, 61–71. [Google Scholar] [CrossRef]
- Muncan, J.; Tei, K.; Tsenkova, R. Real-time monitoring of yogurt fermentation process by aquaphotomics near-infrared spectroscopy. Sensors 2021, 21, 177. [Google Scholar] [CrossRef] [PubMed]
- Walstra, P.; Walstra, P.; Wouters, J.T.; Geurts, T.J. Dairy Science and Technology; CRC Press: Boca Raton, FL, USA, 2005. [Google Scholar] [CrossRef]
- Fearn, T.; Riccioli, C.; Garrido-Varo, A.; Guerrero-Ginel, J.E. On the geometry of SNV and MSC. Chemom. Intell. Lab. Syst. 2009, 96, 22–26. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Trial | Rheological Estimate of Gelation Time (s) | Rheological Estimate of Cutting Time (s) |
|---|---|---|
| EPI40-R1 | 380 | 1270 |
| EPI40-R2 | 350 | 1240 |
| EPI40-R3 | 370 | 1230 |
| EPI60-R1 | 330 | 1110 |
| EPI60-R2 | 300 | 1020 |
| EPI60-R3 | 300 | 1010 |
| PC1-MSPC Chart | T2-MSPC Chart | |||
|---|---|---|---|---|
| Trial | Beginning (s) | End (s) | Beginning (s) | End (s) |
| EPI40-R1 | 120 | 420 | 120 | 420 |
| EPI40-R2 | 120 | 480 | 120 | 480 |
| EPI40-R3 | 120 | 420 | 120 | 420 |
| EPI60-R1 | 120 | 360 | 120 | 360 |
| EPI60-R2 | 120 | 360 | 120 | 360 |
| EPI60-R3 | 120 | 360 | 120 | 360 |
| EPI40-A | 50 | 320 | 140 | 320 |
| EPI40-B | 70 | 330 | 130 | 280 |
| EPI40-C | 80 | 330 | 140 | 340 |
| EPI60-A | 80 | 220 | 130 | 290 |
| EPI60-B | 80 | 230 | 130 | 280 |
| EPI60-C | 60 | 230 | 130 | 230 |
| FB1 | 70 | 380 | 210 | 490 |
| FB2 | - | - | - | - |
| FB3 | - | - | - | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Grassi, S.; Strani, L.; Alamprese, C.; Pricca, N.; Casiraghi, E.; Cabassi, G. A FT-NIR Process Analytical Technology Approach for Milk Renneting Control. Foods 2022, 11, 33. https://doi.org/10.3390/foods11010033
Grassi S, Strani L, Alamprese C, Pricca N, Casiraghi E, Cabassi G. A FT-NIR Process Analytical Technology Approach for Milk Renneting Control. Foods. 2022; 11(1):33. https://doi.org/10.3390/foods11010033
Chicago/Turabian StyleGrassi, Silvia, Lorenzo Strani, Cristina Alamprese, Nicolò Pricca, Ernestina Casiraghi, and Giovanni Cabassi. 2022. "A FT-NIR Process Analytical Technology Approach for Milk Renneting Control" Foods 11, no. 1: 33. https://doi.org/10.3390/foods11010033
APA StyleGrassi, S., Strani, L., Alamprese, C., Pricca, N., Casiraghi, E., & Cabassi, G. (2022). A FT-NIR Process Analytical Technology Approach for Milk Renneting Control. Foods, 11(1), 33. https://doi.org/10.3390/foods11010033