Uncertainty Evaluation in Multistage Assembly Process Based on Enhanced OOPN


Abstract
:1. Introduction
2. Assembly Process Model Based on Petri Net and Defect Analysis
2.1. Structure of the OOPN
2.2. Transition Function with the Defect Analysis
- Shape parameter m = 1–42306803953;
- Scale parameter = 45.9183276528; and
- Correlation coefficient = 0.971886604314.
2.3. Semi-Markov Chain
- The OOPN is proposed by representing its transitions with the fitted latent defect stream function. Step 1–4 describe the process of building the module of the OOPN:
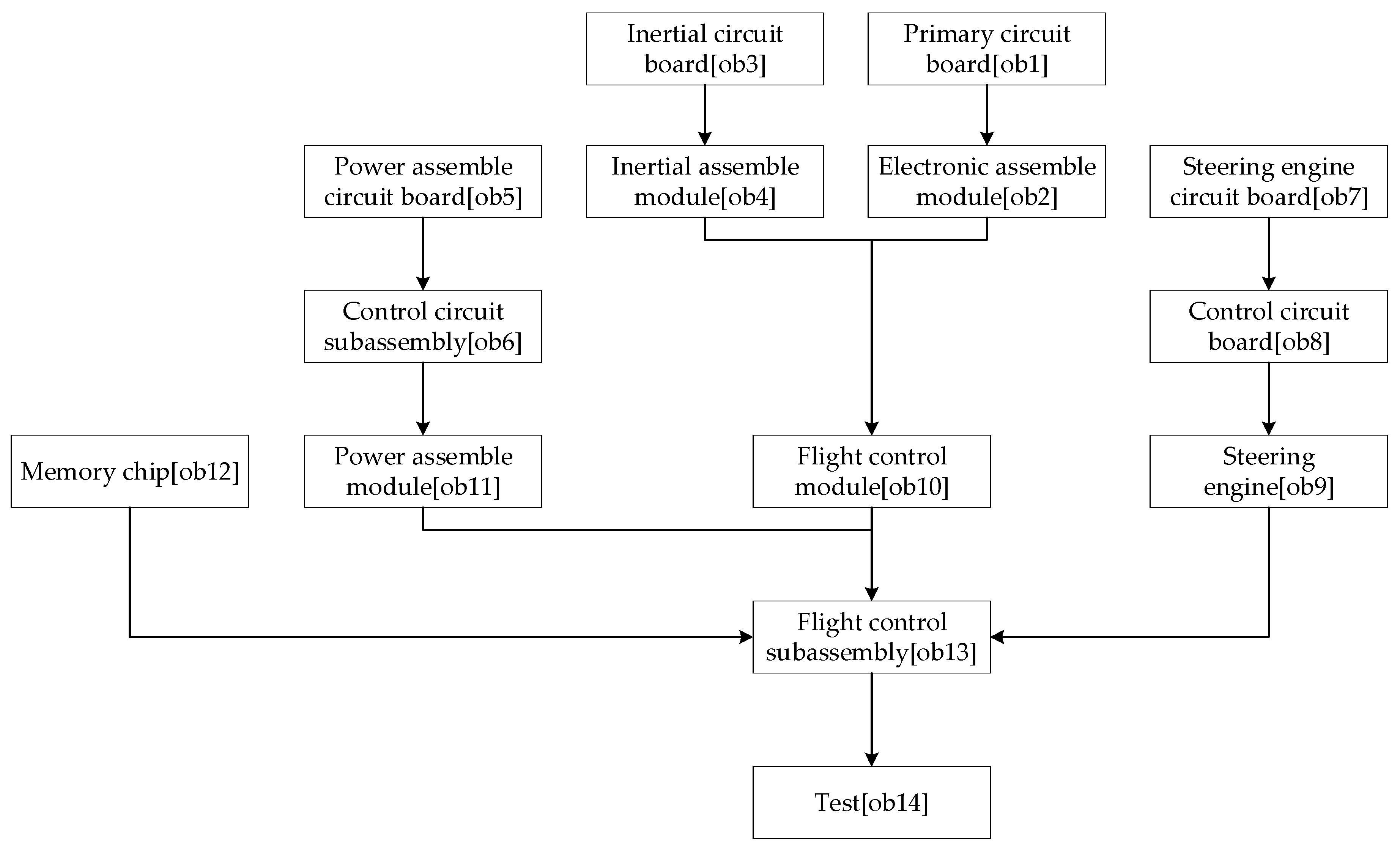
- Step 1: Create assembly object sets ob = {ob1,ob2…,obn}, considering that different assembly units are separate assembly objects.
- Step 2: G is the transition among objects. According to the assembly flow chart, the transition in the information transfer of each object is inserted at the beginning and at the end of the object. G = {g1,g2,…,gn}.
- Step 3: Aimed to each object Ob, IM is the input information place and the OM, the output information place has been marked. The object inside is made up of the basic Petri net N = (P, T, F).
- Step 4: Create F, which is the set of arcs of the states.
- M0 is the initial value, the same as the definition in the OOPN.
- Set of all reachable markingLet OOPN be an object-oriented Petri net. The set of all reachable marking from initial marking M0 in OOPN is denoted by R(M0), which represents the reachable marking:
3. Uncertainty Evaluation of Assembly Process
3.1. Uncertainty and Shannon Entropy
3.2. Uncertainty Calculation
- Transition rate matrixLet the OOPN be an object-oriented Petri net. The transition rate matrix Q of OOPN is defined as:
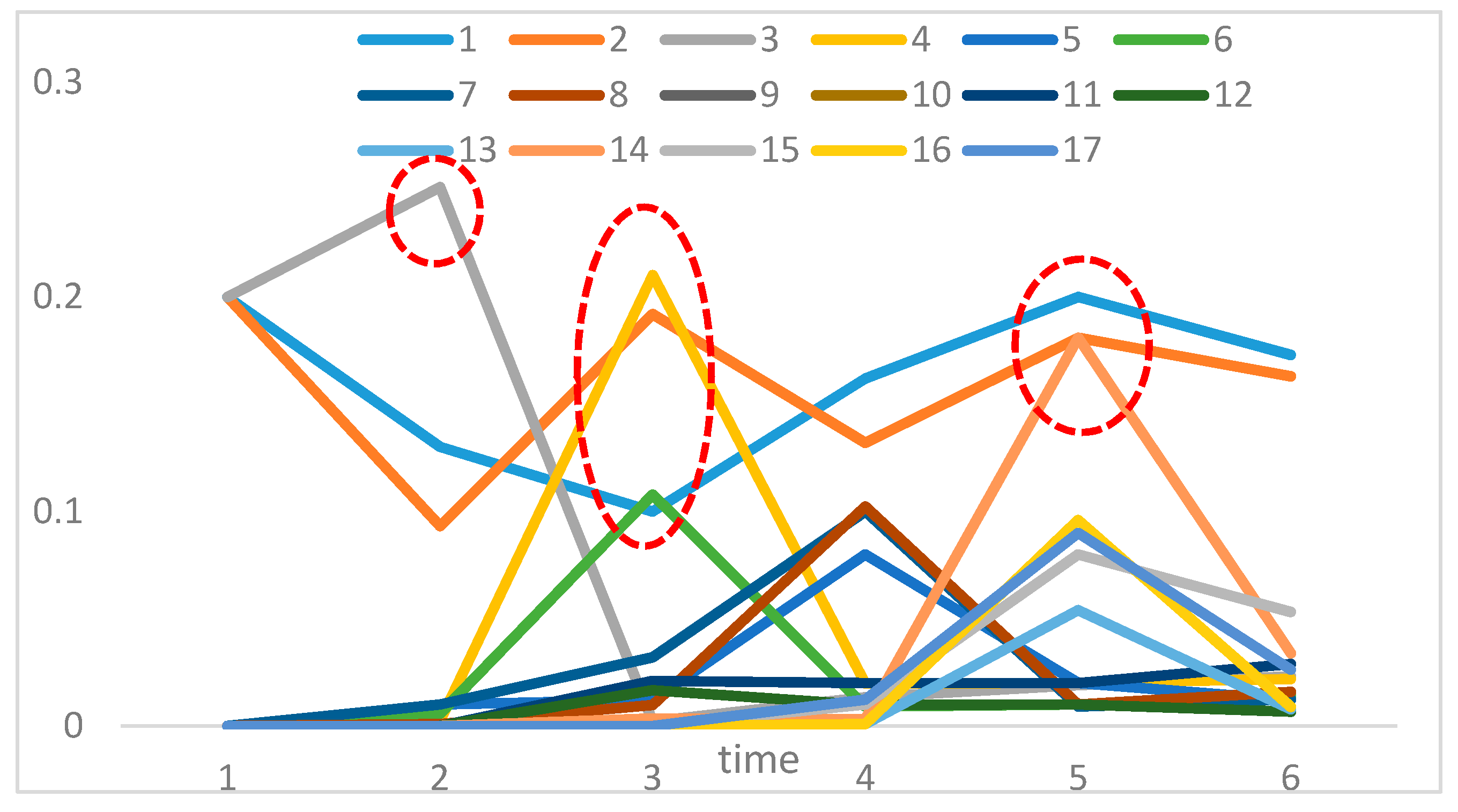
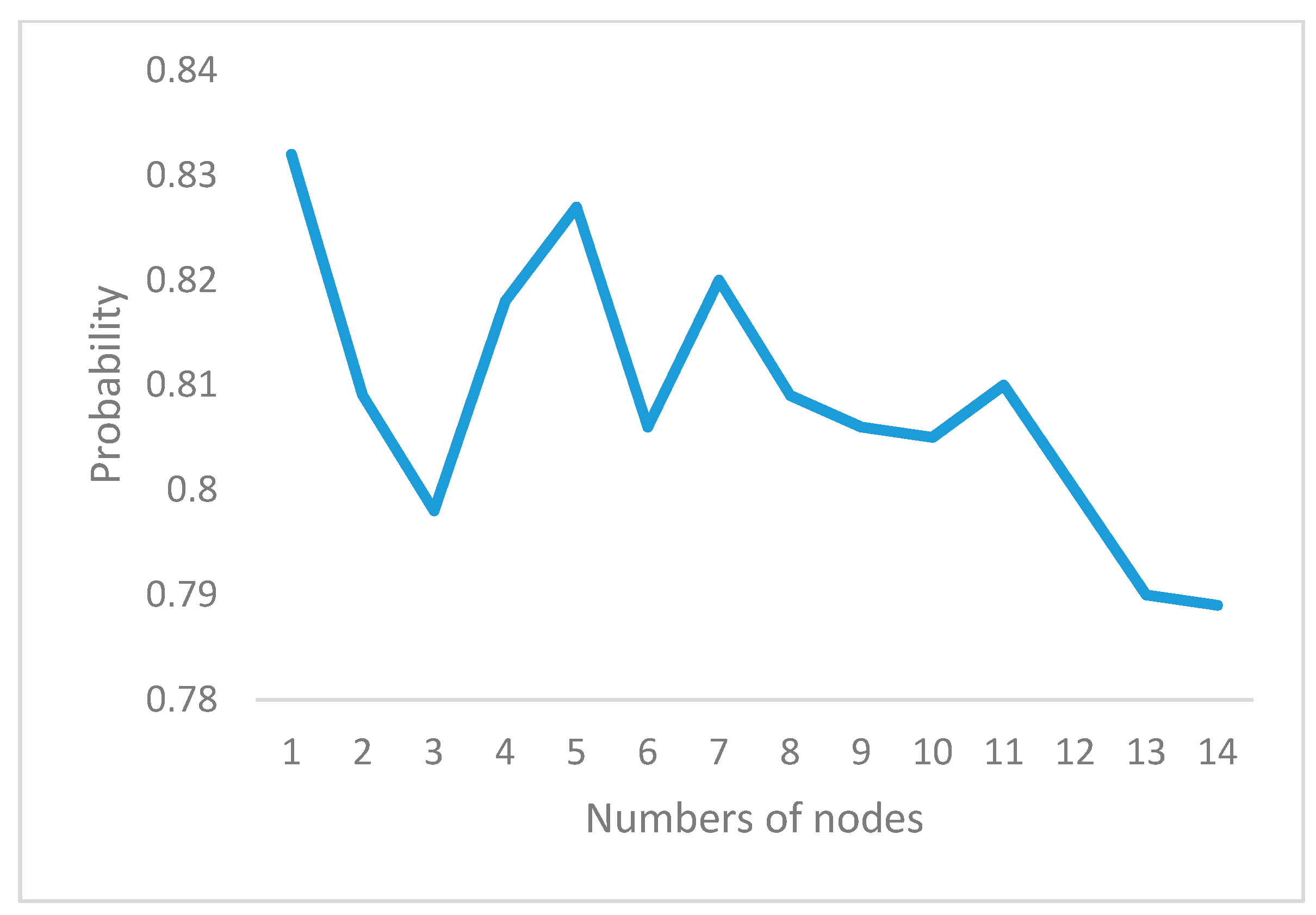
- Steady-state probabilityIn this semi-Markov chain, the excitation rate is associated with the identification. The steady-state distribution vector μ is defined as the normalized left null space of transition matrix Q:Vector μ represents the steady-state probability of each OOPN marking:The long-term probability of marking is defined as a corresponding element if vector μ is:The probability of marking can be regarded as a joined probability of individual places in a specific marking.
- 3.
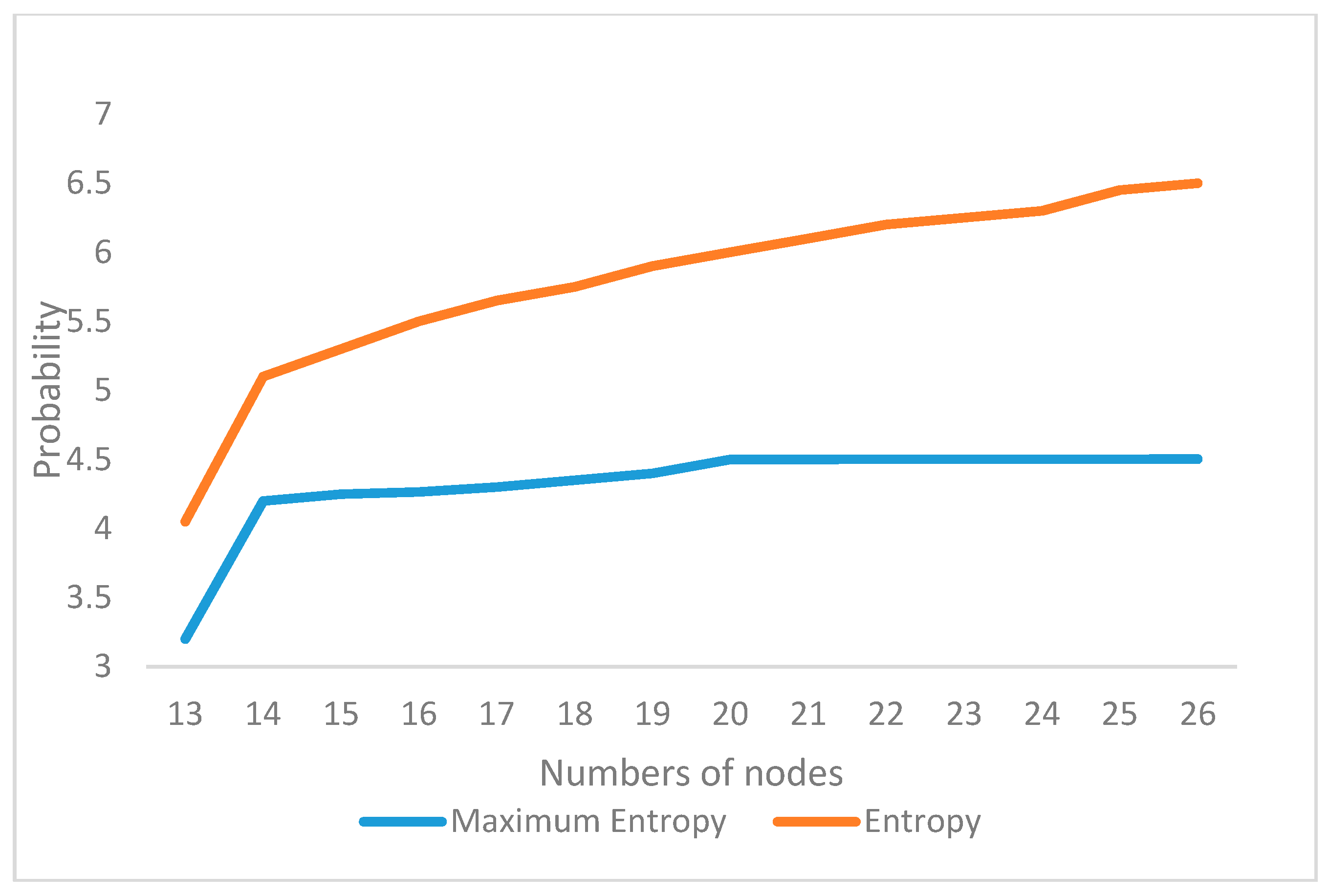
- The entropy of the random variable X is defined as:In Equation (24), H will reach its maximum value if all states are equiprobable, that is, if an indication of an assumption that all states have equal probability. Like variety, H expresses our uncertainty or ignorance of the state of system. H = 0 can be represented, if and only if the probability of a certain state is equal to 1 and all other states are equal to 0 [28,29]. In that case, we will obtain maximum certainty or complete information of the system in. which it is found. A constraint that reduces uncertainty is defined, as the difference between the maximum and actual uncertainty, which can also be interpreted in a different way. Indeed, if some information about the state of system is acquired, our uncertainty about the state will decrease by excluding or reducing the probability of a number of states [30]. The information acquired from an observation is equal to the degree to which uncertainty is reduced.
- 4.
- Entropy of the stochastic Petri net.μ is the vector of its stationary probability:The entropy of the OOPN is defined as:
- 5.
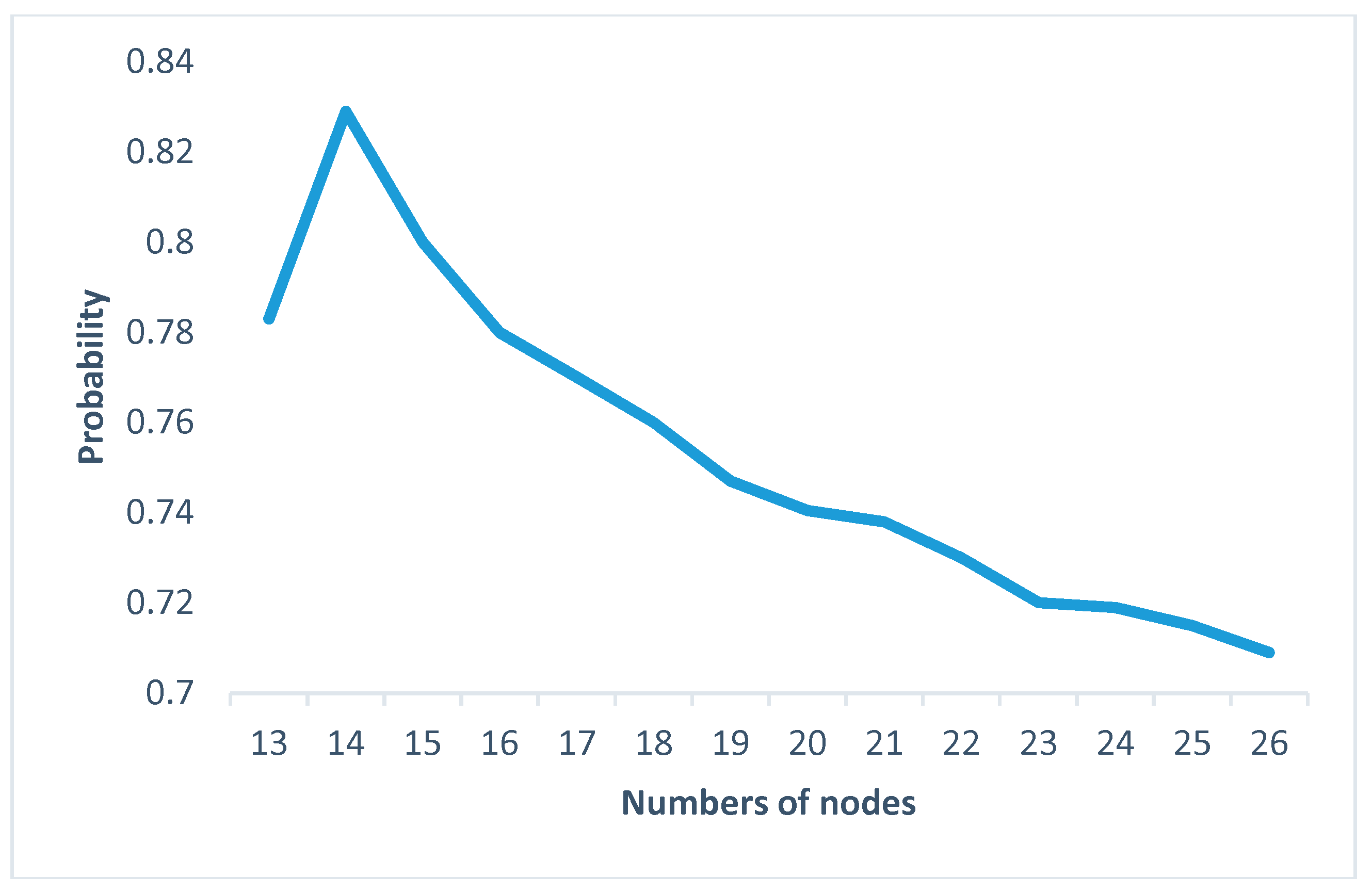
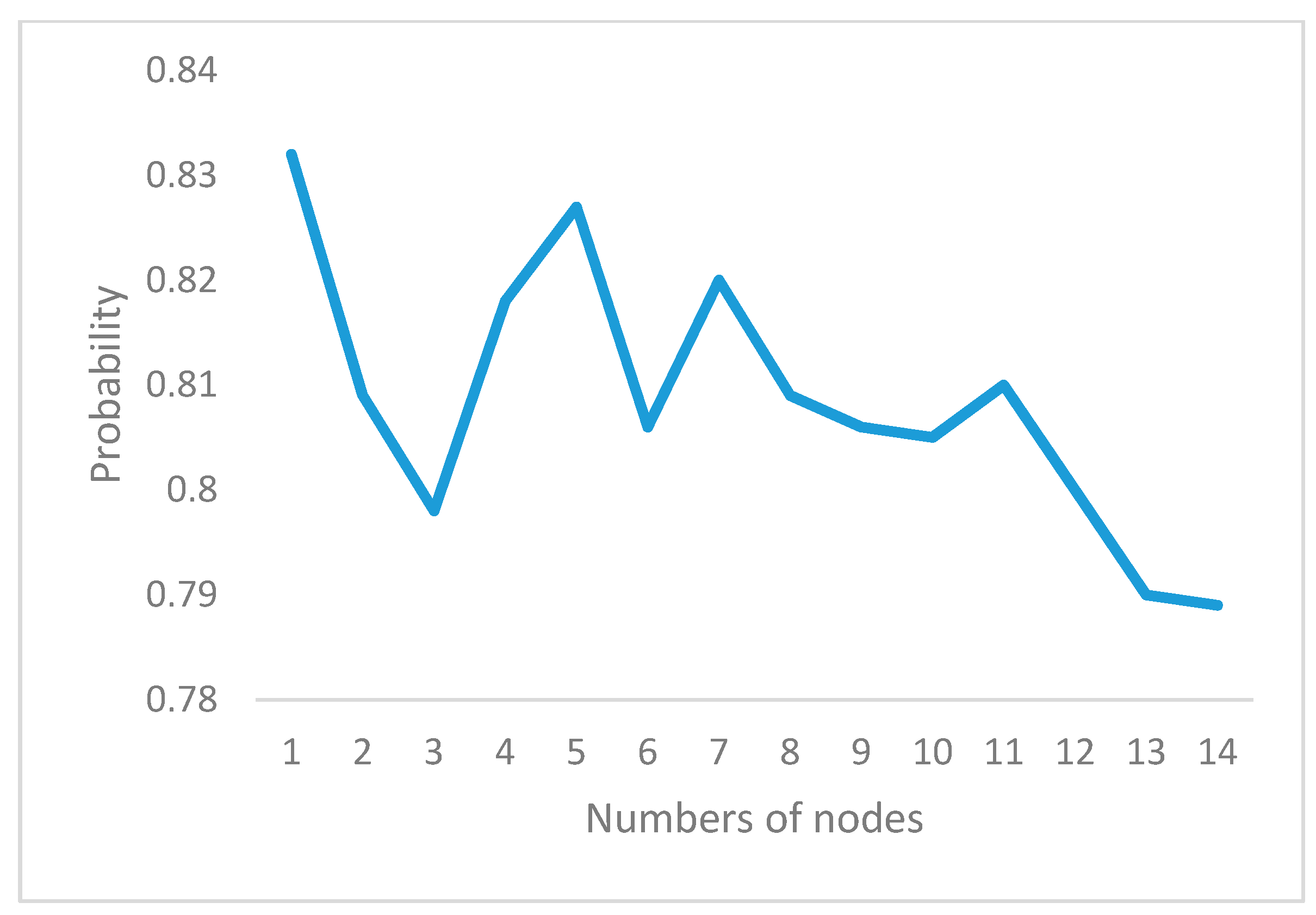
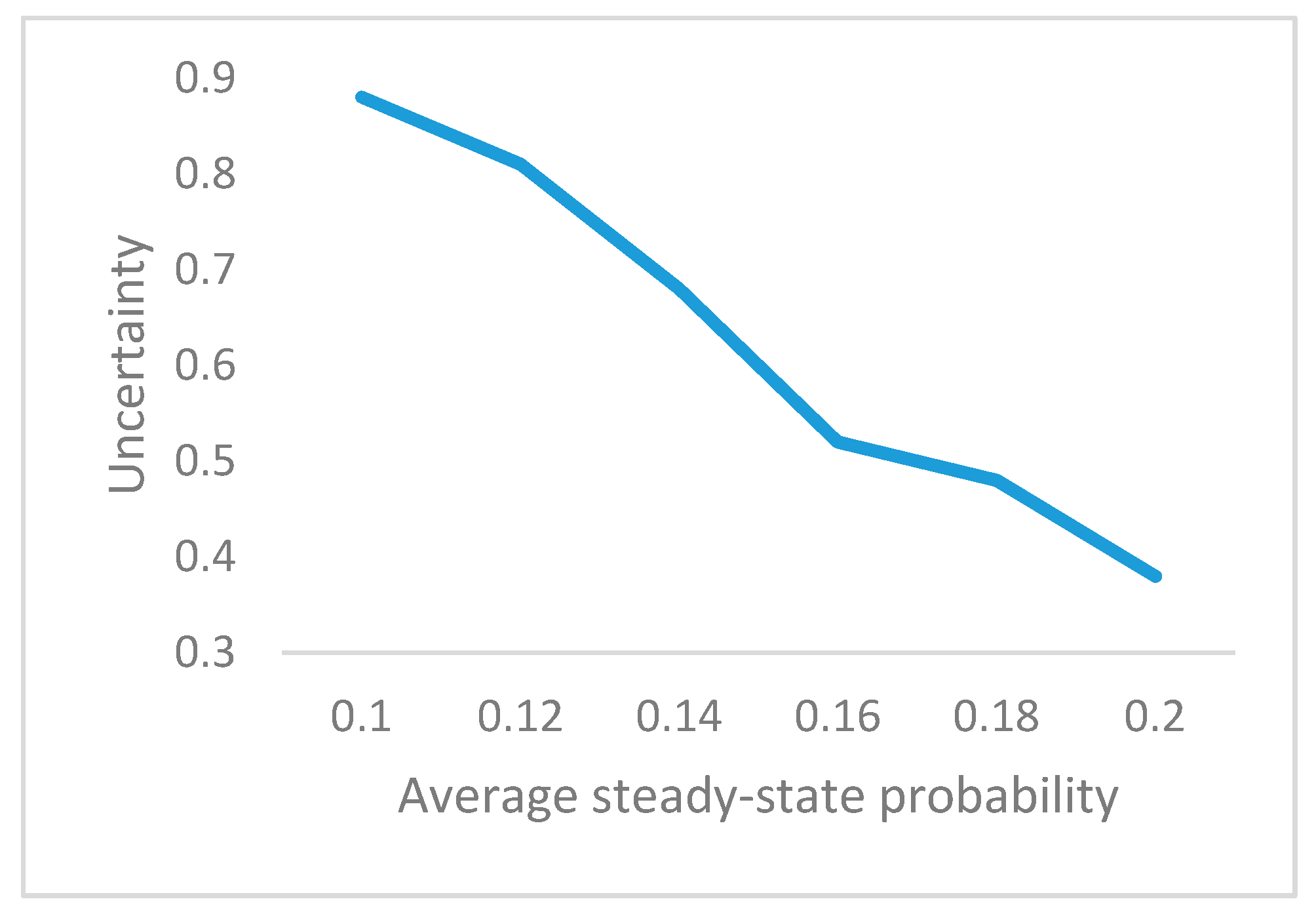
- Uncertainty index of stochastic Petri net.H represents the entropy. The uncertainty index of OOPN is defined as:The uncertainty index ranging in (0,1) is calculated. Wherein, 0 interprets the full deterministic model and 1 interprets the absolute chaotic model. When the value of uncertainty index is closer to 1, the behavior of the model will be less predictable.
3.3. Ensuring the Vulnerable Points in the Assembly Process
4. Case Study
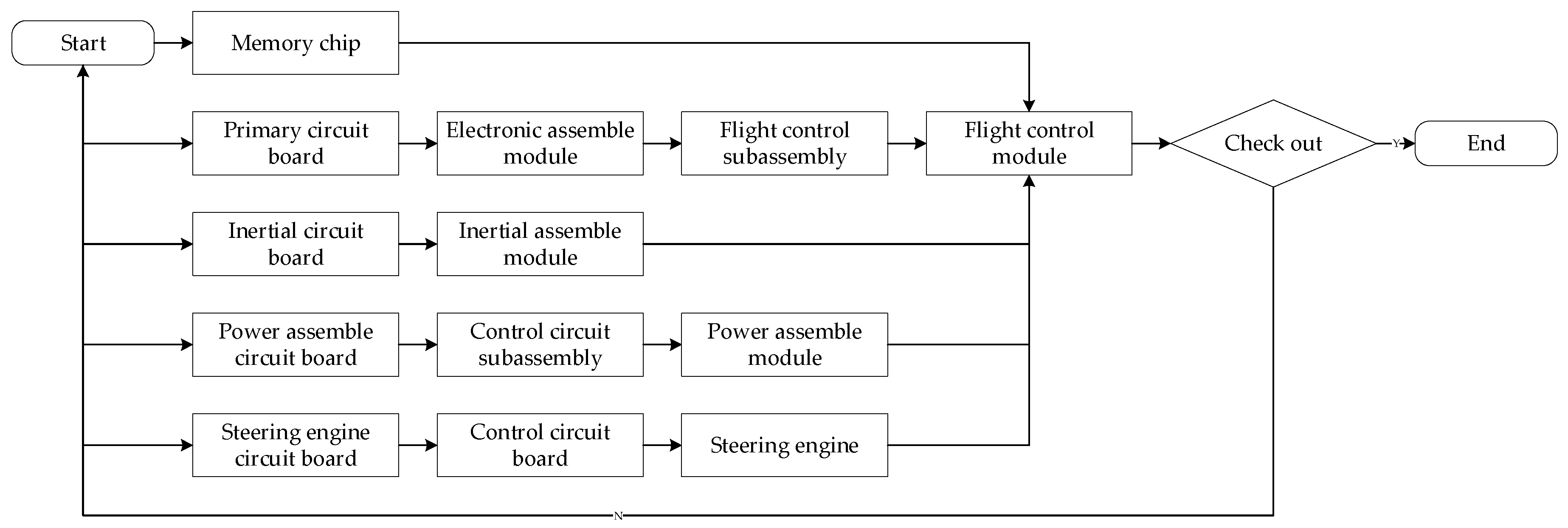
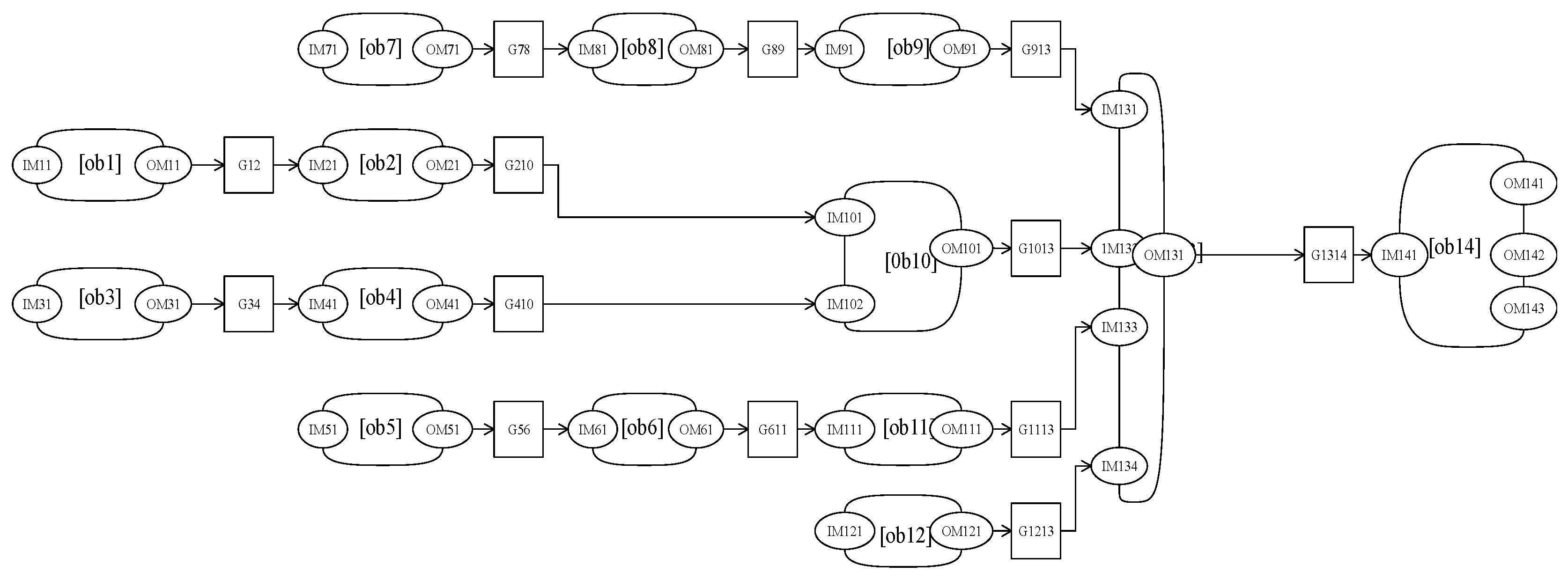
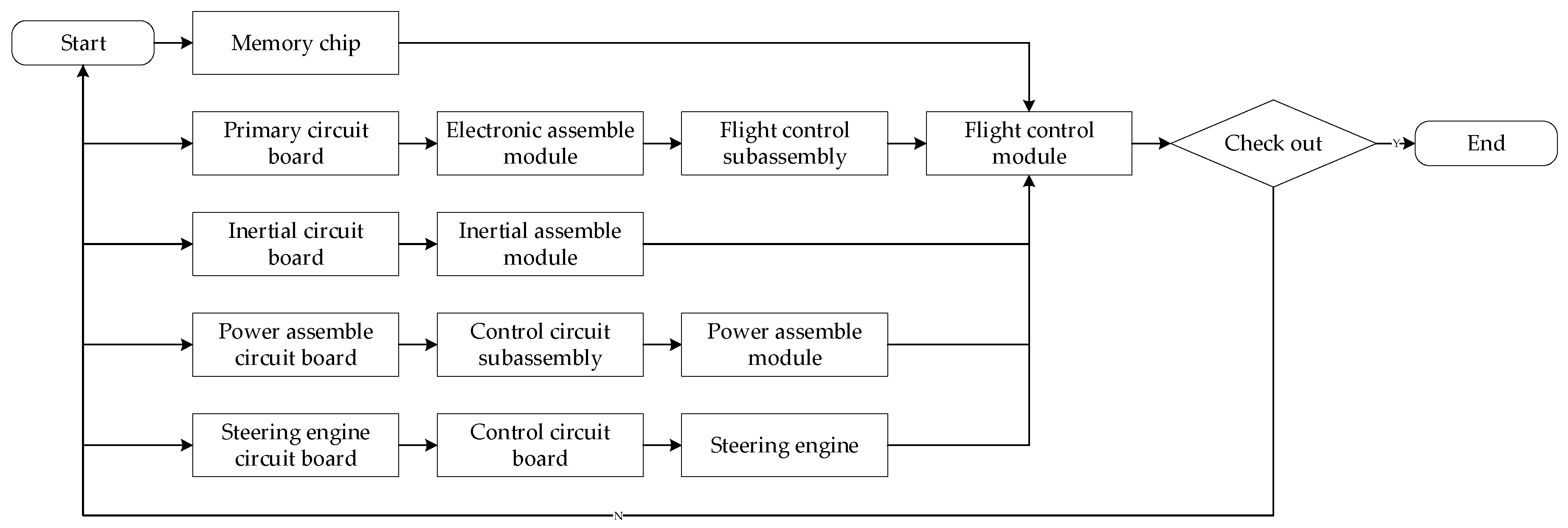
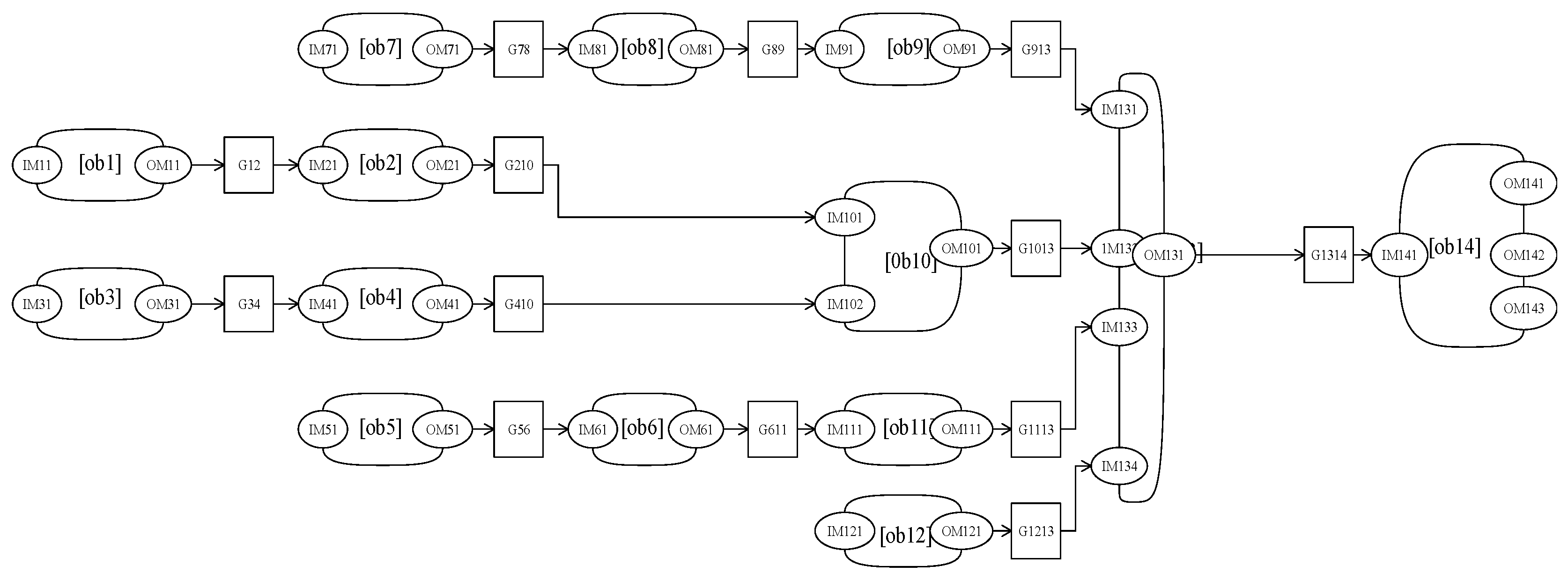
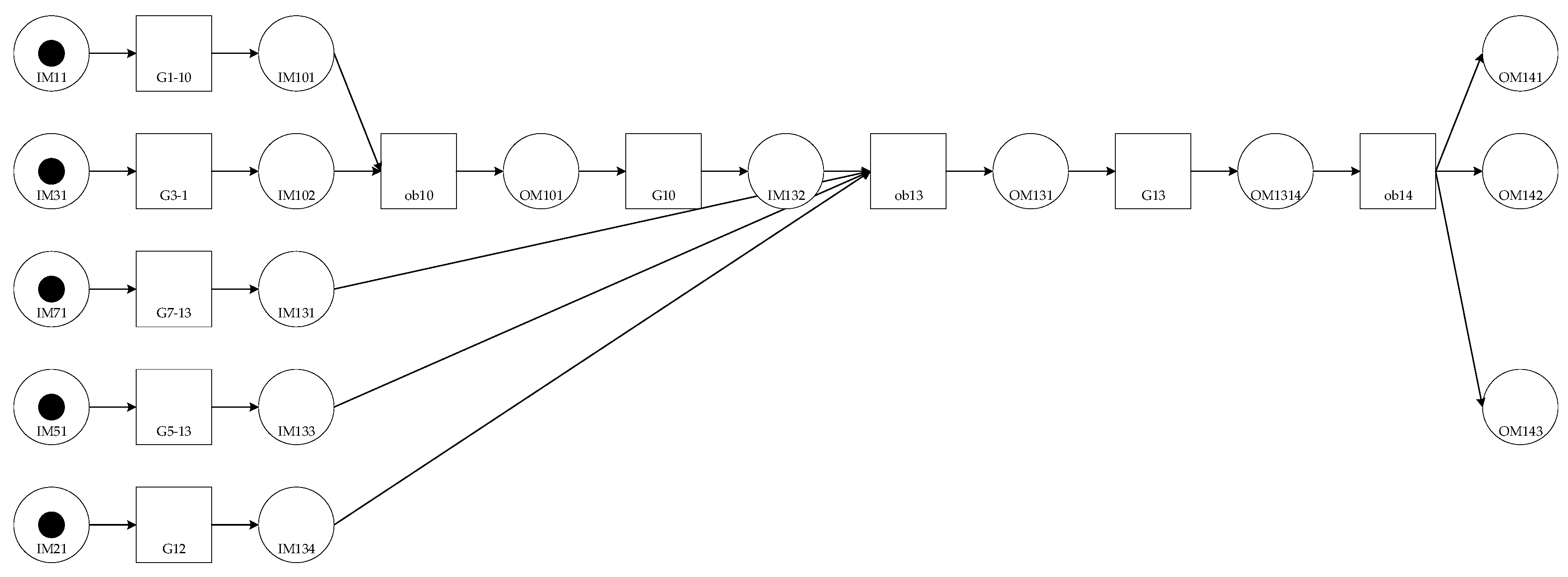
- Modeling and analysisAs shown in Figure 2, the assembly process is divided into units.The OOPN of the assembly process is demonstrated in Figure 2. Details about the inputs and outputs are shown in the Table 1 and Figure 3 below.As can be seen, no conflict shows in the Petri net, which means conflict in the assembly process does not exist.
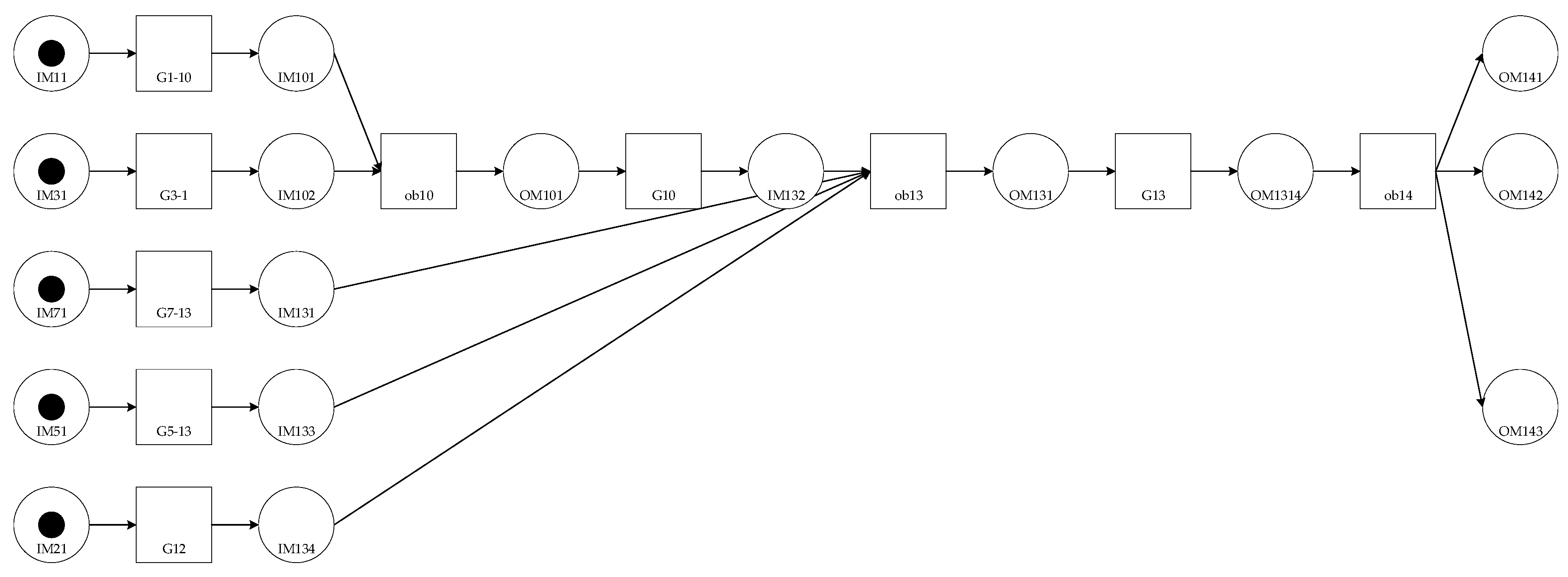
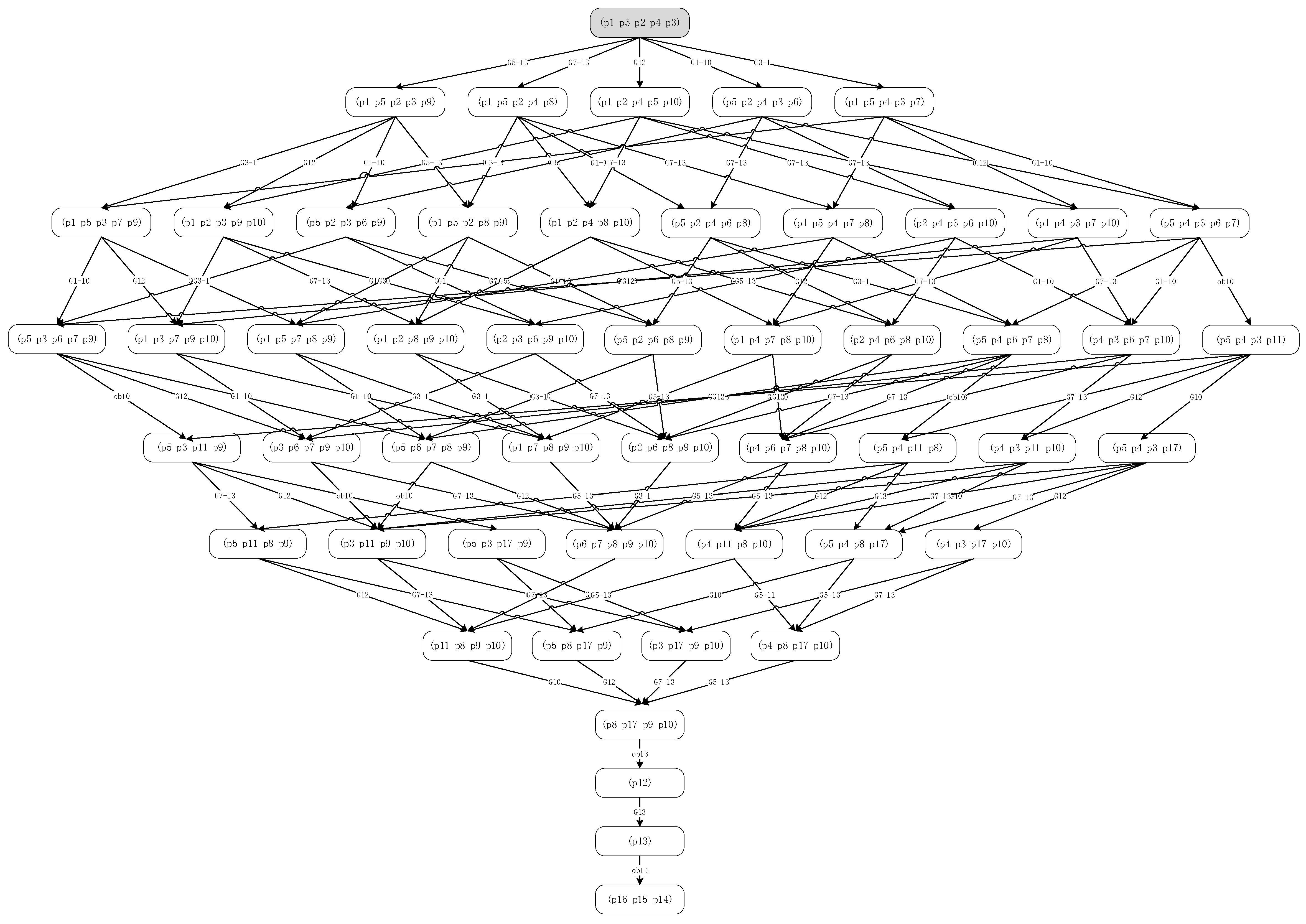
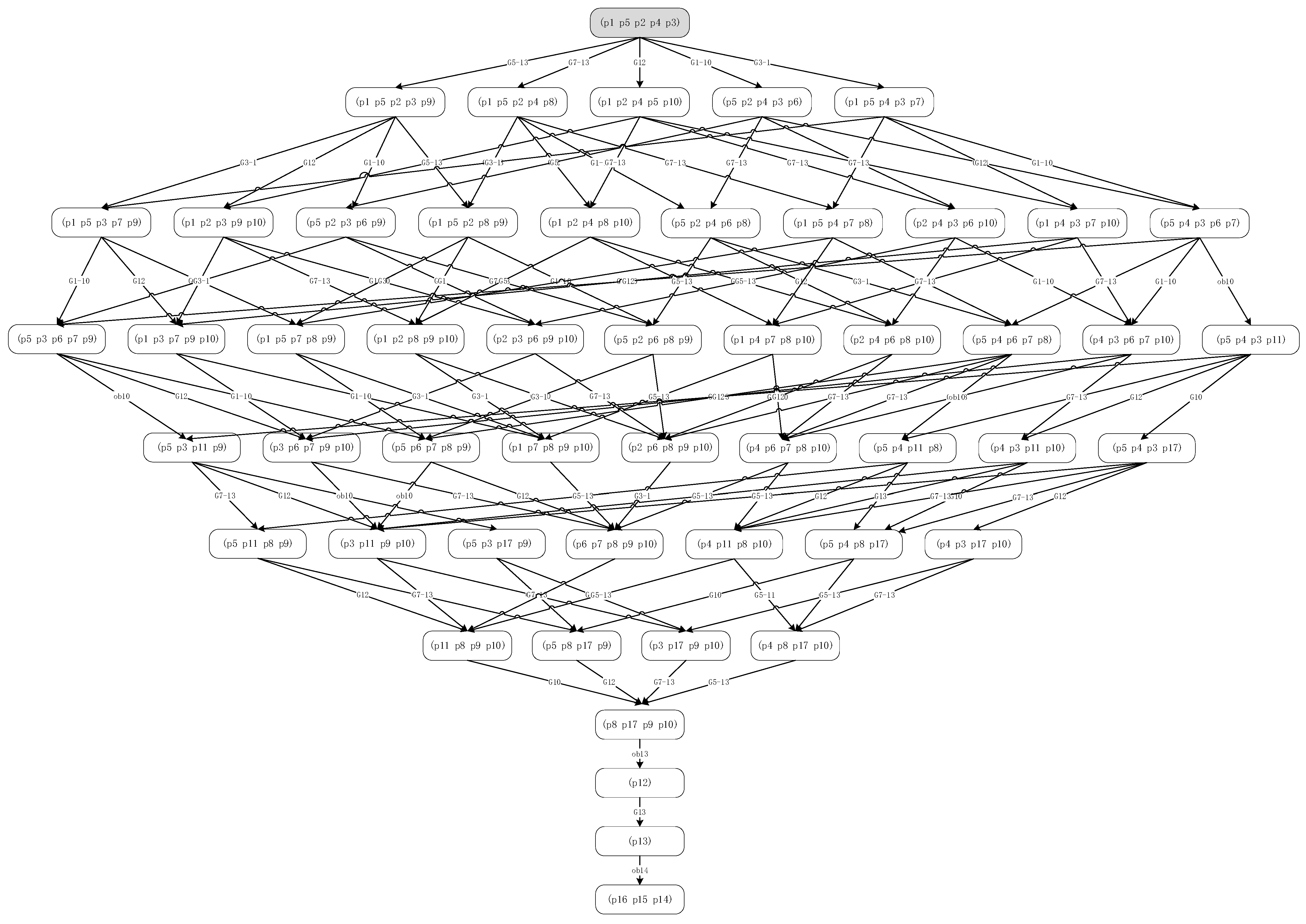
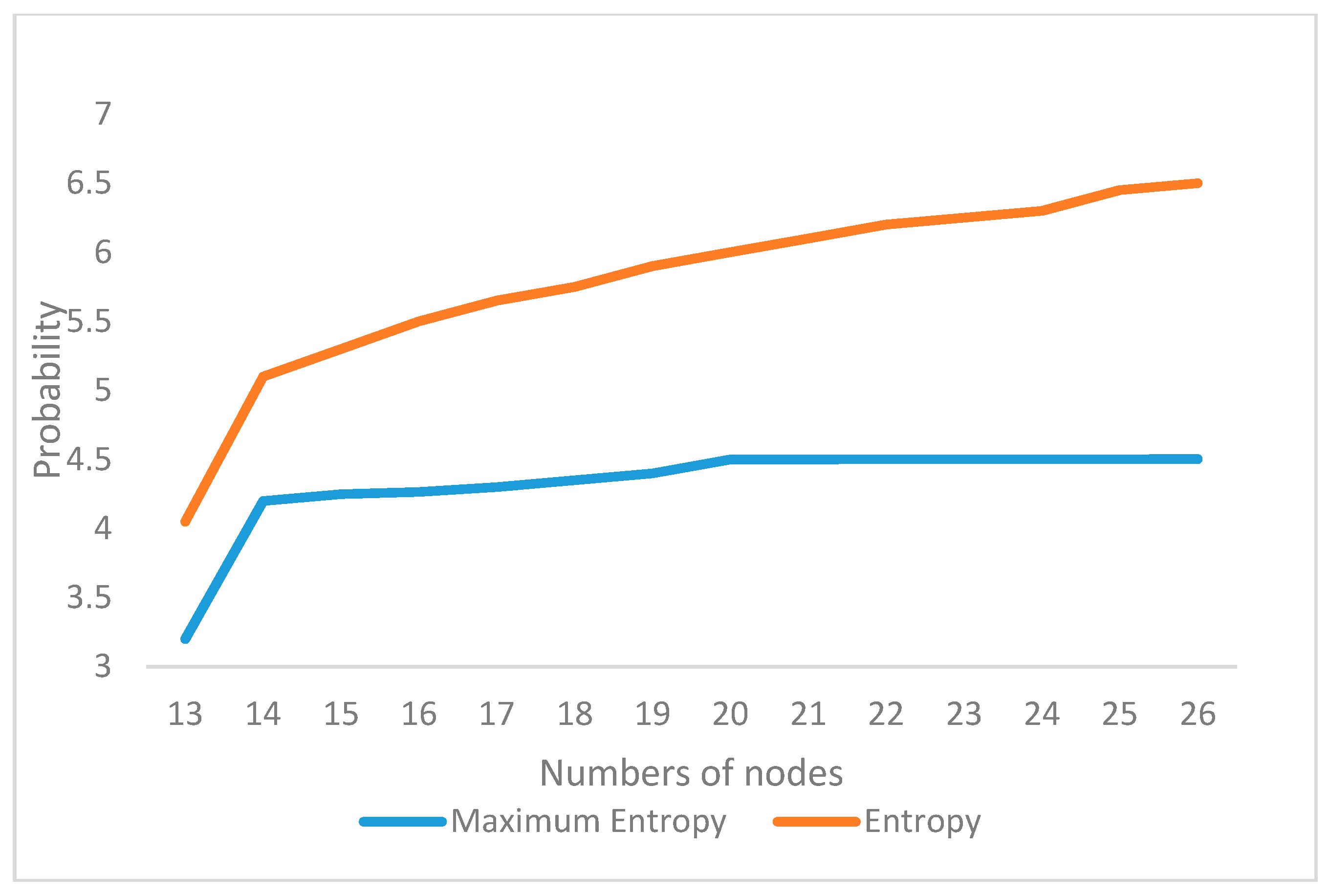
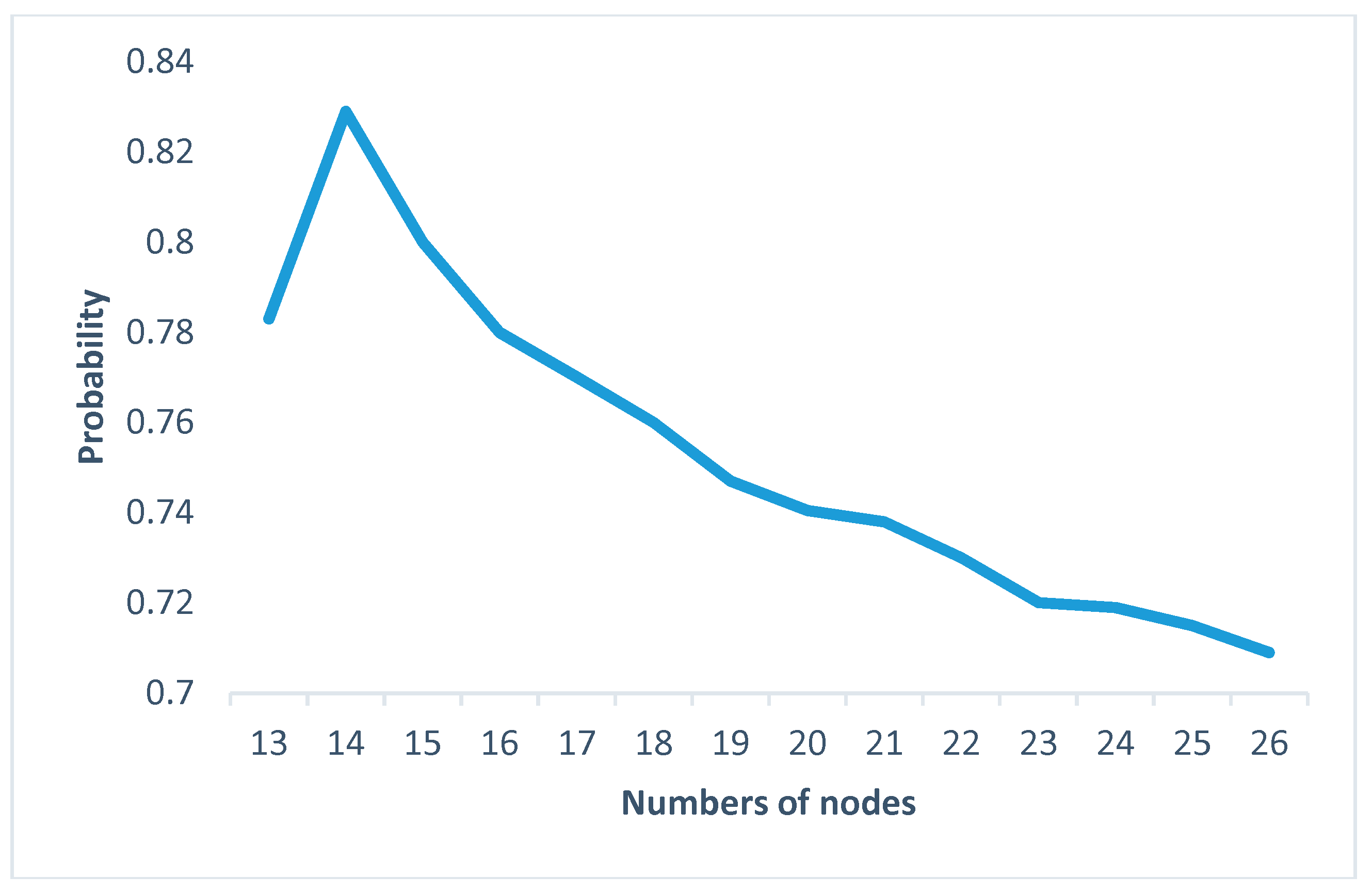
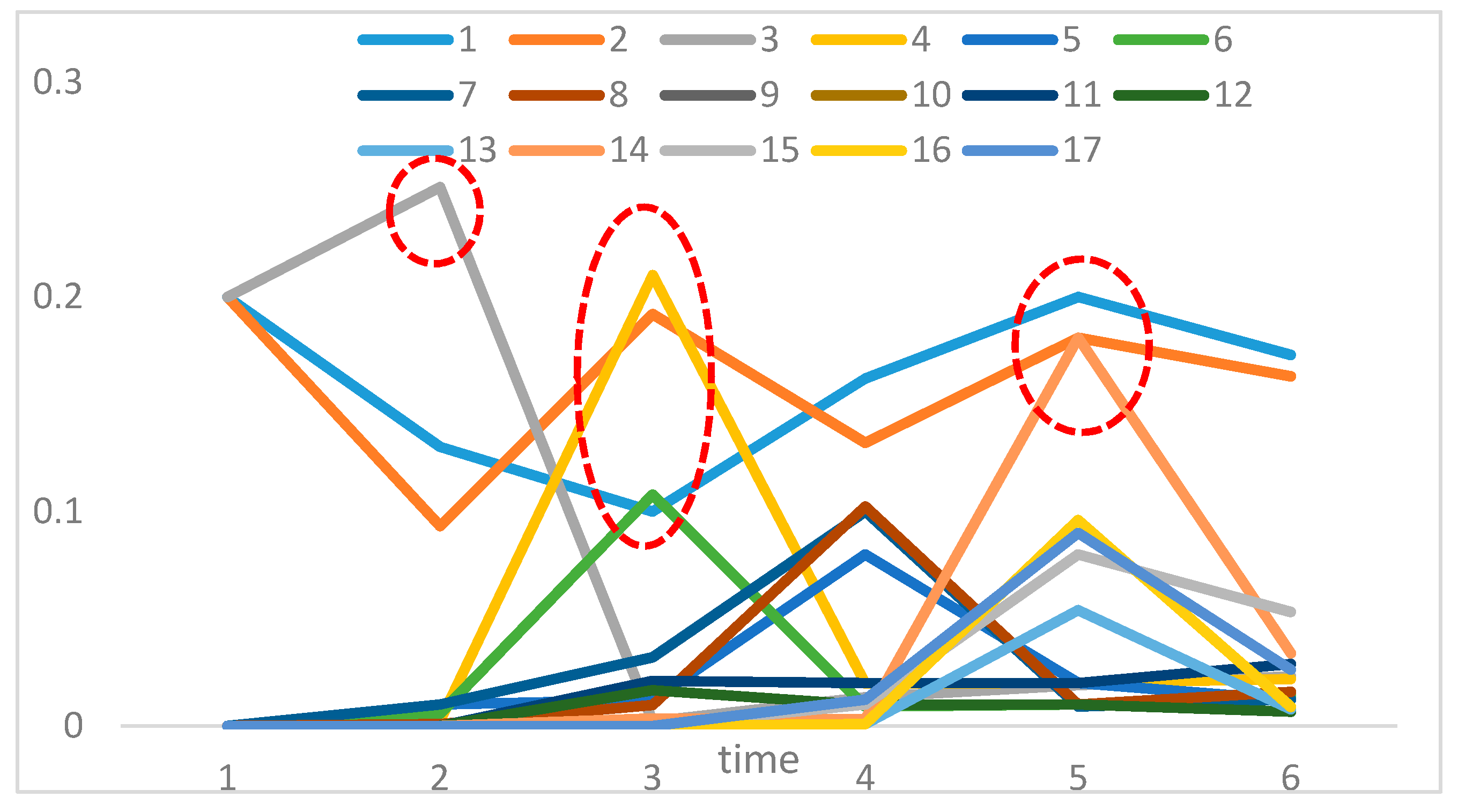
- Evaluating the uncertainty in the assembly processThe initial M0 in this case is {IM11 = 1, IM31 = 1, IM51 = 1, IM71 = 1, IM121 = 1}, suggesting that when the system works, the primary circuit board, inertial circuit board, steering engine circuit board, power assembly circuit board, and memory chip have been prepared.All reachable markings R(M0) of this OOPN in Figure 4 are as follows: 51 state sets, and 10 transforms. The R(M0) matrix is transposed into the following form: the rows are p1 to p17 and the column is M0 to M51, from left to right the places are: (IM11, IM31, IM71, IM51, IM21, IM101, IM102, IM131, IM133, IM134, OM101, OM131, IM1314, OM143, OM142, OM141, IM132). Considering the specific values of transition firing rate into consideration, the reachability tree which built by the reachability sets during the process is shown as a semi-Markov chain in Figure 5. The reachability tree is drawn by the absorbing states during this process until reaching the steady states:Calculating the steady-state probability vector is possible, and the solution of this chain, the steady-state probability vector, is given by:Subsequently, entropy of the network can be expressed by:The maximum entropy is the limit and, in this process, is log217 = 4.087463. The normalization with maximum entropy makes the uncertainty index a dimensionless quantity which is appropriate for the comparison of models with a different number of reachable marking [30]. The uncertainty index for this case is determined by the formula:
5. Discussion
- Improving the process to reduce or improve the changes of defect during the assembly process;
- Obtaining the reachability marking and calculating the steady-state probability; and
- Measuring the uncertainty of the system;
6. Summary and Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Shi, J.; Zhou, S. Quality control and improvement for multistage systems: A survey. IIE Trans. 2009, 41, 744–753. [Google Scholar] [CrossRef]
- Cao, Y.; Li, X.; Zhang, Z. Dynamic prediction and compensation of aerocraft assembly variation based on state space model. Assem. Autom. 2015, 35, 183–189. [Google Scholar] [CrossRef]
- Zhang, J.; Li, Y.; Yu, J.F.; Zhang, K.F. Producing performance analysis method for aircraft assembly unit based on Markov chain. Comput. Integr. Manuf. Syst. 2010, 16, 1844–1851. [Google Scholar]
- Yin, L.; Smith, M.A.J.; Trivedi, K.S. Uncertainty analysis in reliability modeling. In Proceedings of the IEEE Reliability and Maintainability Symposium, Philadelphia, PA, USA, 22–25 January 2001; pp. 229–234. [Google Scholar]
- Zhou, X.; Li, Y.; Zhang, J. A Modeling Method of Aircraft Parts Assembly Process Based on Hierarchical Time Petri Net. China Metal Form. Equip. Manuf. Technol. 2010, 4, 48. [Google Scholar]
- Gao, P.; Wen, J.Q.; Hu, Y.G. Simulation and optimization of manufacturing process for aircraft harness. In Proceedings of the 7th Joint International Information Technology and Artificial Intelligence Conference (ITAIC), Chongqing, China, 20–21 December 2014; pp. 550–554. [Google Scholar]
- Jahanzaib, M.; Masood, S.A.; Akhtar, K.; Al Mufadi, F. Performance Analysis of Process Parameters Effecting the Automated Assembly System. Life Sci. J. Acta Zhengzhou Univ. Overseas Ed. 2013, 10, 64–68. [Google Scholar]
- Ullah, H.; Bohez, E.L. A Petri net model for sequence optimization and performance analysis of flexible assembly systems. J. Manuf. Technol. Manag. 2008, 19, 985–1003. [Google Scholar] [CrossRef]
- Zhang, G.B.; Gao, T.; Li, D.Y.; Wang, Y. Modeling and analysis for assembly reliability using fuzzy generalized stochastic Petri nets. Appl. Res. Comput. 2015, 3, 20. [Google Scholar]
- Zhang, G.; Qian, B.; Liu, J.; Li, D.; Peng, L. Reliability Modeling and Analysis of Assembly Process of Products Based on GGSPN. Available online: http://en.cnki.com.cn/Article_en/CJFDTOTAL-ZGJX201411008.htm (accessed on 2 March 2018).
- Yianni, P.C.; Rama, D.; Neves, L.C.; Andrews, J.D. Railway bridge asset management using a Petri-Net modelling approach. In Proceedings of the Fifth International Association for Life-Cycle Civil Engineering, Delft, The Netherlands, 16–19 October 2016. [Google Scholar]
- Kim, K.O.; Zuo, M.J.; Kuo, W. On the relationship of semiconductor yield and reliability. IEEE Trans. Semicond. Manuf. 2005, 18, 422–429. [Google Scholar] [CrossRef]
- Franciosa, P.; Palit, A.; Vitolo, F.; Ceglarek, D. Rapid Response Diagnosis of Multi-Stage Assembly Process with Compliant non-ideal Parts using Self-Evolving Measurement System. Procedia CIRP 2017, 60, 38–43. [Google Scholar] [CrossRef]
- Siddiqui, J.; Ortega, J.; Albus, B. On the relationship between semiconductor manufacturing volume, yield, and reliability. In Proceedings of the IEEE International Reliability Physics Symposium Conference on Reliability Physics Symposium, Monterey, CA, USA, 2–6 April 2017. [Google Scholar]
- Kim, K.O.; Oh, H.S. Reliability functions estimated from commonly used yield models. Microelectron. Reliab. 2008, 48, 481–489. [Google Scholar] [CrossRef]
- Sun, Y.; Su, H.; Wu, C.J.; Augenbroe, G. Quantification of model form uncertainty in the calculation of solar diffuse irradiation on inclined surfaces for building energy simulation. J. Build. Perform. Simul. 2014, 8, 253–265. [Google Scholar] [CrossRef]
- Jung, J.Y.; Chin, C.H.; Cardoso, J. An entropy-based uncertainty measure of process models. Inf. Process. Lett. 2011, 111, 135–141. [Google Scholar] [CrossRef]
- Toffoli, T. Entropy? Honest! Entropy 2016, 18, 247. [Google Scholar] [CrossRef]
- Deng, D.Y. Entropy: A Generalized Shannon Entropy to Measure Uncertainty. Available online: http://fs.gallup.unm.edu/DengEntropyAGeneralized.pdf (accessed on 1 March 2018).
- Barchielli, A.; Gregoratti, M.; Toigo, A. Measurement uncertainty relations for discrete observables: Relative entropy formulation. Commun. Math. Phys. 2018, 357, 1252–1304. [Google Scholar] [CrossRef]
- Zeng, X.; Wu, J.; Wang, D.; Zhu, X.; Long, Y. Assessing Bayesian model averaging uncertainty of groundwater modeling based on information entropy method. J. Hydrol. 2016, 538, 689–704. [Google Scholar] [CrossRef]
- Ibl, M.; Čapek, J. Measure of Uncertainty in Process Models Using Stochastic Petri Nets and Shannon Entropy. Entropy 2016, 18, 33. [Google Scholar] [CrossRef]
- Einafshar, A.; Sassani, F. Vulnerability, Uncertainty and Probability (VUP) Quantification of a Network of Interacting Satellites Using Stochastic Petri Nets (SPN). In Proceedings of the ASME 2013 International Mechanical Engineering Congress and Exposition, San Diego, CA, USA, 15–21 November 2013. [Google Scholar]
- Chen, B.S.; Li, C.W. On the Interplay between Entropy and Robustness of Gene Regulatory Networks. Entropy 2010, 12, 1071–1101. [Google Scholar] [CrossRef]
- Pettit, R.G.; Gomaa, H. Integrating Petri nets with design methods for concurrent and real-time systems. In Proceedings of the IEEE International Conference on Engineering of Complex Computer Systems, Montreal, QC, Canada, 21–25 October 1996. [Google Scholar]
- Zhao, J.; Sun, Y.; Chai, L. Parameter Analysis of Defect Rate of Electrical Eqsuipment Based on Weibull Distribution. Hebei Electr. Power 2017, 12, 151–156. (In Chinese) [Google Scholar]
- Telesca, L.; Lapenna, V.; Lovallo, M. Information entropy analysis of seismicity of Umbria-Marche region (Central Italy). Nat. Hazards Earth Syst. Sci. 2004, 4, 691–695. [Google Scholar] [CrossRef]
- Heylighen, F.; Joslyn, C. Cybernetics and Second-Order Cybernetics. Encycl. Phys. Sci. Technol. 2003, 4, 155–169. [Google Scholar]
- Chen, L.; Singh, V. Generalized Beta Distribution of the Second Kind for Flood Frequency Analysis. Entropy 2017, 19, 254. [Google Scholar] [CrossRef]
- Harremo, P.; Tops, F. Maximum Entropy Fundamentals. Entropy 2001, 3, 191–226. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| HOOPN Objects | Input Place | Output Place |
|---|---|---|
| Ob1 (Primary circuit board) | IM11: start to set the primary circuit board | OM11: complete the circuit board assembly |
| Ob2 (Electronic assembly module) | IM21: start to assemble the electronic module | OM21: complete the electronic module |
| Ob3 (Inertial circuit board) | IM31: start to set the inertial circuit board | OM31: complete the inertial circuit board |
| Ob4 (Inertial assembly module) | IM41: assemble the inertial module | OM41: complete the inertial module |
| Ob5 (Power assembly circuit board) | IM51: set the power circuit board | OM51: this step is finished |
| Ob6 (Control circuit subassembly) | IM61: fit the subassembly of control circuit | OM61: complete this fitting |
| Ob7 (Steering engine circuit board) | IM71: start to fit the steering engine circuit board | OM71: complete the steering engine circuit board |
| Ob8 (Control circuit board) | IM81: fit the control circuit board out | OM81: finished fitting |
| Ob9 (Steering engine) | IM91: start to fit the steering engine together | OM91: complete the steering engine |
| Ob10 (Flight control subassembly) | IM101: get the electronic assembly module IM102: get the inertial assembly module | OM10: complete the flight control subassembly |
| Ob11 (Power assemble module) | IM111: set the power module | OM111: complete the power module |
| Ob12 (Memory chip) | IM121: get and test the memory chip | OM121: complete |
| Ob13 (Flight control module) | IM131: get the memory chip IM132: get the power module IM133: get the flight control subassembly IM134: get the steering engine | OM131: complete the flight control module |
| Ob14 (Test) | IM141: flight control module | OM141: qualified OM142: below the mark (repairing) OM143: scrap |
| Evaluation | Process Scheme | |||
|---|---|---|---|---|
| Scheme 1 | Scheme 2 | Scheme 3 | Scheme 4 | |
| Uncertainty | 78.8772% | 16.89% | 34.885% | 15.367% |
| Yield | 34.2% | 31.8% | 51.3% | 81.6% |
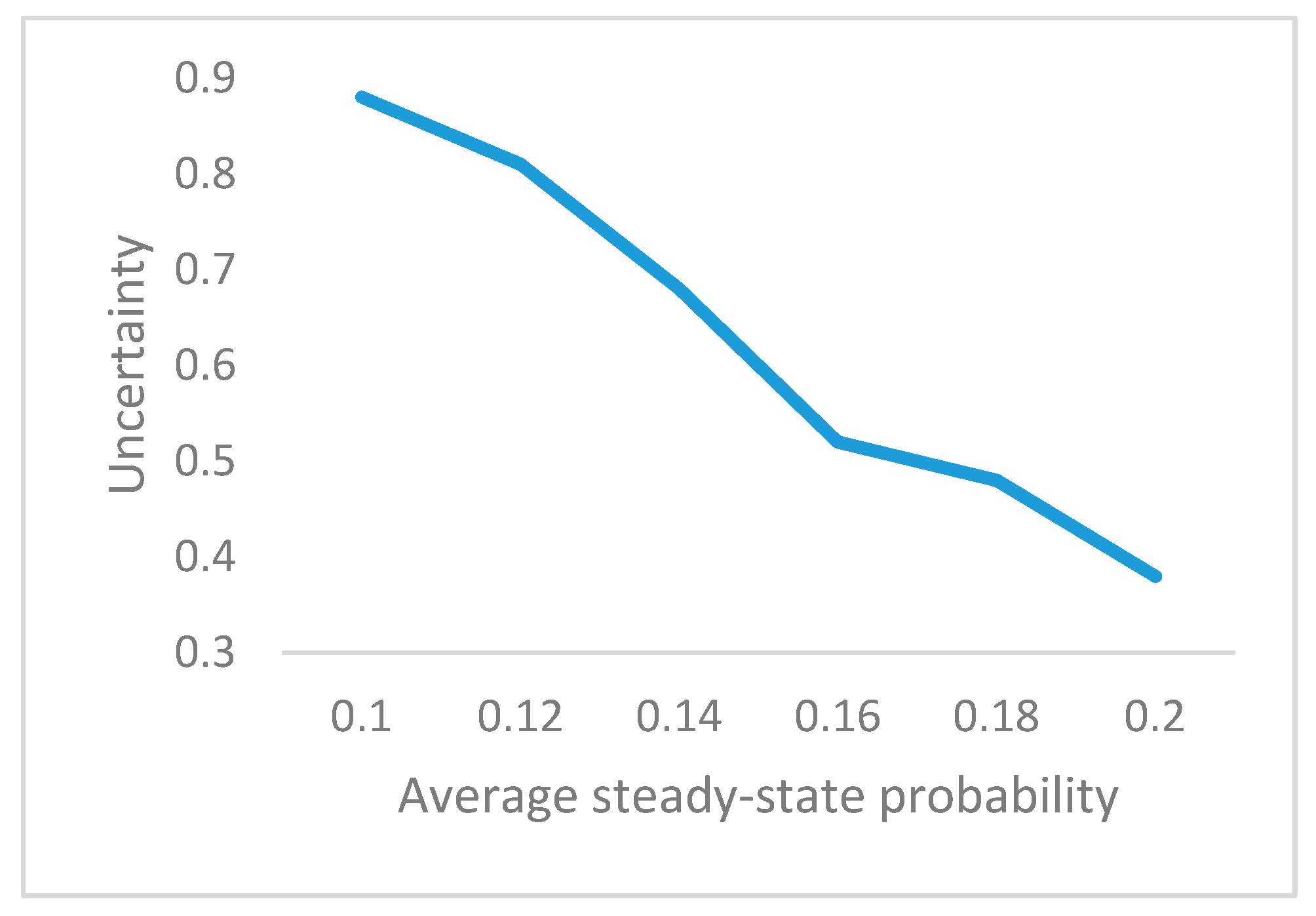
| No. | Process Level | Steady-State Probability | Entropy | Uncertainty |
|---|---|---|---|---|
| 1 | − | ηT = [0.2217,…0.02623] | 3.22408 | 78.87% |
| 2 | ↑ | ηT = [0.302,…0.00012] | 2.33529 | 57.13% |
| 3 | ↑ | ηT = [0.51,…0.00001] | 2.0158 | 49.31% |
| 4 | ↓ | ηT = [0.103,…0.02] | 3.5941 | 87.93% |
| 5 | ↓ | ηT = [0.09,…0.1] | 3.68 | 90.01% |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, Y.; Dai, W.; Mou, W.; Zhao, Y. Uncertainty Evaluation in Multistage Assembly Process Based on Enhanced OOPN. Entropy 2018, 20, 164. https://doi.org/10.3390/e20030164
Huang Y, Dai W, Mou W, Zhao Y. Uncertainty Evaluation in Multistage Assembly Process Based on Enhanced OOPN. Entropy. 2018; 20(3):164. https://doi.org/10.3390/e20030164
Chicago/Turabian StyleHuang, Yubing, Wei Dai, Weiping Mou, and Yu Zhao. 2018. "Uncertainty Evaluation in Multistage Assembly Process Based on Enhanced OOPN" Entropy 20, no. 3: 164. https://doi.org/10.3390/e20030164
APA StyleHuang, Y., Dai, W., Mou, W., & Zhao, Y. (2018). Uncertainty Evaluation in Multistage Assembly Process Based on Enhanced OOPN. Entropy, 20(3), 164. https://doi.org/10.3390/e20030164