1. Introduction
Plant-based natural fibre-reinforced polymer (NFRP) composites have attracted increased attention as a replacement of synthetic fibre-reinforced polymer composites in various engineering applications. This is because of the biodegradability, low price, energy efficiency, low carbon footprint, and good specific tensile properties of these composites. Among dozens of plant-based natural fibres, flax fibres show promising potential because of their favourable combination of strength and stiffness, low cost, and relatively high annual production of the fibres. Specific mechanical properties (e.g., specific tensile strength and specific tensile modulus of flax fibres) are comparable to those of synthetic E-glass fibre [
1]. This comparison is, however, somewhat misleading, since the natural fibres are not endless (compared to glass or carbon fibers) but are used in the form of yarns, which will generally have lower mechanical properties compared to the ones of individual fibres. Hemp and flax are still widely cultivated in France, the Netherlands, and some eastern European countries. It is estimated that the market of NFRP composites will reach up to 5.2 billion euros in 2019, and this value will steadily increase in the following years [
2].
NFRP composites have been researched for various applications such as civil engineering, automotive engineering, and aircraft and aviation engineering [
3,
4,
5]. In civil engineering, NFRP composites were proven to be effective as external confinement in concrete columns [
6,
7,
8,
9] and external flexural strengthening reinforcement for concrete beams [
10,
11]. In the automotive industry, the NFRP composites were used as interior and exterior components for vehicles, such as door panels, side panels, headliners, dashboard parts, back side of seats, truck liners, and many others [
4,
12]. NFRP composites were also investigated as energy absorbers for the crashworthiness design of vehicles [
13,
14]. In aircraft and aviation engineering, flax woven-reinforced phenolic composite panels have been investigated for cabin interiors [
15], and aircraft wing-box structures have been designed from natural ramie fibre-reinforced epoxy composite [
16].
Although there are some promising examples of the applications of NFRP composites for different engineering purposes, some critical drawbacks of using natural fibres as reinforcement of polymer composites still exist. The plant-based natural fibres are hydrophilic, which is incompatible with hydrophobic polymer matrices. This leads to a reduction of their interfacial bonds and to the poor mechanical properties of the resulting fibre-reinforced polymer composite. The low processing temperature and poor thermal stability of plant-based natural fibres are also suspected to negatively influence their long-term durability [
1,
17]. To improve fibre-polymer interfacial bonding and their composite thermal stabilities, different treatments of the fibre surface or the polymer matrix have been proposed. Adhesion can be improved by physical modifications of the fibres (e.g., stretching, calendaring, electric discharge, and mercerization) as well as by various chemical modifications (e.g., chemical coupling, graft copolymerization, impregnation of fibres, or treatment with isocyanates) [
18]. Thermal stability can be improved with chemical treatment (e.g., copolymerization and grafting) [
19].
Another critical issue is the fire performance of NFRP composites. Plant-based natural fibres are highly flammable. Therefore, their fibre-reinforced polymer composites need to be protected against fire if used in applications such as in automotive, civil, or aircraft industries. It is believed that the addition of fire retardants (FRs) has the potential to expand the use of NFRP composites [
19,
20,
21]. The use of FRs for NFRP composites may inhibit or even suppress the combustion processes, for example during heating, decomposition, ignition, and flame spread [
21]. Studies have shown that it is possible to enhance the fire resistance of NFRP composites by the incorporation of fire-retardant additives such as halogen, nitrogen and phosphorus-based compounds [
22,
23,
24].
Halogenated additives can prevent flame spread, but they also generate dense smoke and corrosive combustion by-products, which negatively impacts the environment and fire safety [
22]. Depending on the polymer, additives, and fire conditions, gases such as hydrogen chloride (HCl), hydrogen fluoride (HF), hydrogen cyanide (HCN), and carbon monoxide (CO) may be produced in varying quantities from a burning composite. These compounds are considered toxic even at relatively low concentrations [
23,
24]. Phosphorus-based fire retardants are considered safer alternatives. Loredo et al. [
22] treated flax fibre-reinforced polyester composites with Exolit 470 [
25], which is a mixture of ammonium polyphosphate and other intumescent compounds. The composites exhibited a high fire resistance with a significant reduction in the peak heat release rate, total heat release rate, and maximum average of heat emission values. In the same study, the combination of ammonium polyphosphate and alumina trihydrate was also tested. The results showed their potential as fire retardants.
The complex nature of the flammability of modified composites was examined by Szolnoki et al., Lim et al., and Crossley et al. [
26,
27,
28]. Szolnoki et al. [
26] treated natural hemp fabric-reinforced epoxy resin composites by the immersion of preheated fabric into a cold phosphoric acid solution and replacing the standard curing agent of the epoxy with an aminosilane-type coupling agent. The fire resistance of the treated hemp fabric/epoxy matrix composite increased to a V-0 rating [
29] (self-extinguished within 10 s after the removal of the flame, without burning drops). However, the tensile performance was much poorer, when only one of the components (either matrix or fibres) was treated with the FR. This was suspected to be to the result of a better adhesion between the modified fibres and the matrix as well as improved wettability of the fibres. The impact of an ammonium polyphosphate (APP)-based compound, Budit 3167 [
30], on kenaf fibre-reinforced polypropylene composites was investigated by Lim et al. [
27]. The improvement of fire resistance with a UL-94 V-0 rating [
29], lower peak heat release rate, higher time to ignition, and relatively small smoke production rates were observed. Additionally, better tensile and flexural moduli were obtained, since the flame retardant also acted as a particle reinforcement. However, the quality of fibre/matrix interfacial bonds was reduced, which led to a decline in flexural strength in comparison to the referenced composites. Crossley et al. [
28] manufactured renewable furan resin composites reinforced by flax fibres and compared them with the flax fibre-reinforced polyester, epoxy, and phenol composites. The tensile and flexural strengths turned out to be 38–77% and 11–95% lower in comparison to composites with other mentioned polymer matrixes. Additionally, large voids were found at the fibre/matrix interface. Under horizontal burn testing, the flax/furan composite self-extinguished after 10 s with minimal smoke. However, the composite failed the vertical burn test. The phenol resin, on the other hand, improved the flax/phenol laminate flammability effectively, and the material passed the horizontal and vertical burn tests [
28].
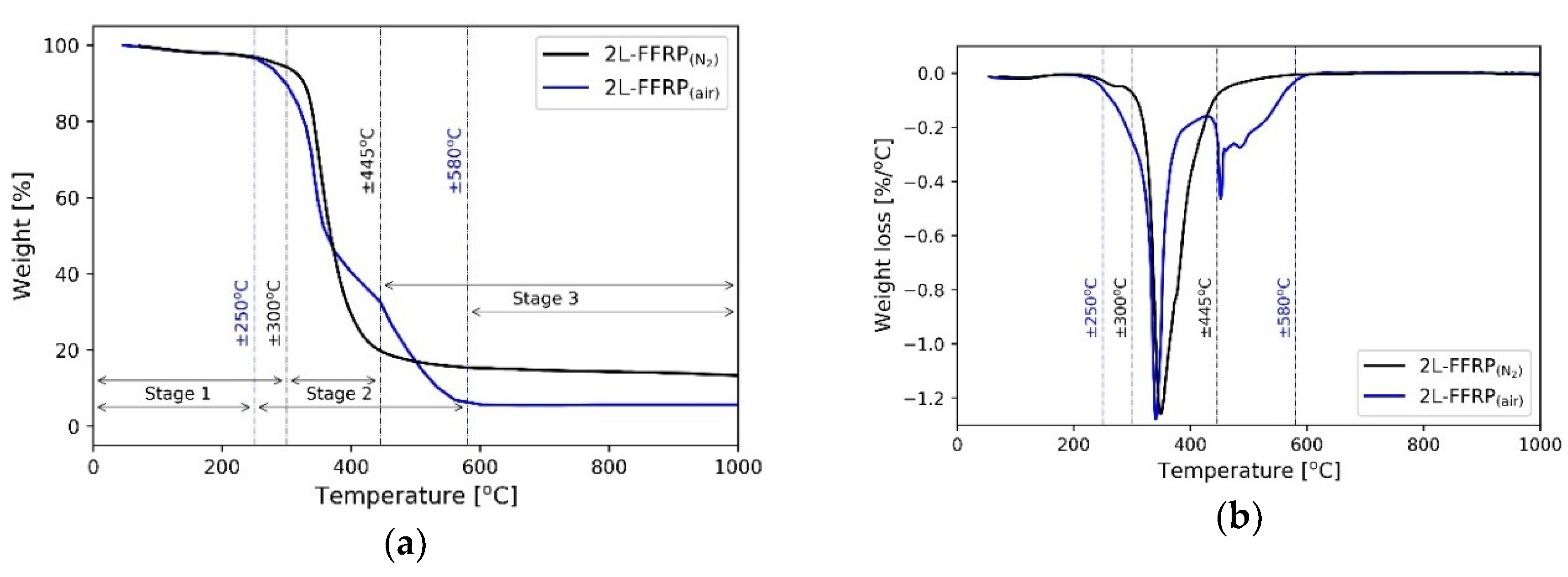
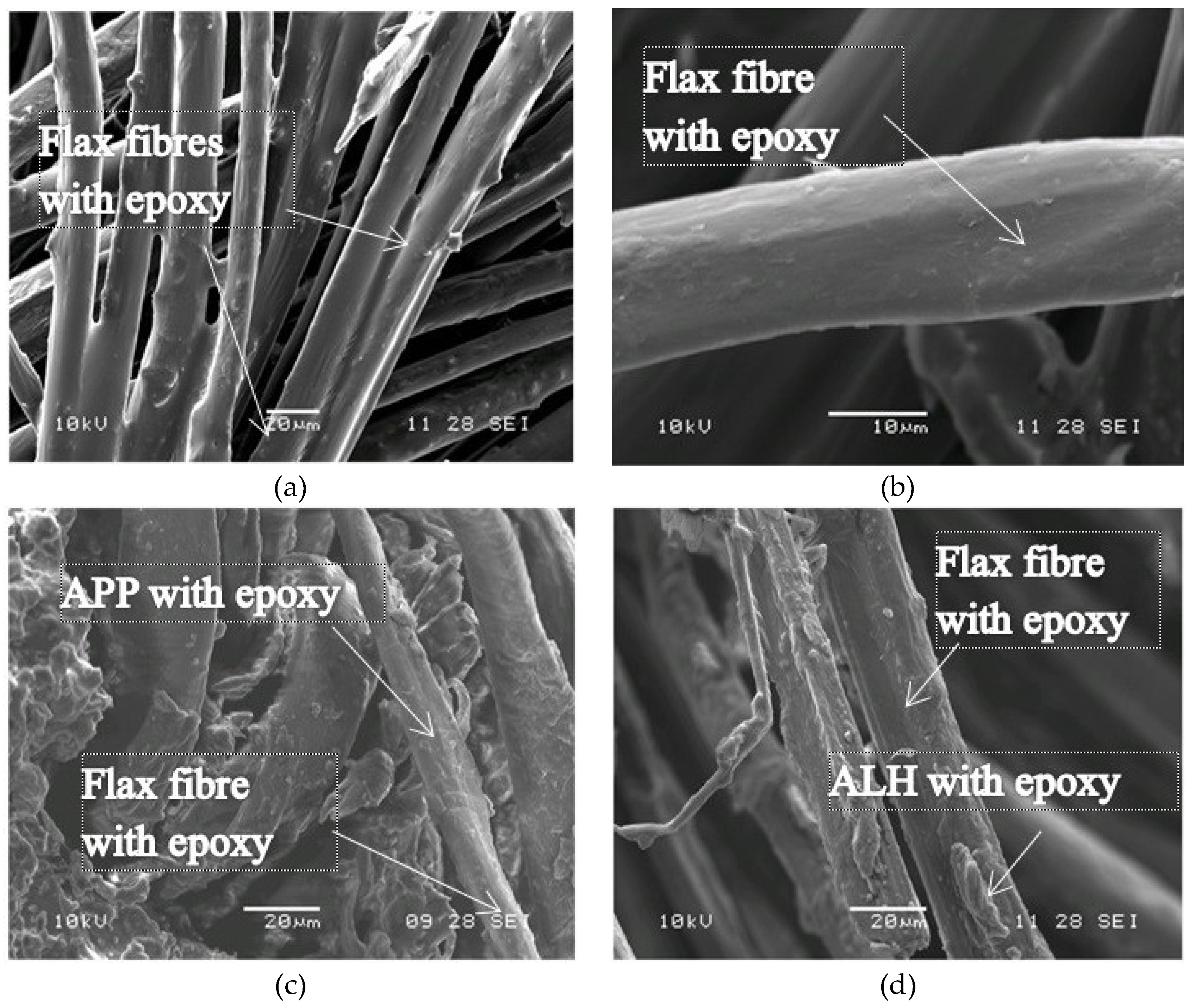
As a further enhancement, the current study investigates the fire performance of natural flax fibre fabric-reinforced polymer (FFRP) composites with and without fire retardants. Ammonium polyphosphate (APP) and aluminium hydroxide (ALH) were used as the fire retardants. To determine their thermal stability and fire performance, the composites were evaluated by thermogravimetric analysis (TGA), limiting oxygen index (LOI), and Underwriters Laboratories (UL)-94 vertical and horizontal tests. The effects of FRs with different mass contents on the mechanical properties of the natural flax FRP composites were also evaluated under flat-coupon tensile tests. A scanning electron microscopic (SEM) was used to investigate the morphology of the composites.


 ,
, 






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}