
Materials, Weaving Parameters, and Tensile Responses of Woven Textiles


1
Department of Civil Engineering and Architecture (DICAr), University of Catania, Viale Andrea Doria 6, 95125 Catania, Italy
2
Regional Center of Competence New Technologies for Productive Activities Scarl, Via Nuova Agnano 11, 80125 Naples, Italy
*
Author to whom correspondence should be addressed.
Macromol 2023, 3(3), 665-680; https://doi.org/10.3390/macromol3030037
Submission received: 22 July 2023
/
Revised: 15 September 2023
/
Accepted: 19 September 2023
/
Published: 21 September 2023
Abstract
:Fabrics have been recognized as a necessary component of daily life due to their involvement in garments, home textiles, and industrial textiles. The mechanical performance of textiles was considered essential to meet the end-user requirements for strength and durability. The purpose of this work was to provide an overview of the textile structures and tensile strengths of woven textiles. Different types of textile structures, depending on the weaving methods (woven, braided, knitted, non-woven) and the most common architectures of woven fabrics (plain weave, twill and sateen), were presented. Common materials constituting the textiles’ structures and a comparison in terms of the density, Young’s modulus and tensile strength between natural (plant-based, animal-based, and mineral-based) and synthetic fibers were reported. The mechanical properties of woven textiles were presented for neat and coated textiles, primarily in terms of the tensile strength. Depending on the cases, typical regions in the load–displacement curve (i.e., crimp, elastic, non-linear failure, thread fracture) were highlighted. The impact of the architecture, yarn distance and size, and yarn twisting on the tensile strength of woven fabrics was then illustrated.

1. Introduction
Fabrics have emerged as a key element of everyday life. Contrary to past centuries, when textiles were merely utilized for clothing, today they are employed for a number of purposes [1]. In general, textiles should meet requirements for durability, strength, colorfastness, aesthetics, and so on. These qualities are necessary for daily use. Moisture transfer, temperature resistance, wicking, water proofing, and flame resistance are other functional qualities of high-performance fabrics. Analytic awareness of fabrics’ behaviors and properties is critical in textile design and development [2].
Textile fibers are exceptionally significant as the primary building block determining the mechanical properties of textiles. However, the characteristics of a textile product are determined not only by the physical and chemical properties of the constituent materials [3] but also by the additional steps in the production process, such as spinning methods (melt spinning, wet spinning) [4] and textile treatments [5] (mechanical, chemical and biotechnological finishing).
Several parameters affect the mechanical properties of fabrics [6,7]: yarn linear density [8], yarn twist [9], yarn bending behavior [10], coefficient of friction [11] and initial modulus of the yarn, warp and weft density [12], weave construction [13] or yarn interlacement pattern, and environmental conditions such as temperature [14] and moisture [15].
The tensile strength of a yarn or fabric represents the greatest load that can be sustained without breaking when the sample is subjected to uniaxial tensile loading [6]. Tensile strength is one of the most essential mechanical properties to ensure the durability, comfort and lifespan of textiles products. Woven fabric is one of the most utilized structural materials. It has excellent conformability and integrity for high-end technical applications and is becoming more popular as a reinforcement material [16]. Woven fabrics are anisotropic and elastic. Their mechanical properties are determined by complex combinations of fiber bundles, yarn spacings, stacking sequences, yarn sizes, fiber orientations, fiber architectures, and fiber volume fractions. Woven fabrics provide extra-high resistance to damage, and very high strain at failure under tension, compression, and impact loadings due to the interlacing of fiber bundles [17].
This work presented a brief overview of the effect of weaving parameters (i.e., architecture, yarn spacing length, and yarn structure) on the tensile properties of woven textiles. The main textile structures, common materials used to create textiles, and tensile properties of synthetic and natural fibers have also been detailed.
The review focused on full papers, which included journal articles, conference proceedings, book chapters, and review papers. Patents were not included in this literature review study. Only articles written in English were examined. Scopus, ScienceDirect, and Google Scholar were chosen as three common databases. A table of contents was developed with the following key focuses: (i) differences in fiber interweaving provide a wide range of textile structures; (ii) used materials in fiber production; (iii) basic principle behind the tensile properties of woven textiles by highlighting the effect of the architecture, yarn spacing and yarn structure; and (iv) main applications of textiles. Duplicate and irrelevant papers were removed based on the title and abstract. The review incorporated more than 90 contributions in total.
2. Textile Structures
The term textile is derived from the Latin “textilis” and the French “texere”, meaning “to weave”. It originally referred only to woven fabrics; then, it was extended to fabrics produced by other methods, such as threads, cords, ropes, braids, lace, embroidery, nets, and fabrics made by weaving, such as woven, knitted, braided, or non-woven fabrics [18,19].
The different operations that begin with fiber production and proceed to fabric realization are as follows: fiber production, yarn production, fabric production, pre-treatment, dyeing and printing, and finishing treatment [20]. A diagram of textile production from fiber to finished fabric is presented in Figure 1.
Technically, the basic principle of weaving involves two series of filaments: the first (i.e., the warp) is fixed, while the second (i.e., the weft) is inserted within the structure formed by the warp.
The weaving process (Figure 2) consists of three steps: (i) shedding, during which the warp sheet is divided into two patterns, one spaced, separated, and lifted up from the other so to create an opening between the warp series; (ii) filling insertion, which provides for the insertion of a yarn inside the created opening; and (iii) beat-up, in which the filling yarn is pushed inside the weave of the fabric. Using this method, 2D planar weaving structures, i.e., with in-plane-oriented fibers, can be produced [19,21].
Other typical processes exist, depending on the interlocking type, that can generate another type of weaving, such as knitting, braiding, and non-woven materials. In detail, four main categories of textile structures can be recognized (Figure 3) [20].
Woven fabrics (Figure 3a) are made by weaving two sets of interlaced yarn components (warp and weft) using orthogonal interlacement at 0° and 90° intervals. In woven fabrics, warp yams are positioned vertically or longitudinally, and weft yarns are orientated horizontally.
Braided fabrics are created by placing fibers in the bias direction according to a specific braided angle (Figure 3b). The first set of tows is called the axial yarns, while the others are called the braided yarns.
Knitted fabrics are constructed by intermeshing loops and segments of fibers (Figure 3c).
In non-woven fabrics, the fibers are randomly oriented in the structure in a discontinuous way (Figure 3e).
In the 19th century, three-dimensional (3D) structures were a group of fibers in multiaxial orientation (i.e., fibers arranged in three dimensions) (Figure 3e).
The most common architectures in woven fabrics are plain weave, twill and sateen. The plain weave is the main basic weave realized through filling yarns passing alternatively over and under other yarns.
In the twill structure, the filling threads are woven over and under two or more warp yarns, producing a characteristic diagonal pattern. Numbers reflecting the twill structure in the form of x/y are frequently provided. This indicates that x warp strings and y weft yarns are used to build up the diagonal stripe. For example, 3/1 twill means the alternation of three warp strings and one weft yarn to build the structure.
In the sateen weave, the filling threads are interlaced with the warp at widely spaced intervals, creating the appearance of a continuous surface.
An example of the numerous weave combinations in a woven fabric is shown in Figure 4.
3. Common Materials Constituting Textile Structures
Textile fibers can be broadly classified into two main categories (natural and synthetic fibers), as shown below (Figure 5).
Natural fibers originate from animals, vegetables/plants, or mineral sources.
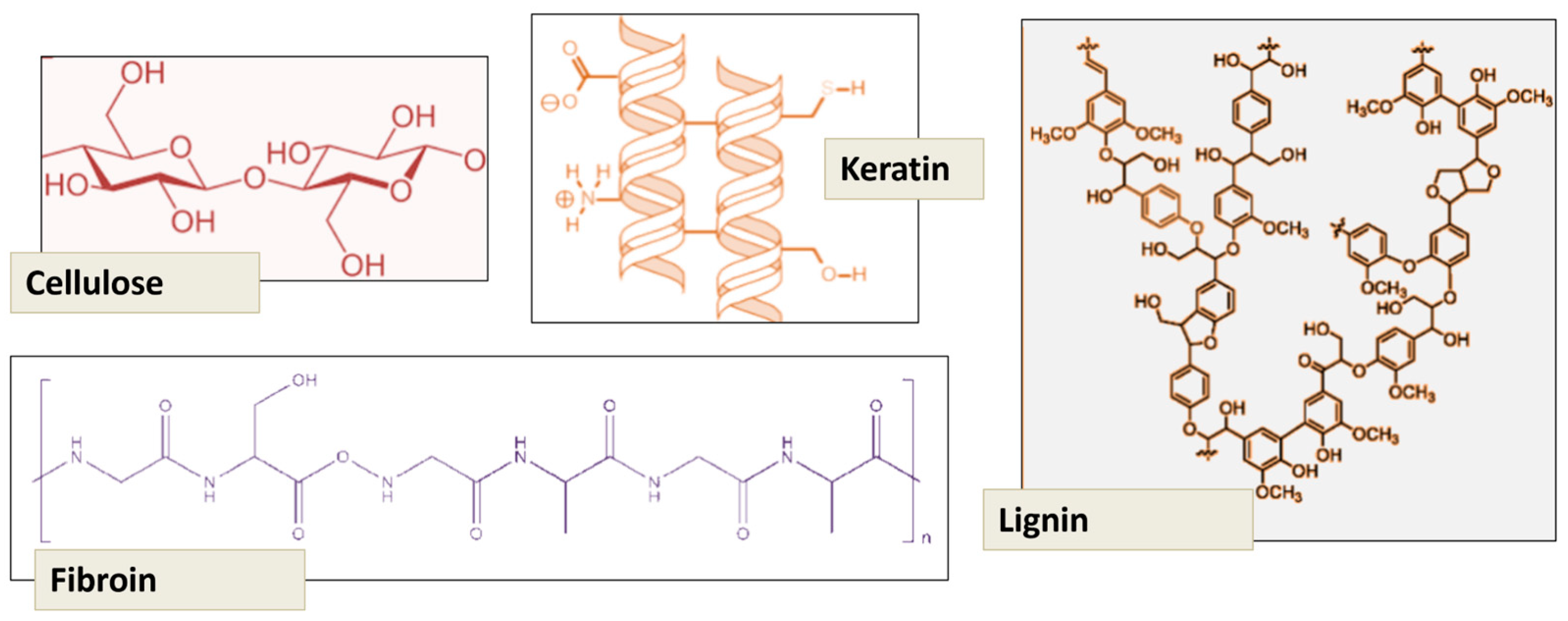
Examples of animal-based fibers are wool, silk, and hair, whereas plant-based fibers are constituted by seed, bast, leaf, wood; finally, mineral fibers include asbestos, fibrous brucite, and wollastonite [23]. In terms of their compositions, plant-based fibers are constituted by bio-based polymers such as cellulose, semi-cellulose, lignin and other components in small percentages (impurities, ash, and extractives) [24]. Plant-based fibers, rather than animal-based fibers, can attain superior performances, higher strengths, and stiffnesses. Silk is an exception, as it can have very high strength but is very expensive, has lower stiffness, and is less widely available [25]. Natural fibers are hydrophilic in nature due to the presence of hydroxyls and other polar groups, and they have a high moisture absorption and a low evaporation rate, as well as poor dimensional stability since they swell when exposed to water [24].
Asbestos (as a part of mineral-based natural fibers) is often avoided due to the health hazards associated with its inhalation/ingestion as well as the potentially carcinogenic response in humans. In many countries, the use of asbestos fibers is even forbidden [25].
Synthetic fibers, also known as man-made fibers, are typically made from synthetic materials, such as petrochemicals (polyamide, polyester, polypropylene). However, some synthetic fibers, such as rayon, modal, and lyocell, are made from natural cellulose (bleached wood pulp) [23].
Compared to synthetic fibers, natural fibers possess very good characteristics in terms of sustainability, given the recyclability and renewability of the raw materials, the biodegradability, the relatively low cost and density, the low energy requirements during the manufacturing process, and the low carbon dioxide contribution during the growth and production [26].
However, being mainly hydrophilic in nature, the tensile characteristics of cellulosic fibers are highly dependent on the relative humidity of the environment. Moreover, the higher the fiber length of the cellulosic fibers, the lower the tensile strength. This is attributed to the higher probability of them containing defects in longer fibers and to the number of weak links or imperfections. Furthermore, the tensile properties of cellulosic fibers are susceptible and sensitive to measurement conditions, such as speed, initial gauge length, moisture, temperature, different cross-section of the fiber at a different point, and surface treatment, chemical treatment, upgrading treatment, water treatment, and drying. During the process used to produce cellulosic fibers, the different phases (plant growth, harvesting, fiber extraction and supply) can alter significantly the quality [27,28].
A comparison in terms of the density, Young’s modulus and tensile strength among plant-based fibers, animal-based fibers, asbestos and synthetic fibers is reported in Table 1.
Some chemical structures of the plant-based and animal-based components are displayed in Figure 6.
4. Tensile Strength of Woven Fabrics
An important parameter for describing the fabric structure is the “crimp” correlated to the waviness of the fibers. It is expressed as a percentage (Equation (1)) as the difference between the entire length of a fiber (L0) and its length when it is weaved within the fabric structure (L1) of the entire length of fiber:
When a woven fabric is subjected to tensile loading, four regions can be distinguished in the load–elongation curve (Figure 7). (i) The crimp region, in which the crimp increases for one set of yarns and decreases for the opposite set of yarns (“crimp interchange”). When a tensile force is applied in one direction (weft or warp), the load essentially straightens the yarns and the crimp in the opposite direction increases. (ii) The elastic region, where the straightened yarns start to take more loads and the slope of the curve increases compared to the previous stretch (crimp region). At this stage, it is not possible to further reduce the waviness of the fibers oriented in the direction of the tensile force, the load increases very sharply and the tensile properties are related to the elongation under load of the fiber itself. (iii) The non-linear failure region, in which a failure of the slope is observed before arriving at the tensile strength. This behavior is attributed to the failure (initiation and propagation) of random individual filaments within the yarns bundles. (iv) The abrupt decrement of the load after the tensile strength, which is a sign of progressive yarn failure [55,56].
This aspect was fully demonstrated in [57]. The tensile properties of PP-based textiles are shown in Figure 8 in terms of the load–displacement curves recorded during tensile testing both in the warp and weft directions.
The neat PP fabric exhibited a breaking load of about 1 kN and almost isotropic properties in both orientations. In the low deformation region (lower than 10%), a linear elastic behavior with a change in the slope was detected. Then, the study investigated the effect of polyurethane impregnation on the tensile features of the same PP textiles by adopting different polyurethane aqueous dispersions. It was demonstrated that in all cases, the impregnation of PP textiles with polyurethane led to an increase in the breaking load regardless of the dispersion type. In every case, the slope of the load–displacement curve was increased about three times compared to that detected in the pristine material. This result was considered a sign of increasing fabric stiffness due to the polyurethane hardening in the textile structure. After application and during drying, the polyurethane polymer filled the space between the PP filaments by bonding the weft and warp threads and resulting in a higher rigidity of the overall textile construction. For each impregnated sample, the load–displacement curve was described by a linear trend with a change in slope in correspondence to 3% in deformation. This was explained by considering that initially, the PU polymer and PP fabric were stretched together under uniaxial stress. After very low deformation (3%), the polymeric PU bonds among the PP filaments yielded sooner in the central internal part of the fabric than those in the outer layer of fabric, as usually happens in the treated materials [58]. In fact, for the coated specimens, the filaments on the inside were less impregnated than those on the outside. Subsequently, the fabric was extended until the large percentage of the filaments kept failing under tensile stresses [59]. The increase in the tensile properties was also verified for a polyester fabric (PET) impregnated with water-based polyether polyurethane [60]. In addition, formulations containing silicon dioxide (SiO2) nanoparticles of different percentages (up to 5 wt.%) were prepared. In the impregnated PU fabrics, an increase in the tensile strength was verified of about 50% compared to the basic material. The incorporation of SiO2 particles into the textile structure, used as a dust carrier in the fabric-only water, had no effect on the fabric’s properties, and during the tensile tests of the treated textiles, a recognizable spread of the white powder into the environment was observed. Depending on the filler and content, the tensile strength of the impregnated specimens appeared to slightly increase when the fabric was treated with SiO2 embedded in the PU dispersion.
The deterioration of the tensile strength of polyethylene terephthalate (PET) woven fabrics coated with polyvinylchloride (PVC) under different artificial weathering parameters, alone or in combination, such as UV light, humidity, and temperature, plus cyclic loading, was studied in [61,62]. A strong decrease in stiffness in the investigated samples was detected under various weathering conditions. The main mechanism of deterioration was demonstrated to be photodegradation. When cyclic loading was combined with weathering factors, the rate of tensile strength reduction was slightly higher than when artificial weathering was used alone.
4.1. Effect of Architecture on the Tensile Strength of Woven Fabrics
Fabrics made from cotton/polyester blend yarns were manufactured in plain, matt, twill, diamond, and sateen [63]. The mechanical characteristics of the prepared structures were analyzed in terms of the tensile strength using the Grab (ASTM D5034-08) and Strip (ASTM D5035-06) methods. The results demonstrated that the twill weave provided better strength than the others, followed by the matt, diamond, plain weave, and sateen. The average breaking strength evaluated in the warp direction using the Grab test method was around 320 N for the matt and twill structures, 300 N for the diamond fabric, and 280 N for the plain and sateen fabrics. Using the same procedure, the average breaking force in the weft direction was highest for the twill (150 N) and lowest for the sateen fabrics (120 N). On the other hand, using the Strip test method, the mean breaking force in the warp direction was roughly 600 N (the highest) for the twill and matt structures and 450 N (the lowest) for the plain weave. Then, the average breaking force was the maximum in the weft direction (250 N) for the twill structure and reduced to 220 N for the sateen. The tensile strength of the textile structures was correlated with the interlacement among the yarns, the crimp ability, and the slippage of fibers.
Plain, twill, and satin structures, made from cotton, were produced from warp ring-spun yarn and weft open-end spinning yarns [64]. The air and water permeability, thermal resistance, water absorption, and stiffness of the prepared textiles were measured to study the overall fabric comfort. Due to the compact structure, the plain-woven fabric possessed the highest thermal resistance and water absorption, whereas the satin had the highest water vapor and air permeability. The stiffness of the specimens, as evaluated according to ASTM D1388, was used to measure the bending rigidity and fabric handling. Because of its higher binding point than twill and satin, the maximum stiffness corresponded to the plain weave fabric in both the warp and weft directions.
The performance in terms of the tensile strength, tearing, abrasion, pilling and stiffness of cotton-based fabrics was compared in [65]. A shuttle loom at constant warp yarn tension was used to produce 1/1 plain, 2/1 twill, and 2/2 twill fabrics. The plain weave had higher tensile strength, abrasion resistance, stiffness, and pilling resistance than the twill weave since these mechanical properties were increased by increasing the number of interlacements of warp and weft yarns and decreasing the number of float lengths in the weave. On the contrary, the higher the number of floating lengths in the weave, the lower the interlacements and the greater the tear strength.
4.2. Effect of Yarn Spacing Length on the Tensile Strength of Woven Fabrics
Yarn spacing is a key aspect of woven fabric quality and has a significant impact on the fabric’s look. Fabrics must have uniform yarn spacing, and considerable variation in this distance can be considered a failure of fabric weaving [66].
When a fabric is subjected to uniaxial or biaxial tension, it has been found that the yarn–yarn interactions at the crossing points are of two types: adhesive and independent of the pressure at the crossing point, and frictional and directly related to the normal pressure generated by the applied tensions to the fabric. The pressure was generated by the tensile force applied uniaxially or biaxially to the fabric, causing a tightening effect so as to increase the pressure at the yarn contact points. The frictional force was created by the compressive force imposed on the contact point of the interlacing yarns and was the main component of the fabric stiffness. The adhesive component was generated during the pull-out of yarns from the fabric, was determined by the surface geometry and yarns properties, and was considered generally negligible [67,68]. It was considered that during the yarn pull-out, the crossover point consisted of stick (due to the out-of-plane normal force) and slip regions (due to in-plane forces) [69].
The yarn–yarn contact at the fabric crossing points is a key component of fabric resistance, playing a significant role in fabric strengthening. If yarn–yarn interactions are deemed insignificant, a woven fabric is analogous to a system of two sheets, each formed of parallel but isolated yarns. The resulting properties are completely different from those of a practical fabric. When individual yarns are woven into a fabric system, under tensile load, a different behavior is shown due to the interactions with other yarns included in the textiles. These interactions unavoidably modify the yarns’ properties. The yarns have been theoretically considered as sub-bundle systems made of links of length Lc (Figure 9). From this perspective, the fabric was theoretically described as a system of chains made by the sub-bundles. The ratio Lc/Ly (where Ly is the original yarn (fabric) length) was considered an expression of the yarn–yarn interactions. The smaller the ratio Lc/Ly (more interlacing points), the higher the yarn–yarn interactions and the greater the strengthening effect in a fabric under tensile load [68].
Experiments were conducted in [70] to study the effects of interlacing yarns, the spacing between them, and the interlacement pattern on the tensile behavior of woven fabrics. Plain and satinette fabrics were produced at three pick densities (18, 22, and 26 ppcm: pick per cm, number of yarns per length). No clear trend in tensile strength after changing the pick density and sample construction was shown. The satinette structure then had lesser tensile strength than the twill fabric while having the same interlacement index, number of load-bearing yarns in the samples, and crimp. These findings validated the impact of the interlacement distribution on fabric strength.
The same conclusion was drawn in [71]. The tensile properties of woven fabrics (100% cotton) were investigated in two constructions, 3/1 twill and four-end satinette, which differed only in the interlacement pattern. The breaking load and breaking elongation of the satinette fabric were higher than those of the twill structure. The authors concluded that the traditional approach of considering yarn–yarn interlacement was insufficient for studying the effect of construction on woven fabrics’ properties and should be improved by taking into account the interactions between various neighboring yarn segments as well as the distribution of the interlacement in the two constructions.
4.3. Effect of Yarn Count on the Tensile Strength of Woven Fabrics
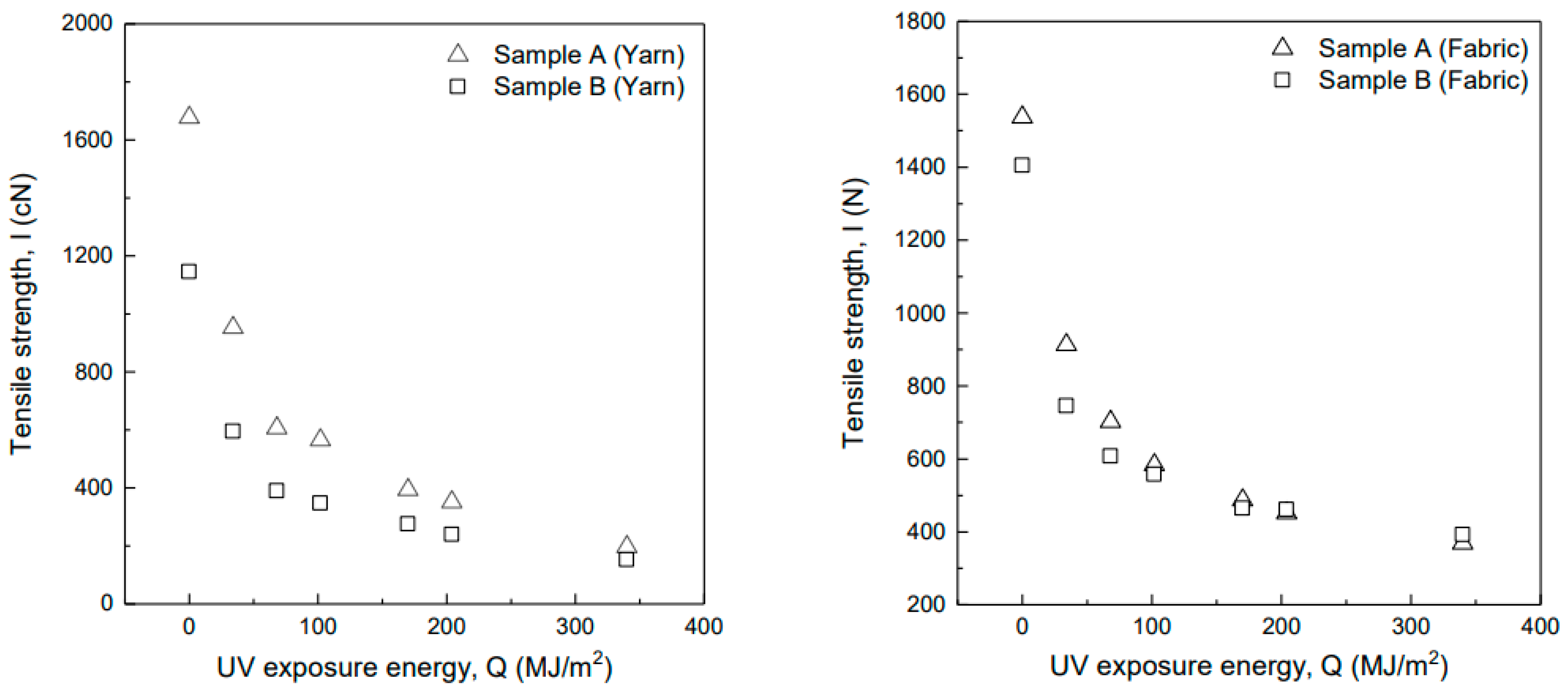
The yarn count is a numerical expression that defines the yarn fineness. It is defined as the mass per unit of length [72]. The yarn count is another component that can affect the mechanical properties of textiles. The effect of the yarn count on the tensile properties of m-aramid (100%) two-ply fabrics was investigated in [73]. The tensile strength of yarns and fabrics was analyzed also under exposure to UV light. Figure 10 depicts a comparison between two samples, A and B, which differed in terms of the yarn count (8.9 and 25 Ne, respectively) and were in the form of yarns (on the left) or fabrics (on the right) in terms of the tensile strength against UV exposure. The results demonstrated a higher tensile strength in yarns of a larger size (i.e., higher yarn count). However, in terms of fabrics, samples A and B behaved similarly, and the effect of the yarn size on the tensile properties of woven fabrics was considered negligible.
Abou-Nassif [74], on the other hand, compared the breaking load and elongation of compact and ring yarn woven fabrics as a function of the thread count (20, 24, and 30 Ne, respectively). The results validated the effect of the spinning type and yarn count on the tensile properties of woven materials. The breaking load and elongation of fabrics reduced as the yarn count was increased, especially with the ring spun yarns.
As also confirmed in [70], a greater yarn count can result into two opposite effects: an increased strength due to an increase in the number of load bearing components and a decreased strength due to a reduction in the used amount of the yarn strength. The decrease in the used amount of the yarn strength as the number of yarns increases was attributed to an increase in the possibility of the weakest link in the case of a larger number of yarns.
4.4. Effect of Yarn Twist on the Tensile Strength of Woven Fabrics
Various yarn architectures are widely utilized in the textile industry [75]: (i) single yarn, i.e., a group of fibers/filaments twisted together; (ii) plied yarns, i.e., two or more yarns twisted together; (iii) cable or corn yarns, i.e., two or more plied yarns twisted together; (iv) core-spun yarns, i.e., yarn with a central core of one fiber and an exterior layer of another fiber; (v) fancy yarns, i.e., an irregular combination of stable and continuous filament yarns with a sudden or periodic effect; and (vi) continuous filament yarns, i.e., straight, silky and slippery to the touch filaments combined together.
Twist is used to realize a single-fiber assemblage that works as one piece.
The effect of twist on the strength and stiffness of various high-performance yarns (Kevlar, Vectran, Spectra, and Technorat) was investigated in [76]. The experimental results showed that the initial modulus of a yarn fell monotonically with increasing twist. A high degree of twist destroyed the fibers and reduced the tensile strength of the yarn. The elongation to break of the yarns increased monotonically with the degree of twist.
Various core yarns were prepared by combining different kinds of high-tenacity filaments (i.e., high-tenacity PET, the aramid, and the basalt) in the core with cotton staples and various twist levels. As the twist level was increased (from 230 to 550 twists per meter), the tensile strength of the aramid and basalt core yarns decreased, whereas it remained unaltered for the PET core yarns. This result was ascribed to the PET core yarns having stronger extensional qualities than the aramid and basalt core yarns.
5. Applications
The textile industry can be divided into two groups based on the final application of the products: (i) traditional textiles, used for clothing, furnishing, apparel, and home textiles, and (ii) technical textiles, utilized primarily for their unique functional features [77] that come in a variety of fiber structures, ranging from simple filaments to complex final products for use in agriculture (agrotech), construction (buildtech), clothing (clothtech), furniture, upholstery, carpets (hometech), healthy protection (protech), filtration, cleaning (indutech), and several other applications [78].
Shade nets, harvest nets, and mulch mats are examples of agro textiles. These products can benefit agriculture by protecting crops from harsh weather and pests [79].
Because of their use in resisting the spread of viruses and germs (especially in the recent COVID-19 outbreak), protective garments have become the most significant component of technology textiles [80]. Protective clothing refers to clothes and other fabric-related objects designed to keep the user safe from hazardous situations that could result in harm or fatalities, such as fire protection [81], heat and cold protection [82], chemical and biological protection [83], ballistic protection [84], and electromagnetic [85] protection. The potential risks are frequently so particular that various kinds of clothes are required to provide effective protection.
Numerous studies are currently underway to develop protective gear for a variety of ordinary and specialist civilian and military applications [86].
Many industrial operations rely on the separation of gases and liquids using textile filters. Filtration provides benefits such as product purity, energy savings, pollution management, and the recovery of valuable components. Positive examples of the end-products of textile media filtration include detergents, soaps, ceramics, fertilizers, pigments, oil, and margarine, and so on. Furthermore, textile filter media aid in the refinement of both industrial and domestic effluents, resulting in a cleaner environment [87,88,89].
Intelligent textiles, i.e., fibers or fabrics able to respond to external stimuli and adapt to environmental changes, have recently gained popularity. The physical stimuli with which these materials can interact include light, pH, temperature, polar solvents, chemicals, and electricity. Shape memory fibers, photochromic fibers, temperature sensitive fibers, pH sensitive fibers, and healthy smart fibers are examples of smart fibers [90,91].
Textiles are also employed in sports clothing, footwear, and equipment. The sports goods sector has also contributed to the advancement of textile science and technology to a level comparable to that of other industrial sectors. Many sporting goods’ performance criteria frequently demand widely varied qualities, such as protection against snow, cold, heat, and rain, while also meeting the requirements for comfort, stretching and simplicity of movement [92].
Fabrics are utilized as reinforcement in structural and civil engineering parts to produce very thin composite and concrete parts. The benefits of utilizing textiles in these applications are no risk of reinforcing material corrosion and the flexibility to fabricate structural pieces with complex geometries [93]. Numerous studies concerning the effect of weaving parameters on the mechanical properties of fiber-reinforced polymer composites have recently been conducted (see Table 2).
6. Conclusions
The purpose of this study was to offer an overview of the tensile properties of woven fabrics as well as of the effect of several parameters on fabric strength, such as the constituent materials, fabric architecture, yarn spacing length and size, and twisting.
Different forms of textile structures (woven, knitted, braided, and non-woven) can be realized through various types of yarns interlocking. At the same time, various woven fabric combinations, such as plain weave, twill, and satin, can be developed based on the number of filling yarns that pass alternately over and under other yarns.
Natural (cotton, hemp, sisal, jute, wool, silk, asbestos) and synthetic (polyester, polyamide, polypropylene, viscose, lyocell) materials are used to make textile fibers. Natural fibers are more sustainable than synthetic fibers due to their increased biodegradability and ability to be recycled; nevertheless, because natural fibers are primarily hydrophilic in nature, their tensile properties are highly dependent on the environmental relative humidity. Natural fibers generally have a higher specific density and a lower tensile strength than synthetic fibers.
Under tensile stress, the load–displacement curve of woven fabric was found to be divided into four regions (crimp, elastic, non-linear failure, yarn breakage). When compared to basic specimens, polymer-based coated textiles showed an improvement in fabric stiffness and strength, and the load–displacement curve exhibited a linear trend. The weathering conditions induced through humidity, temperature and UV light reduced the tensile properties of textiles and the main dominant mechanism was the photo-oxidation.
It was discovered that increasing the number of interlacements of the warp and weft yarns and decreasing the float length in the weave raised the tensile characteristics of textiles. In other words, plain weave fabric had a higher tensile strength than twill weave fabric. The tensile strength of textiles could then be improved by decreasing the yarn–yarn spacing (i.e., increasing the yarn–yarn interaction) and the increasing yarn size. However, the tensile strength of the woven fabric appeared to be affected also by the distribution of the yarn interlacement inside the textile structure. Finally, a larger degree of yarn twisting had a detrimental impact on the mechanical performance of textiles since the yarns were more stressed and perhaps damaged in this condition.
Author Contributions
Conceptualization, A.P. and D.A.; writing—original draft preparation, A.P.; writing—review and editing, D.A. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
A.P. wishes to thank the Italian Ministry of Education, Universities and Research (MIUR) under the framework of Action 1.2 “Researcher Mobility” of the Axis I of PON R&I 2014–2020 under the call “AIM- Attrazione e Mobilità Internazionale”.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Ahmad, S.; Ullah, T. Ziauddin Fibers for Technical Textiles. In Topics in Mining, Metallurgy and Materials Engineering; Ahmad, S., Rasheed, A., Nawab, Y., Eds.; Springer Science and Business Media Deutschland GmbH: Berlin/Heidelberg, Germany, 2020; pp. 21–47. [Google Scholar]
- Venkatraman, P. Fabric Properties and Their Characteristics. In Materials and Technology for Sportswear and Performance Apparel; Hayes, S.G., Venkatraman, P., Eds.; CRC Press: Boca Raton, FL, USA, 2016; p. 34. [Google Scholar]
- Begum, M.S.; Milašius, R. Factors of Weave Estimation and the Effect of Weave Structure on Fabric Properties: A Review. Fibers 2022, 10, 74. [Google Scholar] [CrossRef]
- Meng, Q.; Hu, J.; Zhu, Y.; Lu, J.; Liu, Y. Morphology, phase separation, thermal and mechanical property differences of shape memory fibres prepared by different spinning methods. Smart Mater. Struct. 2007, 16, 1192–1197. [Google Scholar] [CrossRef]
- Gibeop, N.; Lee, D.W.; Prasad, C.V.; Toru, F.; Kim, B.S.; Song, J. Il Effect of plasma treatment on mechanical properties of jute fiber/poly (lactic acid) biodegradable composites. Adv. Compos. Mater. 2013, 22, 389–399. [Google Scholar] [CrossRef]
- Malik, Z.A.; Malik, M.H.; Hussain, T.; Arain, F.A. Development of Models to Predict Tensile Strength of Cotton Woven Fabrics. J. Eng. Fiber. Fabr. 2011, 6, 155892501100600. [Google Scholar] [CrossRef]
- Tan, P.; Tong, L.; Steven, G.P. Modelling for predicting the mechanical properties of textile composites—A review. Compos. Part A Appl. Sci. Manuf. 1997, 28, 903–922. [Google Scholar] [CrossRef]
- Shahzad, A.; Ali, Z.; Ali, U.; Khaliq, Z.; Zubair, M.; Kim, I.S.; Hussain, T.; Khan, M.Q.; Rasheed, A.; Qadir, M.B. Development and characterization of conductive ring spun hybrid yarns. J. Text. Inst. 2019, 110, 141–150. [Google Scholar] [CrossRef]
- Shah, D.U.; Schubel, P.J.; Clifford, M.J. Modelling the effect of yarn twist on the tensile strength of unidirectional plant fibre yarn composites. J. Compos. Mater. 2013, 47, 425–436. [Google Scholar] [CrossRef]
- Radhakrishnaiah, P.; Sawhney, A.P.S. Low Stress Mechanical Behavior of Cotton/Polyester Yarns and Fabrics in Relation to Fiber Distribution Within the Yarn. Text. Res. J. 1996, 66, 99–103. [Google Scholar] [CrossRef]
- Valizadeh, M.; Ravandi, S.A.H.; Salimi, M.; Sheikhzadeh, M. Determination of internal mechanical characteristics of woven fabrics using the force-balance analysis of yarn pullout test. J. Text. Inst. 2008, 99, 47–55. [Google Scholar] [CrossRef]
- Bedez Ute, T. Analysis of mechanical and dimensional properties of the denim fabrics produced with double-core and core-spun weft yarns with different weft densities. J. Text. Inst. 2018, 110, 179–185. [Google Scholar] [CrossRef]
- Dhingra, R.C.; De Jong, S.; Postle, R. The Low-Stress Mechanical Properties of Wool and Wool-Blend Woven Fabrics. Text. Res. J. 1981, 51, 759–768. [Google Scholar] [CrossRef]
- Vasanthan, N. Effect of Heat Setting Temperatures on Tensile Mechanical Properties of Polyamide Fibers. Text. Res. J. 2004, 74, 545–550. [Google Scholar] [CrossRef]
- Stamboulis, A.; Baillie, C.A.; Peijs, T. Effects of environmental conditions on mechanical and physical properties of flax fibers. Compos. Part A Appl. Sci. Manuf. 2001, 32, 1105–1115. [Google Scholar] [CrossRef]
- Aruchamy, K.; Mylsamy, B.; Palaniappan, S.K.; Subramani, S.P.; Velayutham, T.; Rangappa, S.M.; Siengchin, S. Influence of weave arrangements on mechanical characteristics of cotton and bamboo woven fabric reinforced composite laminates. J. Reinf. Plast. Compos. 2023, 42, 776–789. [Google Scholar] [CrossRef]
- Dixit, A.; Mali, H.S. Modeling techniques for predicting the mechanical properties of woven-fabric textile composites: A Review. Mech. Compos. Mater. 2013, 40, 1–20. [Google Scholar] [CrossRef]
- Nawab, Y.; Hamdani, S.T.A.; Shaker, K. Structural Textile Design: Interlacing and Interlooping; CRC Press: Boca Raton, FL, USA, 2017. [Google Scholar]
- Patti, A.; Cicala, G.; Acierno, D. Textile Production Encyclopedia. Available online: https://encyclopedia.pub/7964 (accessed on 18 September 2023).
- Patti, A.; Cicala, G.; Acierno, D. Eco-Sustainability of the Textile Production: Waste Recovery and Current Recycling in the Composites World. Polymers 2020, 13, 134. [Google Scholar] [CrossRef]
- Mohamed, M.H.; Bogdanovich, A.E. Comparative analysis of different 3D weaving processes, machines and products. In Proceedings of the 16th International Conference on Composites Materials, Kyoto, Japan, 8–13 July 2007. [Google Scholar]
- Malčiauskiene, E.; Milašius, A.; Laureckiene, G.; Milašius, R. Influence of weave into slippage of yarns in woven fabric. Mater. Sci. 2011, 17, 47–51. [Google Scholar] [CrossRef]
- Patti, A.; Acierno, D. Towards the Sustainability of the Plastic Industry through Biopolymers: Properties and Potential Applications to the Textiles World. Polymers 2022, 14, 692. [Google Scholar] [CrossRef]
- de Azevedo, A.R.G.; Cruz, A.S.A.; Marvila, M.T.; de Oliveira, L.B.; Monteiro, S.N.; Vieira, C.M.F.; Fediuk, R.; Timokhin, R.; Vatin, N.; Daironas, M. Natural Fibers as an Alternative to Synthetic Fibers in Reinforcement of Geopolymer Matrices: A Comparative Review. Polymers 2021, 13, 2493. [Google Scholar] [CrossRef]
- Pickering, K.L.; Efendy, M.G.A.; Le, T.M. A review of recent developments in natural fibre composites and their mechanical performance. Compos. Part A Appl. Sci. Manuf. 2016, 83, 98–112. [Google Scholar] [CrossRef]
- Taiwo, E.M.; Yahya, K.; Haron, Z. Potential of Using Natural Fiber for Building Acoustic Absorber: A Review. J. Phys. Conf. Ser. 2019, 1262, 012017. [Google Scholar] [CrossRef]
- Yan, L.; Kasal, B.; Huang, L. A review of recent research on the use of cellulosic fibres, their fibre fabric reinforced cementitious, geo-polymer and polymer composites in civil engineering. Compos. Part B Eng. 2016, 92, 94–132. [Google Scholar] [CrossRef]
- Yan, L.; Chouw, N.; Jayaraman, K. Flax fibre and its composites—A review. Compos. Part B Eng. 2014, 56, 296–317. [Google Scholar] [CrossRef]
- Proto, M.; Supino, S.; Malandrino, O. Cotton: A flow cycle to exploit. Ind. Crop. Prod. 2000, 11, 173–178. [Google Scholar] [CrossRef]
- Sriram, M.; Aswin Sidhaarth, K.R. Various properties of natural and artificial fibers with cementitious composites in hybrid form—A review. Mater. Today Proc. 2022, 60, 2018–2025. [Google Scholar] [CrossRef]
- Lotfi, A.; Li, H.; Dao, D.V.; Prusty, G. Natural fiber–reinforced composites: A review on material, manufacturing, and machinability. J. Thermoplast. Compos. Mater. 2021, 34, 238–284. [Google Scholar] [CrossRef]
- Ramasamy, B.; Ramesh, M. Mechanical Properties’ Evaluation of Hemp Fibre-Reinforced Polymer Composites. In Advances in Materials and Metallurgy; Lakshminarayanan, A.K., Idapalapati, S., Vasudevan, M., Eds.; Springer: Singapore, 2019; pp. 343–351. [Google Scholar]
- Khan, M.A.; Guru, S.; Padmakaran, P.; Mishra, D.; Mudgal, M.; Dhakad, S. Characterisation Studies and Impact of Chemical Treatment on Mechanical Properties of Sisal Fiber. Compos. Interfaces 2012, 18, 527–541. [Google Scholar] [CrossRef]
- Motaleb, K.Z.M.A.; Ahad, A.; Laureckiene, G.; Milasius, R. Innovative Banana Fiber Nonwoven Reinforced Polymer Composites: Pre- and Post-Treatment Effects on Physical and Mechanical Properties. Polymers 2021, 13, 3744. [Google Scholar] [CrossRef]
- Khan, M.Z.R.; Srivastava, S.K.; Gupta, M.K. Tensile and flexural properties of natural fiber reinforced polymer composites: A review. J. Reinf. Plast. Compos. 2018, 37, 1435–1455. [Google Scholar] [CrossRef]
- Marinho, N.P.; de Cademartori, P.H.G.; Nisgoski, S.; de Tanobe, V.O.A.; Klock, U.; Muñiz, G.I.B. de Feasibility of ramie fibers as raw material for the isolation of nanofibrillated cellulose. Carbohydr. Polym. 2020, 230, 115579. [Google Scholar] [CrossRef]
- Malkapuram, R.; Kumar, V.; Singh Negi, Y. Recent development in natural fiber reinforced polypropylene composites. J. Reinf. Plast. Compos. 2009, 28, 1169–1189. [Google Scholar] [CrossRef]
- Wang, W.; Cai, Z.; Yu, J. Study on the Chemical Modification Process of Jute Fiber. J. Eng. Fiber. Fabr. 2008, 3, 155892500800300. [Google Scholar] [CrossRef]
- Millogo, Y.; Aubert, J.E.; Hamard, E.; Morel, J.C. How Properties of Kenaf Fibers from Burkina Faso Contribute to the Reinforcement of Earth Blocks. Materials 2015, 8, 2332–2345. [Google Scholar] [CrossRef]
- Brebu, M. Environmental Degradation of Plastic Composites with Natural Fillers—A Review. Polymers 2020, 12, 166. [Google Scholar] [CrossRef]
- Parlato, M.C.M.; Valenti, F.; Midolo, G.; Porto, S.M.C. Livestock Wastes Sustainable Use and Management: Assessment of Raw Sheep Wool Reuse and Valorization. Energies 2022, 15, 3008. [Google Scholar] [CrossRef]
- Liao, Y.; Lucas, D. A literature review on mechanisms and models for the coalescence process of fluid particles. Chem. Eng. Sci. 2010, 65, 2851–2864. [Google Scholar] [CrossRef]
- Andrey Korchevskiy, J.O.R.; Rasmuson, E.J. Empirical model of mesothelioma potency factors for different mineral fibers based on their chemical composition and dimensionality. Inhal. Toxicol. 2019, 31, 180–191. [Google Scholar] [CrossRef]
- Kusiorowski, R.; Zaremba, T.; Piotrowski, J.; Adamek, J. Thermal decomposition of different types of asbestos. J. Therm. Anal. Calorim. 2012, 109, 693–704. [Google Scholar] [CrossRef]
- Lee, S. Effect of Nylon Fiber Addition on the Performance of Recycled Aggregate Concrete. Appl. Sci. 2019, 9, 767. [Google Scholar] [CrossRef]
- Da Silva, C.G.; Benaducci, D.; Frollini, E. Lyocell and cotton fibers as reinforcements for a thermoset polymer. BioResources 2011, 7, 78–98. [Google Scholar] [CrossRef]
- Kreze, T.; Jeler, S.; Strnad, S. Correlation between structure characteristics and adsorption properties of regenerated cellulose fibers. Mater. Res. Innov. 2002, 5, 277–283. [Google Scholar] [CrossRef]
- Álvarez, C.; Rojano, B.; Almaza, O.; Rojas, O.J.; Gañán, P. Binderless materials obtained by thermo-compressive processing of lignocellulosic fibers: A comprehensive review. J. Polym. Environ. 2011, 19, 182–188. [Google Scholar] [CrossRef]
- Baltazar-y-Jimenez, A.; Bismarck, A. Wetting behaviour, moisture up-take and electrokinetic properties of lignocellulosic fibres. Cellulose 2007, 14, 115–127. [Google Scholar] [CrossRef]
- Carrillo, F.; Colom, X.; Cañavate, X. Properties of Regenerated Cellulose Lyocell Fiber-Reinforced Composites. J. Reinf. Plast. Compos. 2010, 29, 359–371. [Google Scholar] [CrossRef]
- Siqueira, G.; Bras, J.; Dufresne, A. Cellulosic Bionanocomposites: A Review of Preparation, Properties and Applications. Polymers 2010, 2, 728–765. [Google Scholar] [CrossRef]
- Donato, R.K.; Mija, A. Keratin Associations with Synthetic, Biosynthetic and Natural Polymers: An Extensive Review. Polym. 2019, 12, 32. [Google Scholar] [CrossRef]
- Karunarathna, M.S.; Smith, R.C. Valorization of lignin as a sustainable component of structural materials and composites: Advances from 2011 to 2019. Sustainability 2020, 12, 734. [Google Scholar] [CrossRef]
- King, J.A.; Zhang, X.; Ries, M.E. The Formation of All-Silk Composites and Time–Temperature Superposition. Materials 2023, 16, 3804. [Google Scholar] [CrossRef]
- Yao, Y.; Zhu, D.; Zhang, H.; Li, G.; Mobasher, B. Tensile Behaviors of Basalt, Carbon, Glass, and Aramid Fabrics under Various Strain Rates. J. Mater. Civ. Eng. 2016, 28, 04016081. [Google Scholar] [CrossRef]
- Ahmad, Z.; Sirkova, B.K.; Ahmad, S.; Naeem, M.S.; Hassan, S.Z. Effect of material and stitching on tensile properties of woven fabrics. IOP Conf. Ser. Mater. Sci. Eng. 2018, 414, 012049. [Google Scholar] [CrossRef]
- Patti, A.; Costa, F.; Perrotti, M.; Barbarino, D.; Acierno, D. Polyurethane Impregnation for Improving the Mechanical and the Water Resistance of Polypropylene-Based Textiles. Materials 2021, 14, 1951. [Google Scholar] [CrossRef] [PubMed]
- Wang, X.; Mayer, C.; Neitzel, M. Some issues on impregnation in manufacturing of thermoplastic composites by using a double belt press. Polym. Compos. 1997, 18, 701–710. [Google Scholar] [CrossRef]
- Chen, J.; Chen, W.; Zhang, D. Experimental study on uniaxial and biaxial tensile properties of coated fabric for airship envelopes. J. Reinf. Plast. Compos. 2014, 33, 630–647. [Google Scholar] [CrossRef]
- Patti, A.; Costa, F.; Perrotti, M.; Barbarino, D.; Acierno, D. Careful Use of Silica Nanoparticles in the Textile Treatment for Potential Large-scale Production. Chem. Eng. Trans. 2021, 84, 91–96. [Google Scholar] [CrossRef]
- Asadi, H.; Uhlemann, J.; Stranghoener, N.; Ulbricht, M. Tensile strength deterioration of PVC coated PET woven fabrics under single and multiplied artificial weathering impacts and cyclic loading. Constr. Build. Mater. 2022, 342, 127843. [Google Scholar] [CrossRef]
- Asadi, H.; Uhlemann, J.; Stranghoener, N.; Ulbricht, M. Artificial Weathering Mechanisms of Uncoated Structural Polyethylene Terephthalate Fabrics with Focus on Tensile Strength Degradation. Materials 2021, 14, 618. [Google Scholar] [CrossRef]
- Ferdous, N.; Rahmanb, M.S.; Kabir, R.B.; Ahmed, A.E. A Comparative Study on Tensile Strength of Different Weave Structures. Int. J. Sci. Res. Eng. Technol. 2014, 3, 1307–1313. [Google Scholar]
- Limeneh, D.Y.; Ayele, M.; Tesfaye, T.; Liyew, E.Z.; Tesema, A.F. Effect of Weave Structure on Comfort Property of Fabric. J. Nat. Fibers 2020, 19, 4148–4155. [Google Scholar] [CrossRef]
- Jahan, I. Effect of Fabric Structure on the Mechanical Properties of Woven Fabrics. Adv. Res. Text. Eng. 2017, 2, 1018–1022. [Google Scholar] [CrossRef]
- Islam, A.T.M.S.; Bandara, M.P.U. Yarn Spacing Measurement in Woven Fabrics with Specific Reference to Start-up Marks. J. Text. Inst. 2009, 87, 107–119. [Google Scholar] [CrossRef]
- Bakar, I.A.A.; Kamaruddin, M.K. Uncertain mesoscopic parameters in dry woven fabric with Gaussian Emulation Machine for Sensitivity Analysis (GEM-SA). J. Phys. Conf. Ser. 2018, 1130, 012016. [Google Scholar] [CrossRef]
- Pan, N. Analysis of woven fabric strengths: Prediction of fabric strength under uniaxial and biaxial extensions. Compos. Sci. Technol. 1996, 56, 311–327. [Google Scholar] [CrossRef]
- Zhou, Y.; Ali, M.; Gong, X.; Yang, D. An overview of yarn pull-out behavior of woven fabrics. Text. Res. J. 2019, 89, 223–234. [Google Scholar] [CrossRef]
- Banerjee, P.K.; Mishra, S.; Ramkumar, T. Effect of Sett and Construction on Uniaxial Tensile Properties of Woven Fabrics. J. Eng. Fiber. Fabr. 2010, 5, 8–21. [Google Scholar] [CrossRef]
- Mishra, S. Influence of distribution of yarn interlacement on uniaxial tensile properties of woven fabrics. J. Text. Inst. 2013, 104, 541–549. [Google Scholar] [CrossRef]
- Jewel, R. Textile Testing; APH Publishing: New Delhi, India, 2005. [Google Scholar]
- Wakatsuki, K.; Onoda, S.; Matsubara, M.; Watanabe, N.; Bao, L.; Hideaki, M. Quantitative Assessment of Tensile Strength and Degradation Coefficient of m-Aramid/p-Aramid Blended Yarns Used for Outer Layers of Firefighter Clothing under Ultraviolet Light and Correlation with Fabrics Data. Polymers 2022, 14, 3948. [Google Scholar] [CrossRef]
- Abou-Nassif, G.A. A Comparative Study between Physical Properties of Compact and Ring Yarn Fabrics Produced from Medium and Coarser Yarn Counts. J. Text. 2014, 2014, 569391. [Google Scholar] [CrossRef]
- Behery, H. Effect of Mechanical and Physical Properties on Fabric Hand; WoodHead Publishing Limited: Cambridge, UK, 2005. [Google Scholar]
- Rao, Y.; Farris, R.J. A modeling and experimental study of the influence of twist on the mechanical properties of high-performance fiber yarns. J. Appl. Polym. Sci. 2000, 77, 1938–1949. [Google Scholar] [CrossRef]
- Kumar, R.S. Textiles for Industrial Applications; CRC Press: Boca Raton, FL, USA, 2014. [Google Scholar]
- Vassiliadis, S.; Kallivretaki, A.; Domvoglou, D.; Provatidis, C. Mechanical Analysis of Woven Fabrics:The State of the Art. In Advances in Modern Woven Fabrics Technology; Vassiliadis, S., Ed.; IntechOpen: London, UK, 2011; pp. 41–64. [Google Scholar]
- Sharma, N.; Allardyce, B.; Rajkhowa, R.; Adholeya, A.; Agrawal, R. A Substantial Role of Agro-Textiles in Agricultural Applications. Front. Plant Sci. 2022, 13, 895740–895751. [Google Scholar] [CrossRef]
- Bahtiyari, M.I.; Körlü, A.; Akca, C. Antimicrobial textiles for the healthcare system. In Advances in Healthcare and Protective Textiles; Ul-Islam, S., Majumdar, A., Butola, B., Eds.; Woodhead Publishing: Sawston, UK, 2023; pp. 57–91. [Google Scholar]
- Nayak, R.; Houshyar, S.; Padhye, R. Recent trends and future scope in the protection and comfort of fire-fighters’ personal protective clothing. Fire Sci. Rev. 2014, 3, 4. [Google Scholar] [CrossRef]
- Kim, J.-H.; Powell, J.B.; Roberge, R.J.; Shepherd, A.; Coca, A. Evaluation of Protective Ensemble Thermal Characteristics Through Sweating Hot Plate, Sweating Thermal Manikin, and Human Tests. J. Occup. Environ. Hyg. 2014, 11, 259–267. [Google Scholar] [CrossRef] [PubMed]
- Schreuder-Gibson, H.L.; Truong, Q.; Walker, J.E.; Owens, J.R.; Wander, J.D.; Jones, W.E., Jr. Chemical and Biological Protection and Detection in Fabrics for Protective Clothing. MRS Bull. 2003, 28, 574–578. [Google Scholar] [CrossRef]
- Wang, L.; Kanesalingam, S.; Nayak, R.; Padhye, R. Recent Trends in Ballistic Protection. Text. Light Ind. Sci. Technol. 2014, 3, 37. [Google Scholar] [CrossRef]
- Vojtech, L.; Neruda, M. Design of Radiofrequency Protective Clothing Containing Silver Nanoparticles. Fibres Text. East. Eur. 2013, 21, 141–147. [Google Scholar]
- Scott, R.A. Textiles for Protection; Elsevier Ltd.: Amsterdam, The Netherlands, 2005; ISBN 9781855739215. [Google Scholar]
- Shah, T.H.; Rawal, A. Textiles in filtration. In Handbook of Technical Textiles: Technical Textile Applications; Horrocks, A.R., Anand, S.C., Eds.; Woodhead Publishing: Sawston, UK, 2016; pp. 57–110. [Google Scholar]
- Khattab, T.A.; Helmy, H. Industrial and Filtration Textiles. In High Performance Technical Textiles; Paul, R., Ed.; John Wiley & Sons Ltd.: Hoboken, NJ, USA, 2019. [Google Scholar]
- Hardman, E. High performance textiles for industrial filtration. In High Performance Textiles and their Applications; Woodhead Publishing: Cambridge, UK, 2014; pp. 223–255. [Google Scholar]
- Patti, A.; Acierno, D. Fluorescence in Smart Textiles. Encyclopedia 2023, 3, 665–676. [Google Scholar] [CrossRef]
- Luiz, H.; Júnior, O.; Neves, R.M.; Monticeli, F.M.; Agnol, L.D. Smart Fabric Textiles: Recent Advances and Challenges. Textiles 2022, 2, 582–605. [Google Scholar] [CrossRef]
- Shishoo, R. Textiles in Sport; Woodhead Publishing Limited: Cambridge, UK, 2005. [Google Scholar]
- Gries, T.; Raina, M.; Quadflieg, T.; Stolyarov, O. Manufacturing of textiles for civil engineering applications. In Textile Fibre Composites in Civil Engineering; Triantafillou, T., Ed.; Woodhead Publishing: Sawston, UK, 2016; pp. 3–24. ISBN 9781782424697. [Google Scholar]
- Baghaei, B.; Skrifvars, M.; Berglin, L. Characterization of thermoplastic natural fibre composites made from woven hybrid yarn prepregs with different weave pattern. Compos. Part A Appl. Sci. Manuf. 2015, 76, 154–161. [Google Scholar] [CrossRef]
- Ma, H.; Li, Y.; Shen, Y.; Xie, L.; Wang, D. Effect of linear density and yarn structure on the mechanical properties of ramie fiber yarn reinforced composites. Compos. Part A Appl. Sci. Manuf. 2016, 87, 98–108. [Google Scholar] [CrossRef]
- Omrani, F.; Wang, P.; Soulat, D.; Ferreira, M. Mechanical properties of flax-fibre-reinforced preforms and composites: Influence of the type of yarns on multi-scale characterisations. Compos. Part A Appl. Sci. Manuf. 2017, 93, 72–81. [Google Scholar] [CrossRef]
- Rajesh, M.; Singh, S.P.; Pitchaimani, J. Mechanical behavior of woven natural fiber fabric composites: Effect of weaving architecture, intra-ply hybridization and stacking sequence of fabrics. J. Ind. Text. 2018, 47, 938–959. [Google Scholar] [CrossRef]
- Dash, A.K.; Behera, B.K. Weave Design Aspects of 3D Textile Preforms Towards Mechanical Properties of Their Composites. Fibers Polym. 2019, 20, 2146–2155. [Google Scholar] [CrossRef]
- Corbin, A.C.; Soulat, D.; Ferreira, M.; Labanieh, A.R.; Gabrion, X.; Malécot, P.; Placet, V. Towards hemp fabrics for high-performance composites: Influence of weave pattern and features. Compos. Part B Eng. 2020, 181, 107582. [Google Scholar] [CrossRef]
- Temesgen, A.G.; Sahu, O. Effect of Weaving Structures on the Mechanical Properties of Woven Fabric Reinforced Composites. Indian J. Eng. 2021, 18, 102–108. [Google Scholar]
- Thiruchitrambalam, M.; Veerapandiyan, K.; Suresh, A.G.; Praveen, R. Effect of weaving architecture on the mechanical properties of polyester/eco-friendly lyocell composite. AIP Conf. Proc. 2022, 2426, 020023. [Google Scholar]
Figure 1.
Sequential operations in the manufacturing of fabrics. Reprinted from [20].
Figure 1.
Sequential operations in the manufacturing of fabrics. Reprinted from [20].

Figure 2.
Basic production process for woven textiles: the warp filaments are opened, while the weft filaments move orthogonally in two opposing directions. Reprinted from [19].
Figure 2.
Basic production process for woven textiles: the warp filaments are opened, while the weft filaments move orthogonally in two opposing directions. Reprinted from [19].
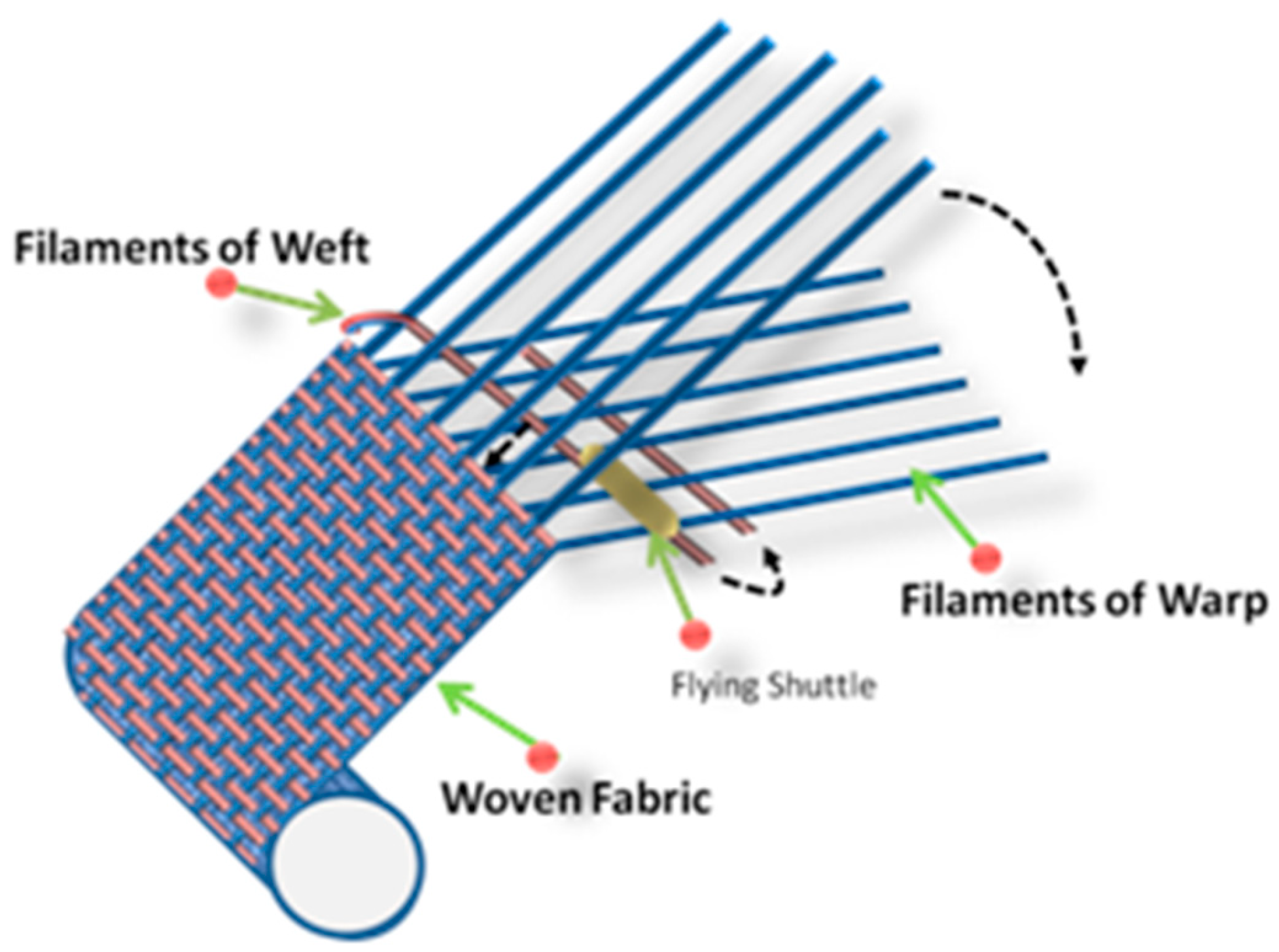
Figure 3.
Schematic of 2D planar and 3D fibrous structures: (a) woven, (b) braided, (c) knitted, (d) non-woven, and (e) tridimensional. Reprinted from [19,20].

Figure 4.
Schematic of various weaving combinations in woven textiles: plain weave (1), twill 2/1 (2), basket 2/1 (3), twill 3/1 (4), twill 2/2 (5), warp satin (4 healds) (6), basket 2/2 (7), warp satin (6 healds) (8), twill 5/1 1/1 1/1 1/1 (9), leno 3/3 (10), twill 7/1 1/1 1/1 (11), twill 4/2 1/1 1/1 1/1 (12), weave based on plain weave (13), diamond specular broken twill 1/1 3/2 (14), and diamond negative broken twill 1/1 2/2 (15). Reprinted from [22].
Figure 4.
Schematic of various weaving combinations in woven textiles: plain weave (1), twill 2/1 (2), basket 2/1 (3), twill 3/1 (4), twill 2/2 (5), warp satin (4 healds) (6), basket 2/2 (7), warp satin (6 healds) (8), twill 5/1 1/1 1/1 1/1 (9), leno 3/3 (10), twill 7/1 1/1 1/1 (11), twill 4/2 1/1 1/1 1/1 (12), weave based on plain weave (13), diamond specular broken twill 1/1 3/2 (14), and diamond negative broken twill 1/1 2/2 (15). Reprinted from [22].

Figure 5.
Materials commonly used in textile fibers.

Figure 6.
Chemical structures of some fiber components: cellulose [51]; keratin [52]; lignin [53]; and fibroin [54].

Figure 7.
Typical load–displacement curve during tensile testing of woven fabrics (a). Schematics of: the crimp region (b); the elastic region (c); the non-linear failure region (d) and yarn fracture (e). Reprinted from [56].
Figure 7.
Typical load–displacement curve during tensile testing of woven fabrics (a). Schematics of: the crimp region (b); the elastic region (c); the non-linear failure region (d) and yarn fracture (e). Reprinted from [56].

Figure 8.
Load–displacement curves for PP-based fabrics: (a) neat PP in the warp and weft directions, and (b) impregnated PP in the weft direction. Four distinct polyurethane dispersions were used for the impregnation: polyether-based (PU-PETH), polyester-based (PU-EST), polycarbonate-based (PU-CAR), and containing perfluoropolyether backbone (PU-PFPE). Reprinted from [57].
Figure 8.
Load–displacement curves for PP-based fabrics: (a) neat PP in the warp and weft directions, and (b) impregnated PP in the weft direction. Four distinct polyurethane dispersions were used for the impregnation: polyether-based (PU-PETH), polyester-based (PU-EST), polycarbonate-based (PU-CAR), and containing perfluoropolyether backbone (PU-PFPE). Reprinted from [57].

Figure 9.
Interlacing points in a woven plain structure.
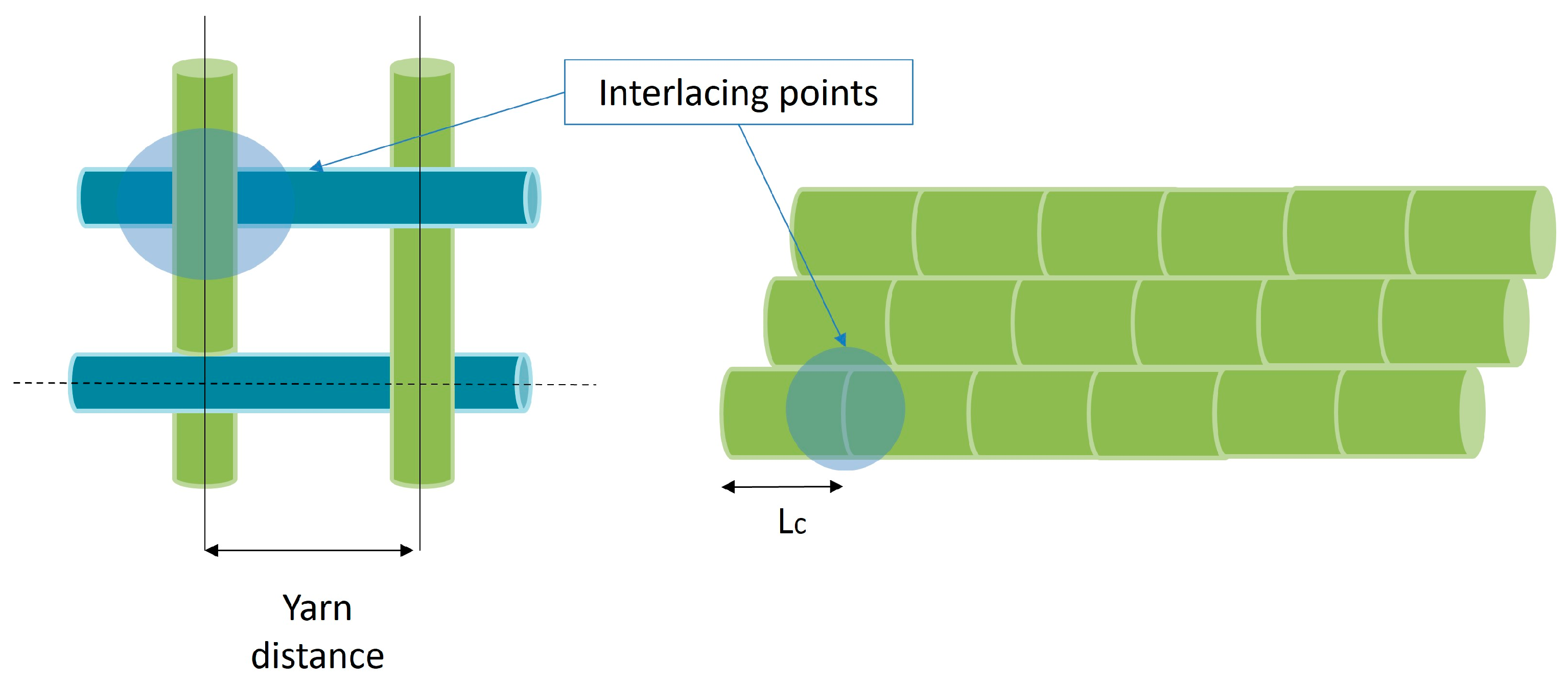
Figure 10.
Tensile strength as a function of the UV exposure of yarns and fabrics (100% aramid, two-ply). The yarn count in sample A and sample B was 18.9 Ne (312 dtex) and 25.0 Ne (236 dtex), respectively. Reprinted from [73].
Figure 10.
Tensile strength as a function of the UV exposure of yarns and fabrics (100% aramid, two-ply). The yarn count in sample A and sample B was 18.9 Ne (312 dtex) and 25.0 Ne (236 dtex), respectively. Reprinted from [73].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Components, density (g/cm3), Young’s modulus (GPa), and tensile strength (MPa) of the main fibers.
Table 1.
Components, density (g/cm3), Young’s modulus (GPa), and tensile strength (MPa) of the main fibers.
| Chemical Composition (Main Components) | Density (g/cm3) | Young’s Modulus (GPa) | Tensile Strength (MPa) | |
|---|---|---|---|---|
| Plant-based Fibers | ||||
| Cotton | 99% cellulose [29] | 1.3–1.9 [30]; 1.5–1.6 [31] | 5.1–13 [30]; 5.5–12.6 [31] | 287–597 [30]; 287–800 [31] |
| Hemp | 55–90% cellulose; 15–22% hemicellulose; 4–13% lignin [32] | 1.47 [30]; 1.4–1.5 [31] | 50 [30]; 23.5–90 [31] | 690 [30]; 270–900 [31] |
| Sisal | 78% cellulose; 8% lignin; 10% hemicellulose [33] | 1.33–1.5 [30,31] | 9.2 [30]; 9–38 [31] | 511–635 [30]; 363–700 [31] |
| Banana | 71.08% cellulose; 12.61% hemicellulose; 7.67% lignin [34] | 0.95–1.5 [30]; 1.35 [35] | 10–14 [30]; 4–32.7 [35] | 498–502 [30]; 711–789 [35] |
| Ramie | 90% cellulose; 14.0–17.9% hemicellulose; 0.8–1.5% linin [36] | 1.3–1.8 [30]; 1 [37] | 61–130 [30]; 61.4–128 [37] | 400–1100 [30]; 400–938 [37] |
| Jute | 58~63% cellulose; 20~24% hemicellulose; 12~15% lignin [38] | 1.1–1.68 [30]; 1.3–1.45 [37] | 9.5–31 [30]; 13–26.5 [37] | 390–775 [30]; 393–773 [37] |
| Kenaf | 70% cellulose; 19% hemicellulose; 0.8–3% lignin [39] | 1.2–1.6 [40]; 1.2 [35] | 41 [40]; 11–60 [35] | 745–930 [40]; 223–1191 [35] |
| Animal-based Fibers | ||||
| Wool | 33% keratin; 26% dirt; 28% suint; 12% fat [41] | 1.3 [25]; 1.32 [31] | 2.3–5 [25]; 2.7–17 [31] | 50–315 [25]; 180–240 [31] |
| Silk | 75–83% fibroin; 17–25% sericin; 1.5% wax [42] | 1.3 [25]; 1.37 [31] | 5–25 [25]; 14 [31] | 100–1500 [25]; 340–620 [31] |
| Mineral-based Fibers | ||||
| Asbestos | 28–68% SiO2; 0–34% FeO; 0.3–18% Fe2O3; 0–12.5% Al2O3; 0.6–40% MgO; 0.13–11.5% CaO; 0–5.8% Na2O; 0–4.35% K2O; 0.03–3.6% MnO [43] | 2.5–6 [44] | / | 1000–4600 [44] |
| Organic Synthetic Fibers | ||||
| Polyester | Terephthalic acid | 1.2–2.5 [40] | 2 [40] | 40–90 [40] |
| Polyamide | Caprolactam(nylon–6); Adipic acid (nylon–6,6) | 1.16 [45] | 5.3 [45] | 919 [45] |
| Polypropylene | Propylene | 0.9 [30] | 8 [30] | 800 [30] |
| Viscose | 97% cellulose [46] | 1.50 [47] | 11 [48] | 593 [48] |
| Lyocell | 87% cellulose [49] | 1.52 [47] | 36 [50] | 1400 [50] |
Table 2.
Prospective studies on the use of textile structures as reinforcement in composite laminates.
Table 2.
Prospective studies on the use of textile structures as reinforcement in composite laminates.
| Weaving Parameters | Materials | Applications | Year |
|---|---|---|---|
| Weave type (satin and basket patterns) | Hemp-fiber/polylactide acid | Composite applications | 2015 [94] |
| Linear density and yarn structure | Ramie fiber yarns/epoxy resin | Impact critical components | 2016 [95] |
| Yarn twist | Flax fiber/epoxy resins | Technical applications | 2017 [96] |
| Weave type (Plain, basket, herringbone, and intra-ply) | Hybrid fabric (jute/banana)/polyester resin | Low- and medium-load applications | 2018 [97] |
| Weave designs (plain, matt, twill) | E-glass fabric/epoxy resin | Composite applications | 2019 [98] |
| Weave designs (plain weave, satin 6, twill 6) | Hemp fabric/epoxy resin | Composite applications | 2020 [99] |
| Weave designs (plain and basket) | Enset fibers/bioresin | Light-weight applications | 2021 [100] |
| Weaving architecture (woven, knitted) | Lyocell fabrics/polyester resin | Composite laminate | 2022 [101] |
| Weave arrangements | Cotton, bamboo and cotton-bamboo fabric/epoxy resin | Structural or semi-structural components in light-weight applications | 2023 [16] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Patti, A.; Acierno, D. Materials, Weaving Parameters, and Tensile Responses of Woven Textiles. Macromol 2023, 3, 665-680. https://doi.org/10.3390/macromol3030037
AMA Style
Patti A, Acierno D. Materials, Weaving Parameters, and Tensile Responses of Woven Textiles. Macromol. 2023; 3(3):665-680. https://doi.org/10.3390/macromol3030037
Chicago/Turabian StylePatti, Antonella, and Domenico Acierno. 2023. "Materials, Weaving Parameters, and Tensile Responses of Woven Textiles" Macromol 3, no. 3: 665-680. https://doi.org/10.3390/macromol3030037