Enhancing Tool Performance in High-Speed End Milling of Ti-6Al-4V Alloy: The Role of AlCrN PVD Coatings and Resistance to Chipping Wear

 ,
,  , , ,
, , ,
Abstract
:1. Introduction
2. Experimental Procedure
3. Results and Discussion
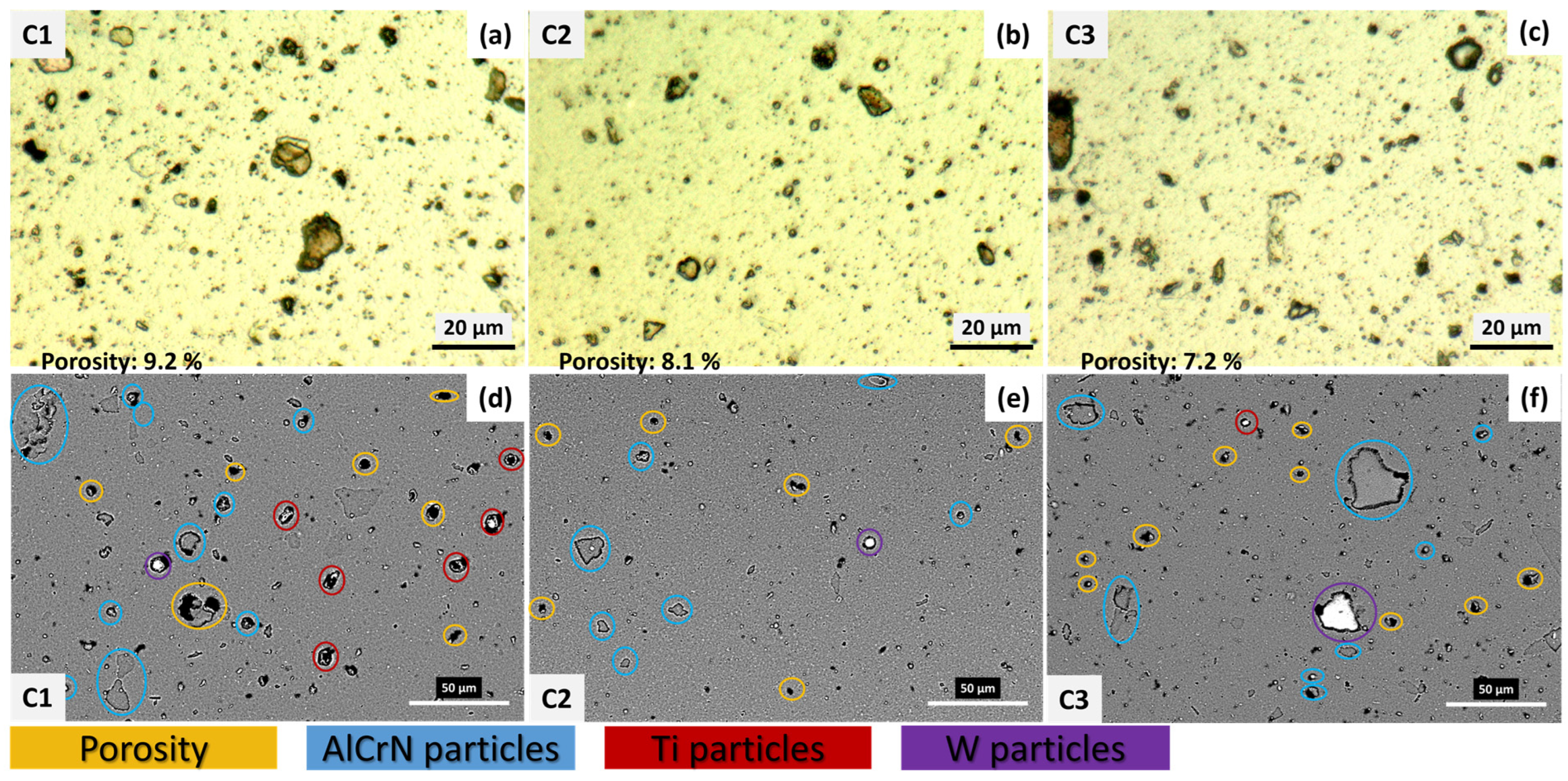
3.1. Characterization of AlCrN Coated Tools
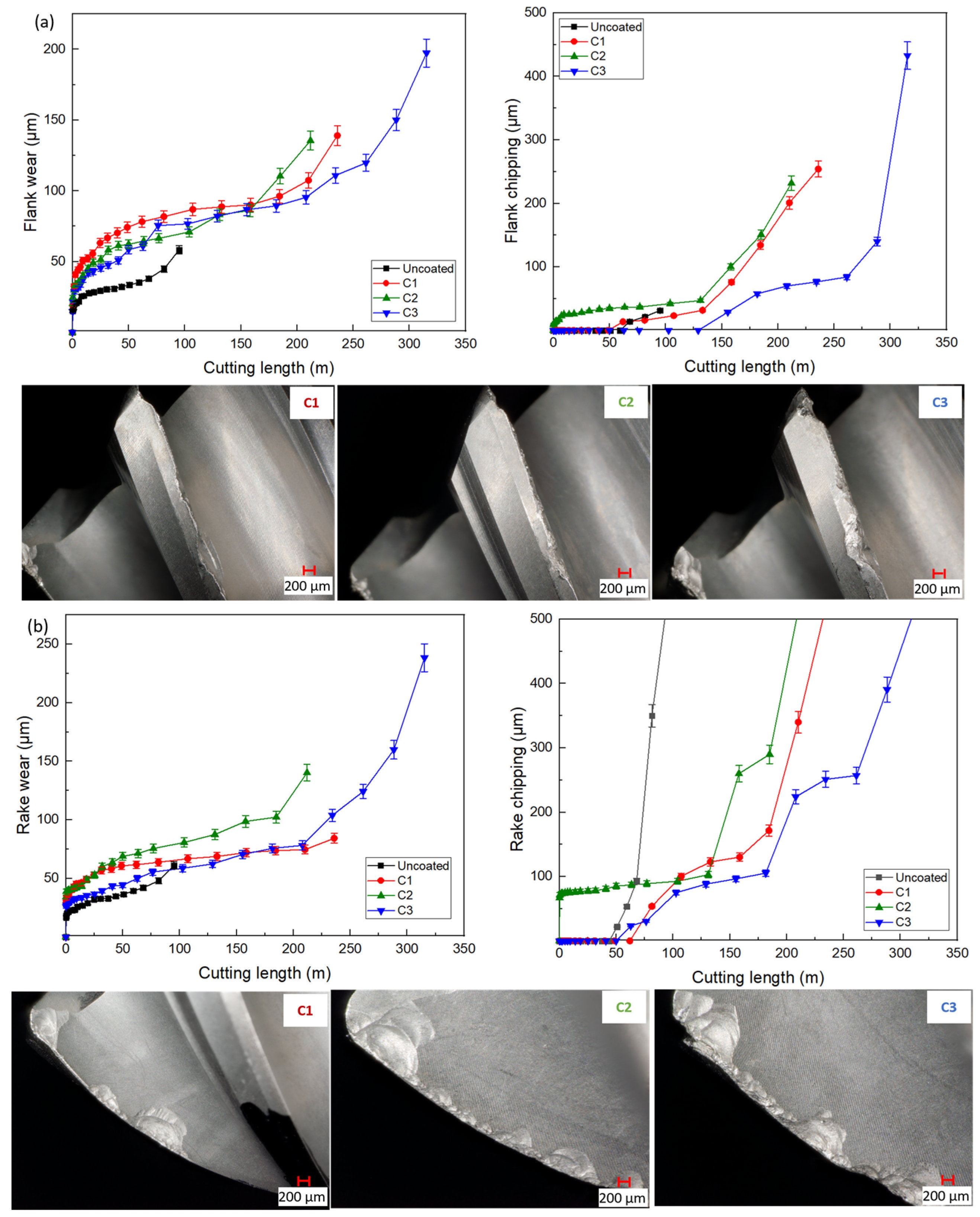
3.2. End Milling Test and Tool Wear Mechanism Analysis
4. Conclusions
- (1)
- The tool life test, mechanical properties analysis, and tool edge geometry measurement all confirmed that the C3-coated tool produced superior outcomes. This C3-AlCrN coating extended tool life by approximately 1.5 times compared to the other tools.
- (2)
- The longest tool life, obtained by the C3 tool, can be attributed to a combination of favorable mechanical properties (including H3/E2 and impact fatigue fracture) and uniform tool edge geometries (edge radius and angle). With these characteristics, the C3-coated tool was able to protect its cutting edge for a substantially longer time, which reduced the wear rate to some extent.
- (3)
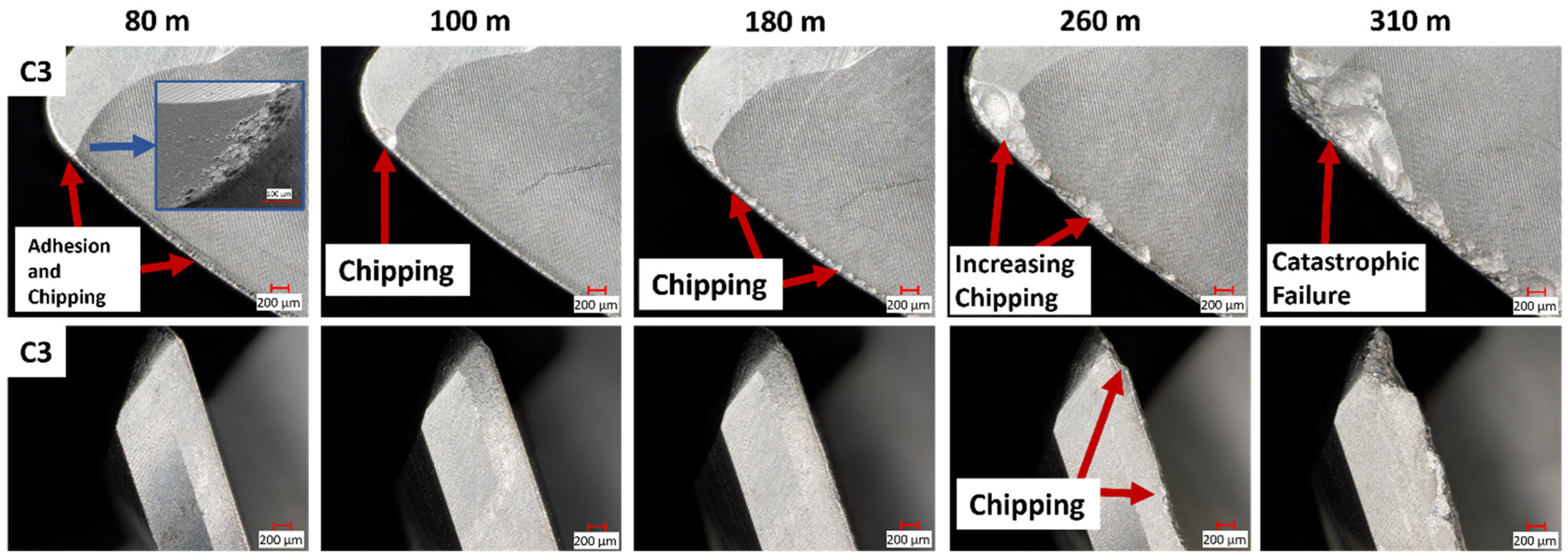
- The major wear mechanism of AlCrN PVD-coated tools when milling Ti-6Al-4V was identified as combined abrasion and adhesion, which resulted in significant chipping on all cutting tools. The chipping wear mode predominantly present on the tool rake face was the main factor responsible for tool failure in this study.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Nguyen, T.K. Fundamental Tool Wear Study in Turning of Ti-6Al-4V Alloy (Ti64) and Nano-Enhanced Minimum Quantity Lubrication (MQL) Milling; Michigan State University: East Lansing, MI, USA, 2015. [Google Scholar]
- Lagarde, Q.; Wagner, V.; Dessein, G.; Harzallah, M. Effect of Temperature on Tool Wear During Milling of Ti64. J. Manuf. Sci. Eng. 2021, 143, 071007. [Google Scholar] [CrossRef]
- Veiga, C.; Davim, J.P.; Loureiro, A. Properties and applications of titanium alloys: A brief review. Rev. Adv. Mater. Sci. 2012, 32, 14–34. [Google Scholar]
- Pramanik, A.; Islam, M.N.; Basak, A.; Littlefair, G. Machining and Tool Wear Mechanisms during Machining Titanium Alloys. In Engineering Materials and Application; Trans Tech Publications Ltd.: Bäch, Switzerland, 2013; pp. 338–343. [Google Scholar] [CrossRef]
- Ulutan, D.; Ozel, T. Machining induced surface integrity in titanium and nickel alloys: A review. Int. J. Mach. Tools Manuf. 2011, 51, 250–280. [Google Scholar] [CrossRef]
- Amin, A.K.M.N.; Ismail, A.F.; Khairusshima, M.K.N. Effectiveness of uncoated WC–Co and PCD inserts in end milling of titanium alloy—Ti–6Al–4V. J. Mater. Process. Technol. 2007, 192–193, 147–158. [Google Scholar] [CrossRef]
- Sahoo, P.; Singh, V.K.; Patra, K. Influences of tribological and mechanical properties of (Ti/Al)N and diamond like carbon coated tungsten carbide tool on machining and dynamic stability in micro milling of Ti6Al4V. J. Manuf. Process. 2023, 85, 915–934. [Google Scholar] [CrossRef]
- Rahman, M.; Wang, Z.; Wong, Y. A Review on High-Speed Machining of Titanium Alloys. JSME Int. J. Ser. C Mech. Syst. Mach. Elem. Manuf. 2006, 49, 11–20. [Google Scholar] [CrossRef]
- Jianxin, D.; Yousheng, L.; Wenlong, S. Diffusion wear in dry cutting of Ti–6Al–4V with WC/Co carbide tools. Wear 2008, 265, 1776–1783. [Google Scholar] [CrossRef]
- Hosseini, A.; Kishawy, H.A.; Hussein, H.M. Machinability of Titanium and Its Alloys. In Machinability of Advanced Materials; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2014; pp. 95–118. [Google Scholar] [CrossRef]
- Umbrello, D. Finite element simulation of conventional and high speed machining of Ti6Al4V alloy. J. Mater. Process. Technol. 2008, 196, 79–87. [Google Scholar] [CrossRef]
- Kumar, K.M.; Mathew, N.T.; Baburaj, M. Sustainable milling of Ti-6Al-4V super alloy using AlCrN and TiAlN coated tools. Mater. Today Proc. 2022, 50, 1732–1738. [Google Scholar] [CrossRef]
- Hosseini, A.; Kishawy, H.A. Cutting Tool Materials and Tool Wear. In Machining of Titanium Alloys; Davim, J.P., Ed.; Springer: Berlin/Heidelberg, Germany, 2014; pp. 31–56. [Google Scholar] [CrossRef]
- Nabhani, F. Machining of aerospace titanium alloys. Robot Comput. Integr. Manuf. 2001, 17, 99–106. [Google Scholar] [CrossRef]
- Soroka, O.B. Evaluation of residual stresses in PVD-coatings. Part 1. Review. Strength Mater. 2010, 42, 287–296. [Google Scholar] [CrossRef]
- Abadias, G.; Chason, E.; Keckes, J.; Sebastiani, M.; Thompson, G.B.; Barthel, E.; Doll, G.L.; Murray, C.E.; Stoessel, C.H.; Martinu, L. Review Article: Stress in thin films and coatings: Current status, challenges, and prospects. J. Vac. Sci. Technol. A 2018, 36, 20801. [Google Scholar] [CrossRef]
- Patro, S.S.; Roy, S.; Sahoo, A.K. Investigation of influence of design on residual stress at free edge of multilayer Ti/AlN coatings by PVD using FEM. Int. J. Interact. Des. Manuf. JIDeM 2023, 17, 2987–2998. [Google Scholar] [CrossRef]
- Liu, J.; Wang, Y.; Liu, G.; Hua, J.; Deng, X. Properties and Performance of TiAlSiN and AlCrN Monolayer and Multilayer Coatings for Turning Ti-6Al-4V. Coatings 2023, 13, 1229. [Google Scholar] [CrossRef]
- Mishra, S.K.; Ghosh, S.; Aravindan, S. Characterization and machining performance of laser-textured chevron shaped tools coated with AlTiN and AlCrN coatings. Surf. Coat. Technol. 2018, 334, 344–356. [Google Scholar] [CrossRef]
- Reiter, A.E.; Derflinger, V.H.; Hanselmann, B.; Bachmann, T.; Sartory, B. Investigation of the properties of Al1–xCrxN coatings prepared by cathodic arc evaporation. Surf. Coat. Technol. 2005, 200, 2114–2122. [Google Scholar] [CrossRef]
- Mo, J.L.; Zhu, M.H.; Leyland, A. Matthews, Impact wear and abrasion resistance of CrN, AlCrN and AlTiN PVD coatings. Surf. Coat. Technol. 2013, 215, 170–177. [Google Scholar] [CrossRef]
- Feng, Y.; Zhang, L.; Ke, R.; Wan, Q.; Wang, Z.; Lu, Z. Thermal stability and oxidation behavior of AlTiN, AlCrN and AlCrSiWN coatings. Int. J. Refract. Metals Hard Mater. 2014, 43, 241–249. [Google Scholar] [CrossRef]
- Zhang, J.; Ling, L.; Luo, D.; Deng, C.; Huang, X.; Tao, G.; Cao, H. Cutting performance and surface quality of Ti-6Al-4V by longitudinal ultrasonic vibration-assisted high-speed dry milling with coated carbide tools. Int. J. Adv. Manuf. Technol. 2023, 126, 5583–5596. [Google Scholar] [CrossRef]
- Kim, D.; Swan, S.R.; He, B.; Khominich, V.; Bell, E.; Lee, S.-W.; Kim, T.-G. A study on the machinability of advanced arc PVD AlCrN-coated tungsten carbide tools in drilling of CFRP/titanium alloy stacks. Carbon Lett. 2021, 31, 497–507. [Google Scholar] [CrossRef]
- ISO 19252:2008; Plastics—Determination of Scratch Properties, Technical Committee ISO/TC 61, Plastics, Subcommittee SC 2, Mechanical Properties. ISO: Geneva, Switzerland, 2008.
- ISO 8688-2:1989; Tool Life Testing in Milling—Part 2: End Milling. ISO: Geneva, Switzerland, 1989.
- Panjan, P.; Cekada, M. Growth defects in PVD hard coatings Growth defects in PVD hard coatings. Vaccum 2009, 84, 209–214. [Google Scholar] [CrossRef]
- Polcar, T.; Cavaleiro, A. High temperature properties of CrAlN, CrAlSiN and AlCrSiN coatings—Structure and oxidation. Mater. Chem. Phys. 2011, 129, 195–201. [Google Scholar] [CrossRef]
- Kumar, T.S.; Prabu, S.B.; Manivasagam, G.; Padmanabhan, K.A. Comparison of TiAlN, AlCrN, and AlCrN/TiAlN coatings for cutting-tool applications. Int. J. Miner. Metall. Mater. 2014, 21, 796–805. [Google Scholar] [CrossRef]
- Khatibi, A.; Sjölen, J.; Greczynski, G.; Jensen, J.; Eklund, P.; Hultman, L. Structural and mechanical properties of Cr–Al–O–N thin films grown by cathodic arc deposition. Acta Mater. 2012, 60, 6494–6507. [Google Scholar] [CrossRef]
- Kumar, T.S.; Prabu, S.B.; Manivasagam, G. Metallurgical Characteristics of TiAlN/AlCrN Coating Synthesized by the PVD Process on a Cutting Insert. J. Mater. Eng. Perform. 2014, 23, 2877–2884. [Google Scholar] [CrossRef]
- Barber, Z.H. The Structure of Vapor-Deposited Materials. In Reference Module in Materials Science and Materials Engineering; Elsevier: Amsterdam, The Netherlands, 2016. [Google Scholar] [CrossRef]
- He, Q.; Paiva, J.M.; Kohlscheen, J.; Beake, B.D.; Veldhuis, S.C. Study of wear performance and tribological characterization of AlTiN PVD coatings with different Al/Ti ratios during ultra-high speed turning of stainless steel 304. Int. J. Refract. Metals Hard Mater. 2021, 96, 105488. [Google Scholar] [CrossRef]
- Lan, R.; Wang, C.; Ma, Z.; Lu, G.; Wang, P.; Han, J. Effects of arc current and bias voltage on properties of AlCrN coatings by arc ion plating with large target. Mater. Res. Express 2019, 6, 116457. [Google Scholar] [CrossRef]
- He, Q.; Paiva, J.M.; Kohlscheen, J.; Beake, B.D.; Veldhuis, S.C. An integrative approach to coating/carbide substrate design of CVD and PVD coated cutting tools during the machining of austenitic stainless steel. Ceram. Int. 2020, 46, 5149–5158. [Google Scholar] [CrossRef]
- ASTM C1624-22; Standard Test Method for Adhesion Strength and Mechanical Failure Modes of Ceramic Coatings by Quantitative Single Point Scratch Testing. ASTM International: West Conshohocken, PA, USA, 2022.
- Gilewicz, A.; Kuznetsova, T.; Aizikovich, S.; Lapitskaya, V.; Khabarava, A.; Nikolaev, A.; Warcholinski, B. Comparative Investigations of AlCrN Coatings Formed by Cathodic Arc Evaporation under Different Nitrogen Pressure or Arc Current. Materials 2021, 14, 304. [Google Scholar] [CrossRef]
- Evans, A.G.; Hutchinson, J.W. The mechanics of coating delamination in thermal gradients. Surf. Coat. Technol. 2007, 201, 7905–7916. [Google Scholar] [CrossRef]
- Li, T.; Li, M.; Zhou, Y. Phase segregation and its effect on the adhesion of Cr–Al–N coatings on K38G alloy prepared by magnetron sputtering method. Surf. Coat. Technol. 2007, 201, 7692–7698. [Google Scholar] [CrossRef]
- Beake, B.D.; Smith, J.F.; Gray, A.; Fox-Rabinovich, G.S.; Veldhuis, S.C.; Endrino, J.L. Investigating the correlation between nano-impact fracture resistance and hardness/modulus ratio from nanoindentation at 25–500 °C and the fracture resistance and lifetime of cutting tools with Ti1−xAlxN (x = 0.5 and 0.67) PVD coatings in milling operations. Surf. Coat. Technol. 2007, 201, 4585–4593. [Google Scholar] [CrossRef]
- Beake, B.D.; Smith, J.F. Nano-impact testing—An effective tool for assessing the resistance of advanced wear-resistant coatings to fatigue failure and delamination. Surf. Coat. Technol. 2004, 188–189, 594–598. [Google Scholar] [CrossRef]
- Beake, B.D.; Ning, L.; Gey, C.; Veldhuis, S.C.; Kornberg, A.B.; Weaver, A.; Khanna, M.; Fox-Rabinovich, G.S. Wear performance of different PVD coatings during hard wet end milling of H13 tool steel. Surf. Coat. Technol. 2015, 279, 118–125. [Google Scholar] [CrossRef]
- Amirnasiri, A.; Haghshenas, M.S.; Parvin, N. Damaging of cemented carbide end mill with different grain sizes: Experimental and simulation. Rare Met. 2021, 40, 671–678. [Google Scholar] [CrossRef]
- García, J.; Ciprés, V.C.; Blomqvist, A.; Kaplan, B. Cemented carbide microstructures: A review. Int. J. Refract. Metals Hard Mater. 2019, 80, 40–68. [Google Scholar] [CrossRef]
- ISO 4499-2:2008; Hardmetals—Metallographic Determination of Microstructure—Part 2: Measurement of WC Grain Size. ISO: Geneva, Switzerland, 2008.
- Teppernegg, T.; Czettl, C.; Michotte, C.; Mitterer, C. Arc evaporated Ti-Al-N/Cr-Al-N multilayer coating systems for cutting applications. Int. J. Refract. Metals Hard Mater. 2018, 72, 83–88. [Google Scholar] [CrossRef]
- Gilewicz, A.; Jedrzejewski, R.; Myslinski, P.; Warcholinski, B. Structure, Morphology, and Mechanical Properties of AlCrN Coatings Deposited by Cathodic Arc Evaporation. J. Mater. Eng. Perform. 2019, 28, 1522–1531. [Google Scholar] [CrossRef]
- Kohlscheen, J.; Bareiss, C. Effect of Hexagonal Phase Content on Wear Behaviour of AlTiN Arc PVD Coatings. Coatings 2018, 8, 72. [Google Scholar] [CrossRef]
- He, Q.; DePaiva, J.M.; Kohlscheen, J.; Veldhuis, S.C. Analysis of the performance of PVD AlTiN coating with five different Al/Ti ratios during the high-speed turning of stainless steel 304 under dry and wet cooling conditions. Wear 2022, 492–493, 204213. [Google Scholar] [CrossRef]
- Hedberg, G.K.; Shin, Y.C.; Xu, L. Laser-assisted milling of Ti-6Al-4V with the consideration of surface integrity. Int. J. Adv. Manuf. Technol. 2015, 79, 1645–1658. [Google Scholar] [CrossRef]
- Sivaraman, V.; Sankaran, S.; Vijayaraghavan, L. The Effect of Cutting Parameters on Cutting Force during Turning Multiphase Microalloyed Steel. Procedia CIRP 2012, 4, 157–160. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coatings | Designation | I/A | Ring (A) | Bias 1 (V) | t1 (min) | Bias 2 (V) | t2 (min) |
|---|---|---|---|---|---|---|---|
| C1 | High stress | 150 | 0.5 | 100 | 5 | 150 | 90 |
| C2 | Standard | 40 | 30 | 150 | 60 | ||
| C3 | Moderate stress | 100 | 90 | 0 | 0 |
| Cutting Speed (m/min) | 100 |  |
| Feed rate (mm/tooth) | 0.05 | |
| Number of teeth | 5 | |
| Depth of cut (mm) | 5 | |
| Radial depth of cut (mm) | 1 | |
| Coolant | 11% Flood | |
| Tool holder | HSK-100A |
| Element (%) | Al | V | Fe | C | N | O | Others | Ti |
|---|---|---|---|---|---|---|---|---|
| 6.3 | 3.86 | 0.2 | 0.018 | 0.003 | 0.181 | 0.09 | Balance | |
| Hardness (GPa) | Tensile strength (MPa) | Yield strength (MPa) | ||||||
| 5.8 | 895 | 828 | ||||||
| Coatings | C1 | C2 | C3 |
|---|---|---|---|
| Hardness (GPa) | 39.2 ± 3.0 | 38.3 ± 3.4 | 37.6 ± 3.6 |
| Reduced elastic modulus (GPa) | 393 ± 22 | 380 ± 30 | 373 ± 29 |
| H/E | 0.100 | 0.101 | 0.101 |
| H3/E2 | 0.390 | 0.389 | 0.382 |
| Plasticity Index, PI | 0.350 | 0.350 | 0.350 |
| Lc1 (N) | 20.7 ± 1.3 | 24.9 ± 1.8 | 17.7 ± 0.3 |
| Lc2 (N) | 32.6 ± 0.9 | 36.8 ± 1.2 | 29.6 ± 0.9 |
| Lc3 (N) | 55.2 ± 0.9 | 59.5 ± 0.9 | 55.6 ± 0.1 |
| Surface average, Sa (μm) | 0.25 ± 0.01 | 0.24 ± 0.01 | 0.22 ± 0.01 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, Q.; Saciotto, V.; DePaiva, J.M.; Guimaraes, M.C.; Kohlscheen, J.; Martins, M.M.; Veldhuis, S.C. Enhancing Tool Performance in High-Speed End Milling of Ti-6Al-4V Alloy: The Role of AlCrN PVD Coatings and Resistance to Chipping Wear. J. Manuf. Mater. Process. 2024, 8, 68. https://doi.org/10.3390/jmmp8020068
He Q, Saciotto V, DePaiva JM, Guimaraes MC, Kohlscheen J, Martins MM, Veldhuis SC. Enhancing Tool Performance in High-Speed End Milling of Ti-6Al-4V Alloy: The Role of AlCrN PVD Coatings and Resistance to Chipping Wear. Journal of Manufacturing and Materials Processing. 2024; 8(2):68. https://doi.org/10.3390/jmmp8020068
Chicago/Turabian StyleHe, Qianxi, Victor Saciotto, Jose M. DePaiva, Monica C. Guimaraes, Joern Kohlscheen, Marcelo M. Martins, and Stephen C. Veldhuis. 2024. "Enhancing Tool Performance in High-Speed End Milling of Ti-6Al-4V Alloy: The Role of AlCrN PVD Coatings and Resistance to Chipping Wear" Journal of Manufacturing and Materials Processing 8, no. 2: 68. https://doi.org/10.3390/jmmp8020068