
Investigating the Friction Behavior of Turn-Milled High Friction Surface Microstructures under Different Tribological Influence Factors

Abstract
:1. Introduction
2. Materials and Methods
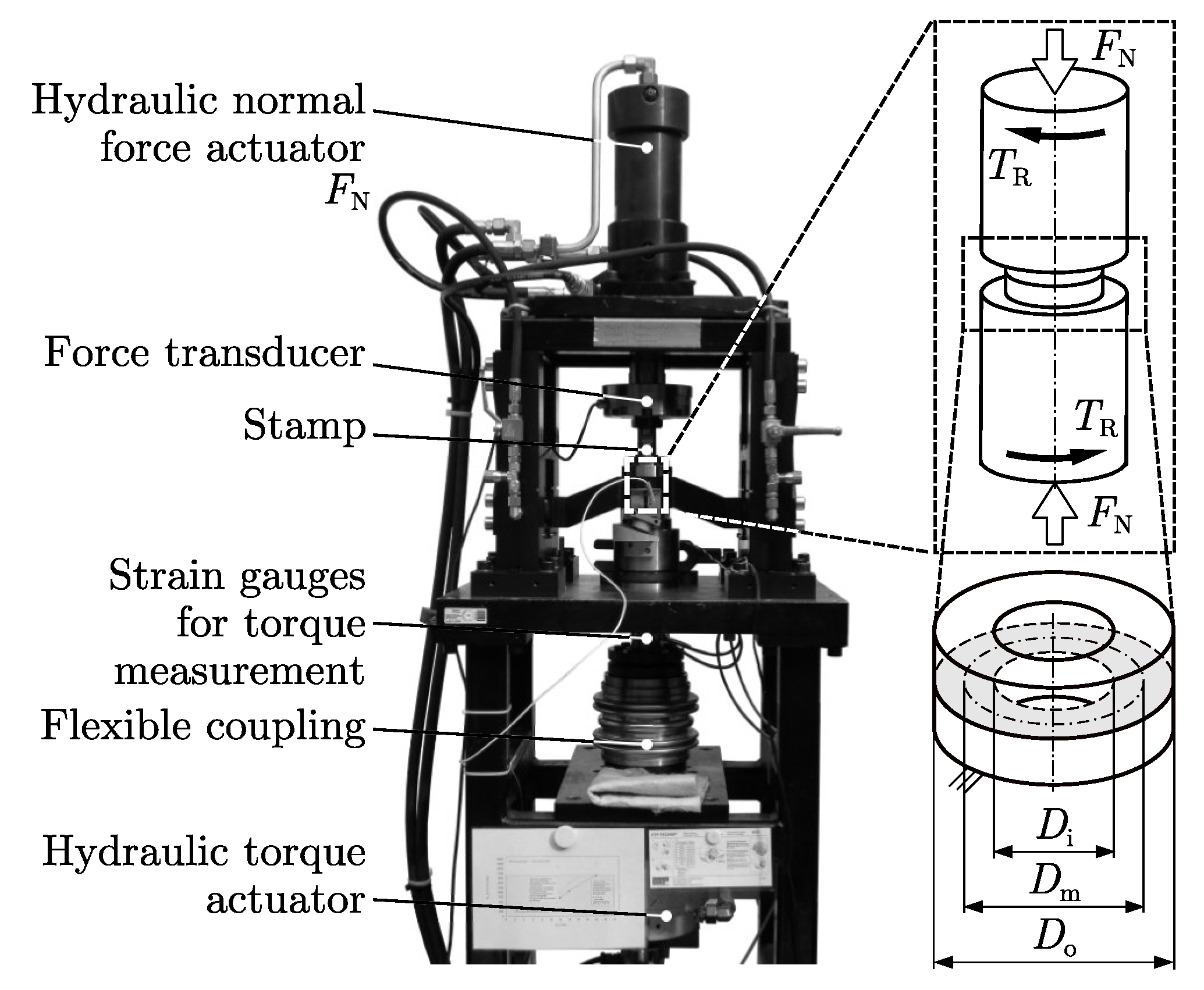
2.1. Evaluation of the Coefficient of Static Friction
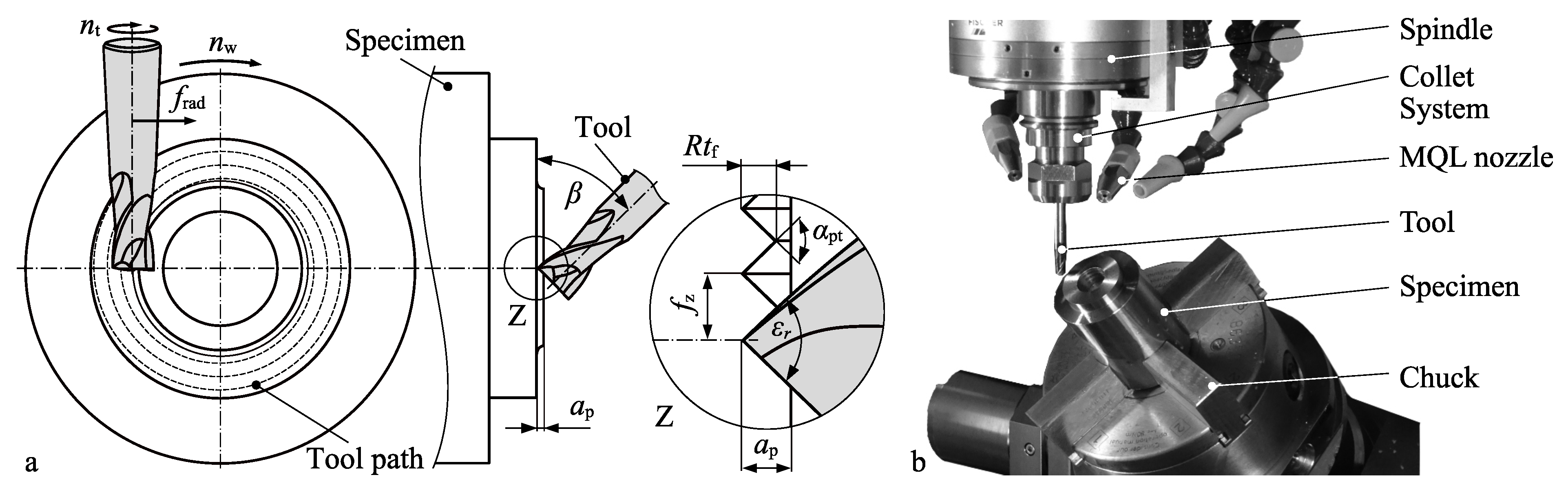
2.2. Surface Microstructuring
2.3. Surface Evaluation
2.4. Tribological Influence Factors
3. Results and Discussion
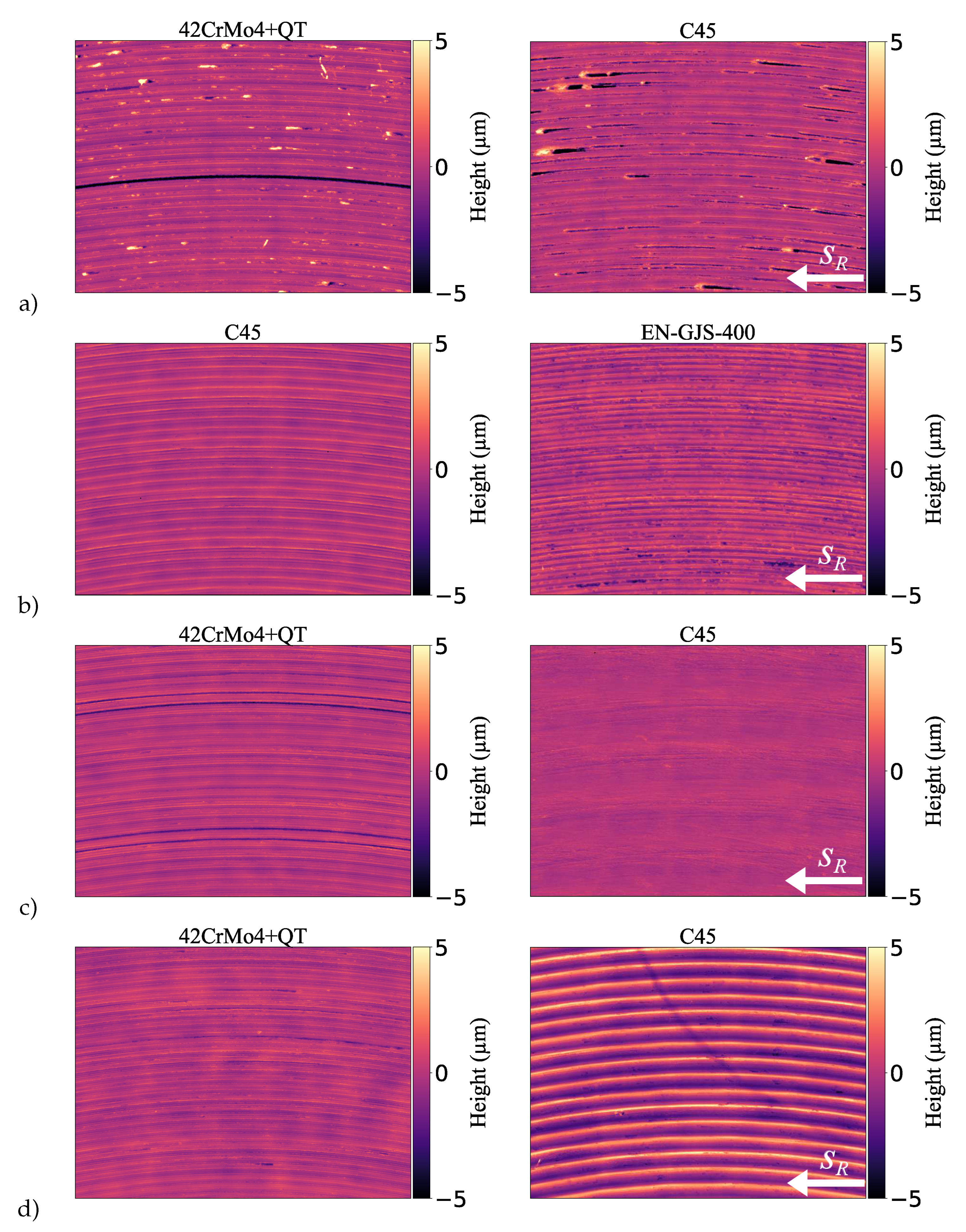
3.1. Surface Topography of Microstructured Specimens
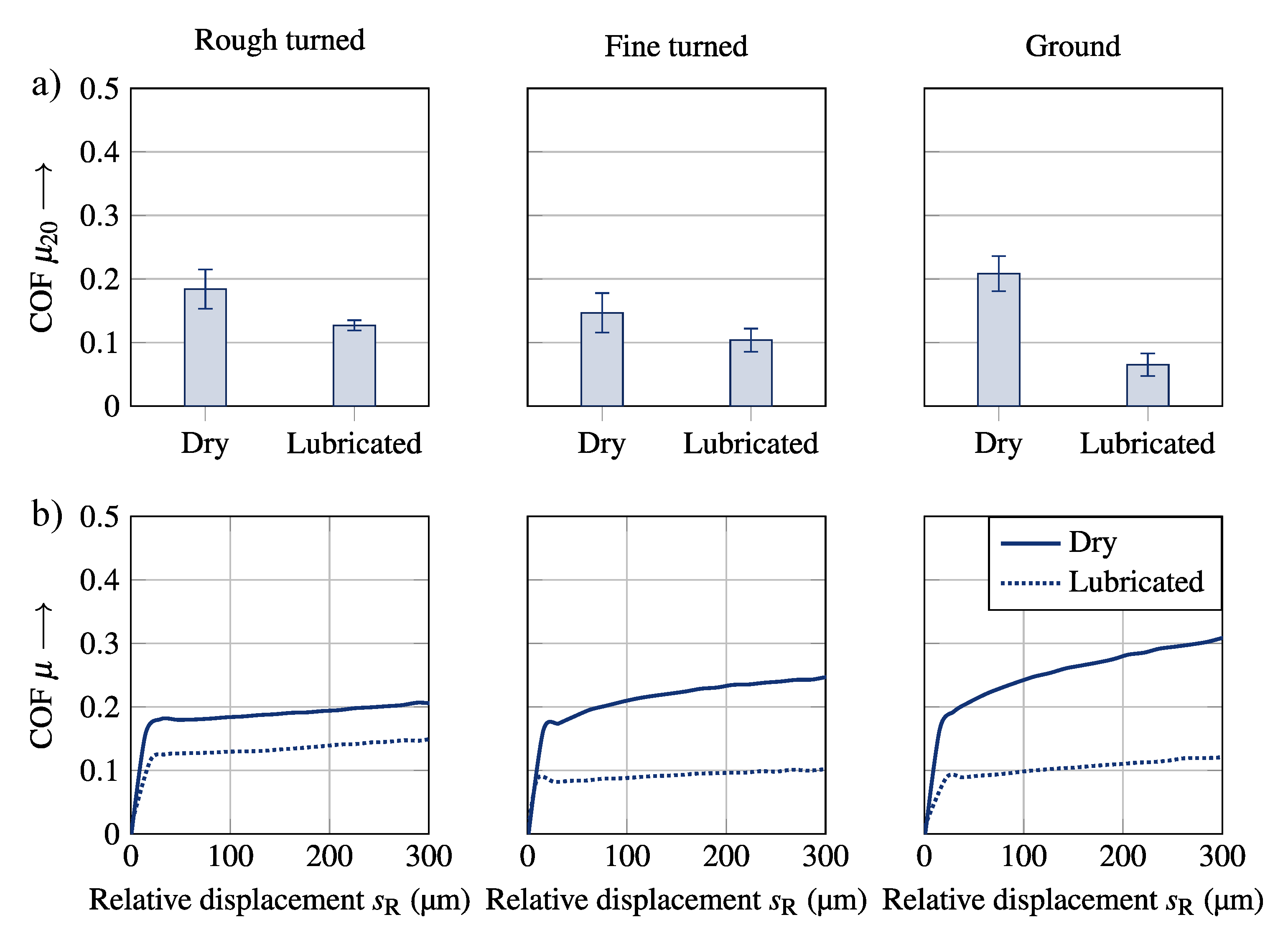
3.2. Friction Properties of the Unstructured Specimens
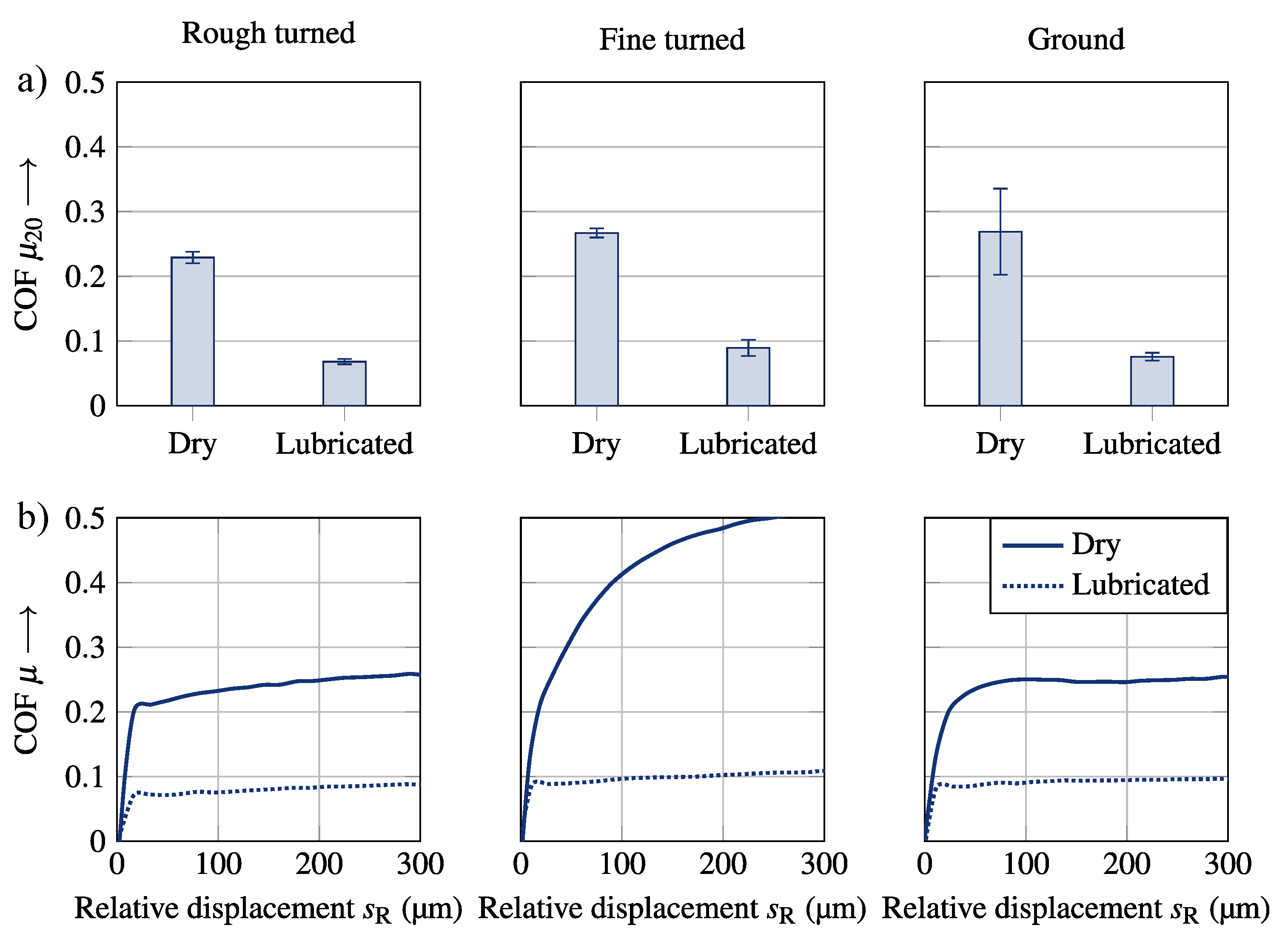
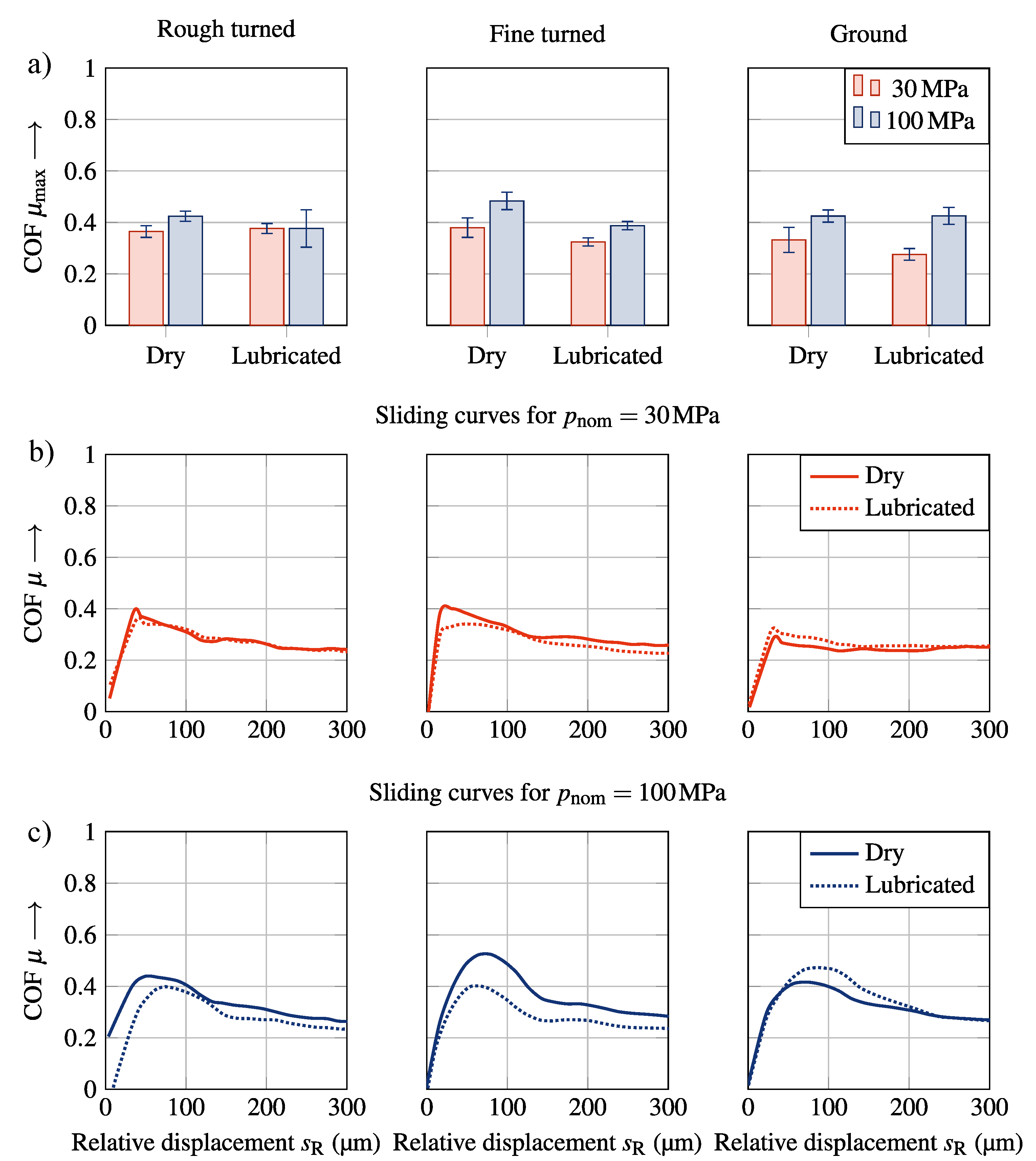
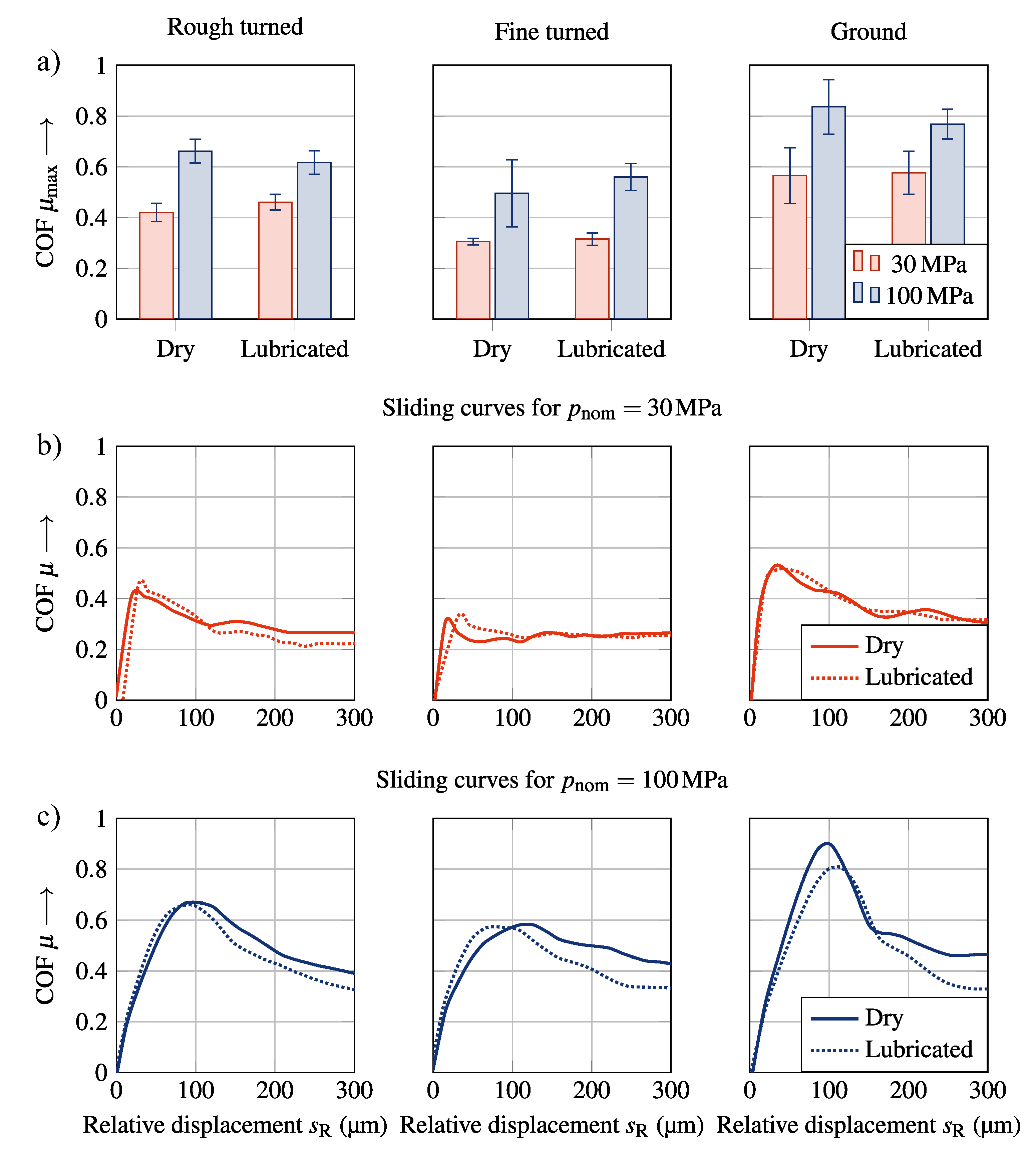
3.3. Friction Properties of the Microstructured Specimens
3.4. Contact Surface Evaluation after Testing
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| COF | Coefficient of friction |
References
- Persson, B.N.J.; Sivebaek, I.M.; Samoilov, V.N.; Zhao, K.; Volokitin, A.I.; Zhang, Z. On the origin of Amonton’s friction law. J. Phys. Condens. Matter 2008, 20, 395006. [Google Scholar] [CrossRef]
- Blau, P.J. The significance and use of the friction coefficient. Tribol. Int. 2001, 34, 585–591. [Google Scholar] [CrossRef]
- Hanaor, D.A.; Gan, Y.; Einav, I. Static friction at fractal interfaces. Tribol. Int. 2016, 93, 229–238. [Google Scholar] [CrossRef]
- Bowden, F.P.; Tabor, D. The Friction and Lubrication of Solids; Oxford Classic Texts in the Physical Sciences; Clarendon Press: Oxford, UK; Oxford University Press: Oxford, UK; New York, NY, USA, 2001. [Google Scholar]
- Bartel, D. Berechnung von Festkörper- und Mischreibung bei Metallpaarungen; Number 2001,1 in Fortschritte in der Maschinenkonstruktion; Shaker: Aachen, Germany, 2001. [Google Scholar]
- Bartel, D. Simulation von Tribosystemen; Vieweg+Teubner: Wiesbaden, Germany, 2010. [Google Scholar] [CrossRef]
- Patil, D.B.; Eriten, M. Effects of interfacial strength and roughness on the static friction coefficient. Tribol. Lett. 2014, 56, 355–374. [Google Scholar] [CrossRef]
- Suh, N.P.; Sin, H.C. The genesis of friction. Wear 1981, 69, 91–114. [Google Scholar] [CrossRef]
- Buckley, D.H. Definition and effect of chemical properties of surfaces in friction, wear, and lubrication. In Proceedings of the International Conference on Tribology, Cambridge, MA, USA, 17–19 May 1978. Number NASA-TM-73806. [Google Scholar]
- Czichos, H.; Sturm, H. Tribologische Mess- und Prüftechnik. In Tribologie-Handbuch; Czichos, H., Habig, K.H., Eds.; Springer Fachmedien Wiesbaden: Wiesbaden, Germany, 2015; pp. 215–280. [Google Scholar]
- Zum Gahr, K.H. Microstructure and Wear of Materials; Number 10 in Tribology Series; Elsevier: Amsterdam, The Netherlands; New York, NY, USA, 1987. [Google Scholar]
- Spikes, H.; Tysoe, W. On the Commonality Between Theoretical Models for Fluid and Solid Friction, Wear and Tribochemistry. Tribol. Lett. 2015, 59, 21. [Google Scholar] [CrossRef]
- Kragel’skij, I.V.; Dobyčin, N.; Kombalov, V.S.; Kragel’skij, I.V. Grundlagen der Berechnung von Reibung und Verschleiß; Hanser: München, Germany, 1983. [Google Scholar]
- Straffelini, G. A simplified approach to the adhesive theory of friction. Wear 2001, 249, 78–84. [Google Scholar] [CrossRef]
- Rabinowicz, E.; Tanner, R.I. Friction and Wear of Materials. J. Appl. Mech. 1966, 33, 479. [Google Scholar] [CrossRef]
- Lancaster, J. A review of the influence of environmental humidity and water on friction, lubrication and wear. Tribol. Int. 1990, 23, 371–389. [Google Scholar] [CrossRef]
- Sutcliffe, M.P. Surface Finish and Friction in Cold Metal Rolling; Woodhead Publishing Limited: Sawston, UK, 2002; pp. 19–59. [Google Scholar] [CrossRef]
- Rosenkranz, A.; Reinert, L.; Gachot, C.; Mücklich, F. Alignment and wear debris effects between laser-patterned steel surfaces under dry sliding conditions. Wear 2014, 318, 49–61. [Google Scholar] [CrossRef]
- Reiß, F. Modellprüfverfahren zur Ermittlung realer Haftreibwerte von gefügten Maschinenelementen; Technische Universität Chemnitz: Chemnitz, Germany, 2020. [Google Scholar]
- Branko, I.; Miroslav, Ð.; Dušan, S. The influence of the contact surface roughness on the static friction coefficient. Tribol. Ind. 2000, 22, 41. [Google Scholar]
- Usuba, S.; Heimann, R. Dense Si3N4 Coatings with High Friction Coefficient Deposited by High-Velocity Pulsed Plasma Spraying. J. Therm. Spray Technol. 2006, 15, 356–363. [Google Scholar] [CrossRef]
- Terleeva, O.P.; Slonova, A.I.; Rogov, A.B.; Matthews, A.; Yerokhin, A. Wear Resistant Coatings with a High Friction Coefficient Produced by Plasma Electrolytic Oxidation of Al Alloys in Electrolytes with Basalt Mineral Powder Additions. Materials 2019, 12, 2738. [Google Scholar] [CrossRef] [Green Version]
- Kovalchenko, A.; Ajayi, O.; Erdemir, A.; Fenske, G. Friction and wear behavior of laser textured surface under lubricated initial point contact. Wear 2011, 271, 1719–1725. [Google Scholar] [CrossRef]
- Dunn, A.; Carstensen, J.V.; Wlodarczyk, K.L.; Hansen, E.B.; Gabzdyl, J.; Harrison, P.M.; Shephard, J.D.; Hand, D.P. Nanosecond laser texturing for high friction applications. Opt. Lasers Eng. 2014, 62, 9–16. [Google Scholar] [CrossRef] [Green Version]
- Schille, J.; Schneider, L.; Mauersberger, S.; Szokup, S.; Höhn, S.; Pötschke, J.; Reiß, F.; Leidich, E.; Löschner, U. High-Rate Laser Surface Texturing for Advanced Tribological Functionality. Lubricants 2020, 8, 33. [Google Scholar] [CrossRef] [Green Version]
- Funke, R.; Schubert, A. Effects of process parameters during turn-milling of microstructured surfaces on the coefficient of static friction. Procedia CIRP 2018, 77, 255–258. [Google Scholar] [CrossRef]
- Funke, R.; Schanner, J.; Hasse, A.; Schubert, A. Generation of friction-increasing surfaces by turn-milling. J. Manuf. Process. 2022, 80, 504–514. [Google Scholar] [CrossRef]
- Funke, R.; Schubert, A. Coefficient of static friction of turn-milled high-friction surfaces – investigations on the influence of joint pressure and load direction. In Proceedings of the International Conference on Competitive Manufacturing (COMA ’22), Stellenbosch, South Africa, 9–10 March 2022. [Google Scholar]
- Leidich, E.; Reiß, F. Transferability of Model-based Static Coefficients of Friction to Real Components. MTZ-Mot. Z. 2018, 79, 62–67. [Google Scholar] [CrossRef]
- DIN EN 1090-2:2018-09; Ausführung von Stahltragwerken und Aluminiumtragwerken-Teil 2: Technische Regeln für die Ausführung von Stahltragwerken; Deutsche Fassung EN 1090-2:2018. Technical Report. Beuth Verlag GmbH: Berlin, Germany, 2018. [CrossRef]
- RCSC. Specification for Structural Joints Using High-Strength Bolts Connections); RCSC Chicago: Chicago, IL, USA, 2009. [Google Scholar]
- Leidich, E.; Gräfensteiner, M.; Schiefer, S.; Bartel, D.; Kießling, A.; Zimmer, O.; Schille, J. GECKO—Gestaltung und Ermittlung charakterisierender Kennwerte von reibschlussoptimierten Oberflächen; FVV-Heft Nr. 1076; Forschungsvereinigung Verbrennungskraftmaschinen: Frankfurt, Germany, 2014. [Google Scholar]
- Maiorana, E.; Zampieri, P.; Pellegrino, C. Experimental tests on slip factor in friction joints: Comparison between European and American Standards. Frat. Ed Integrità Strutt. 2017, 12, 16. [Google Scholar] [CrossRef] [Green Version]
- DIN EN ISO 25178-1:2016-12; Geometrische Produktspezifikation (GPS)—Oberflächenbeschaffenheit: Flächenhaft—Teil 1: Angabe von Oberflächenbeschaffenheit(ISO 25178-1:2016); Deutsche Fassung EN ISO 25178-1:2016. Technical report. Beuth Verlag GmbH: Berlin, Germany, 2016. [CrossRef]
- DIN EN ISO 25178-3:2012-11; Geometrische Produktspezifikation (GPS)—Oberflächenbeschaffenheit: Flächenhaft—Teil 3: Spezifikationsoperatoren (ISO 25178-3:2012); Deutsche Fassung EN ISO 25178-3:2012. Technical report. Beuth Verlag GmbH: Berlin, Germany, 2012. [CrossRef]
- DIN 7190-1:2017-02; Pressverbände—Teil 1: Berechnungsgrundlagen und Gestaltungsregeln für zylindrische Pressverbände. Technical Report. Beuth Verlag GmbH: Berlin, Germany, 2017. [CrossRef]
- Sugishita, J.; Fujiyoshi, S. The effect of cast iron graphites on friction and wear performance I: Graphite film formation on grey cast iron surfaces. Wear 1981, 66, 209–221. [Google Scholar] [CrossRef]
- Sugishita, J.; Fujiyoshi, S. The effect of cast iron graphites on friction and wear performance II: Graphite film formation on grey cast iron surfaces. Wear 1981, 68, 7–20. [Google Scholar] [CrossRef]
- Gowda, D.; Kumar, D.C.; Sandeep, G.; Parthasarathy, A.; Chandrashekar, S. Tribological Characterization of Centrifugally Cast Graphite Cast Iron under Dry and Wet conditions. Mater. Today Proc. 2018, 5, 145–151. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | P | S | Cr | Mo | Ni | Cu | |
|---|---|---|---|---|---|---|---|---|---|---|
| Material | ||||||||||
| 42CrMo4 + QT | 0.4 | 0.22 | 0.75 | 0.021 | 0.027 | 1.02 | 0.17 | - | - | |
| C45 | 0.42 ... 0.5 | <0.4 | 0.5 … 0.8 | <0.045 | <0.045 | <0.4 | <0.1 | <0.4 | - | |
| GJS-400 | 3.4 ... 3.6 | 2.7 … 2.9 | <0.1 | <0.04 | <0.012 | - | - | - | <0.1 | |
| Materials in Contact | Manufacturing Process of the Counterbody | Nominal Surface Pressure |
|---|---|---|
| 42CrMo4 + QT (struc.) vs. C45 | Fine turned | 30 |
| C45 (struc.) vs. EN-GJS-400 | Rough turned | 100 |
| Ground |
| Surface Height Profile (m) | (m) | (rad) | (mL m) | (mL m) |
|---|---|---|---|---|
 | ||||
 |
| Materials | Surface Structure | Lubrication | |
|---|---|---|---|
| C45 vs. EN-GJS-400 | Rough turned | Dry | |
| Lubricated | |||
| Fine turned | Dry | ||
| Lubricated | |||
| Ground | Dry | ||
| Lubricated | |||
| 42CrMo4+QT vs. C45 | Rough turned | Dry | |
| Lubricated | |||
| Fine turned | Dry | ||
| Lubricated | |||
| Ground | Dry | ||
| Lubricated |
| Materials | Counterpart Surface Structure | Lubrication | Pressure | |
|---|---|---|---|---|
| C45 (struc.) vs. EN-GJS-400 | Rough turned | Dry | ||
| Lubricated | ||||
| Fine turned | Dry | |||
| Lubricated | ||||
| Ground | Dry | |||
| Lubricated | ||||
| 42CrMo4 + QT (struc.) vs. C45 | Rough turned | Dry | ||
| Lubricated | ||||
| Fine turned | Dry | |||
| Lubricated | ||||
| Ground | Dry | |||
| Lubricated | ||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Schanner, J.; Funke, R.; Schubert, A.; Hasse, A. Investigating the Friction Behavior of Turn-Milled High Friction Surface Microstructures under Different Tribological Influence Factors. J. Manuf. Mater. Process. 2022, 6, 143. https://doi.org/10.3390/jmmp6060143
Schanner J, Funke R, Schubert A, Hasse A. Investigating the Friction Behavior of Turn-Milled High Friction Surface Microstructures under Different Tribological Influence Factors. Journal of Manufacturing and Materials Processing. 2022; 6(6):143. https://doi.org/10.3390/jmmp6060143
Chicago/Turabian StyleSchanner, Jonathan, Roman Funke, Andreas Schubert, and Alexander Hasse. 2022. "Investigating the Friction Behavior of Turn-Milled High Friction Surface Microstructures under Different Tribological Influence Factors" Journal of Manufacturing and Materials Processing 6, no. 6: 143. https://doi.org/10.3390/jmmp6060143