
Laser Powder Bed Fusion Tool Repair: Statistical Analysis of 1.2343/H11 Tool Steel Process Parameters and Microstructural Analysis of the Repair Interface
Abstract
:
1. Introduction
2. Materials and Methods
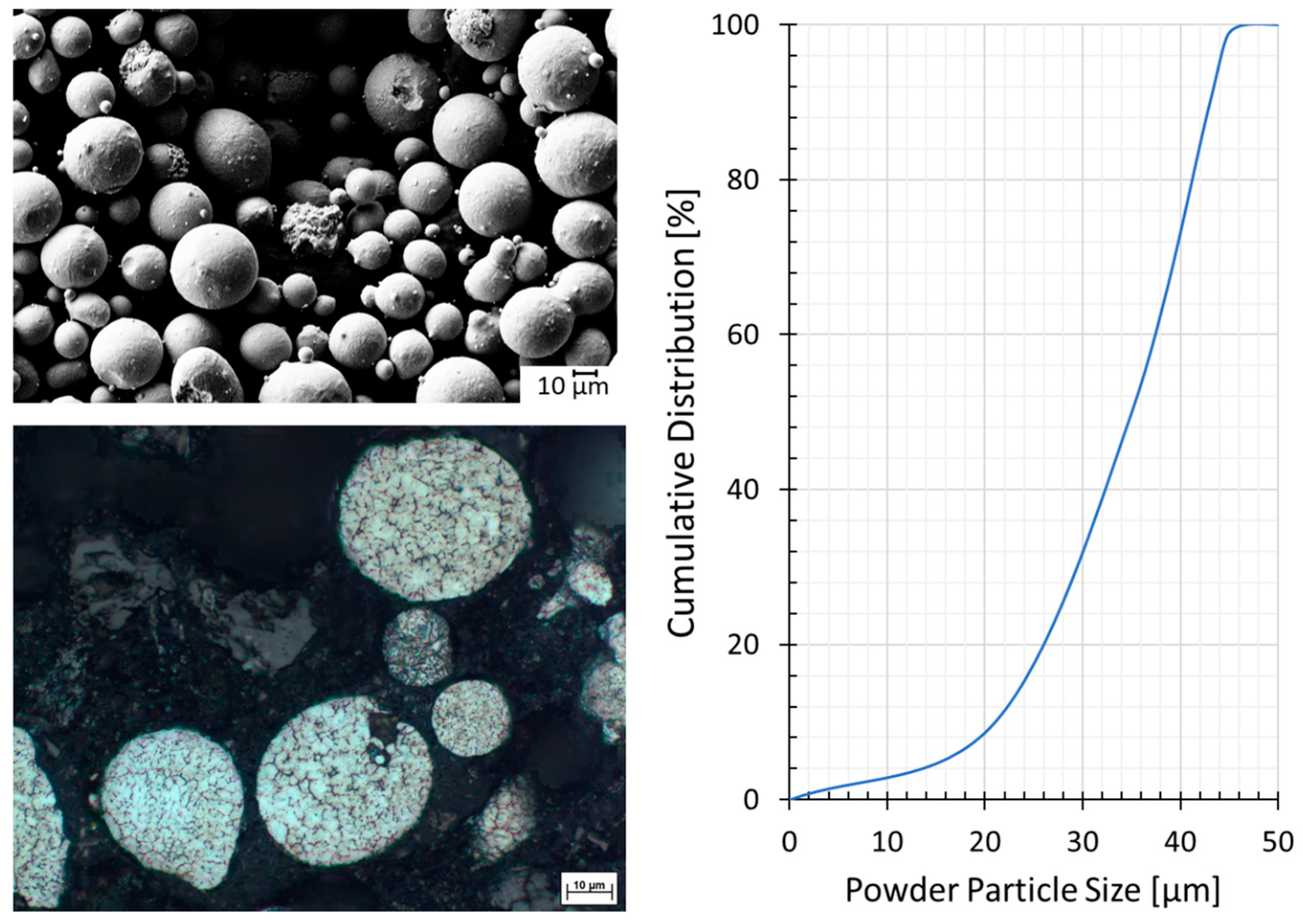
2.1. Materials
2.2. LPBF Manufacturing
- 120 cubes (10 × 10 × 10 mm3) for relative density and microstructure analysis.
- 6 B4 × 20 tensile samples. Three of those samples were tested in as-built condition, the remaining three samples were sand blasted prior to tensile testing.
- 12 cylinders ( for tensile testing, which are subsequently machined into B4 × 20 tensile samples.
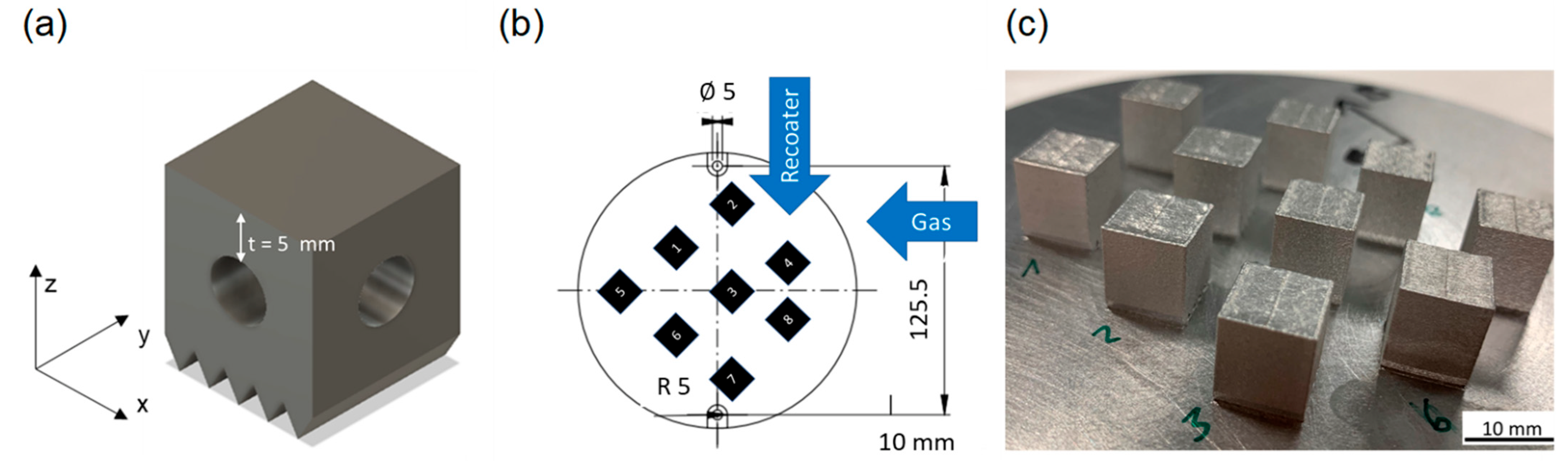
- 18 cubes with circular channels (see Figure 2). The edge length of the cube is 16 mm, the channel diameter of the surface-centered channel structures is 6 mm. The sample geometry was chosen according to the results of Thomas [8]; a wall thickness (t) of 5 mm reduces the risk of sample damage when removing the test geometries [8]. Furthermore, a channel diameter of 6 mm reduces the probability that the powder within the channel structure will be sintered by the energy input.
2.3. Relative Density
2.4. Microstructure
2.5. Tensile Testing
2.6. Support Free Channel
2.7. Surface Roughness
2.8. Tool Repair
3. Results
3.1. Relative Density and Microstructure
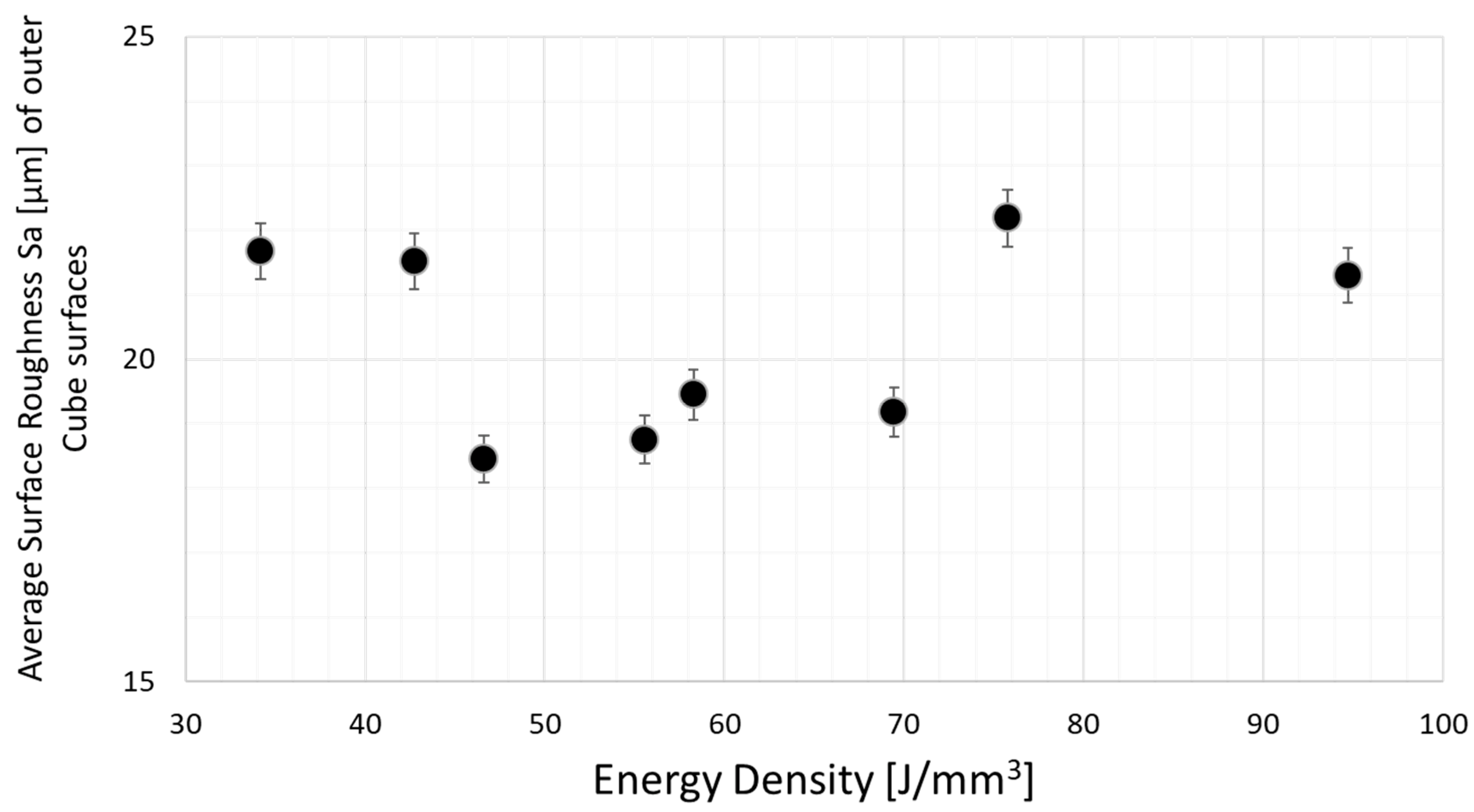
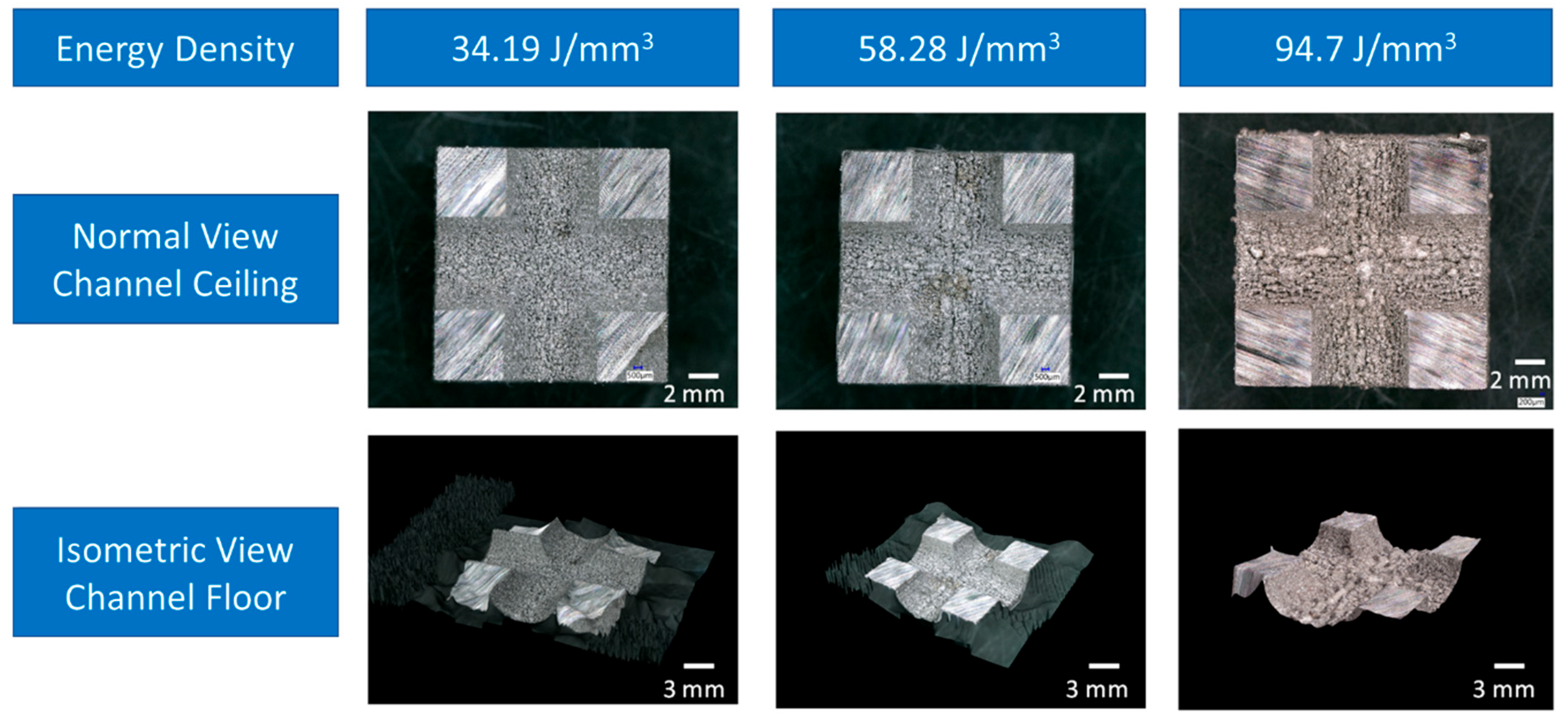
3.2. Surface Roughness
3.3. Tensile Properties
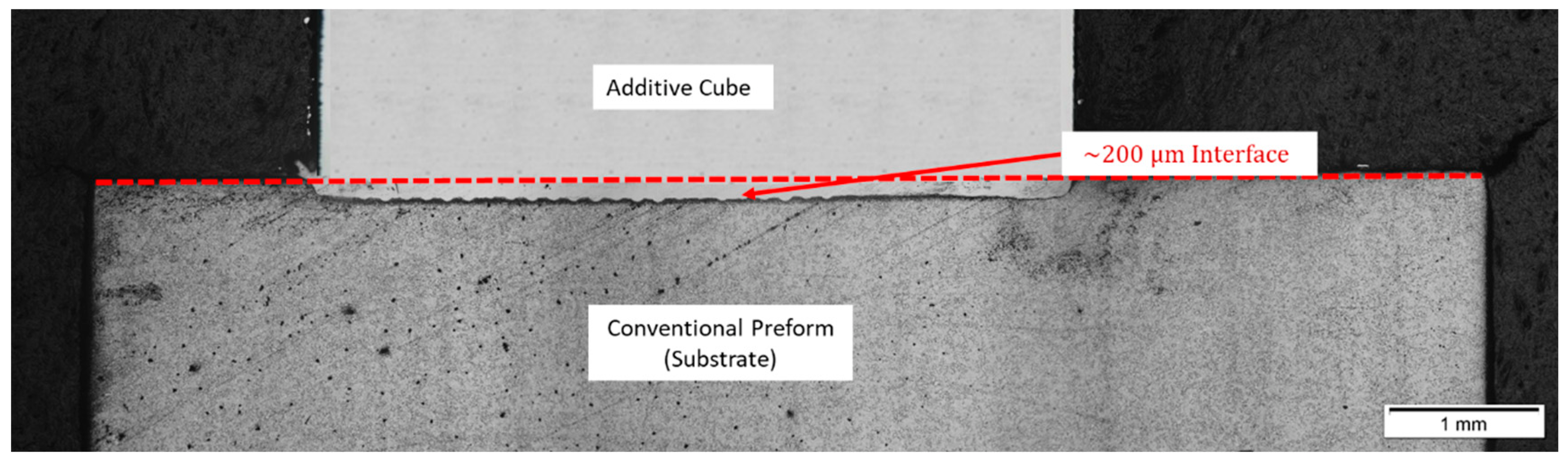
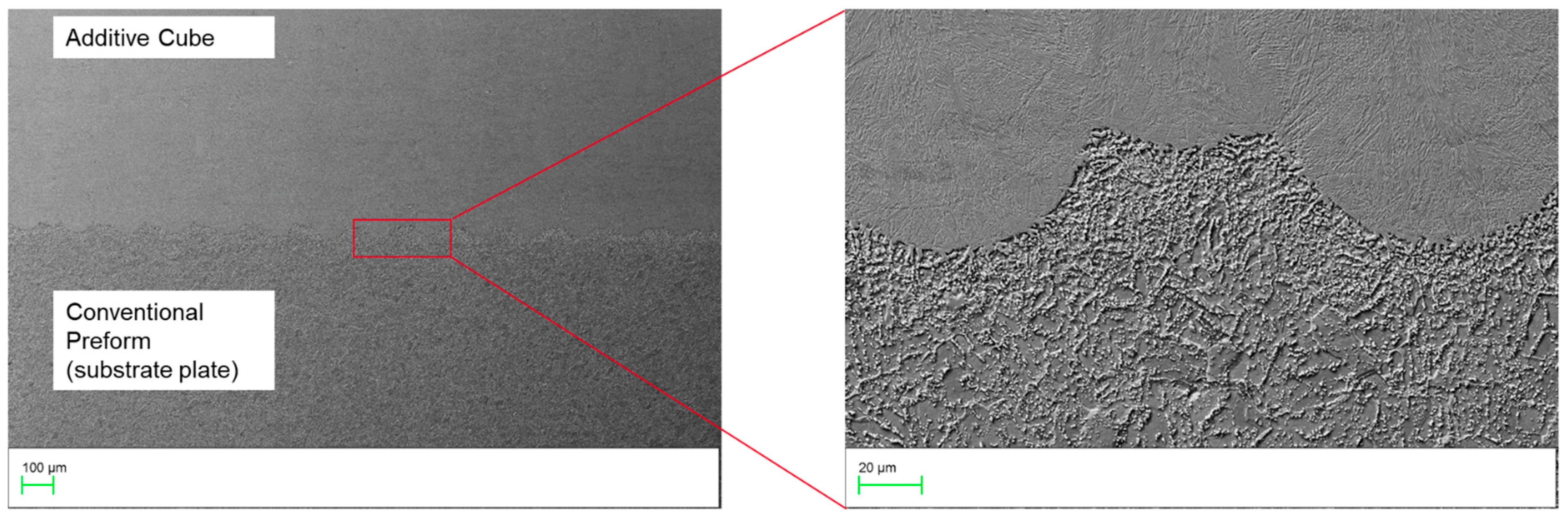
3.4. Tool Repair
4. Discussion
- Liquid volume fraction between 0.1–0.01
- Liquid volume fraction between 0.6–0.1
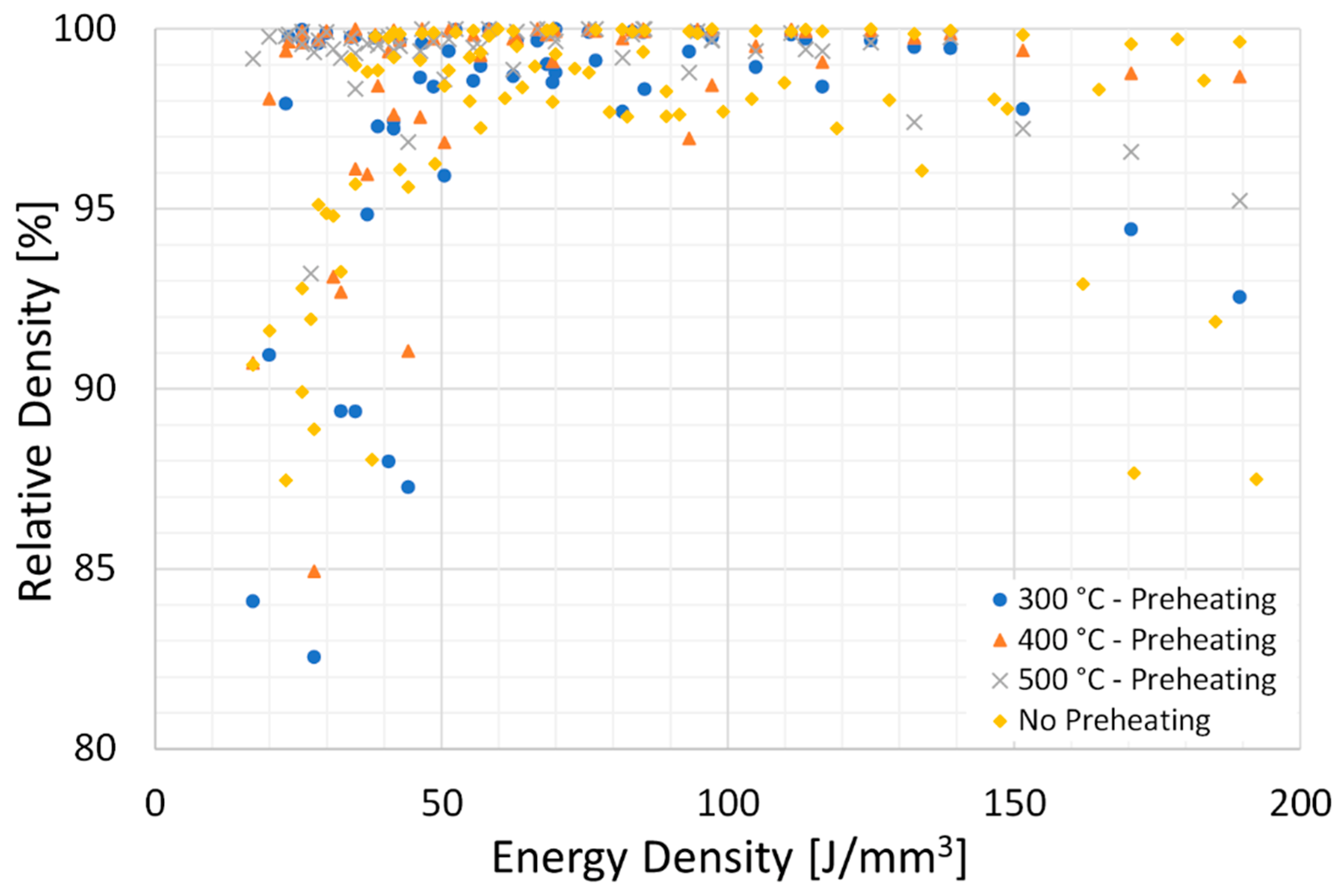
- A high relative density is necessary to avoid defects. Too high an energy density leads to keyholing and if the energy density is too low, lack of fusion is found.
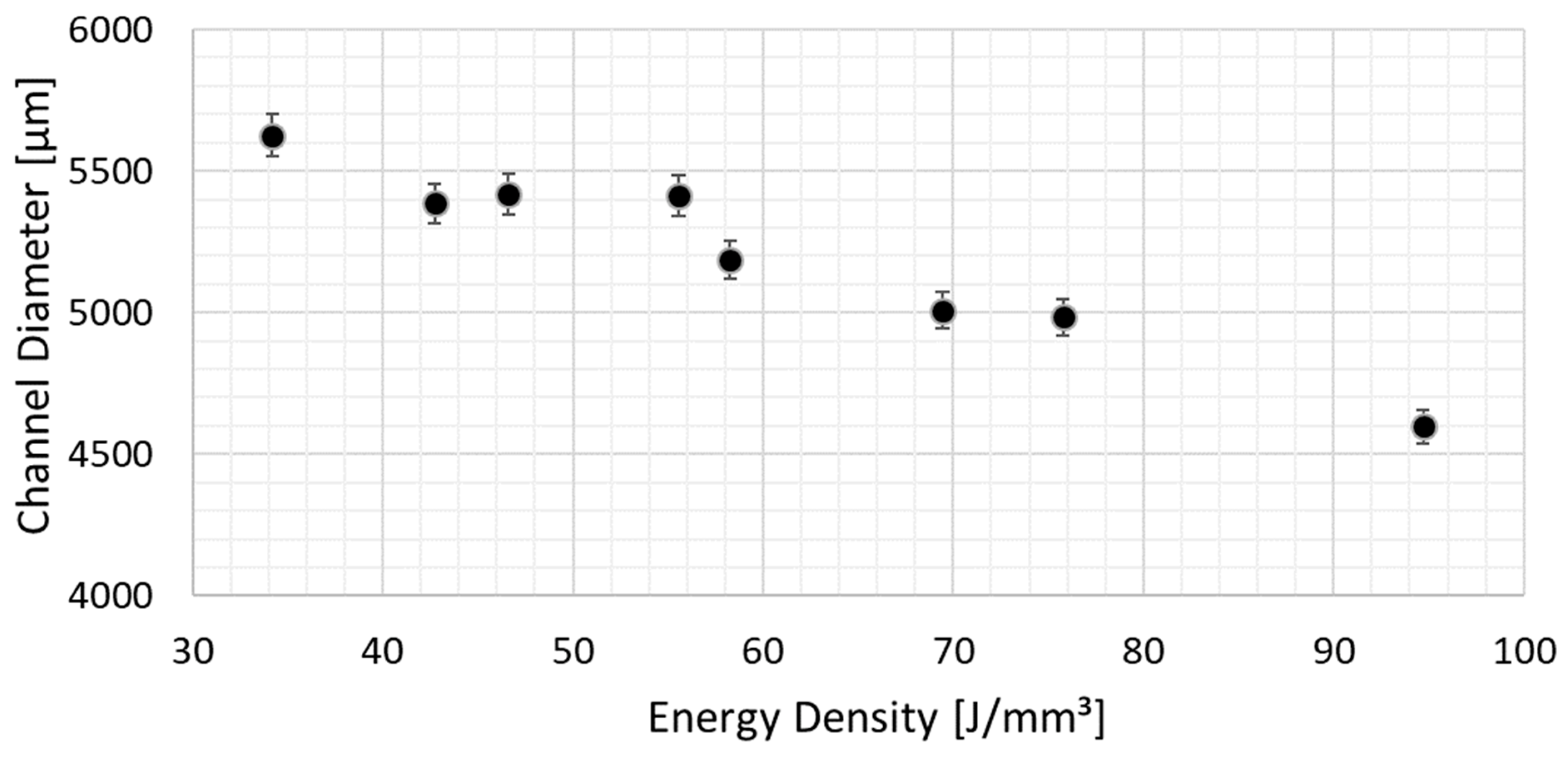
- For improved channel diameter compliance, it was found that a minimum energy density leads to better results. This will cause a trade off when considering the relative density for the remaining volume of the component.
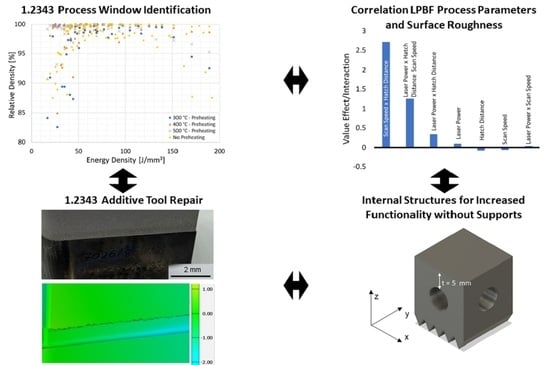
- When considering surface roughness, the combination of scan speed and hatch distance played the largest role. Here, the possibility of adjusting contour parameters with this parameter combination would avoid adjusting the energy density for the entire component.
5. Conclusions and Outlook
- An energy density of 69.93 J/mm3 and no preheating was used.
- No pores or cracks could be found.
- The tensile properties agree with those reported in literature.
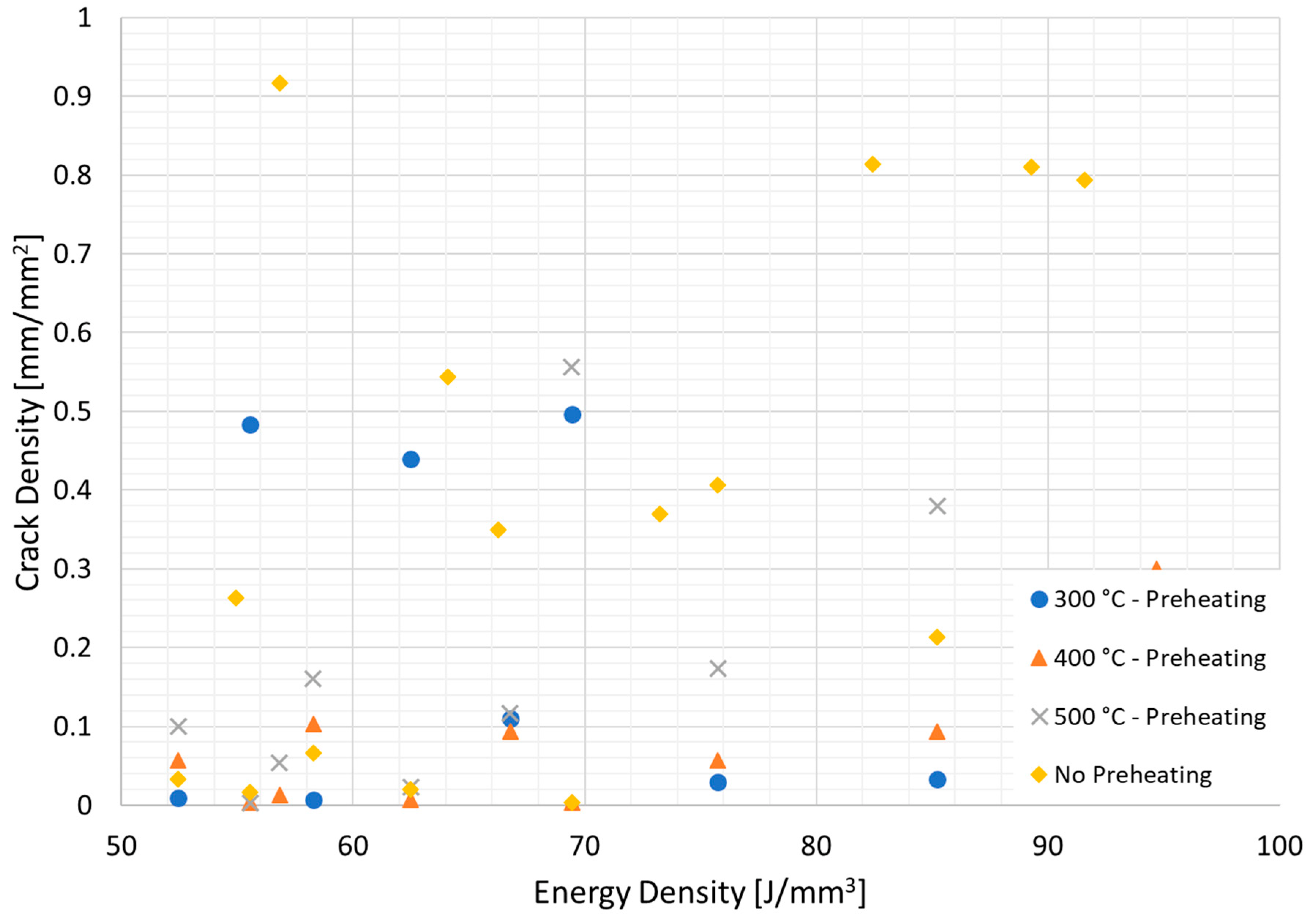
- Preheating only showed a limited effect on reducing crack density.
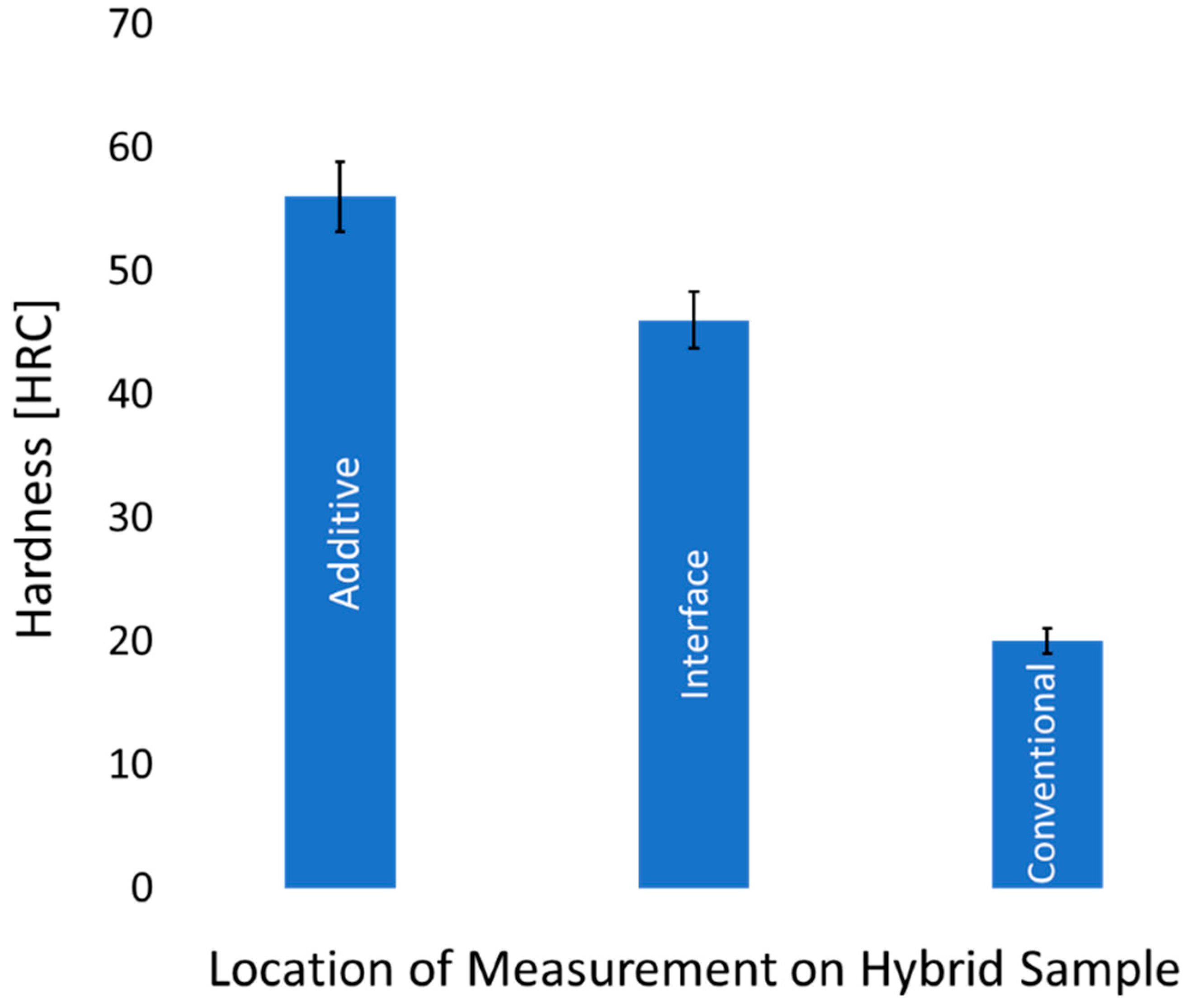
- The hardness is not homogenously spread.
- CT scans of the repaired tool should also be considered in further studies to identify defects within the volume of the insert.
- Lower energy input is recommended for improved geometric compliance of channel structures. Higher energy densities lead to sagging of the surface layers and reduce dimensional stability.
- Hatch distance, scan speed, and laser power should be adjusted in descending order to optimize the minimum channel diameter. It is recommended to use a small hatch distance and fast scan speed combined with a high laser power. The energy density range of 50–150 J/mm3 should be considered to simultaneously achieve high relative densities.
- The interaction of scan speed and hatch distance has a significant effect on geometric compliance and surface roughness and should be further investigated in further studies.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- DIN EN ISO 17296-3:2016-12; Additive Manufacturing—General Principles—Part 3: Main Characteristics and Corresponding Test Methods (ISO 17296-3:2014). ISO: Berlin, Germany, 2014.
- DIN EN ISO 17296-4:2016-12; Additive Manufacturing—General Principles—Part 4: Overview of Data Processing (ISO 17296-4:2014). ISO: Berlin, Germany, 2014.
- DIN EN ISO/ASTM 52900:2017-06; Additive Manufacturing—General Principles—Terminology (ISO/ASTM 52900:2015). ISO: Berlin, Germany, 2015.
- Herderick, E. Additive Manufacturing of Metals: A Review. Mater. Sci. Technol. 2011, 1413–1425. [Google Scholar]
- Diegel, O.; Nordin, A.; Motte, D. A Practical Guide to Design for Additive Manufacturing; Springer: Singapore, 2019. [Google Scholar]
- Grasso, M. In Situ Monitoring of Powder Bed Fusion Homogeneity in Electron Beam Melting. Materials 2021, 14, 7015. [Google Scholar] [CrossRef] [PubMed]
- Huber, F.; Bischof, C.; Hentschel, O.; Heberle, J.; Zettl, J.; Nagulin, K.Y.; Schmidt, M. Laser beam melting and heat-treatment of 1.2343 (AISI H11) tool steel—Microstructure and mechanical properties. Mater. Sci. Eng. A 2019, 742, 109–115. [Google Scholar] [CrossRef]
- Thomas, D. The Development of Design Rules for Selective Laser Melting. Ph.D. Thesis, University of Wales; National Centre for Product Design & Development Research, Cardiff, UK, 2009. [Google Scholar]
- Junker, D.; Hentschel, O.; Schmidt, M.; Merklein, M. Investigation of Heat Treatment Strategies for Additively-Manufactured Tools of X37CrMoV5-1. Metals 2018, 8, 854. [Google Scholar] [CrossRef] [Green Version]
- Carter, L.N. Selective Laser Melting of Nickel Superalloys for High Temperature Applications. Ph.D. Thesis, University of Birmingham, Birmingham, UK, 2013. [Google Scholar]
- Yadroitsev, I. Selective Laser Melting: Direct Manufacturing of 3D-Objects by Selective Laser Melting of Metal Powders; LAP Lambert Academic Publishing: Sunnyvale, CA, USA, 2009. [Google Scholar]
- Armillotta, A.; Baraggi, R.; Fasoli, S. SLM tooling for die casting with conformal cooling channels. Int. J. Adv. Manuf. Technol. 2014, 71, 573–583. [Google Scholar] [CrossRef] [Green Version]
- Wang, D.; Yang, Y.; Yi, Z.; Su, X. Research on the fabricating quality optimization of the overhanging surface in SLM process. Int. J. Adv. Manuf. Technol. 2013, 65, 1471–1484. [Google Scholar] [CrossRef]
- Han, Q.; Gu, H.; Soe, S.; Setchi, R.; Lacan, F.; Hill, J. Manufacturability of AlSi10Mg overhang structures fabricated by laser powder bed fusion. Mater. Des. 2018, 160, 1080–1095. [Google Scholar] [CrossRef]
- Tan, C.; Wang, D.; Ma, W.; Chen, Y.; Chen, S.; Yang, Y.; Zhou, K. Design and additive manufacturing of novel conformal cooling molds. Mater. Des. 2020, 196, 109147. [Google Scholar] [CrossRef]
- Shange, M.; Yadroitsava, I.; Du Plessis, A.; Yadroitsev, I. Roughness and Near-Surface Porosity of Unsupported Overhangs Produced by High-Speed Laser Powder Bed Fusion. 3d Print. Addit. Manuf. 2021, 9, 288–300. [Google Scholar] [CrossRef]
- Wang, D.; Yang, Y.; Zhang, M.; Lu, J.; Liu, R.; Xiao, D. Study on SLM fabrication of precision metal parts with overhanging structures. In Proceedings of the 2013 IEEE International Symposium on Assembly and Manufacturing (ISAM), Xi’an, China, 30 July 2013–2 August 2013; pp. 222–225. [Google Scholar]
- Kruth, J.-P.; Bartolo, P.J. Feedback control of selective laser melting. In Proceedings of the 3rd International Conference on Advanced Research in Virtual and Rapid Prototyping, Leiria, Portugal, 24–29 September 2007; pp. 521–527. [Google Scholar]
- Gusarov, A.V.; Laoui, T.; Froyen, L.; Titov, V.I. Contact thermal conductivity of a powder bed in selective laser sintering. Int. J. Heat Mass Transf. 2003, 46, 1103–1109. [Google Scholar] [CrossRef]
- Dadić, Z.; Živković, D.; Čatipović, N. Surface wear of steel X38CrMoV5-1 in conditions of die casting. In Proceedings of the International Conference Mechanical Technologies and Structural Materials, Beijing, China, 30–31 December 2016. [Google Scholar]
- Persson, A. On Tool Failure in Die Casting. Ph.D. Dissertation, Acta Universitatis Upsaliensis and Comprehensive Summaries of Dissertations from the Faculty of Science and Technology, Karlstad, Sweden, 2003. [Google Scholar]
- Dadić, Z.; Živković, D.; Čatipović, N.; Bilić, J. High pressure die casting mould repair technologies. In Proceedings of the 7th International Conference “Mechanical Technologies and Structural Materials 2017”, Split, Croatia, 21–23 September 2017. [Google Scholar]
- Hantke, N.; Großwendt, F.; Strauch, A.; Fechte-Heinen, R.; Röttger, A.; Theisen, W.; Weber, S.; Sehrt, J.T. Processability of a Hot Work Tool Steel Powder Mixture in Laser-Based Powder Bed Fusion. Materials 2022, 15, 2658. [Google Scholar] [CrossRef] [PubMed]
- Raffeis, I.; Adjei-Kyeremeh, F.; Ewald, S.; Schleifenbaum, J.H.; Bührig-Polaczek, A. A Combination of Alloy Modification and Heat Treatment Strategies toward Enhancing the Properties of LPBF Processed Hot Working Tool Steels (HWTS). J. Manuf. Mater. Process. 2022, 6, 63. [Google Scholar] [CrossRef]
- Foster, J.; Cullen, C.; Fitzpatrick, S.; Payne, G.; Hall, L.; Marashi, J. Remanufacture of hot forging tools and dies using laser metal deposition with powder and a hard-facing alloy Stellite 21®. J. Remanufact. 2019, 9, 189–203. [Google Scholar] [CrossRef] [Green Version]
- Jiménez, A.; Bidare, P.; Hassanin, H.; Tarlochan, F.; Dimov, S.; Essa, K. Powder-based laser hybrid additive manufacturing of metals: A review. Int. J. Adv. Manuf. Technol. 2021, 114, 63–96. [Google Scholar] [CrossRef]
- Oh, W.J.; Lee, W.J.; Kim, M.S.; Jeon, J.B.; Shim, D.S. Repairing additive-manufactured 316L stainless steel using direct energy deposition. Opt. Laser Technol. 2019, 117, 6–17. [Google Scholar] [CrossRef]
- Aconity MINI|Aconity3D. Available online: https://aconity3d.com/de/products/aconity-mini/ (accessed on 28 February 2022).
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Yan, X.; Lin, J.C. Prediction of hot tearing tendency for multicomponent aluminum alloys. Metall. Mater. Trans. B 2006, 37, 913–918. [Google Scholar] [CrossRef]
- Campbell, J. Castings; Elsevier Butterworth Heinemann: Oxford, UK, 2003. [Google Scholar]
- Rappaz, M.; Drezet, J.-M.; Gremaud, M. A new hot-tearing criterion. Metall. Mater. Trans. A 1999, 30, 449–455. [Google Scholar] [CrossRef] [Green Version]
- Clyne, T.W.; Davis, G.J. The Influence of Composition on solidification Cracking Susceptibility in Binary Alloy Systems. Br. Foundrym. 1981, 74, 65–73. [Google Scholar]
- Gor, M.; Soni, H.; Wankhede, V.; Sahlot, P.; Grzelak, K.; Szachgluchowicz, I.; Kluczyński, J. A Critical Review on Effect of Process Parameters on Mechanical and Microstructural Properties of Powder-Bed Fusion Additive Manufacturing of SS316L. Materials 2021, 14, 6527. [Google Scholar] [CrossRef]
- Arısoy, Y.M.; Criales, L.E.; Özel, T.; Lane, B.; Moylan, S.; Donmez, A. Influence of scan strategy and process parameters on microstructure and its optimization in additively manufactured nickel alloy 625 via laser powder bed fusion. Int. J. Adv. Manuf. Technol. 2017, 90, 1393–1417. [Google Scholar] [CrossRef]
- Wang, W.; Takata, N.; Suzuki, A.; Kobashi, M.; Kato, M. Microstructural Variations in Laser Powder Bed Fused Al-15%Fe Alloy at Intermediate Temperatures. Materials 2022, 15, 4497. [Google Scholar] [CrossRef] [PubMed]
- Scipioni Bertoli, U.; Wolfer, A.J.; Matthews, M.J.; Delplanque, J.-P.R.; Schoenung, J.M. On the limitations of Volumetric Energy Density as a design parameter for Selective Laser Melting. Mater. Des. 2017, 113, 331–340. [Google Scholar] [CrossRef] [Green Version]
- Megahed, S.; Aniko, V.; Schleifenbaum, J.H. Electron Beam-Melting and Laser Powder Bed Fusion of Ti6Al4V: Transferability of Process Parameters. Metals 2022, 12, 1332. [Google Scholar] [CrossRef]
- Porter, D.A.; Easterling, K.E.; Sherif, M. Phase Transformations in Metals and Alloys, Third Edition (Revised Reprint), 3rd ed.; CRC Press: Hoboken, NJ, USA, 2009. [Google Scholar]
- Tian, Y.; Zhao, M.; Liu, W.; Zhang, J.; Zhang, M.; Li, H.; Yin, D.; Atrens, A. Comparison on Tensile Characteristics of Plain C-Mn Steel with Ultrafine Grained Ferrite/Cementite Microstructure and Coarse Grained Ferrite/Pearlite Microstructure. Materials 2021, 14, 2309. [Google Scholar] [CrossRef]
- Holzweissig, M.J.; Taube, A.; Brenne, F.; Schaper, M.; Niendorf, T. Microstructural Characterization and Mechanical Performance of Hot Work Tool Steel Processed by Selective Laser Melting. Metall. Mater. Trans. B 2015, 46, 545–549. [Google Scholar] [CrossRef]
- Tan, C.; Weng, F.; Sui, S.; Chew, Y.; Bi, G. Progress and perspectives in laser additive manufacturing of key aeroengine materials. Int. J. Mach. Tools Manuf. 2021, 170, 103804. [Google Scholar] [CrossRef]
- Siebertz, K.; van Bebber, D.; Hochkirchen, T. Statistische Versuchsplanung; Springer: Berlin/Heidelberg, Germany, 2017. [Google Scholar]
- Feng, S.; Chen, S.; Kamat, A.M.; Zhang, R.; Huang, M.; Hu, L. Investigation on shape deviation of horizontal interior circular channels fabricated by laser powder bed fusion. Addit. Manuf. 2020, 36, 101585. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Fe | Si | V | Cr | Mn | Mo | |
|---|---|---|---|---|---|---|---|
| wt.% | 0.37 | Rest | 1.6 | 0.7 | 7.39 | 0.05 | 1.4 |
| Energy Density | 34.19 J/mm3 | 58.28 J/mm3 | 94.7 J/mm3 |
|---|---|---|---|
| Ra Channel Ceiling | 48 ± 6 µm | 70 ± 1 µm | 96 ± 10 µm |
| Ra Channel Floors | 54 ± 6 µm | 4 ± 1 µm | 106 ± 10 µm |
| Factor(s) | Value Effect/Interaction |
|---|---|
| ScanSpeed × Hatch Distance | 2.71 |
| Laser Power × Scan Speed × Hatch Distance | 1.25 |
| Laser Power × Hatch Distance | 0.33 |
| Laser Power | 0.10 |
| Hatch Distance | −0.08 |
| Scan Speed | −0.07 |
| Laser Power × Scan Speed | 0.04 |
| Factor(s) | Value Effect/Interaction |
|---|---|
| Hatch Distance | 527.12 |
| Scan Speed | 403.90 |
| Laser Power | −370.08 |
| Laser Power × Scan Speed × Hatch Distance | −312.93 |
| Scan speed × Hatch Distance | −196.39 |
| Laser Power × Hatch Distance | 86.33 |
| Laser Power × Scan Speed | 56.78 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Megahed, S.; Koch, R.; Schleifenbaum, J.H. Laser Powder Bed Fusion Tool Repair: Statistical Analysis of 1.2343/H11 Tool Steel Process Parameters and Microstructural Analysis of the Repair Interface. J. Manuf. Mater. Process. 2022, 6, 139. https://doi.org/10.3390/jmmp6060139
Megahed S, Koch R, Schleifenbaum JH. Laser Powder Bed Fusion Tool Repair: Statistical Analysis of 1.2343/H11 Tool Steel Process Parameters and Microstructural Analysis of the Repair Interface. Journal of Manufacturing and Materials Processing. 2022; 6(6):139. https://doi.org/10.3390/jmmp6060139
Chicago/Turabian StyleMegahed, Sandra, Raphael Koch, and Johannes Henrich Schleifenbaum. 2022. "Laser Powder Bed Fusion Tool Repair: Statistical Analysis of 1.2343/H11 Tool Steel Process Parameters and Microstructural Analysis of the Repair Interface" Journal of Manufacturing and Materials Processing 6, no. 6: 139. https://doi.org/10.3390/jmmp6060139