
Numerical Simulation of the Thermo-Mechanical Behavior of 6061 Aluminum Alloy during Friction-Stir Welding

 , , , and
, , , and
Abstract
:1. Introduction
1.1. Broad Aspects of Numerical Simulation of Friction-Stir Welding
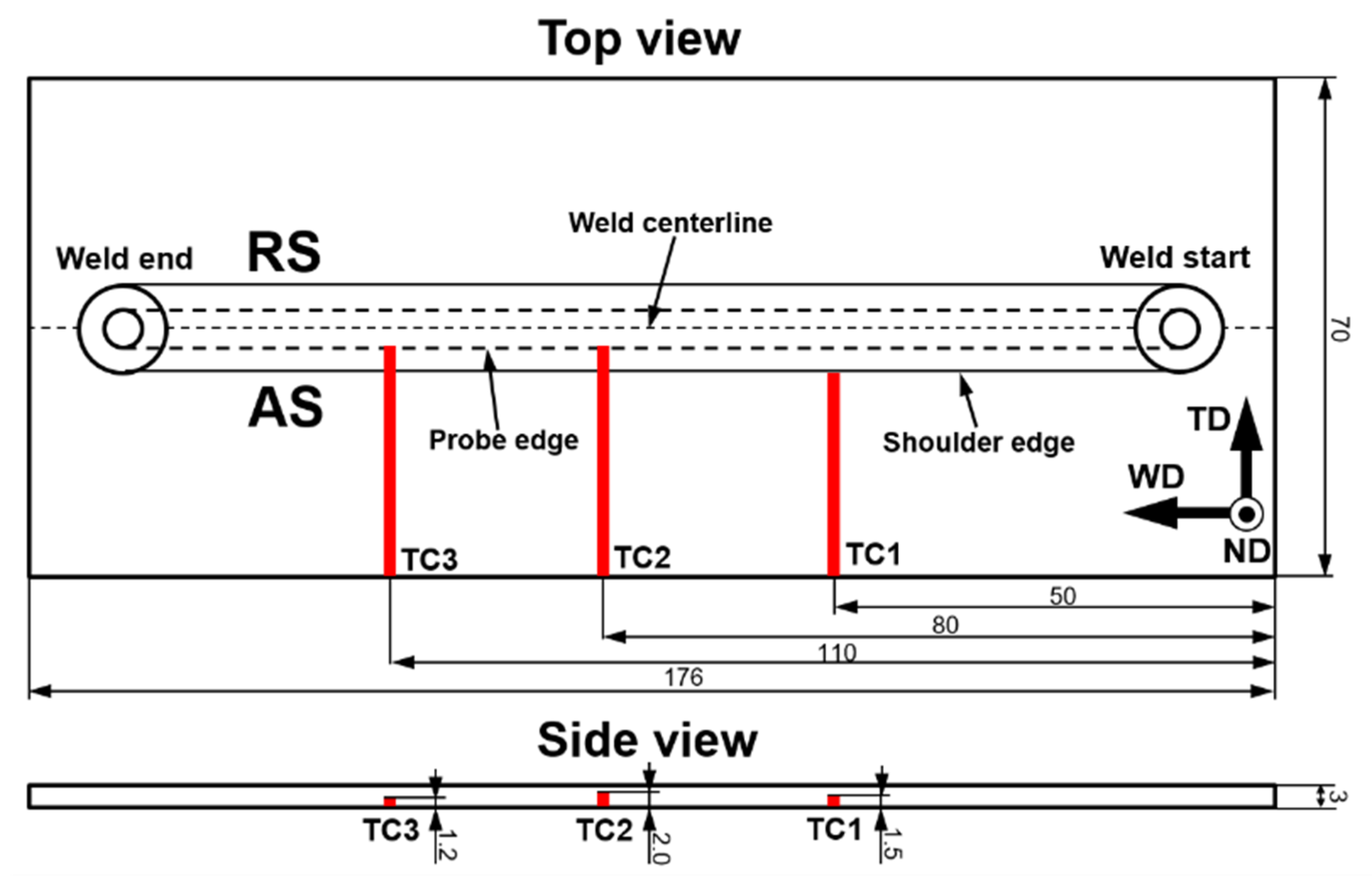
1.2. Weld Thermal Cycle
1.3. FSW-Induced Strain and Strain Rate
1.4. Two-Stage Deformation during FSW
1.5. Purpose of This Work
2. Materials and Methods
3. Numerical Simulation
3.1. General Description of the Model
3.2. Material Model
3.3. Contact Condition at the Tool/Workpiece Interface
3.4. Thermal Analysis
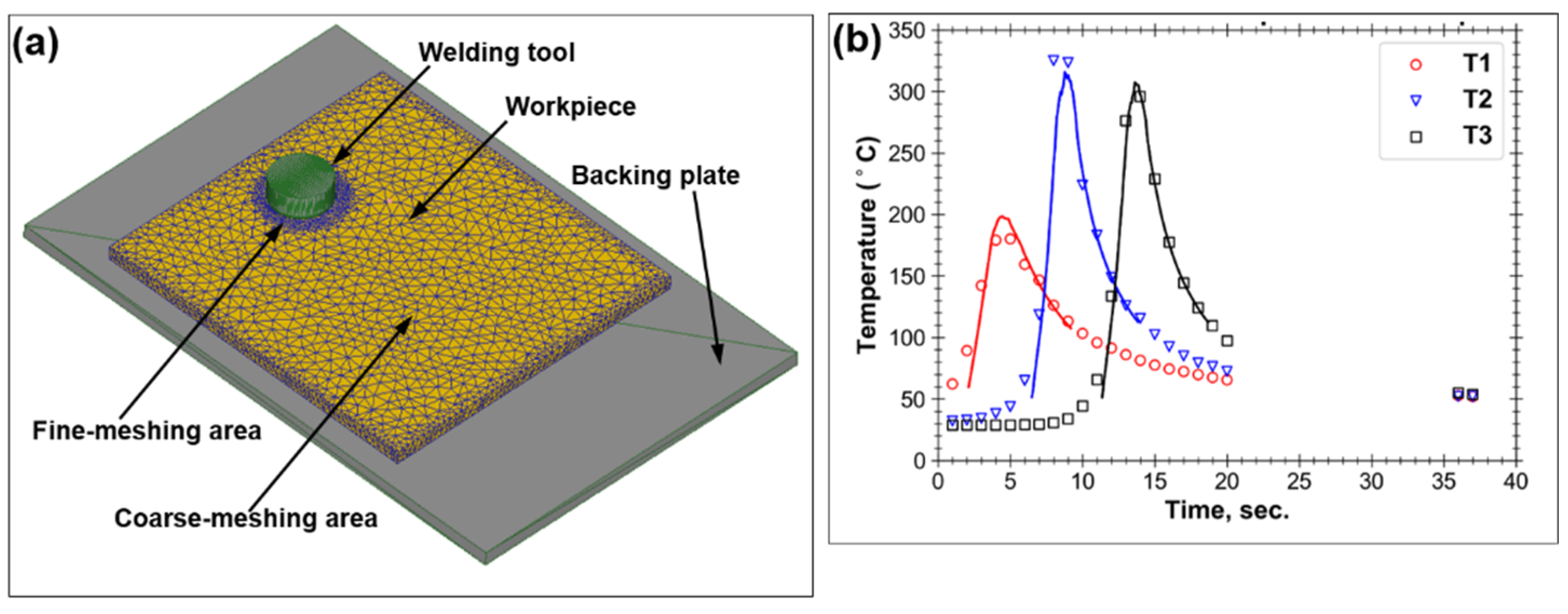
3.5. Model Validation
4. Results and Discussion
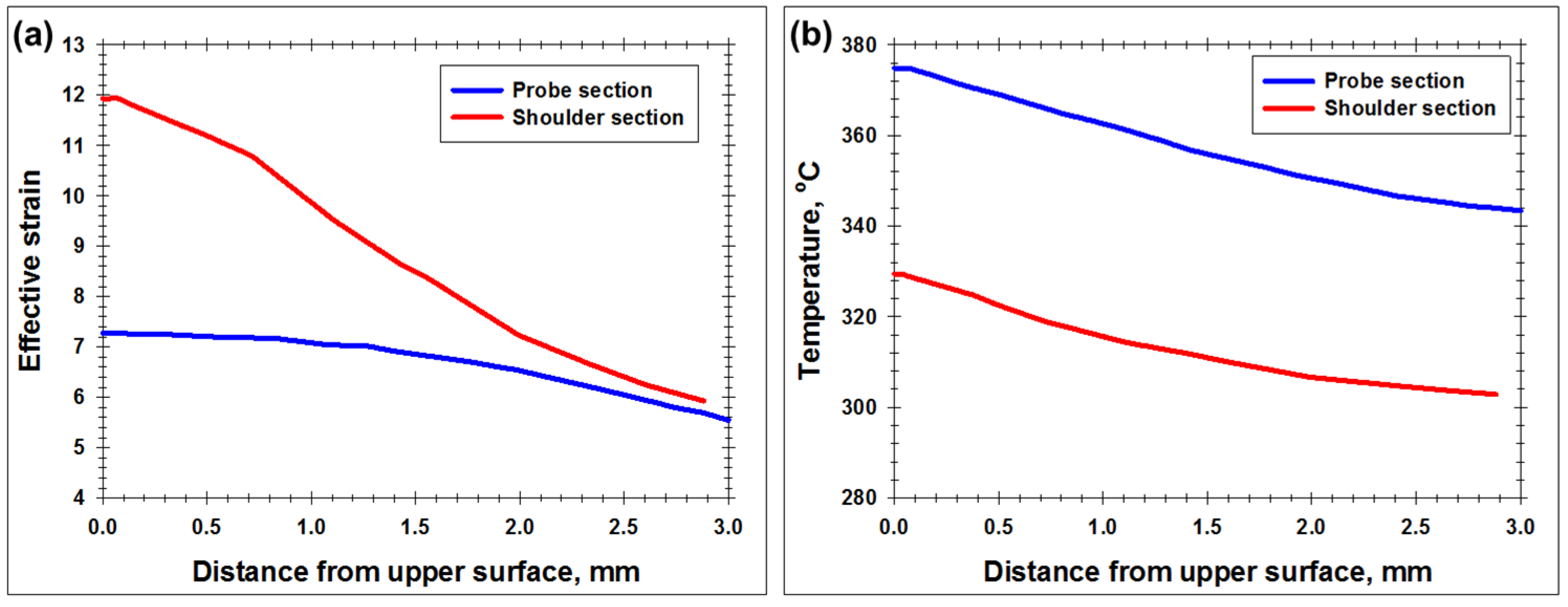
4.1. Secondary Deformation
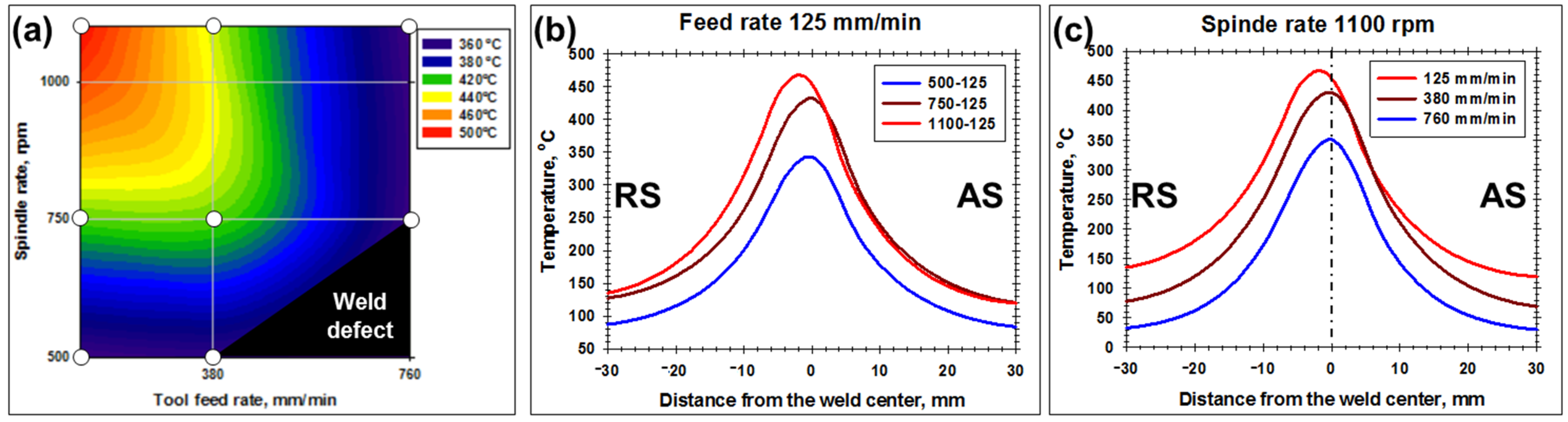
4.2. Effect of Welding Variables
5. Conclusions
- (1)
- The deformation induced by FSW is a two-stage process. In addition to the stirring action exerted by the rotating tool probe, the material in the near-surface area of the stir zone also experiences a secondary deformation by the shoulder edge after passage of the welding tool. Despite the secondary deformation being characterized by a somewhat lower temperature than the probe-induced one, the difference is not drastic, so both deformation stages are comparable.
- (2)
- The secondary deformation is most pronounced in the near-surface layer. Accordingly, the material in this area experiences not only a larger strain at a higher temperature but also undergoes the longest thermomechanical exposure, i.e., its thermomechanical history is very specific.
- (3)
- The peak FSW temperatures, as well as the width of the heat-affected zone, increased with an increase in tool rotation rate and/or a decrease in welding speed. Importantly, the material at the workpiece edges (i.e., located in the nominally base-material zone) was also found to experience heating up to 130 °C.
- (4)
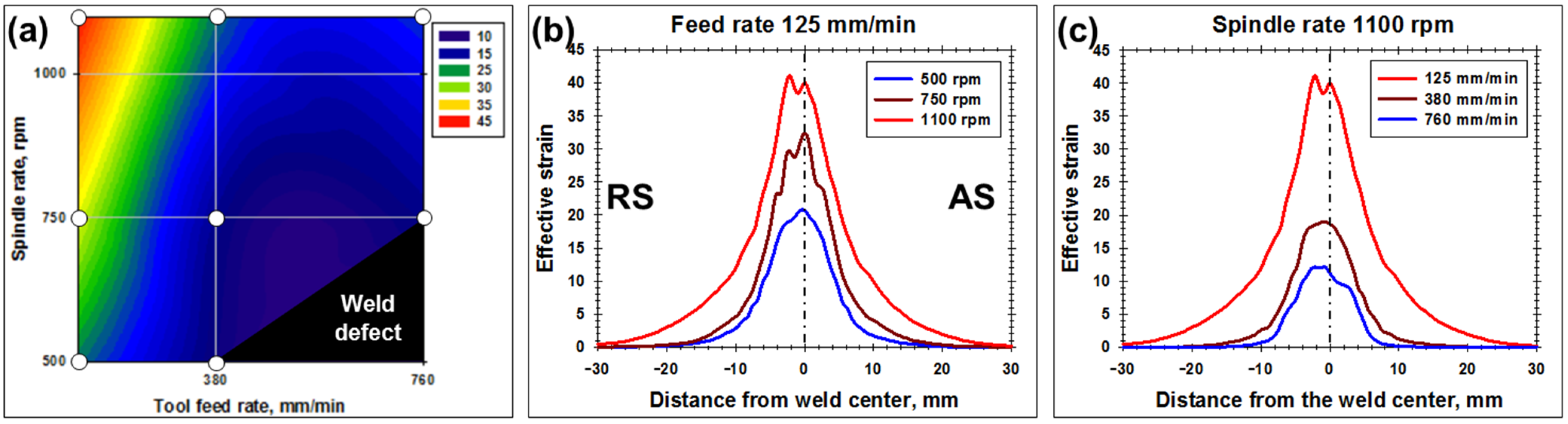
- The peak FSW-induced strain and the width of the deformation zone were also predicted to increase with spindle rate and/or reduction in the feed rate. Depending on particular welding conditions, the predicted peak strain ranged from 12 to 45. Remarkably, the width of the deformation zone was predicted to reach ~20–30 mm, thus significantly exceeding the stir zone size.
- (5)
- The simulation of the detailed distribution of thermomechanical conditions within the weld zone opens up new perspectives for exploring material behavior. Coupled with detailed microstructural mapping (e.g., via sample-scale electron backscatter diffraction), it may provide a useful insight into the processing–microstructure relationship and thus refine our fundamental understanding of microstructural mechanisms.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mishra, R.S.; Ma, Z.Y. Friction stir welding and processing. Mater. Sci. Eng. R 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Schmidt, H.; Hattel, J. A local model for the thermomechanical conditions in friction stir welding. Model. Simul. Mater. Sci. Eng. 2004, 13, 77–93. [Google Scholar] [CrossRef]
- Al-Badour, F.; Merah, N.; Shuaib, A.; Bazoune, A. Coupled Eulerian Lagrangian finite element modeling of friction stir welding processes. J. Mater. Proc. Technol. 2013, 213, 1433–1439. [Google Scholar] [CrossRef]
- Anrade, D.G.; Leitao, C.; Dialami, N.; Chiumenti, M.; Rodrigues, D.C. Modelling torque and temperature in friction stir welding of aluminum alloys. Int. J. Mech. Sci. 2020, 182, 105725. [Google Scholar] [CrossRef]
- Ansari, M.A.; Samanta, A.; Behnagh, R.A.; Ding, H. An efficient coupled Eulerian-Lagrangian finite element model for friction stir processing. Int. J. Adv. Manuf. Technol. 2019, 101, 1495–1508. [Google Scholar] [CrossRef]
- Khandkar, M.Z.H.; Khan, J.A.; Reynolds, A.P. Prediction of temperature distribution and thermal history during friction stir welding: Input torque based model. Sci. Technol. Weld. Join. 2003, 8, 165–174. [Google Scholar] [CrossRef]
- Bastier, A.; Maitournam, M.H.; Roger, F.; Van, K.D. Modelling of the residual state of friction stir welded plates. J. Mater. Proc. Technol. 2008, 200, 25–37. [Google Scholar] [CrossRef]
- Chen, G.; Shi, Q.; Li, Y.; Sun, Y.; Dai, Q.; Jia, J.; Zhu, Y.; Wu, J. Computational fluid dynamics studies on heat generation during friction stir welding of aluminum alloy. Comp. Mater. Sci. 2013, 79, 540–546. [Google Scholar] [CrossRef]
- Yau, Y.H.; Hussain, A.; Lalwani, R.K.; Chan, H.K.; Hakimi, N. Temperature distribution study during the friction stir welding process of Al2024-T3 aluminum alloy. Int. J. Miner. Met. Mater. 2013, 20, 779–787. [Google Scholar] [CrossRef]
- Wang, L.; Davies, C.M.; Wimpory, R.C.; Xie, L.Y.; Nikbin, K.M. Measurement and simulation of temperature and residual stress distributions from friction stir welding AA2024 Al alloy. Mater. High Temp. 2010, 27, 167–178. [Google Scholar] [CrossRef]
- Zina, N.; Zahaf, S.; Bouaziz, S.A.; Brahami, A.; Kaid, M.; Chetti, B.; Vafa, Z.N. Numerical simulation on the effect of friction stir welding parameters on the peak temperature, von Mises stress, and residual stresses of 6061-T6 aluminum alloy. J. Fail. Anal. Prev. 2019, 19, 1698–1719. [Google Scholar] [CrossRef]
- Kaid, M.; Zemri, M.; Brahami, A.; Zahaf, S. Effect of friction stir welding (FSW) parameters on the peak temperature and the residual stresses of aluminum alloy 6061-T6: Numerical modelisation. Int. J. Interact. Des. Manuf. 2019, 13, 797–807. [Google Scholar] [CrossRef]
- Kandasamy, J.; Sairam, J.; Hussain, M.M. Comparative analysis of temperature variation in friction stir welding. Mater. Today Proc. 2018, 5, 18798–18804. [Google Scholar] [CrossRef]
- Gharibshahiyan, E.; Raouf, A.H. Finite element simulations of heat transfer in friction stir welding of Al 5052. AIP Conf. Proc. 2012, 1476, 164–168. [Google Scholar]
- Reynolds, A.P.; Tang, W.; Khandkar, Z.; Khan, J.A.; Linder, K. Relationship between welding parameters, hardness distribution and temperature history in alloy 7050 friction stir welds. Sci. Tech. Weld. Join. 2005, 10, 190–199. [Google Scholar] [CrossRef]
- Zhang, J.; Shen, Y.; Li, B.; Xu, H.; Yao, X.; Kuang, B.; Gao, J. Numerical simulation and experimental investigation on friction stir welding of 6061-T6 aluminum alloy. Mater. Des. 2014, 60, 94–101. [Google Scholar] [CrossRef]
- Kadian, A.K.; Biswas, P. A comparative study of material flow behavior in friction stir welding using laminar and turbulent models. J. Mater. Eng. Perform. 2015, 24, 4119–4127. [Google Scholar] [CrossRef]
- Hamilton, C.; Kopyscianski, M.; Senkov, O.; Dymek, S. A coupled thermal/material flow model of friction stir welding applied to Sc-modified aluminum alloys. Met. Mater. Trans. A 2013, 44, 1730–1740. [Google Scholar] [CrossRef] [Green Version]
- Riahi, M.; Nazari, H. Analysis of transient temperature and residual thermal stresses in friction stir welding of aluminum alloy 6061-T6 via numerical simulation. Int. J. Adv. Manuf. Technol. 2011, 55, 143–152. [Google Scholar] [CrossRef]
- Jain, R.; Pal, S.K.; Singh, S.B. Finite element simulation of temperature and strain distribution during friction stir welding of AA2024 aluminum alloy. J. Inst. Eng. India Ser. C 2017, 98, 37–43. [Google Scholar] [CrossRef]
- Nakamura, T.; Obikawa, T.; Nishizaki, I.; Enomoto, M.; Fang, Z. Friction stir welding of non-heat-treatable high-strength alloy 5083-O. Metals 2018, 8, 208. [Google Scholar] [CrossRef] [Green Version]
- Liu, X.; Yu, Y.; Yang, S.; Liu, H. A modified analytical heat source model for numerical simulation of temperature field in friction stir welding. Adv. Mater. Sci. Eng. 2020, 2020, 4639382. [Google Scholar] [CrossRef] [Green Version]
- Wu, T.; Zhao, F.; Luo, H.; Wang, H.; Li, Y. Temperature monitoring and material flow characteristics of friction stir welded 2A14-T6 aerospace aluminum alloy. Materials 2019, 12, 3387. [Google Scholar] [CrossRef] [Green Version]
- Buffa, G.; Hua, J.; Shivpuri, R.; Fratini, L. Design of the friction stir welding tool using the continuum based FEM model. Mater. Sci. Eng. A 2006, 419, 381–388. [Google Scholar] [CrossRef]
- Lin, B.Y.; Yuan, P.; Liu, J.J. Temperature distribution of aluminum alloys under friction stir welding. Adv. Mater. Res. 2011, 264–265, 217–222. [Google Scholar] [CrossRef]
- Pan, Y.; Lados, D.A. Friction stir welding in wrought and cast aluminum alloys: Heat transfer modeling and thermal history analysis. Met. Mater. Trans. A 2017, 48, 722–734. [Google Scholar] [CrossRef]
- Naumov, A.A.; Isupov, F.Y.; Golubev, Y.A.; Morozova, Y.N. Effect of the temperature of friction stir welding on the microstructure and mechanical properties of welded joints of an Al–Cu–Mg alloy. Met. Sci. Heat Treat. 2019, 60, 695–700. [Google Scholar] [CrossRef]
- Hamilton, C.; Węglowski, M.S.; Dymek, S.; Sedek, P. Using a coupled thermal/material flow model to predict residual stress in friction stir processed AlMg9Si. J. Mater. Eng. Perform. 2015, 24, 1305–1312. [Google Scholar] [CrossRef]
- Zhao, P.-C.; Shen, Y.-F.; Huang, G.-Q.; Zheng, Q.-X. Numerical simulation of friction stir butt-welding of 6061 aluminum alloy. Trans. Nonfer. Metal. Soc. Chin. 2018, 28, 1216–1225. [Google Scholar] [CrossRef]
- Muhsin, J.J.; Tolephih, M.H.; Muhammed, A.M.; Sadiq, G.S. Numerical and experimental analysis of transient temperature and residual thermal stresses in friction stir welding of aluminum alloy 7020-T53. ARPN J. Eng. Appl. Sci. 2016, 11, 11663–11674. [Google Scholar]
- Chen, G.; Zhang, S.; Zhu, Y.; Yang, C.; Shi, Q. Thermo-mechanical analysis of friction stir welding: A review on recent advances. Acta Met. Sin. 2020, 33, 3–12. [Google Scholar] [CrossRef] [Green Version]
- Assidi, M.; Fourment, L.; Guerdoux, S.; Nelson, T. Friction model for friction stir welding process simulation: Calibrations from welding experiments. Int. J. Mach. Tool Manuf. 2010, 50, 143–155. [Google Scholar] [CrossRef]
- Zhang, P.; Guo, N.; Chen, G.; Meng, Q.; Dong, C.; Zhou, L.; Feng, J. Plastic deformation behavior of the friction stir welded AA2024 aluminum alloy. Int. J. Adv. Manuf. Technol. 2014, 74, 673–679. [Google Scholar] [CrossRef]
- Long, T.; Tang, W.; Reynolds, A.P. Process response parameter relationships in aluminium alloy friction stir welds. Sci. Technol. Weld. Join. 2007, 12, 311–317. [Google Scholar] [CrossRef]
- Wang, H.; Colegrove, P.A.; dos Santos, J.F. Numerical investigation of the tool contact condition during friction stir welding of aerospace aluminum alloy. Comp. Mater. Sci. 2013, 71, 101–108. [Google Scholar] [CrossRef]
- Sun, H.; Zhou, Q.; Zhu, J.; Shi, X.; Sun, Z. Deformation analysis of a friction stir-welded thin sheet aluminum alloy joint. Chin. Weld. 2020, 29, 56–62. [Google Scholar]
- Suhuddin, U.F.H.R.; Mironov, S.; Sato, Y.S.; Kokawa, H.; Lee, C.-W. Grain structure evolution during friction stir welding of AZ31 magnesium alloy. Acta Mater. 2009, 57, 5406–5418. [Google Scholar] [CrossRef]
- Suhuddin, U.F.H.R.; Mironov, S.; Sato, Y.S.; Kokawa, H. Grain structure and texture evolution during friction stir welding of thin 6016 aluminum alloy sheets. Mater. Sci. Eng. A 2010, 527, 1962–1969. [Google Scholar] [CrossRef]
- Mironov, S.; Yang, Q.; Takahashi, H.; Takahashi, I.; Okamoto, K.; Sato, Y.S.; Kokawa, H. Specific character of material flow in near-surface layer during friction stir processing of AZ31 magnesium alloy. Met. Mater. Trans. A 2010, 41, 1016–1024. [Google Scholar] [CrossRef]
- Kalinenko, A.; Vysotskiy, I.; Malopheyev, S.; Mironov, S.; Kaibyshev, R. Influence of the weld thermal cycle on the grain structure of friction-stir joined 6061 aluminum alloy. Mater. Charact. 2021, 178, 111202. [Google Scholar] [CrossRef]
- Kalinenko, A.; Vysotskiy, I.; Malopheyev, S.; Mironov, S.; Kaibyshev, R. New insight into the phenomenon of the abnormal grain growth in friction-stir welded aluminum. Mater. Lett. 2021, 302, 130407. [Google Scholar] [CrossRef]
- Kalinenko, A.; Mishin, V.; Shishov, I.; Vysotskiy, I.; Malopheyev, S.; Zuiko, I.; Novikov, V.; Mironov, S.; Kaibyshev, R.; Semiatin, S.L. Mechanisms of abnormal grain growth in friction-stir-processed aluminum alloy 6061-T6. J. Alloys Compd. 2022. submitted. [Google Scholar]
- Wan, J.; Kocak, S.; Shephard, M.S. Automated adaptive 3D forming simulation processes. Eng. Comput. 2005, 21, 47–75. [Google Scholar] [CrossRef]
- Johnson, G.R.; Cook, W.H. Fracture characteristics of three metals subjected to various strains, strain rates, temperatures and pressures. Eng. Fract. Mech. 1985, 21, 31–48. [Google Scholar] [CrossRef]
- Chauhan, P.; Jain, R.; Pal, S.K.; Singh, S.B. Modeling of defects in friction stir welding using coupled Eulerian and Lagrangian method. J. Manuf. Process. 2018, 34, 158–166. [Google Scholar] [CrossRef]
- Salloomi, K.N. Fully coupled thermomechanical simulation of friction stir welding of aluminum 6061-T6 alloy T-joint. J. Manuf. Process. 2019, 45, 746–754. [Google Scholar] [CrossRef]
- Jain, R.; Pal, S.K.; Singh, S.B. Finite element simulation of pin shape influence on material flow, forces in friction stir welding. Int. J. Adv. Manuf. Technol. 2018, 94, 1781–1797. [Google Scholar] [CrossRef]
- Asadi, P.; Givi, M.K.B.; Akbari, M. Microstructural simulation of friction stir welding using a cellular automaton method: A microstructure prediction of AZ91 magnesium alloy. Int. J. Mech. Mater. Eng. 2015, 10, 20. [Google Scholar] [CrossRef] [Green Version]
- Buffa, G.; Hua, J.; Shivpuri, R.; Fratini, L. A continuum based fem model for friction stir welding—Model development. Mater. Sci. Eng. A 2006, 419, 389–396. [Google Scholar] [CrossRef]
- Zhao, Y.; Liu, H.; Yang, T.; Lin, Z.; Hu, Y. Study of temperature and material flow during friction spot welding of 7B04-T74 aluminum alloy. Int. J. Adv. Manuf. Technol. 2016, 83, 1467–1475. [Google Scholar] [CrossRef]
- Jain, R.; Pal, S.K.; Singh, S.B. Numerical modeling methodologies for friction stir welding process. In Computational Methods and Production Engineering; Elsevier: Amsterdam, The Netherlands, 2017; pp. 125–169. [Google Scholar]
- Jain, R.; Kumari, K.; Pal, S.K.; Singh, S.B. Counter rotating twin-tool system in friction stir welding process: A simulation study. J. Mater. Process. Technol. 2018, 255, 121–128. [Google Scholar] [CrossRef]
- Zhang, B.; Chen, X.; Pan, K.; Li, M.; Wang, J. Thermo-mechanical simulation using microstructure-based modeling of friction stir spot welded AA 6061-T6. J. Manuf. Process. 2019, 37, 71–81. [Google Scholar] [CrossRef]
- Kalinenko, A.; Kim, K.; Vysotskiy, I.; Zuiko, I.; Malopheyev, S.; Mironov, S.; Kaibyshev, R. Microstructure-strength relationship in friction-stir welded 6061-T6 aluminum alloy. Mater. Sci. Eng. A 2020, 793, 139858. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tool Translation Speed, mm/min | Tool Rotation Rate, rpm | ||
|---|---|---|---|
| 500 | 750 | 1100 | |
| 125 | 500–125 | 750–125 | 1100–125 |
| 380 | 500–380 | 750–380 | 1100–380 |
| 760 | - | 750–760 | 1100–760 |
| Parameter | Definition | Value | Unit |
|---|---|---|---|
| A | Yield stress at ambient temperature | 324 | MPa |
| B | Strain factor | 114 | MPa |
| n | Strain exponent | 0.42 | - |
| C | Strain rate factor | 0.002 | - |
| Normalized strain rate | 1 | - | |
| Tm | Incipient melting temperature | 582 | °C |
| m | Temperature exponent | 1.34 | - |
| FSW Condition | Z-force | |||
|---|---|---|---|---|
| Spindle Rate, rpm | Feed Rate, mm/min | Measured, kN | Predicted, kN | Error, % |
| 500 | 125 | 6.0 | 6.1 | −1.67 |
| 380 | 9.7 | 9.6 | +1.03 | |
| 750 | 125 | 5.1 | 4.9 | +3.92 |
| 380 | 5.9 | 6.0 | −1.69 | |
| 760 | 9.7 | 9.5 | +2.06 | |
| 1100 | 125 | 5.4 | 5.2 | +3.70 |
| 380 | 5.7 | 6.1 | −7.02 | |
| 760 | 5.9 | 6.6 | −11.86 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mishin, V.; Shishov, I.; Kalinenko, A.; Vysotskii, I.; Zuiko, I.; Malopheyev, S.; Mironov, S.; Kaibyshev, R. Numerical Simulation of the Thermo-Mechanical Behavior of 6061 Aluminum Alloy during Friction-Stir Welding. J. Manuf. Mater. Process. 2022, 6, 68. https://doi.org/10.3390/jmmp6040068
Mishin V, Shishov I, Kalinenko A, Vysotskii I, Zuiko I, Malopheyev S, Mironov S, Kaibyshev R. Numerical Simulation of the Thermo-Mechanical Behavior of 6061 Aluminum Alloy during Friction-Stir Welding. Journal of Manufacturing and Materials Processing. 2022; 6(4):68. https://doi.org/10.3390/jmmp6040068
Chicago/Turabian StyleMishin, Vasiliy, Ivan Shishov, Alexander Kalinenko, Igor Vysotskii, Ivan Zuiko, Sergey Malopheyev, Sergey Mironov, and Rustam Kaibyshev. 2022. "Numerical Simulation of the Thermo-Mechanical Behavior of 6061 Aluminum Alloy during Friction-Stir Welding" Journal of Manufacturing and Materials Processing 6, no. 4: 68. https://doi.org/10.3390/jmmp6040068