
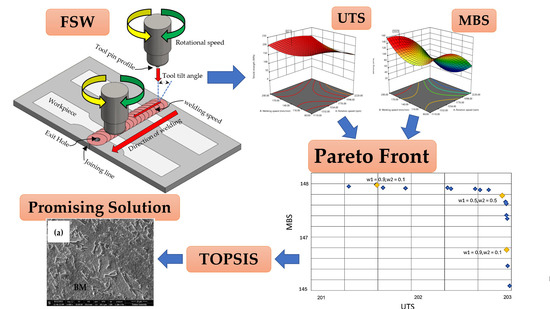
Multi-Objective Variable Neighborhood Strategy Adaptive Search for Tuning Optimal Parameters of SSM-ADC12 Aluminum Friction Stir Welding

 , ,
, ,  ,
, 
Abstract
:
1. Introduction
2. Literature Survey

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Authors | Approaches for Optimization | Material Joint | Materials | Study Parameters | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Similar | Dissimilar | Rotation Speed | Welding Speed | Tilt Angle | Tool Geometry | D/d Ratio | Axial Force | Tool Material | Tool Offset | Rotational Direction | |||
| This work | D-optimal and VaNSAS | ✔ | SSM-ADC12 | ✔ | ✔ | ✔ | ✔ | ✔ | |||||
| Meengam and Sillapasa (2020) [20] | Factorial design | ✔ | SSM-Al 6063 | ✔ | ✔ | ✔ | |||||||
| Senthil et al. (2020) [37] | RSM | ✔ | AA 6063 | ✔ | ✔ | ||||||||
| Shanavas and Dhas (2017) [25] | RSM | ✔ | AA 5052 | ✔ | ✔ | ✔ | ✔ | ||||||
| Ghaffarpour et al. (2015) [64] | RSM | ✔ | AA 5083-AA 6061 | ✔ | ✔ | ✔ | ✔ | ||||||
| Kumar Gupta et al. (2016) [38] | Taguchi and GRA | ✔ | AA 5083-AA 6063 | ✔ | ✔ | ✔ | |||||||
| Kesharwani et al. (2014) [43] | Taguchi and GRA | ✔ | AA5052-AA5754 | ✔ | ✔ | ✔ | ✔ | ||||||
| Shaik et al. (2019) [32] | Taguchi and GRA | ✔ | AA6082-AA7075 | ✔ | ✔ | ✔ | |||||||
| Wakchaure et al. (2018) [29] | GRA and ANN | ✔ | AA6082 | ✔ | ✔ | ✔ | ✔ | ||||||
| Siva et al. (2019) [65] | GRA and TOPSIS | ✔ | NAB alloy | ✔ | ✔ | ✔ | |||||||
| Kamal Babu et al. (2017) [41] | ANN and GA | ✔ | AA2219 | ✔ | ✔ | ✔ | |||||||
| Sharma et al. (2019) [39] | Taguchi and TOPSIS | ✔ | AA6101-Copper | ✔ | ✔ | ✔ | ✔ | ||||||
| Shojaeefard et al. (2013) [28] | ANN and PSO | ✔ | AA7075-AA5083 | ✔ | ✔ | ||||||||
| Tamjidy et al. (2017) [42] | TOPSIS and Shannon’s entropy | ✔ | AA 6061-AA7075 | ✔ | ✔ | ✔ | ✔ | ||||||
| Roshan et al. (2013) [44] | ANFIS and SA | ✔ | AA7075 | ✔ | ✔ | ✔ | ✔ | ||||||
| Shojaeefard et al. (2014) [36] | FEM and ANN | ✔ | AA 5083 | ✔ | ✔ | ||||||||
3. Materials and Methods
3.1. Identifying the Number, Types, and Levels of the Interested Parameters Using D-Optimal Experimental Design to Find the Regression Model to Predict the Target Parameters for Friction Stir Welding
3.2. Using the Multi-Objective Variable Neighborhood Strategy Adaptive Search (MOVaNSAS) to Find the Optimal Parameters
3.2.1. Generate a Set of Initial Tracks
3.2.2. Perform Track Touring Process (TTP) in a Specified Improvement Box
- Improvement Box Operation
- Differential Equation Method (DEM)
- Random Track Transition Method (R-TTM)
- Track Transition Method (TTM)
- Best Track Transition Method (B-TTM)
- Positive Ideal Solution
- Negative Ideal Solution
3.2.3. Update the Heuristics Information
3.2.4. Repeat the Steps in TTP and Update the Heuristics Information until the Number of Termination Conditions Is Met
| Algorithm 1: Mulit Objective Variable Neighborhood Strategy Adaptive Search (MOVaNSAS) |
| input: Number of Track (NT), Number of parameters(D), Scaling factor (F), Improvement factor (K), Value of CR Number of Improvement box (IBPop) |
| output: Best_Track_Solution |
| begin |
| Population = Initialize Track (NT, D) |
| IBPop = Initialize Information IB(NIB) |
| encode Population to WP |
| while the stopping criterion is not met do |
| for i = 1: NT |
| // selected Improvement box by |
| Roulette WheelSelection |
| selected_IB = RouletteWheelSelection (IBPop) |
| If (selected_IB = 1) Then |
| new_u = DEM (u) |
| Perform DEM |
| Else if (selected_IB = 2) |
| new_u = R-TTM (u) |
| Perform R-TTM |
| Else if (selected_IB = 3) |
| new_u = TTM (u) |
| Perform TTM |
| Perform Decoding method, Weight Sum Method |
| IF(CostFunction(new_u) = CostFunction (Vi)) Then |
| Vi = new_u |
| Update Pareto Front |
| End For Loop//end update heuristics information |
| Evaluate Pareto Using TOPSIS |
| End For Loop |
| End |
| Return Best_Vector_Solution |
| end |
3.3. The Compared Method
4. Experimental Framework and Results
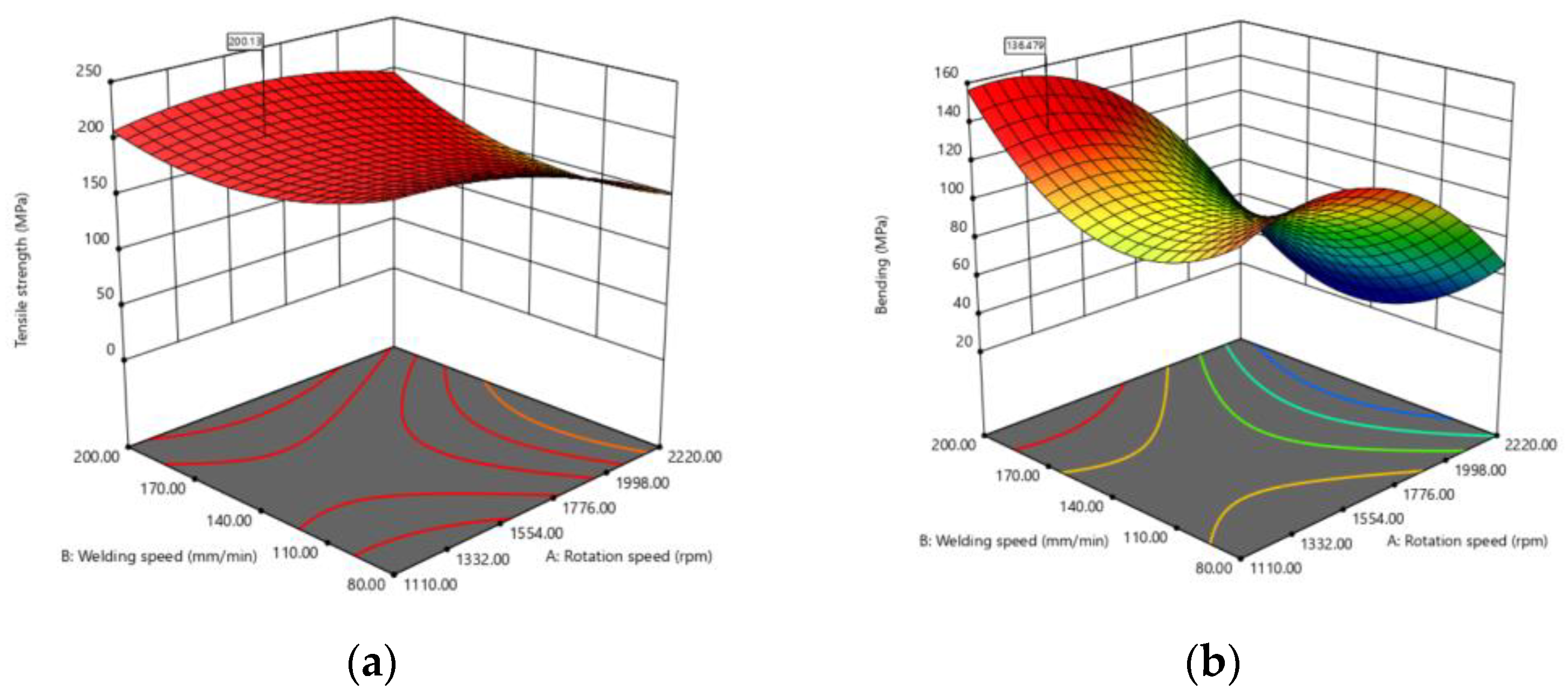
4.1. Optimization Process by D-Optimal Experimental Design
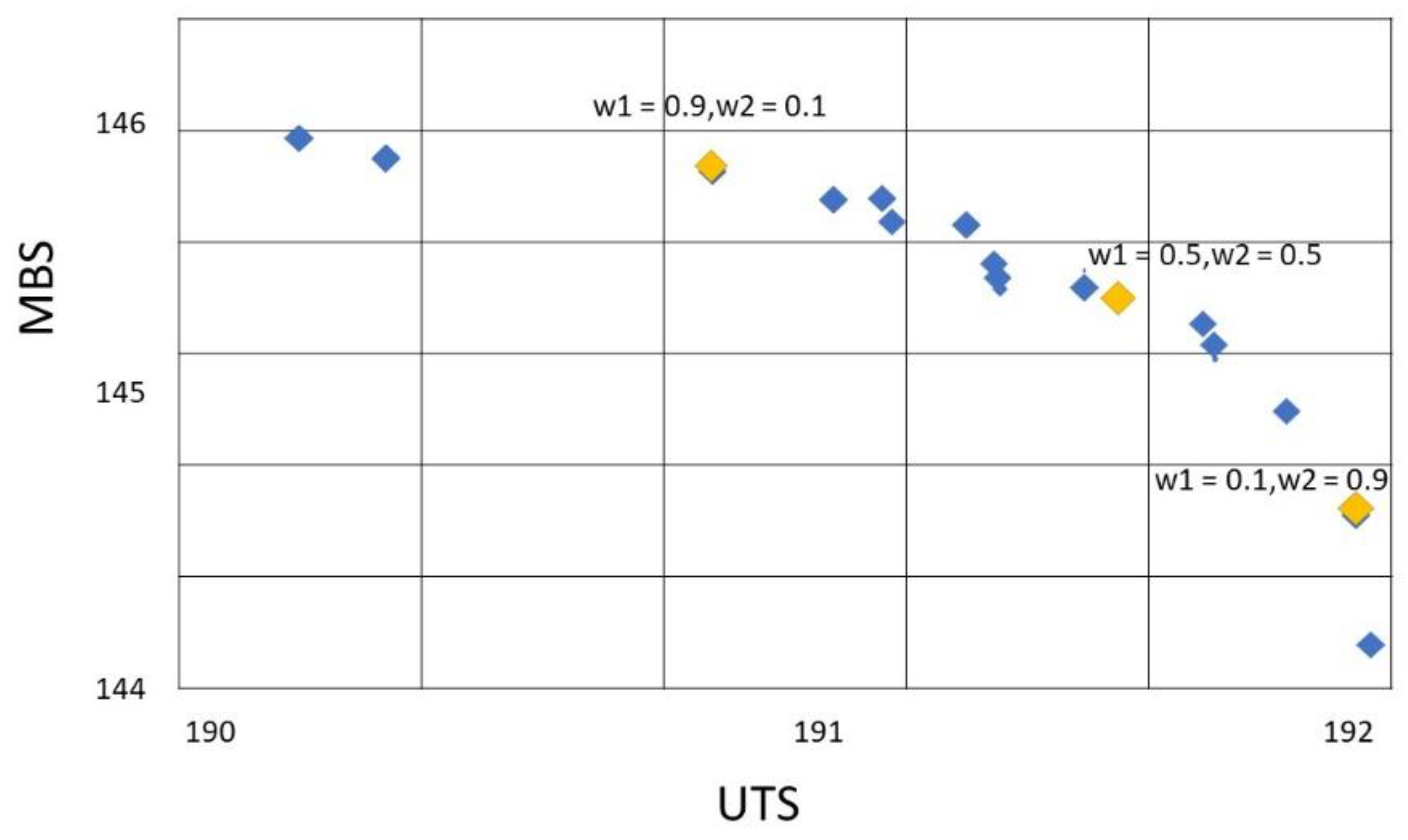
4.2. Results Using Multi-Objective Variable Neighborhood Strategy Adaptive Search (MOVaNSAS)
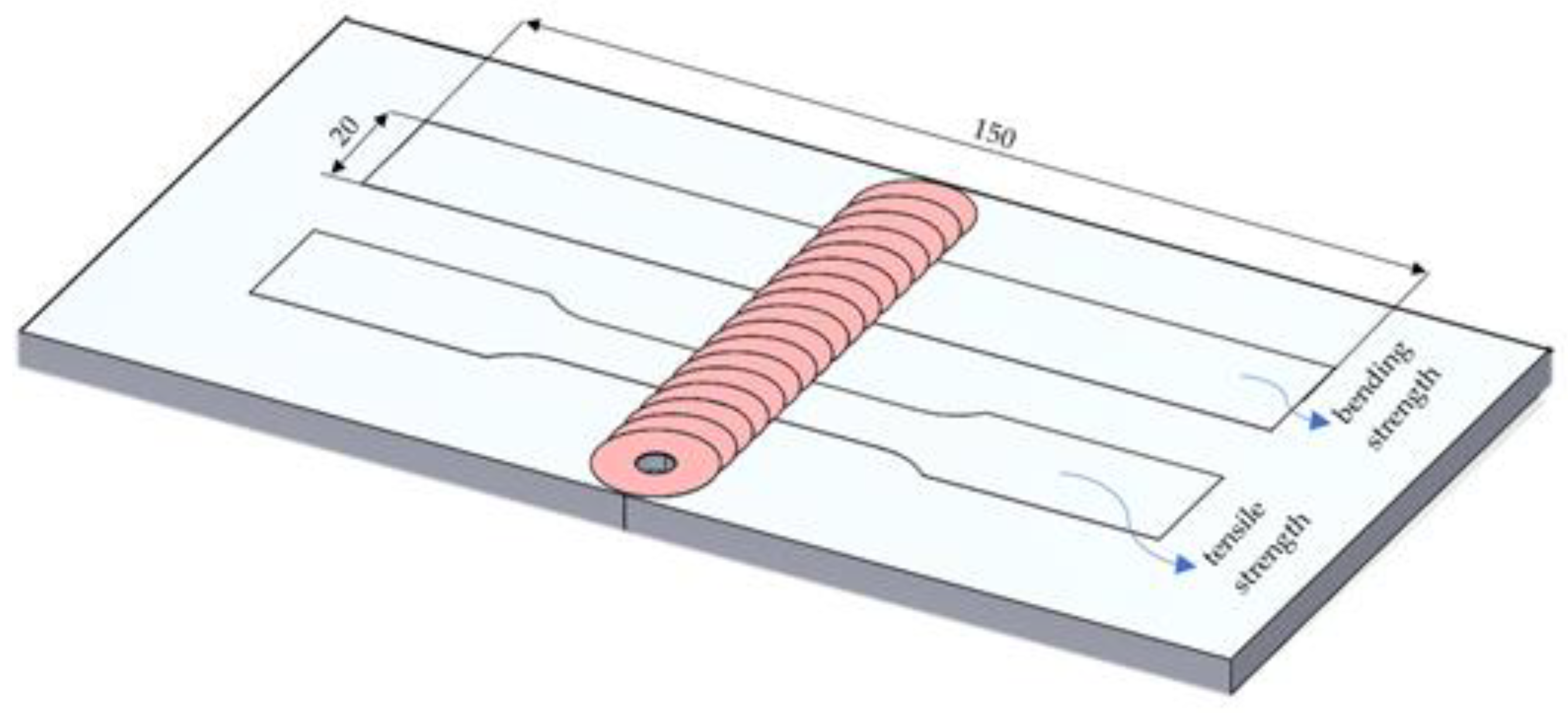
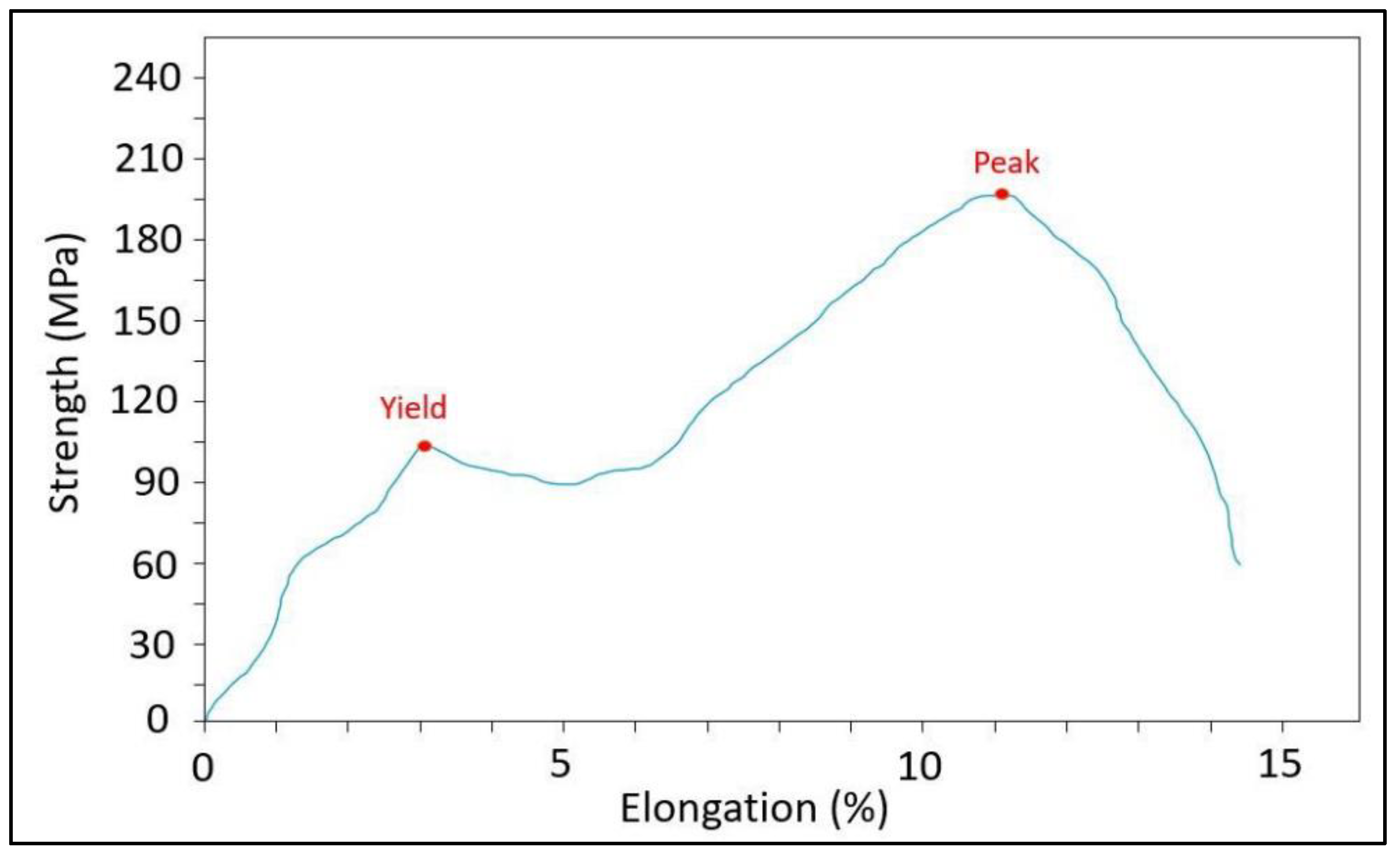
4.3. Verifying the Results by Testing Optimal Parameters with Actual Specimens
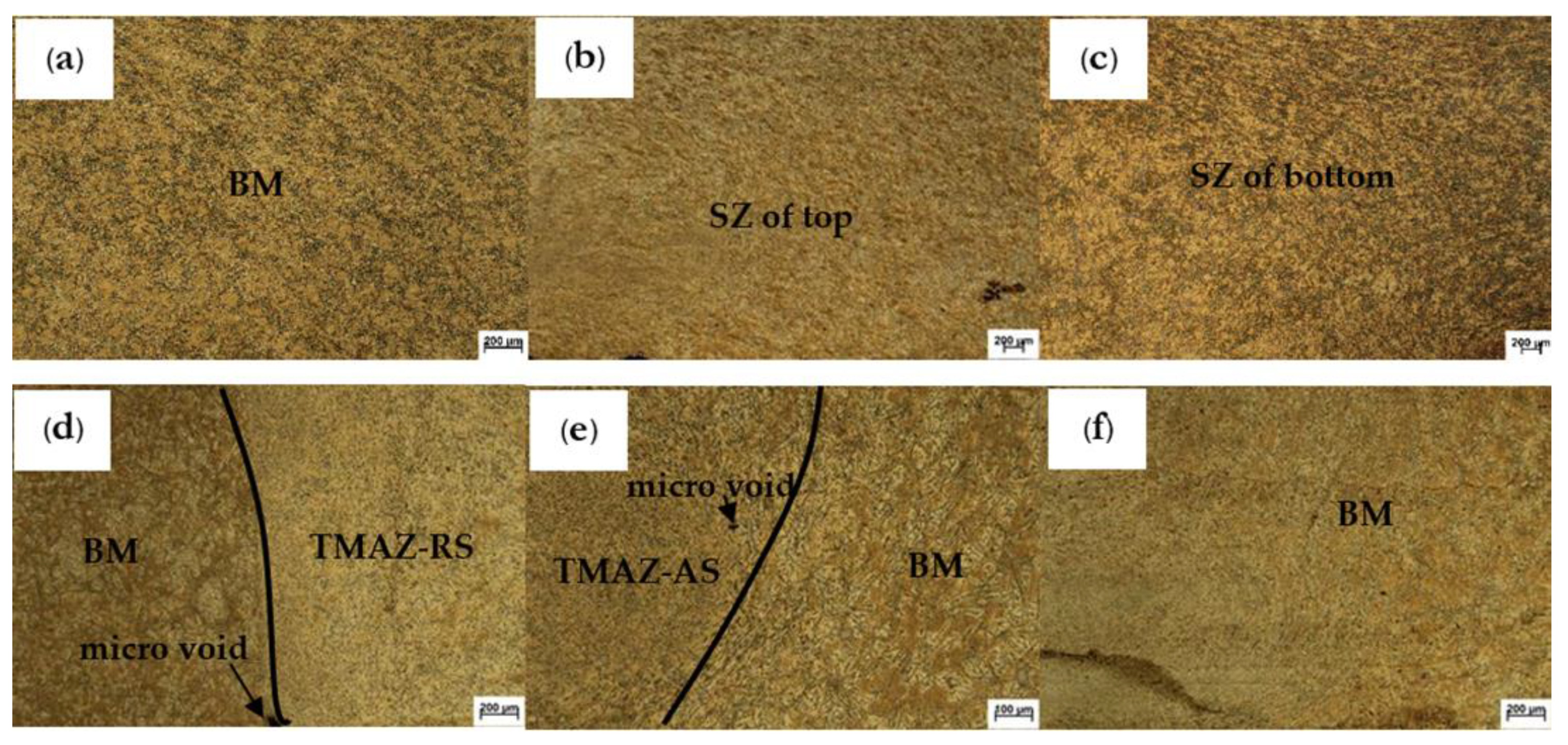
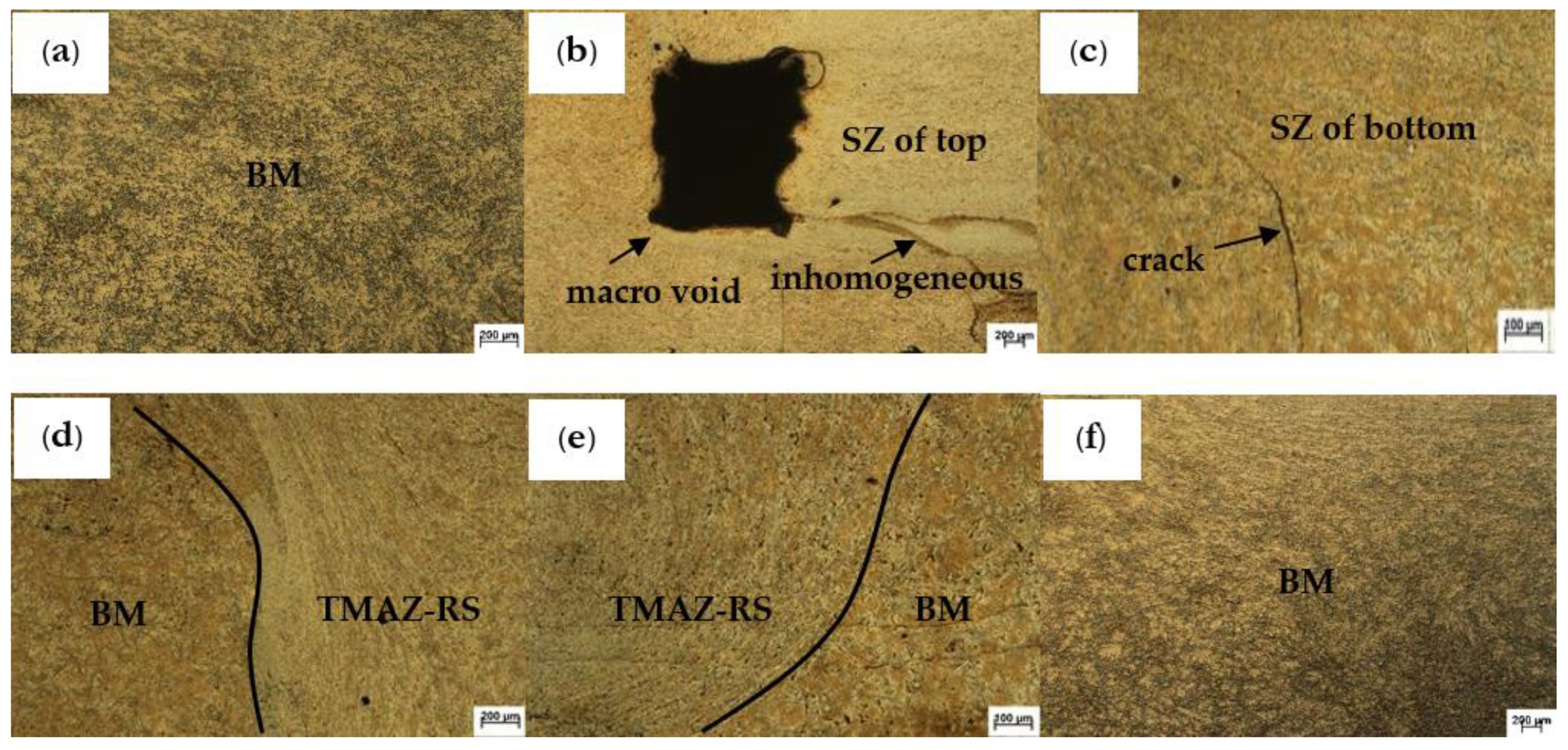
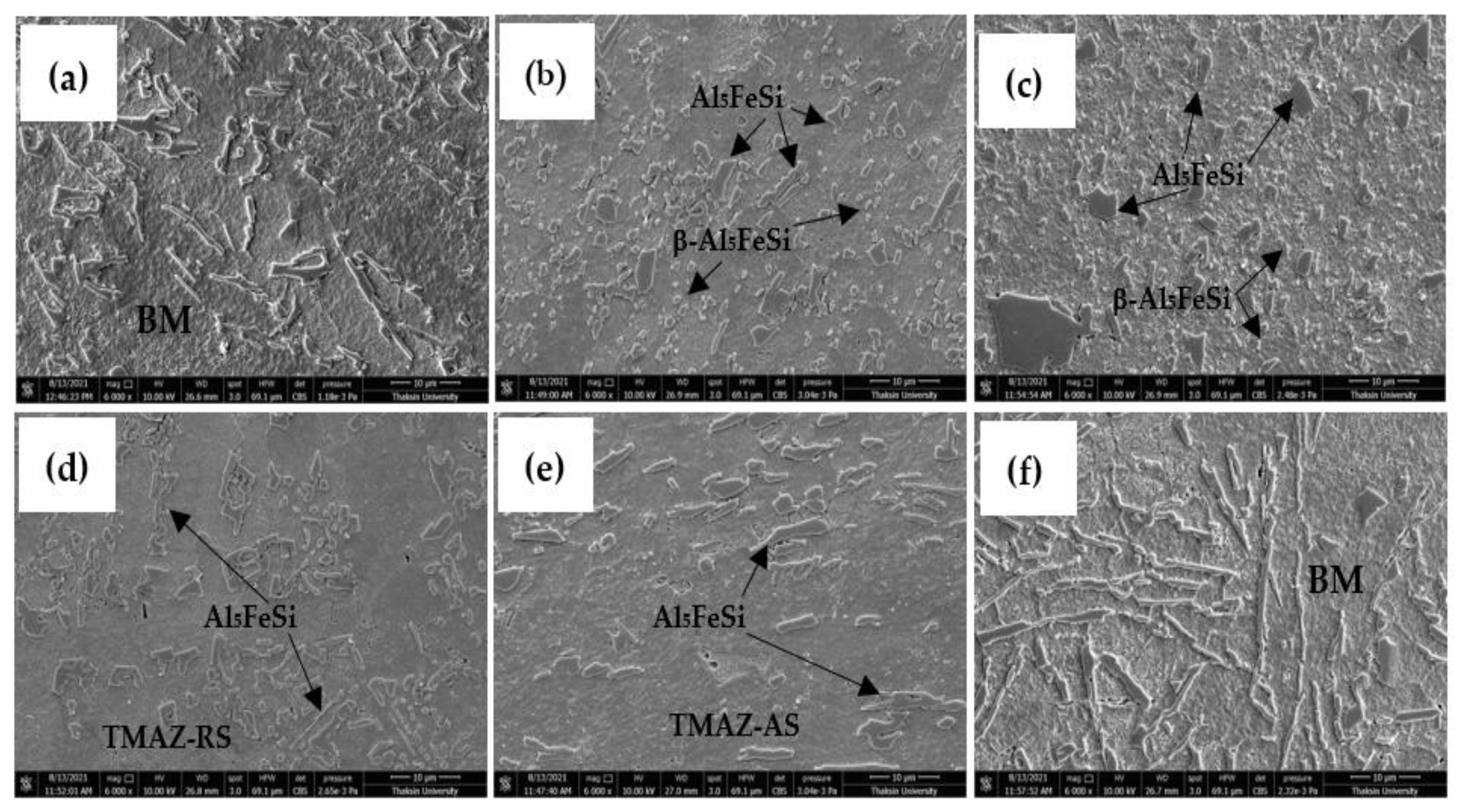
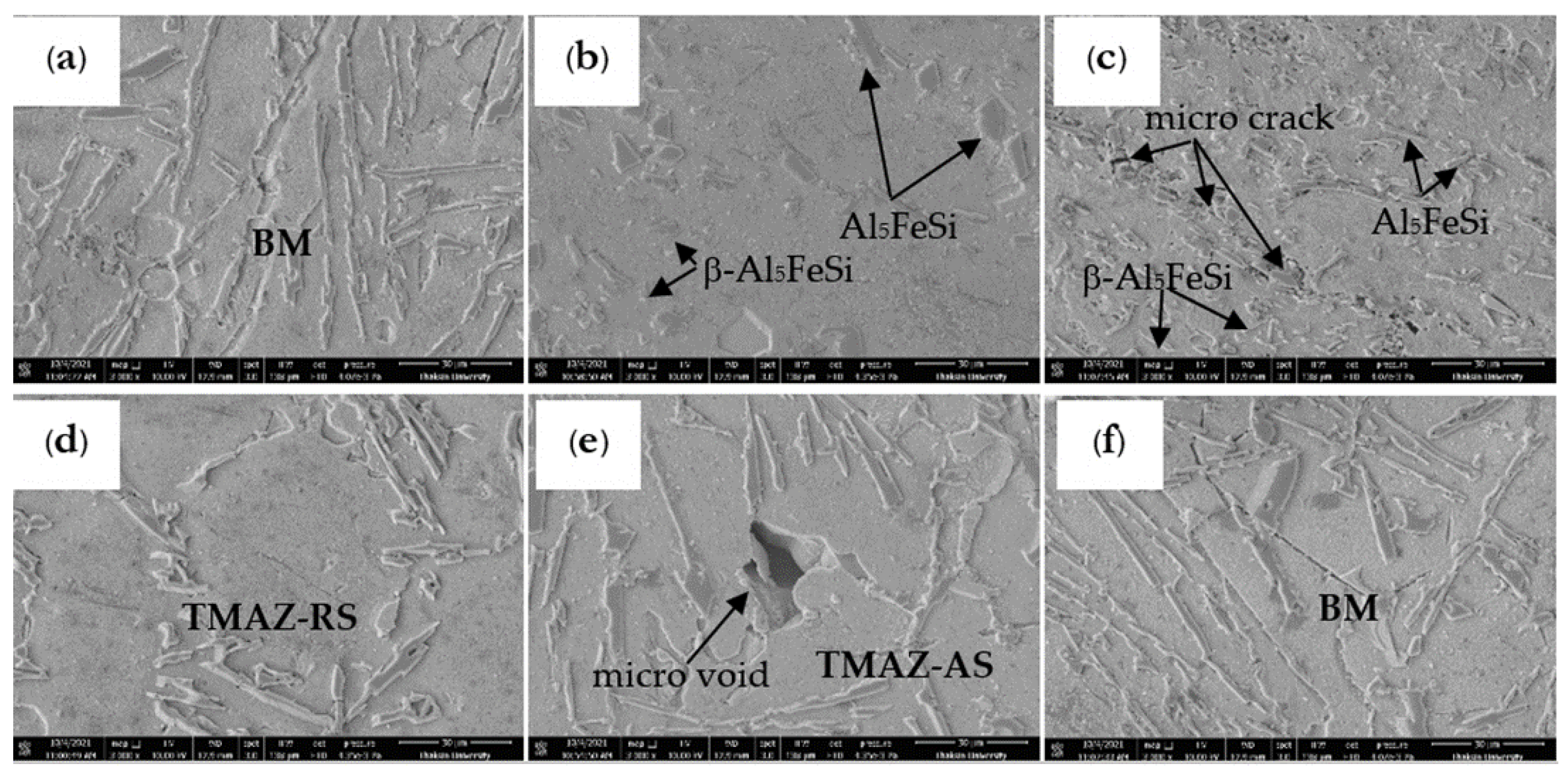
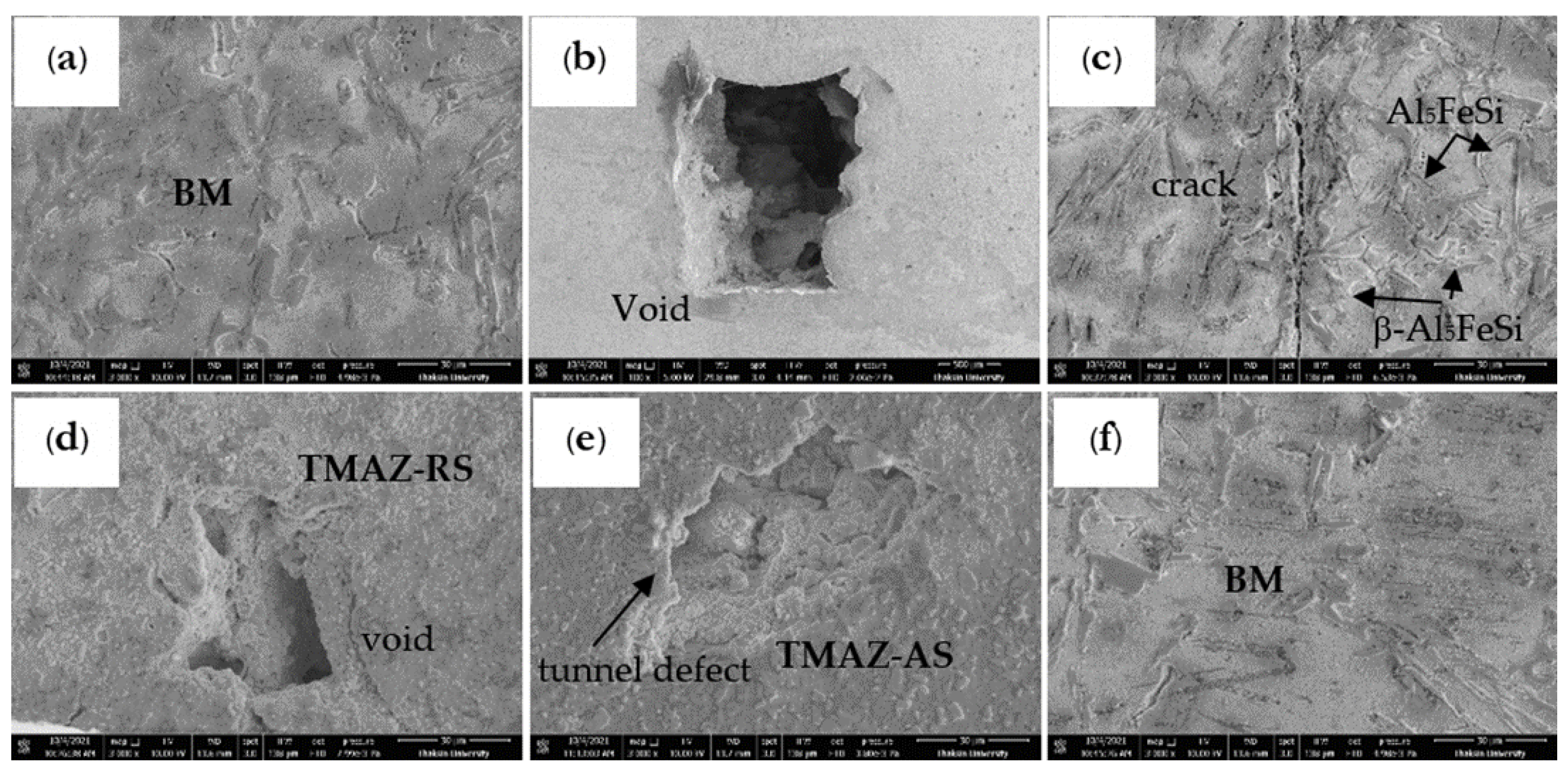
4.4. Microstructure Analysis
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Guo, H.; Hu, J.; Tsai, H.L. Formation of weld crater in GMAW of aluminum alloys. Int. J. Heat Mass Transf. 2009, 52, 5533–5546. [Google Scholar] [CrossRef]
- Da Silva, C.L.M.; Scotti, A. The influence of double pulse on porosity formation in aluminum GMAW. J. Mater. Process. Technol. 2006, 171, 366–372. [Google Scholar] [CrossRef]
- Fang, X.; Zhang, J. Effect of underfill defects on distortion and tensile properties of Ti-2Al-1.5Mn welded joint by pulsed laser beam welding. Int. J. Adv. Manuf. Technol. 2014, 74, 699–705. [Google Scholar] [CrossRef]
- Bhujangrao, T.; Froustey, C.; Iriondo, E.; Veiga, F.; Darnis, P.; Mata, F.G. Review of Intermediate Strain Rate Testing Devices. Metals 2020, 10, 894. [Google Scholar] [CrossRef]
- Thomas, W.M.; Johnson, K.I.; Wiesner, C.S. Friction stir welding—Recent developments in tool and process technologies. Adv. Eng. Mater. 2003, 5, 485–490. [Google Scholar] [CrossRef]
- Thomas, W.M.; Nicholas, E.D. Friction stir welding for the transportation industries. Mater. Des. 1997, 18, 269–273. [Google Scholar] [CrossRef]
- Threadgill, P.L.; Leonard, A.J.; Shercliff, H.R.; Withers, P.J. Friction stir welding of aluminium alloys. Pap. Presented Int. Mater. Rev. 2009, 54, 49–93. [Google Scholar] [CrossRef]
- Lakshminarayanan, A.; Malarvizhi, S.; Balasubramanian, V. Developing friction stir welding window for AA2219 aluminium alloy. Trans. Nonferrous Met. Soc. China 2011, 21, 2339–2347. [Google Scholar] [CrossRef]
- Guo, J.F.; Chen, H.C.; Sun, C.N.; Bi, G.; Sun, Z.; Wei, J. Friction stir welding of dissimilar materials between AA6061 and AA7075 Al alloys effects of process parameters. Mater. Des. 2014, 56, 185–192. [Google Scholar] [CrossRef]
- Hoyos, E.; Escobar, S.; Backer, J.D.; Martin, J.; Palacio, M. Manufacturing Concept and Prototype for Train Component Using the FSW Process. J. Manuf. Mater. Process. 2021, 5, 19. [Google Scholar] [CrossRef]
- Giraud, L.; Robe, H.; Claudin, C.; Desrayaud, C.; Bocher, P.; Feulvarch, E. Investigation into the dissimilar friction stir welding of AA7020-T651 and AA6060-T6. J. Mater. Process. Technol. 2016, 235, 220–230. [Google Scholar] [CrossRef]
- Bisadi, H.; Tavakoli, A.; Sangsaraki, M.T.; Sangsaraki, K.T. The influences of rotational and welding speeds on microstructures and mechanical properties of friction stir weld Al5083 and commercially pure copper sheets lap joint. Mater. Des. 2013, 43, 80–88. [Google Scholar] [CrossRef]
- Kadaganchi, R.; Gankidi, M.R.; Gokhale, H. Optimization of process parameters of aluminum alloy AA 2014-T6 friction stir welds by response surface methodology. Def. Technol. 2015, 11, 209–219. [Google Scholar] [CrossRef] [Green Version]
- Khan, N.Z.; Khan, Z.A.; Siddiquee, A.N. Effect of shoulder diameter to pin diameter (D/d) ratio on tensile strength of friction stir welded 6063 aluminium alloy. Mater. Today: Proc. 2015, 2, 1450–1457. [Google Scholar] [CrossRef]
- Liu, H.; Zhang, H.; Pan, Q.; Yu, L. Effect of friction stir welding parameters on microstructural characteristics and mechanical properties of 2219-T6 aluminum alloy joints. Int. J. Mater. Form. 2012, 5, 235–241. [Google Scholar] [CrossRef]
- Elangovan, K.; Balasubramanian, V. Influences of tool pin profile and welding speed on the formation of friction stir processing zone in AA2219 aluminium alloy. J. Mater. Process. Technol. 2008, 200, 163–175. [Google Scholar] [CrossRef]
- Maeda, M.; Liu, H.; Fujii, H.; Shibayanagi, T. Temperature field in the vicinity of fsw-tool during friction stir welding of aluminium alloys. Weld. World 2005, 49, 69–75. [Google Scholar] [CrossRef]
- Ilangovan, M.; Boopathy, S.R.; Balasubramanian, V. Effect of tool pin profile on microstructure and tensile properties of friction stir welded dissimilar AA 6061eAA 5086 aluminium alloy joints. Def. Technol. 2015, 11, 174–184. [Google Scholar] [CrossRef] [Green Version]
- RajKumar, V.; VenkateshKannan, M.; Sadeesh, P.; Arivazhagan, N.; Ramkumar, K.D. Studies on Effect of Tool Design and Welding Parameters on the Friction Stir Welding of Dissimilar Aluminium Alloys AA 5052–AA 6061. Procedia Eng. 2014, 75, 93–97. [Google Scholar] [CrossRef] [Green Version]
- Meengam, C.; Sillapasa, K. Evaluation of Optimization Parameters of Semi-Solid Metal 6063 Aluminum Alloy from Friction Stir Welding Process Using Factorial Design Analysis. J. Manuf. Mater. Process. 2020, 4, 123. [Google Scholar] [CrossRef]
- Koilraj, M.; Sundareswaran, V.; Vijayan, S.; Rao, S.R.K. Friction stir welding of dissimilar aluminum alloys AA2219 to AA5083 Optimization of process parameters using Taguchi technique. Mater. Des. 2012, 42, 1–7. [Google Scholar] [CrossRef]
- Bayazid, S.M.; Farhangi, H.; Ghahramani, A. Investigation of Friction Stir Welding Parameters of 6063-7075 Aluminum Alloys by Taguchi Method. Procedia Mater. Sci. 2015, 11, 6–11. [Google Scholar] [CrossRef] [Green Version]
- Palani, K.; Elanchezhian, C. Multi response Optimization of Friction stir welding process parameters in dissimilar alloys using Grey relational analysis. IOP Conf. Ser. Mater. Sci. Eng. 2018, 390, 1–9. [Google Scholar] [CrossRef]
- Aydin, H.; Bayram, A.; Esme, U.; Kazancoglu, Y.; Guven, O. Application of Grey Relation Analysis (GRA) and Taguchi Method for the Parametric Optimization of Friction Stir Welding (FSW) Process. Mater. Technol. 2010, 44, 205–211. [Google Scholar]
- Shanavas, S.; Dhas, J.E.R. Parametric optimization of friction stir welding parameters of marine grade aluminium alloy using response surface methodology. Trans. Nonferrous Met. Soc. China 2017, 27, 2334–2344. [Google Scholar] [CrossRef]
- Srichok, T.; Pitakaso, R.; Sethanan, K.; Sirirak, W.; Kwangmuang, P. Combined Response Surface Method and Modified Differential Evolution for Parameter Optimization of Friction StirWelding. Processes 2020, 8, 1080. [Google Scholar] [CrossRef]
- Teimouri, R.; Baseri, H. Forward and backward predictions of the friction stir welding parameters using fuzzy-artificial bee colony-imperialist competitive algorithm systems. J. Intell. Manuf. 2013, 26, 307–319. [Google Scholar] [CrossRef]
- Shojaeefard, M.H.; Behnagh, R.A.; Akbari, M.; Givi, M.K.B.; Farhani, F. Modelling and Pareto optimization of mechanical properties of friction stir welded AA7075/AA5083 butt joints using neural network and particle swarm algorithm. Mater. Des. 2013, 44, 190–198. [Google Scholar] [CrossRef]
- Wakchaure, K.N.; Thakur, A.G.; Gadakh, V.; Kumar, A. Multi-Objective Optimization of Friction Stir Welding of Aluminium Alloy 6082-T6 Using hybrid Taguchi-Grey Relation Analysis- ANN Method. Mater. Today: Proc. 2018, 5, 7150–7159. [Google Scholar] [CrossRef]
- Hartl, R.; Praehofer, B.; Zaeh, M. Prediction of the surface quality of friction stir welds by the analysis of process data using Artificial Neural Networks. Proc. Inst. Mech. Eng. Part. L J. Mater. Des. Appl 2020, 234, 732–751. [Google Scholar] [CrossRef]
- Cisko, A.R.; Jordon, J.B.; Amaro, R.L.; Allison, P.G.; Wlodarski, J.S.; McClelland, Z.B.; Garcia, L.; Rushing, T.W. A parametric investigation on friction stir welding of Al-Li 2099. Mater. Manuf. Process. 2020, 35, 1–8. [Google Scholar] [CrossRef]
- Shaik, B.; Gowd, G.H.; Prasad, B.D. Investigations and optimization of friction stir welding process to improve microstructures of aluminum alloys. Cogent Eng. 2019, 6, 1–14. [Google Scholar] [CrossRef]
- Aldalur, E.; Suárez, A.; Veiga, F. Metal transfer modes for Wire Arc Additive Manufacturing Al-Mg alloys: Influence of heat input in microstructure and porosity. J. Mater. Process. Technol. 2021, 297, 117271. [Google Scholar] [CrossRef]
- Khodabakhshi, F.; Gerlich, A.P. On the correlation between indentation hardness and tensile strength in friction stir processed materials. Mater. Sci. Eng. A 2020, 789, 1–14. [Google Scholar] [CrossRef]
- Chen, H.; Cai, L.-X. Theoretical Conversions of Different Hardness and Tensile Strength for Ductile Materials Based on Stress–Strain Curves. Metall. Mater. Trans. A 2018, 49, 1090–1101. [Google Scholar] [CrossRef]
- Shojaeefard, M.H.; Akbari, M.; Asadi, P. Multi objective optimization of friction stir welding parameters using FEM and neural network. Int. J. Precis. Eng. Manuf. 2014, 15, 2351–2356. [Google Scholar] [CrossRef]
- Senthil, S.M.; Parameshwaran, R.; Nathan, S.R.; Kumar, M.B.; Deepandurai, K. A multi-objective optimization of the friction stir welding process using RSM-based-desirability function approach for joining aluminum alloy 6063-T6 pipes. Struct. Multidiscip. Optim. 2020, 62, 1117–1133. [Google Scholar] [CrossRef]
- Gupta, S.K.; Pandey, K.; Kumar, R. Multi-objective optimization of friction stir welding process parameters for joining of dissimilar AA5083/AA6063 aluminum alloys using hybrid approach. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2016, 232, 343–353. [Google Scholar] [CrossRef]
- Sharma, N.; Khan, Z.A.; Siddiquee, A.N.; Wahid, M.A. Multi-response optimization of friction stir welding process parameters for dissimilar joining of Al6101 to pure copper using standard deviation based TOPSIS method. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2019, 233, 6473–6482. [Google Scholar] [CrossRef]
- Goyal, A.; Garg, R.K. Parametric optimization of friction stir welding process for marine grade aluminum alloy. Int. J. Struct. Integr. 2018, 10, 1–15. [Google Scholar] [CrossRef]
- Babu, K.K.; Panneerselvam, K.; Sathiya, P.; Haq, A.N.; Sundarrajan, S.; Mastanaiah, P.; Murthy, C.V.S. Parameter optimization of friction stir welding of cryorolled AA2219 alloy using artificial neural network modeling with genetic algorithm. Int. J. Adv. Manuf. Technol. 2017, 94, 3117–3129. [Google Scholar] [CrossRef]
- Tamjidy, M.; Baharudin, B.T.H.T.; Paslar, S.; Matori, K.A.; Sulaiman, S.; Fadaeifard, F. Multi-Objective Optimization of Friction Stir Welding Process Parameters of AA6061-T6 and AA7075-T6 Using a Biogeography Based Optimization Algorithm. Materials 2017, 10, 533. [Google Scholar] [CrossRef] [Green Version]
- Kesharwani, R.K.; Panda, S.K.; Pal, S.K. Multi Objective Optimization of Friction Stir Welding Parameters for Joining of Two Dissimilar Thin Aluminum Sheets. Procedia Mater. Sci. 2014, 6, 178–187. [Google Scholar] [CrossRef] [Green Version]
- Roshan, S.B.; Jooibari, M.B.; Teimouri, R.; Asgharzadeh-Ahmadi, G.; Falahati-Naghibi, M.; Sohrabpoor, H. Optimization of friction stir welding process of AA7075 aluminum alloy to achieve desirable mechanical properties using ANFIS models and simulated annealing algorithm. Int. J. Adv. Manuf. Technol. 2013, 69, 1803–1818. [Google Scholar] [CrossRef]
- Jirasirilerd, G.; Pitakaso, R.; Sethanan, K.; Kaewman, S.; Sirirak, W.; Kosacka-Olejnik, M. Simple Assembly Line Balancing Problem Type 2 By Variable Neighborhood Strategy Adaptive Search: A Case Study Garment Industry. J. Open Innov. Technol. Mark. Complex. 2020, 6, 21. [Google Scholar] [CrossRef] [Green Version]
- Theeraviriya, C.; Sirirak, W.; Praseeratasang, N. Location and Routing Planning Considering Electric Vehicles with Restricted Distance in Agriculture. World Electr. Veh. J. 2020, 11, 61. [Google Scholar] [CrossRef]
- Theeraviriya, C.; Ruamboon, K.; Praseeratasang, N. Solving the multi-level location routing problem considering the environmental impact using a hybrid metaheuristic. Int. J. Eng. Bus. Manag. 2021, 13, 1–17. [Google Scholar] [CrossRef]
- Kusoncum, C.; Sethanan, K.; Pitakaso, R.; Hartl, R.F. Heuristics with novel approaches for cyclical multiple parallel machine scheduling in sugarcane unloading systems. Int. J. Prod. Res. 2020, 59, 1–19. [Google Scholar] [CrossRef]
- Khamsing, N.; Chindaprasert, K.; Pitakaso, R.; Sirirak, W.; Theeraviriya, C. Modified ALNS Algorithm for a Processing Application of Family Tourist Route Planning: A Case Study of Buriram in Thailand. Computation 2021, 9, 23. [Google Scholar] [CrossRef]
- Pitakaso, R.; Sethanan, K.; Theeraviriya, C. Variable neighborhood strategy adaptive search for solving green 2-echelon location routing problem. Comput. Electron. Agric. 2020, 173, 1–12. [Google Scholar] [CrossRef]
- Pitakaso, R.; Sethanan, K.; Jirasirilerd, G.; Golinska-Dawson, P. A novel variable neighborhood strategy adaptive search for SALBP-2 problem with a limit on the number of machine’s types. Ann. Oper. Res. 2021, 298, 1–25. [Google Scholar] [CrossRef]
- Amir, H.L.; Salman, N. Effect of Welding Parameters on Microstructure, Thermal, and Mechanical Properties of Friction-Stir Welded Joints of AA7075-T6 Aluminum Alloy. Metall. Mater. Trans. A 2014, 45A, 2792–2807. [Google Scholar]
- Ramesha, K.; Sudersanan, P.; Santhosh, N.; Sasidhar, J. Design and optimization of the process parameters for friction stir welding of dissimilar aluminium alloys. Eng. Appl. Sci. Res. 2021, 48, 257–267. [Google Scholar]
- Tongne, A.; Desrayaud, C.; Jahazi, M.; Feulvarch, E. On material flow in Friction Stir Welded Al alloys. J. Mater. Process. Technol. 2017, 239, 284–296. [Google Scholar] [CrossRef]
- Elyasi, M.; Derazkola, H.A.; Hosseinzadeh, M. Investigations of tool tilt angle on properties friction stir welding of A441 AISI to AA1100 aluminium. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 230, 1–8. [Google Scholar] [CrossRef]
- Meshram, S.D.; Reddy, G.M. Influence of Tool Tilt Angle on Material Flow and Defect Generation in Friction Stir Welding of AA2219. Def. Sci. J. 2018, 68, 512–518. [Google Scholar] [CrossRef]
- Thimmaraju, P.K.; Arakanti, K.; Reddy, G.C.M. Influence of Tool Geometry on Material Flow Pattern in Friction Stir Welding Process. Int. J. Theor. Appl. Mech. 2017, 12, 445–458. [Google Scholar]
- Zhang, Y.N.; Cao, X.; Larose, S.; Wanjara, P. Review of tools for friction stir welding and processing. Can. Metall. Q. 2012, 51, 250–261. [Google Scholar] [CrossRef]
- Zhao, H.; Shen, Z.; Booth, M.; Wen, J.; Fu, L.; Gerlich, A. Calculation of welding tool pin width for friction stir welding of thin overlapping sheets. Int. J. Adv. Manuf. Technol. 2018, 98, 1721–1731. [Google Scholar] [CrossRef]
- Grätzel, M.; Hasieber, M.; Löhn, T.; Bergmann, J. Reduction of friction stir welding setup loadability, process forces and weld seam width by tool scaling. Proc. IMechE Part L J. Mater. Des. Appl. 2020, 234, 1–10. [Google Scholar] [CrossRef]
- Schmidt, H.; Hattel, J.; Wert, J. An analytical model for the heat generation in friction stir welding. Model. Simul. Mater. Sci. Eng. 2003, 12, 143–157. [Google Scholar] [CrossRef]
- Malarvizhi, S.; Balasubramanian, V. Influences of tool shoulder diameter to plate thickness ratio (D/T) on stir zone formation and tensile properties of friction stir welded dissimilar joints of AA6061 aluminum–AZ31B magnesium alloys. Mater. Des. 2012, 40, 453–460. [Google Scholar] [CrossRef]
- Zimmer, S.; Langlois, L.; Laye, J.; Goussain, J.-C.; Martin, P.; Bigot, R. Influence of processing parameters on the tool and workpiece mechanical interaction during friction stir welding. Int. J. Mater. Form. 2009, 2, 299–302. [Google Scholar] [CrossRef] [Green Version]
- Ghaffarpour, M.; Aziz, A.; Hejazi, T.-H. Optimization of friction stir welding parameters using multiple response surface methodology. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2015, 231, 1–13. [Google Scholar] [CrossRef]
- Siva, S.; Sampathkumar, S.; Sudha, J.; Tamilprabakaran, S. Optimization and characterization of friction stir welded NAB alloy using multi criteria decision making approach. Mater. Res. Express 2019, 6, 1–18. [Google Scholar] [CrossRef]
- Chiteka, K. Friction Stir Welding/Processing Tool Materials and Selection. IJERT 2013, 2, 8–18. [Google Scholar]
- Selvam, S.K.; Pillai, T.P. Analysis Of Heavy Alloy Tool In Friction Stir Welding. Int. J. ChemTech Res. 2013, 5, 1346–1358. [Google Scholar]
- Kuram, E.; Ozcelik, B.; Bayramoglu, M.; Demirbas, E.; Simsek, B.T. Optimization of cutting fluids and cutting parameters during end milling by using D-optimal design of experiments. J. Clean. Prod. 2013, 42, 159–166. [Google Scholar] [CrossRef]
- Jones, B.; Allen-Moyer, K.; Goos, P. A-optimal versus D-optimal design of screening experiments. J. Qual. Technol. 2020, 53, 1–15. [Google Scholar] [CrossRef]
- Ba-Abbad, M.M.; Kadhum, A.A.H.; Mohamad, A.B.; Takriff, M.S.; Sopian, K. Optimization of process parameters using D-optimal design for synthesis of ZnO nanoparticles via sol–gel technique. J. Ind. Eng. Chem. 2013, 19, 99–105. [Google Scholar] [CrossRef]
- Prasad, M.; Namala, K.K. Process Parameters Optimization in Friction Stir Welding by ANOVA. Mater. Today: Proc. 2018, 5, 4824–4831. [Google Scholar] [CrossRef]
- Myers, R.H.; Montgomery, D.C.; Anderson-Cook, C. Process and product optimization using designed experiments. Response Surf. Methodol. 2002, 2, 328–335. [Google Scholar]
- Hwang, C.-L.; Yoon, K. Methods for Multiple Attribute Decision Making. In Multiple Attribute Decision Making; Springer: Berlin/Heidelberg, Germany, 1981; pp. 58–191. [Google Scholar]
- Karam, A.; Mahmoud, T.; Zakaria, H.; Khalifa, T. Friction stir welding of dissimilar A319 and A413 cast aluminum alloys. Arab. J. Sci. Eng. 2014, 39, 6363–6373. [Google Scholar] [CrossRef]
- Zhang, Z.; Xiao, B.; Ma, Z. Effect of welding parameters on microstructure and mechanical properties of friction stir welded 2219Al-T6 joints. J. Mater. Sci. 2012, 47, 4075–4086. [Google Scholar] [CrossRef]
- Ma, Y.E.; Xia, Z.; Jiang, R.; Li, W. Effect of welding parameters on mechanical and fatigue properties of friction stir welded 2198 T8 aluminum–lithium alloy joints. Eng. Fract. Mech. 2013, 114, 1–11. [Google Scholar] [CrossRef]
- Doude, H.; Schneider, J.; Patton, B.; Stafford, S.; Waters, T.; Varner, C. Optimizing weld quality of a friction stir welded aluminum alloy. J. Mater. Process. Technol. 2015, 222, 188–196. [Google Scholar] [CrossRef]






| Authors | Experimental Design Approach | Predicted Approaches | Optimized Multi-Responses | Method Error (%) |
|---|---|---|---|---|
| This work | D-optimal | VaNSAS, Pareto Frontier and TOPSIS | Tension and Bending | |
| Senthil et al. (2020) [37] | RSM | ANOVA | Elongation and Tension | 3.7 |
| Sharma et al. (2019) [39] | Taguchi | GRA and TOPSIS | Tension and Hardness | 3.43 |
| Goyal and Garg (2018) [40] | RSM | ANOVA | Tension and Hardness | 2.6 |
| Wakchaure et al. (2018) [29] | Taguchi | GRA and ANN | Tension and impact | 3.25 |
| Kamal Babu et al. (2017) [41] | Taguchi | ANN and GA | Tension, Hardness, and Corrosion | 2.27 |
| Tamjidy et al. (2017) [42] | RSM | Pareto Frontier, TOPSIS and Shannon | Elongation, Tension, and Hardness | 0.59 |
| Kumar Gupta et al. (2016) [38] | Taguchi | GRA | Grain size, Tension, and Hardness | 15.42 |
| Kesharwani et al. (2014) [43] | Taguchi | GRA | Elongation and Tension | 11.25 |
| Roshan et al. (2013) [44] | RSM | ANFIS and SA | Tension and Hardness | 2.24 |
| Chemical Composition | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Al | Cu | Mg | Fe | Sn | Ni | Zn | Mn | Si | Other | |
| (SSM) ADC12 | Bal. | 2.0–3.0 | 0.1 | 1.3 | 0.15 | 0.3 | 3.0 | 0.5 | 9.5–11.5 | 0.5 |
| Continuous variable | ||
| Parameter | Levels | |
| −1 | 1 | |
| Rotation speed (rpm), S | 1100 | 2200 |
| Welding speed (mm/min), F | 80 | 200 |
| Tool tilt angle (Deg.), T | 0 | 6 |
| Categorical variables | ||
| Parameter | Levels | |
| Tool pin profile | Cylindrical | Hexagon |
| Rotational direction | Clockwise: CW | Counterclockwise: CCW |
| Variables | Update Procedure |
|---|---|
| Total number of tracks that select improvement box b from iteration 1 to iteration t. | |
| Average profit value generated from improvement box b from iteration 1 to iteration t. | |
when | |
| Update the best set of tracks if there is a better solution. | |
| Randomly select the value in the position of all tracks, all positions. |
| Material | Size (mm) | Thickness (mm) | Ultimate Tensile Strength (MPa) | Maximum Bending Strength (MPa) |
|---|---|---|---|---|
| (SSM) ADC12 | 75 × 150 | 6 | 208.53 | 153 |
| Run | Rotation Speed | Welding Speed | Tool Tilt Angle (Deg) | Tool Pin Profile | Rotational Direction | UTS (MPa) | MBS (MPa) |
|---|---|---|---|---|---|---|---|
| 1 | 2062.92 | 142.75 | 3.41 | Hexagon | ccw | 96.28 | 83.56 |
| 2 | 1110.00 | 80.00 | 6.00 | Hexagon | ccw | 140.38 | 104.67 |
| 3 | 2023.17 | 168.30 | 4.03 | Cylindrical | ccw | 99.03 | 71.72 |
| 4 | 1803.75 | 200.00 | 6.00 | Cylindrical | cw | 91.02 | 110.31 |
| 5 | 1110.00 | 80.00 | 0.00 | Cylindrical | ccw | 43.65 | 42.01 |
| 6 | 2220.00 | 80.00 | 6.00 | Cylindrical | cw | 151.23 | 120.53 |
| 7 | 1110.00 | 80.00 | 6.00 | Hexagon | ccw | 134.11 | 117.65 |
| 8 | 1371.09 | 151.66 | 2.51 | Cylindrical | ccw | 53.49 | 45.42 |
| 9 | 1110.00 | 200.00 | 6.00 | Hexagon | cw | 137.95 | 103.91 |
| 10 | 1654.93 | 148.96 | 3.67 | Hexagon | cw | 166.65 | 122.85 |
| 11 | 2216.02 | 95.19 | 1.34 | Cylindrical | ccw | 44.85 | 56.84 |
| 12 | 1110.00 | 200.00 | 6.00 | Hexagon | cw | 131.38 | 100.34 |
| 13 | 1484.65 | 96.41 | 2.72 | Hexagon | cw | 159.49 | 122.32 |
| 14 | 2220.00 | 80.00 | 6.00 | Cylindrical | cw | 153.76 | 126.35 |
| 15 | 1705.76 | 134.87 | 2.91 | Hexagon | cw | 150.98 | 125.87 |
| 16 | 1715.48 | 141.78 | 3.18 | Hexagon | ccw | 126.76 | 113.28 |
| 17 | 1827.64 | 128.46 | 1.71 | Cylindrical | cw | 171.87 | 130.67 |
| 18 | 1110.00 | 80.00 | 0.00 | Cylindrical | ccw | 40.52 | 36.41 |
| 19 | 1395.44 | 112.16 | 3.28 | Hexagon | cw | 143.6 | 100.35 |
| 20 | 1307.14 | 164.53 | 2.04 | Cylindrical | cw | 155.18 | 117.82 |
| 21 | 1338.46 | 200.00 | 1.61 | Cylindrical | ccw | 49.51 | 35.91 |
| 22 | 1896.10 | 168.39 | 3.46 | Hexagon | cw | 162.96 | 125.98 |
| 23 | 1688.31 | 152.64 | 4.57 | Hexagon | ccw | 111.02 | 105.72 |
| 24 | 1893.30 | 167.26 | 1.61 | Cylindrical | cw | 130.02 | 112.65 |
| 25 | 1445.26 | 142.86 | 3.42 | Cylindrical | ccw | 51.59 | 54.29 |
| 26 | 1863.64 | 147.26 | 3.56 | Hexagon | ccw | 101.48 | 95.89 |
| 27 | 1391.97 | 143.76 | 4.03 | Cylindrical | cw | 121.32 | 88.65 |
| 28 | 1717.21 | 140.79 | 1.22 | Cylindrical | cw | 168.45 | 122.21 |
| 29 | 2062.92 | 142.75 | 3.41 | Hexagon | ccw | 97.46 | 65.27 |
| Source of Variation | Sum of Squares | DF | Mean Squares | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 48,619.12 | 18 | 2701.06 | 11.17 | 0.0002 |
| Linear | 13,684.2 | 5 | 2736.83 | 11.31 | 0.001 |
| Square | 174.9 | 3 | 58.31 | 0.24 | 0.866 |
| Interaction | 8516.4 | 10 | 851.64 | 3.52 | 0.030 |
| Residual Error | 2418.8 | 10 | 241.88 | ||
| Lack-of-Fit | 2368.79 | 5 | 473.76 | 47.34 | 0.0003 |
| Pure Error | 50.0 | 5 | 10.01 | ||
| Total | 51,037.9 | 28 | |||
| R-sq = 95.26%, R-sq (adj) = 86.73% | |||||
| Source of Variation | Sum of Squares | DF | Mean Squares | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 27,238.3 | 18 | 1513.24 | 17.31 | 0.000 |
| Linear | 5753.3 | 5 | 1150.66 | 13.16 | 0.000 |
| Square | 291.0 | 3 | 96.98 | 1.11 | 0.390 |
| Interaction | 4293.9 | 10 | 429.39 | 4.91 | 0.010 |
| Residual Error | 874.1 | 10 | 87.41 | ||
| Lack-of-Fit | 583.8 | 5 | 116.77 | 47.34 | 0.0003 |
| Pure Error | 290.3 | 5 | 58.06 | ||
| Total | 28,112.4 | 28 | |||
| R-sq = 96.89%, R-sq (adj) = 91.29% | |||||
| #No | #Iteration | MOGA | MODE | MOVaNSAS | |||
|---|---|---|---|---|---|---|---|
| (1) | (2) | #Pareto (3) | Ratio (3)/(2) | #Pareto (4) | Ratio (4)/(2) | #Pareto (5) | Ratio (5)/(2) |
| 1 | 200 | 184 | 0.92 | 412 | 2.06 | 818 | 4.09 |
| 2 | 200 | 238 | 1.19 | 813 | 4.065 | 411 | 2.055 |
| 3 | 200 | 383 | 1.915 | 638 | 3.19 | 549 | 2.745 |
| 4 | 200 | 153 | 0.765 | 777 | 3.885 | 491 | 2.455 |
| 5 | 200 | 141 | 0.705 | 680 | 3.4 | 961 | 4.805 |
| 6 | 400 | 128 | 0.32 | 487 | 1.2175 | 991 | 2.4475 |
| 7 | 400 | 109 | 0.2725 | 473 | 1.1825 | 717 | 1.7925 |
| 8 | 400 | 88 | 0.22 | 586 | 1.465 | 869 | 2.1725 |
| 9 | 400 | 97 | 0.2425 | 507 | 1.2675 | 648 | 1.62 |
| 10 | 400 | 146 | 0.365 | 790 | 1.975 | 530 | 1.325 |
| 11 | 600 | 266 | 0.4433 | 677 | 1.1283 | 442 | 0.7366 |
| 12 | 600 | 138 | 0.23 | 500 | 0.8333 | 404 | 0.673 |
| 13 | 600 | 103 | 0.1716 | 803 | 1.3383 | 753 | 1.255 |
| 14 | 600 | 233 | 0.3883 | 463 | 0.7716 | 883 | 1.471 |
| 15 | 600 | 250 | 0.4166 | 789 | 1.315 | 527 | 0.8783 |
| 16 | 800 | 158 | 0.1975 | 496 | 0.62 | 896 | 1.12 |
| 17 | 800 | 100 | 0.125 | 414 | 0.5175 | 629 | 0.7862 |
| 18 | 800 | 260 | 0.325 | 553 | 0.6912 | 657 | 0.8212 |
| 19 | 800 | 509 | 0.6362 | 644 | 0.805 | 777 | 0.9712 |
| 20 | 800 | 141 | 0.1752 | 635 | 0.79375 | 920 | 1.15 |
| 21 | 1000 | 181 | 0.181 | 843 | 0.843 | 418 | 0.418 |
| 22 | 1000 | 226 | 0.226 | 583 | 0.583 | 491 | 0.491 |
| 23 | 1000 | 169 | 0.169 | 811 | 0.811 | 803 | 0.803 |
| 24 | 1000 | 162 | 0.162 | 738 | 0.738 | 662 | 0.662 |
| 25 | 1000 | 206 | 0.206 | 700 | 0.7 | 450 | 0.45 |
| 26 | 1200 | 88 | 0.073 | 685 | 0.5708 | 931 | 0.7758 |
| 27 | 1200 | 186 | 0.155 | 683 | 0.5691 | 672 | 0.56 |
| 28 | 1200 | 139 | 0.1158 | 754 | 0.6283 | 892 | 0.743 |
| 29 | 1200 | 391 | 0.3258 | 417 | 0.3475 | 975 | 0.8125 |
| 30 | 1200 | 154 | 0.1283 | 490 | 0.4083 | 878 | 0.7316 |
| Average ratio | 0.392 | 1.29 | 1.39 | ||||
| Type of Rotational Direction/Tool Pin Profile | Output Values of Proposed Methods | |||||||
|---|---|---|---|---|---|---|---|---|
| D-opt | MOGA | MODE | MOVaNSAS | |||||
| UTS | MBS | UTS | MBS | UTS | MBS | UTS | MBS | |
| CW_Cylindrical | - | - | 192.52 | 145.14 | 191.31 | 145.48 | 202.45 | 148.58 |
| CW_Hexagon | - | - | 172.71 | 144.96 | 177.31 | 142.16 | 201.65 | 147.25 |
| CCW_Cylindrical | 183.59 | 141.71 | 186.52 | 141.14 | 174.96 | 141.66 | 192.33 | 131.52 |
| CCW_Hexagon | - | - | 175.18 | 142.01 | 176.13 | 143.83 | 191.44 | 143.85 |
| Method | Optimal Parameter | UTS | MBS | ||||
|---|---|---|---|---|---|---|---|
| Rotational Speed | Welding Speed | Tool Tilt | Pin Profile | Rotational Direction | |||
| D-optimal | 1995.75 | 90.72 | 4.94 | cylindrical | Counter clockwise | 183.59 | 141.71 |
| MODE | 1534.11 | 84.28 | 0.502 | cylindrical | clockwise | 191.31 | 145.48 |
| MOGA | 1545.20 | 84.77 | 0.43 | cylindrical | clockwise | 192.52 | 145.14 |
| MOVaNSAS | 1469.44 | 80.35 | 1.01 | cylindrical | clockwise | 202.45 | 148.58 |
| Variable Parameter | Unit | Result | UTS (MPa) | MBT (MPa) | ||||
|---|---|---|---|---|---|---|---|---|
| Confirmed Experiment | MOVaNSAS | % Difference | Confirmed Experiment | MOVaNSAS | % Difference | |||
| Rotational speed | rpm | 1469.44 | 202.03 ± 0.251 | 202.45 | 0.208 | 148.10 ± 0.451 | 148.58 | 0.324 |
| Welding speed | mm/min | 80.35 | ||||||
| Tool tilt | Deg | 1.01 | ||||||
| Pin profile | Cylindrical | |||||||
| Rotational direction | Clockwise | |||||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chainarong, S.; Pitakaso, R.; Sirirak, W.; Srichok, T.; Khonjun, S.; Sethanan, K.; Sangthean, T. Multi-Objective Variable Neighborhood Strategy Adaptive Search for Tuning Optimal Parameters of SSM-ADC12 Aluminum Friction Stir Welding. J. Manuf. Mater. Process. 2021, 5, 123. https://doi.org/10.3390/jmmp5040123
Chainarong S, Pitakaso R, Sirirak W, Srichok T, Khonjun S, Sethanan K, Sangthean T. Multi-Objective Variable Neighborhood Strategy Adaptive Search for Tuning Optimal Parameters of SSM-ADC12 Aluminum Friction Stir Welding. Journal of Manufacturing and Materials Processing. 2021; 5(4):123. https://doi.org/10.3390/jmmp5040123
Chicago/Turabian StyleChainarong, Suppachai, Rapeepan Pitakaso, Worapot Sirirak, Thanatkij Srichok, Surajet Khonjun, Kanchana Sethanan, and Thai Sangthean. 2021. "Multi-Objective Variable Neighborhood Strategy Adaptive Search for Tuning Optimal Parameters of SSM-ADC12 Aluminum Friction Stir Welding" Journal of Manufacturing and Materials Processing 5, no. 4: 123. https://doi.org/10.3390/jmmp5040123