2.3.1. Filament Characterization Using DMA
A dynamic mechanical analyzer (DMA) from Mettler Toledo (DMA 1) was used on the different filaments in order to characterize them with the aim of understanding the effects of the additives on the raw filaments. The DMA test for all filaments was carried out in tension mode with a displacement of 10 µm and a frequency of 1 Hz. The PLA based filaments were tested from a starting temperature of 20 °C up to a temperature of 150 °C with a heating rate of 2 K/minute. Similarly, the ABS based filaments were tested from a starting temperature of 20 °C up to a temperature of 170 °C with a heating rate of 2 K/minute. The ABS based filaments were tested at greater temperatures than PLA based filaments due to the temperature difference (since the Tg of ABS is significantly higher than that of PLA).
Filament characterization was carried out using the DMA on all the different filament extrusions. For PLA based filaments, the glass transition temperature, represented by Tg, is an approximation within the glass transition range since glass transition will occur at a range of temperatures rather than at a single point. The approximate Tg for the PLA + 2% graphite filament is around 60 °C. This Tg approximation is further supported by literature. When the filament is heated above the glass transition range, approximately above 70 °C, the polymer will enter a rubbery plateau which is between Tg and the polymer reaching its melting temperature, Tm.
As can be seen in
Figure 5 and
Figure 6, due to the amorphous structure of ABS, the heat energy required to change from a solid to a glassy state is higher than that of PLA. Hence the glass transition temperature range is between 90 °C and 110 °C. The typical
Tg for ABS was taken to be approximately 100 °C, which is similar to what was expected from literature. The discrepancy in the DMA results of both PLA and ABS filaments with different additives is caused by the diameter inconsistency of the filaments during extrusion.
As previously shown in
Figure 4, the ABS + 2% graphite filaments showed negligibly minor inconsistency in the filaments’ diameter which reflects the relatively consistent DMA results as can be seen in
Figure 7.
2.3.2. Filament Characterization Using DSC
For this test, a differential scanning calorimeter (DSC) from Mettler Toledo (DSC3+) was used on the different filaments in order to fully understand the effects of the additives on the raw filaments.
Given the fact that PLA is semicrystalline and ABS is amorphous, the heating cycles were different. The ABS based filaments were only subjected to a single heating test with an initial starting temperature 25 °C up to temperature of 160 °C with a heating rate of 2 K/minute. Only a single heating was performed on ABS based filaments due to the fact that since it is amorphous, there is limited results which can be extracted from DSC tests. PLA was subjected to a completely different heating cycle which consisted of heating up to a temperature of 180 °C with a heating rate of 2 °C/minute and cooling to a temperate of 25 °C, followed by a second heating in order to investigate the difference to the material’s characteristics between the two heating cycles.
As seen in
Figure 8, every heating cycle for PLA consisted of two endothermic peaks and one exothermic trough. In an endothermic peak, heat energy is drawn into the filament whereas in an exothermic trough heat energy is released from the filament to its surroundings.
The first endothermic peak of the first heating represents the glass transition range. The peak temperature will be the taken as the
Tg of the material [
22]. The area under this peak can be found by integrating the curve of the peak. This area will represent the heat energy,
Hg required for the filament to generate a phase change, from a solid to a glassy state.
The second reference identified during the first heating is the exothermic trough as seen in
Figure 8. This exothermic trough shows heat energy being released during the cold crystallization range. Heat is being released due to conformational energy where the molecules will be arranging themselves into a lower energy configuration. As the temperature is increased to the cold crystallization range, the molecules will gain order. The peak of the trough during the cold crystallization range is expressed as
Tcc. As the molecules gain order, they run into a crystalline structure whilst releasing energy, given as cold crystallization enthalpy,
Hcc. The greater the
Hcc, the greater is the degree of crystallinity,
Xc of the material.
The third reference was the second endothermic and the largest peak which represents the melting range. This peak represents the heat energy required, H
m to generate a phase change where the molecules change from crystals to amorphous. Since the PLA is semi-crystalline, crystals are formed during the cold crystallization range, and these will exhibit randomization once the temperature is within the melting range. The temperature at the peak is the
Tm and at this temperature, the molecules are fully amorphous as the polymer is molten.
Table 5 shows the obtained results from the DSC thermograms for PLA based filaments with different polymer additives.
When studying the DSC thermograms, another significant material property can be evaluated, the degree of crystallinity,
Xc. The
Xc is dependent on the
Hm, found in
Table 5 and the theoretical melting enthalpy of 100% crystalline PLA (H100%), namely 93 J/g [
23]. These parameters are related to one another as expressed in the follow equation:
The
Xc of all different filaments were calculated using Equation (1) and their results can be seen in
Table 6.
As expected, since the Hm during the second heating was significantly lower for all filaments, the Xc is also significantly lower when compared with the first heating. The PLA filaments with the CNT additives showed a significantly greater Xc for either heating when compared with the other additives.
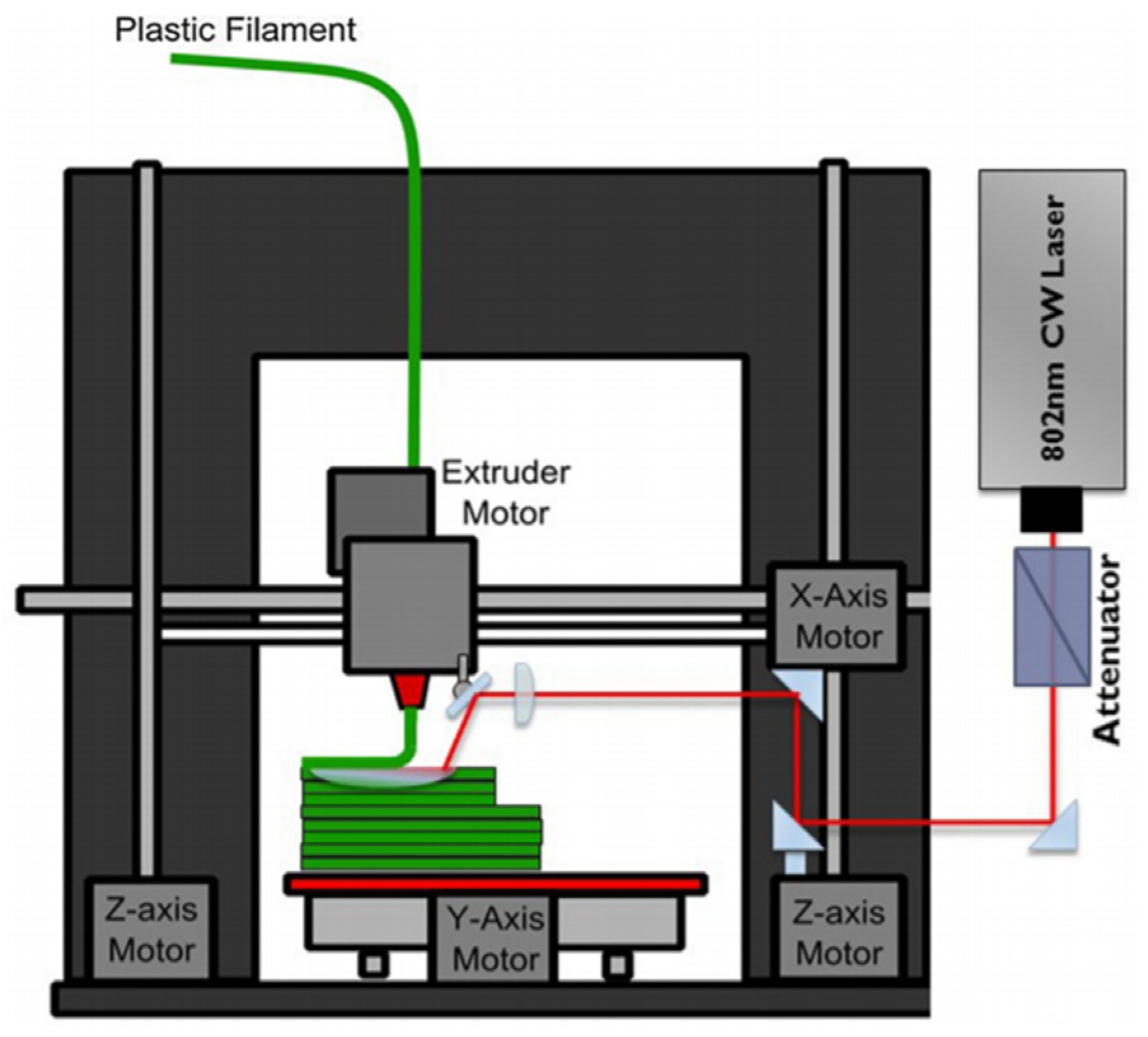
2.3.3. NIR Absorption Measurement for Additive Selection
A photometer was used to measure the light transmission of the extruded filaments. The filament with the additive that gives the lowest value will be selected since the lower the light transmission is, the higher is the light absorption.
Since the laser selected for localized heating operates with the NIR spectrum, the wavelength range which was of concern was the NIR range taken between 825 nm and 912.5 nm as this complements the operating range of the selected diode laser. Therefore, intensity curves were plotted, as shown in
Figure 9 and
Figure 10 for PLA and ABS, respectively, to show how the extruded filament absorb light within the NIR spectrum.
Graphite and CNT achieved the best NIR absorption for both PLA and ABS. Graphite was selected for further filament extrusion as it is exponentially cheaper and results in a consistent filaments’ diameter than CNT whilst having similar NIR absorption properties. Hence, PLA and ABS with 2% graphite filaments would be used for FFF 3D printing of testing specimen.























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}