Possibility of Fabricating Anisotropic Conductive Film with a Line-and-Space-Like Pattern by Stick-Slip Accompanying Abrasion

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Processing Blade
2.2. Formation of Metal Layer through Vacuum Deposition
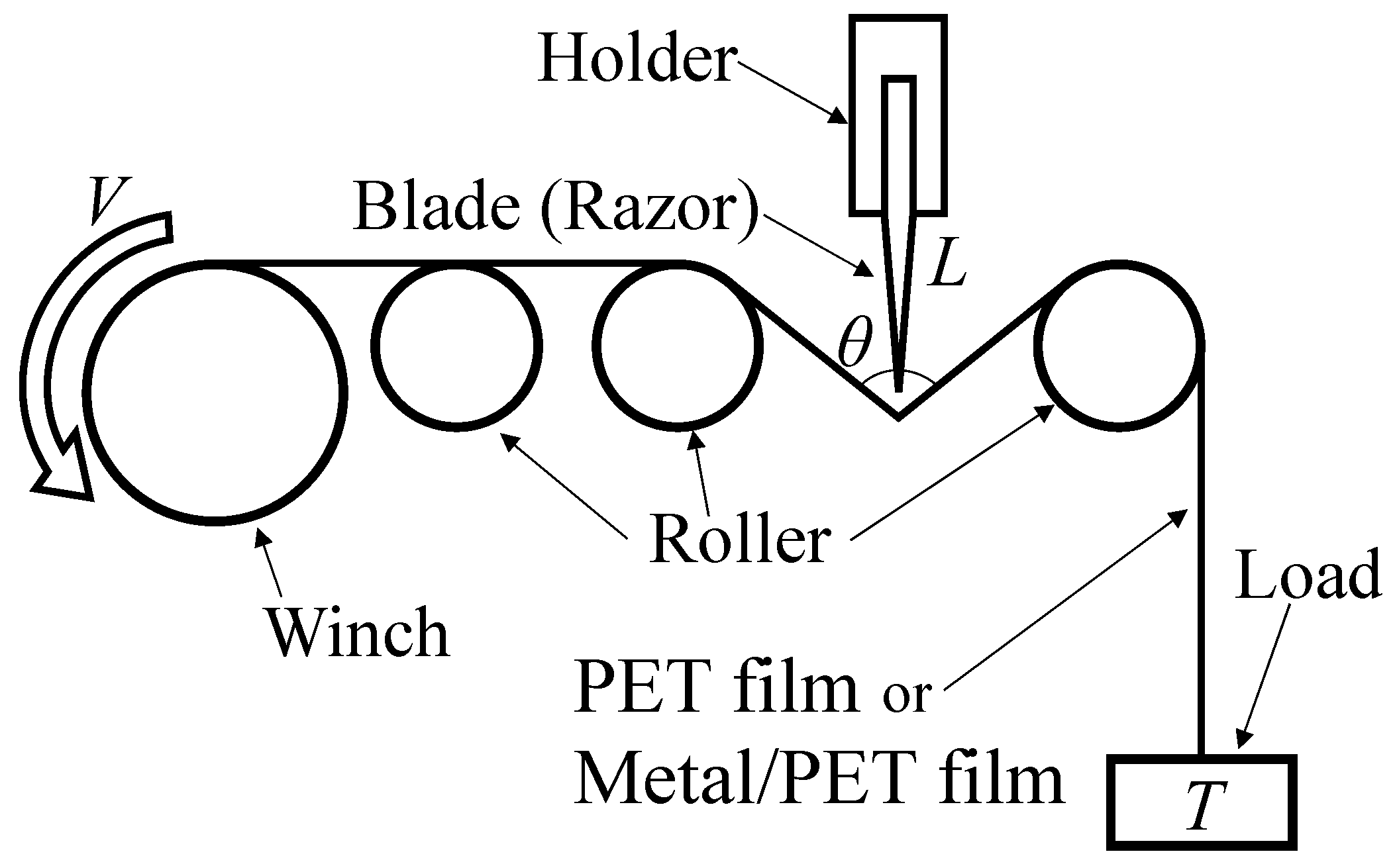
2.3. Formation of L/S-Like Pattern Using Stick-Slip Processing
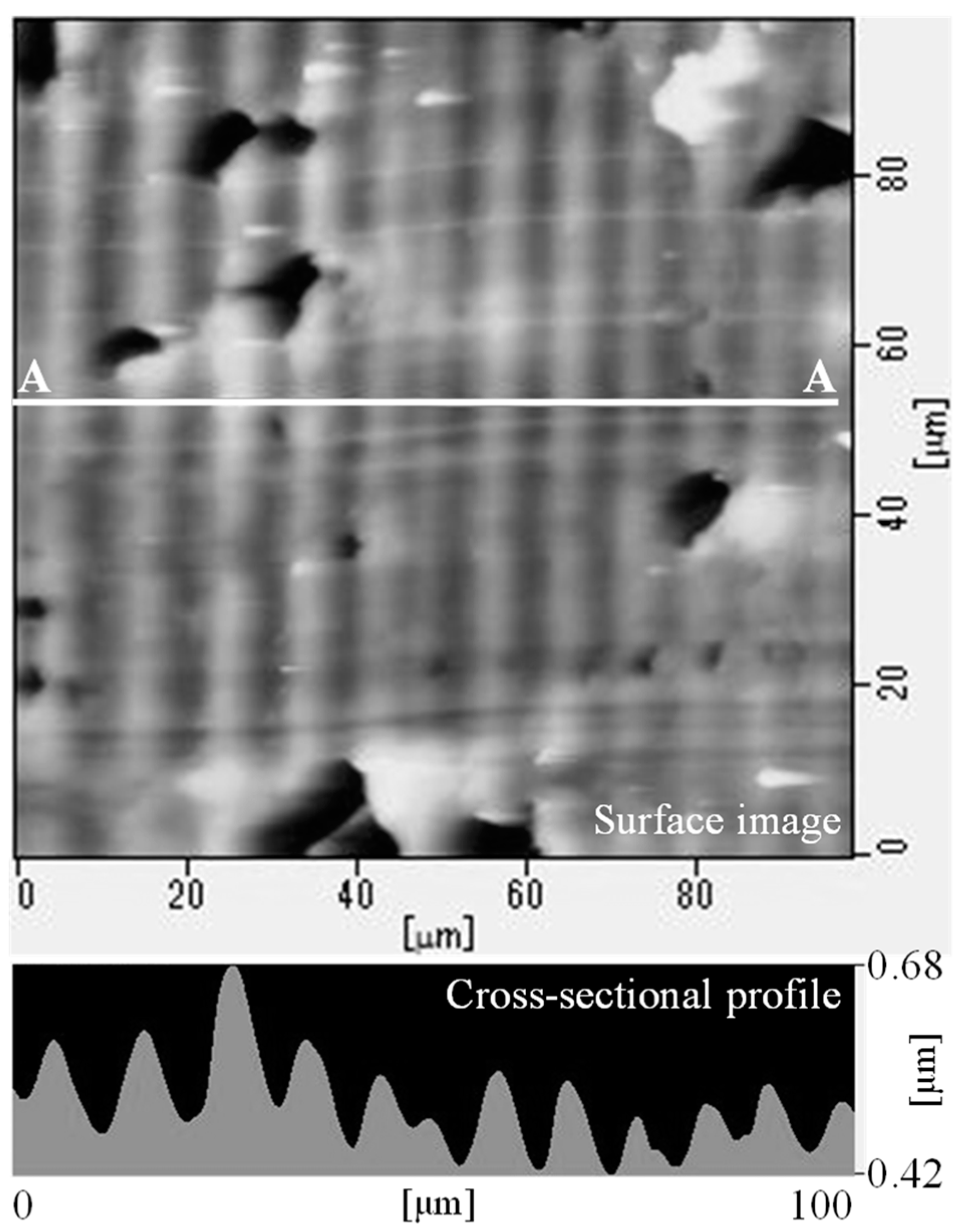
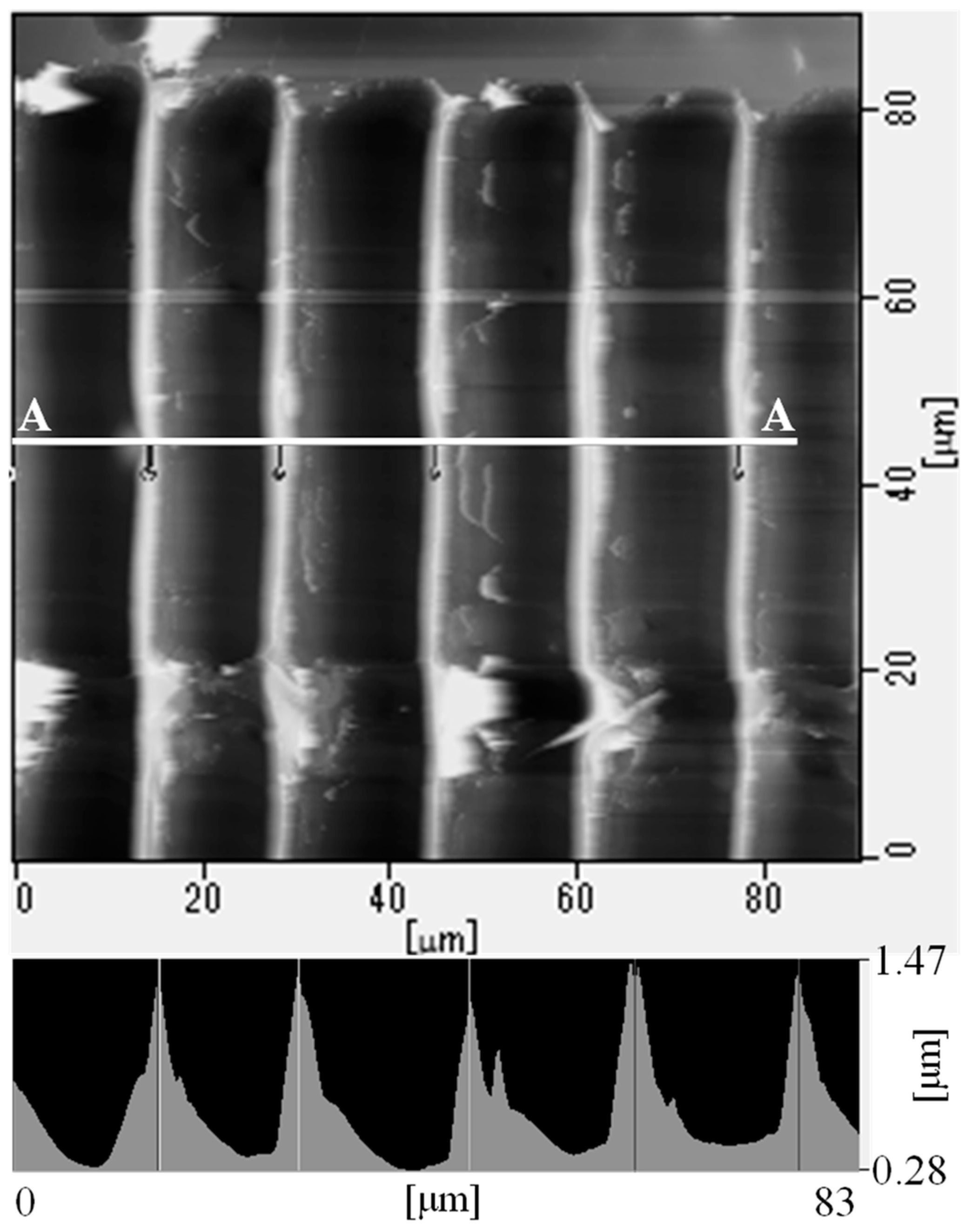
2.4. Observation of Surface Morphology and Measurement of the Formed Structure
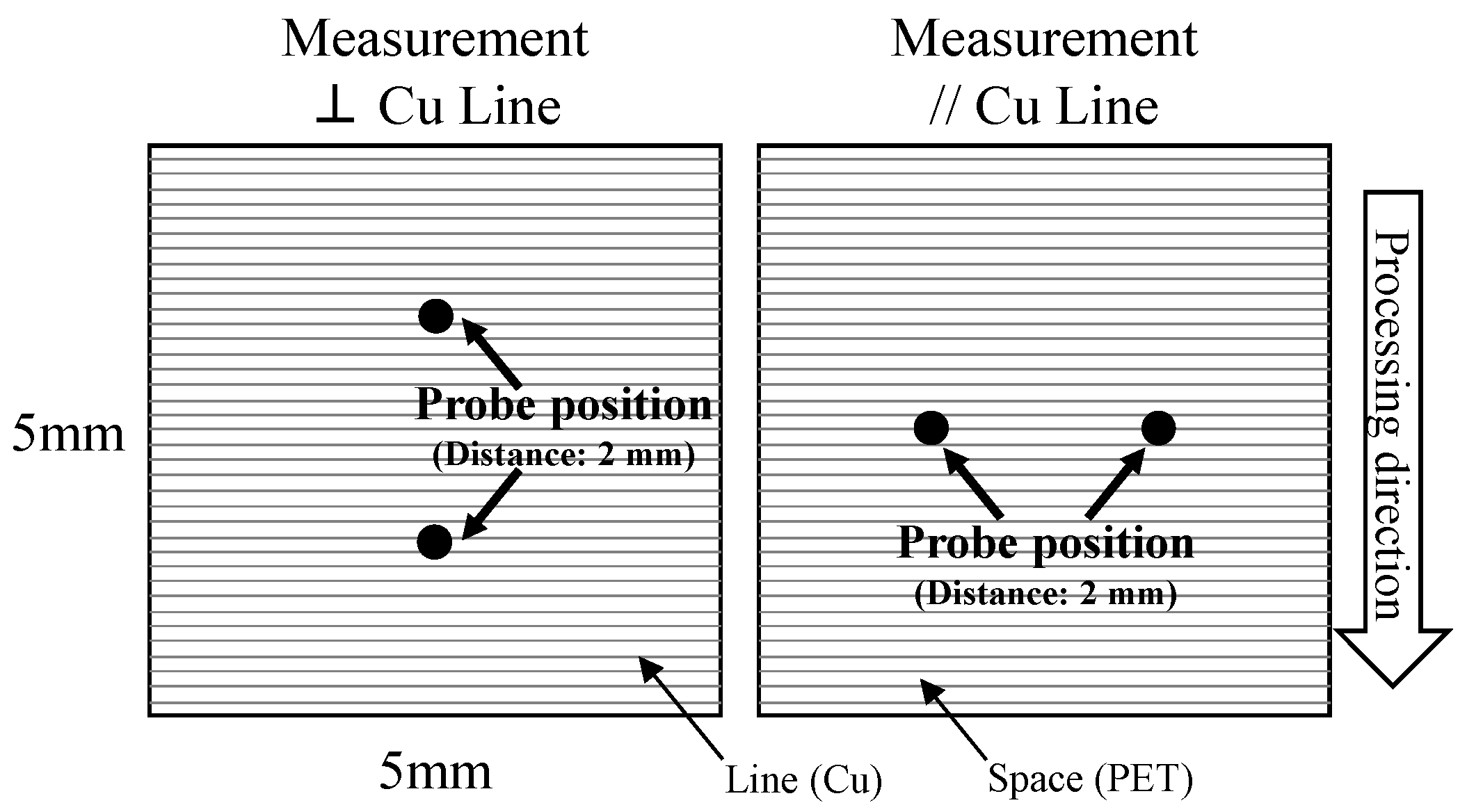
2.5. Measurement of Electrical Conductivity and Evaluation of its Anisotropy
3. Results and Discussion
3.1. Relationship between the L/S-Like Pattern and Contact Force of SS Processing
3.2. Influence of Surface Material for SS Processing
3.3. Electrical Conductivity and its Anisotropy for the SS-Processed Cu/PET Film
4. Conclusions
- (1)
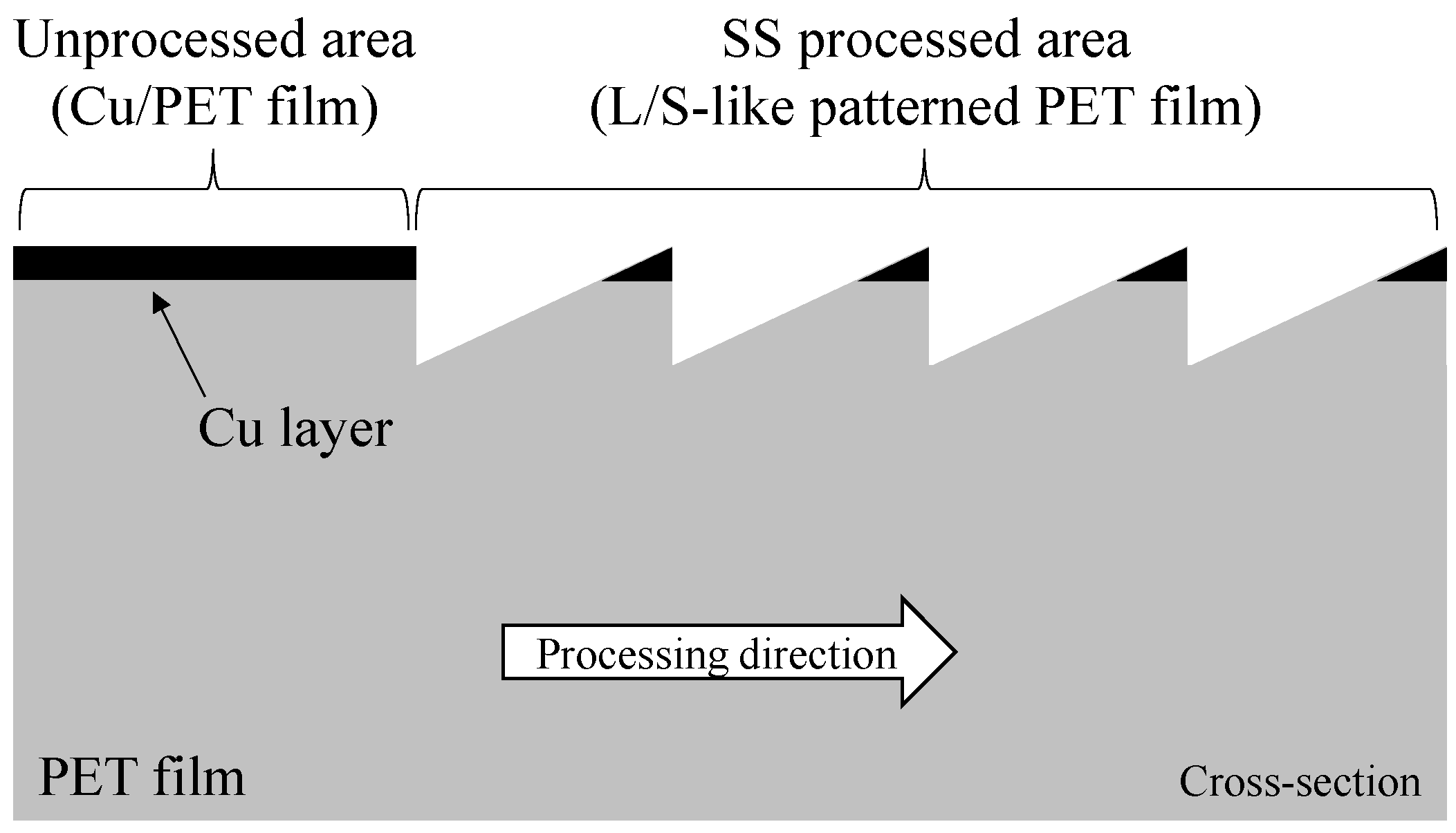
- When the metal/PET film underwent SS processing, a fine periodic structure formed on the surface of the film because the metal layer was periodically scraped due to the occurrence of SS. Thus, an L/S-like pattern could be formed on the PET film using SS processing.
- (2)
- A fine periodic structure could be formed on both PET films and metal layers. Thus, it was proved that SS processing can be applied not only to polymers but also to metals.
- (3)
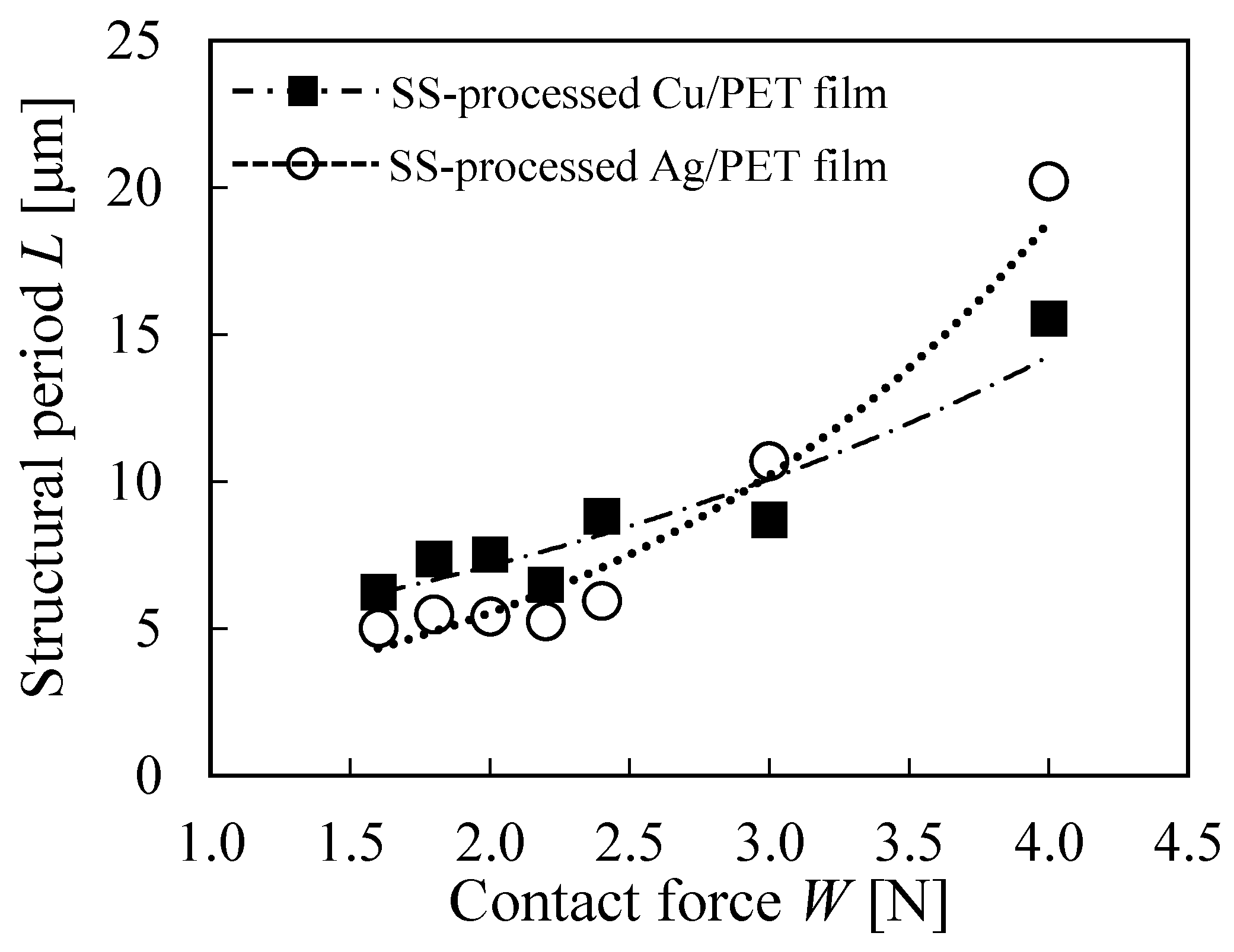
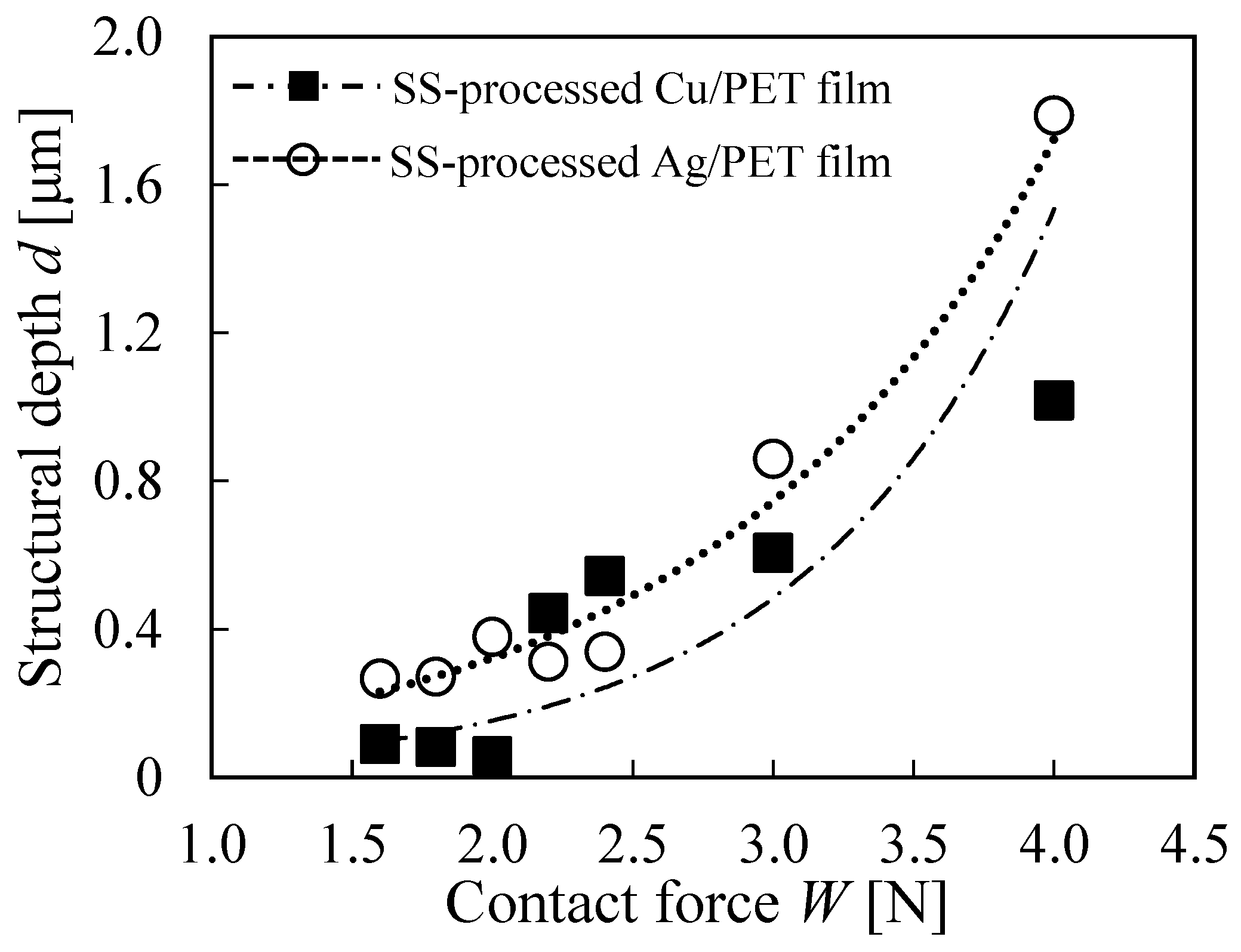
- The structural period shortened as the contact force decreased for both the SS-processed metal/PET film and the SS-processed PET film. Moreover, the structural depth, corresponding to the height of the metal line, became shallower in proportion to the structural period.
- (4)
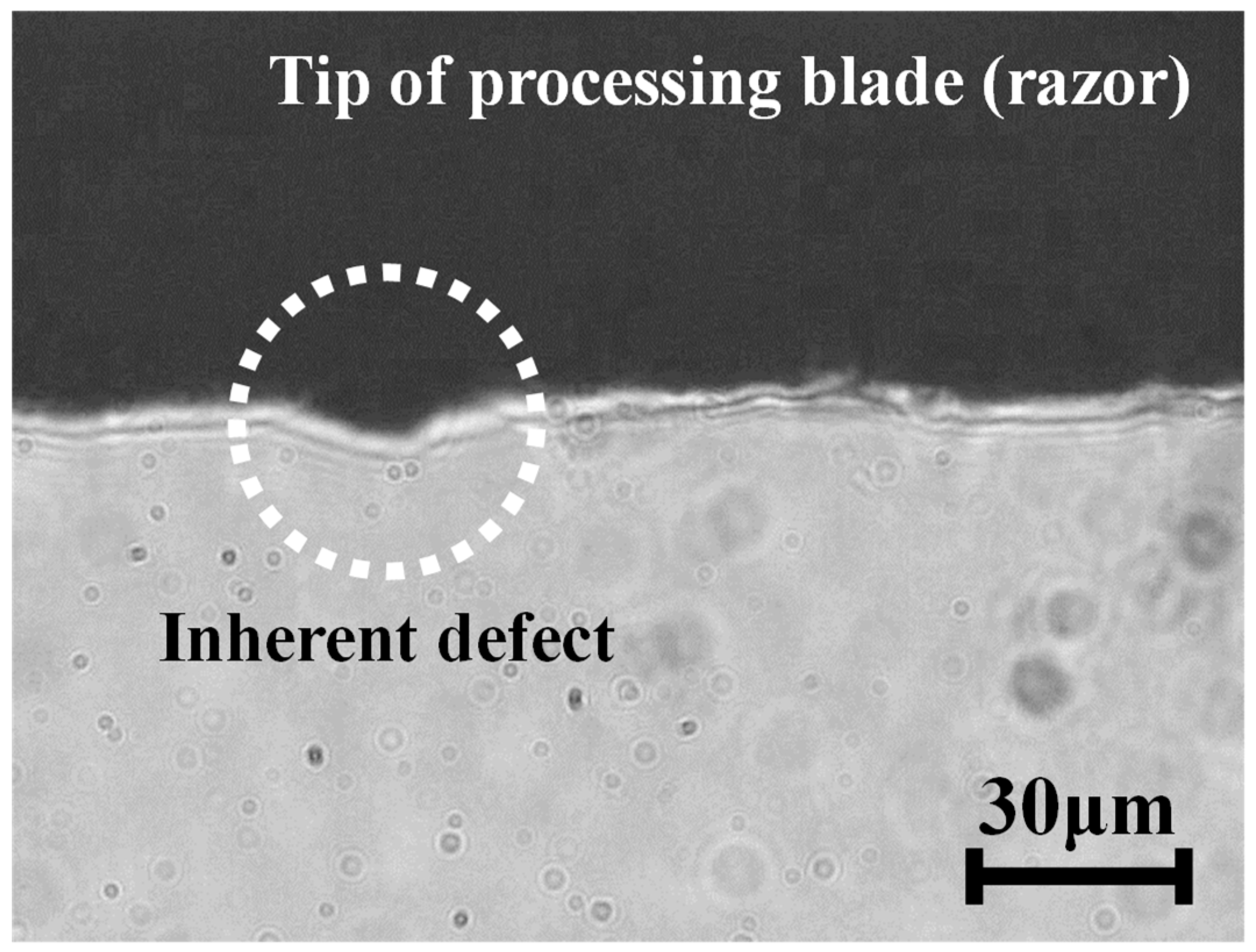
- The SS-processed Cu/PET film has anisotropic conductivity: it conducts electricity in the direction parallel to the Cu line (perpendicular to the SS processing direction) but is non-conductive in the direction perpendicular to Cu line (parallel to the SS processing direction). However, the fabrication yield of an anisotropic conductive film is remarkably low at present due to inherent defects at the tip of the processing blade.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Naito, K.; Tsutsumi, T.; Yamada, T.; Yashiro, K. Processing method utilizing stick-slip phenomenon for formingperiodic micro/nano-structure. J. Mat. Proc. Technol. 2016, 238, 267–273. [Google Scholar] [CrossRef]
- Nakano, K. Two dimensionless parameters controlling the occurrence of stick-slip motion in a 1-DOF system with Coulomb friction. Trib. Lett. 2006, 24, 91–98. [Google Scholar] [CrossRef]
- Nakano, K.; Maegawa, S. Occurrence limit of stick-slip: Dimensionless analysis for fundamental design of robust-stable systems. Lubr. Sci. 2010, 22, 1–18. [Google Scholar] [CrossRef]
- Schallamach, A. Friction and abrasion of rubber. Wear 1958, 1, 384–418. [Google Scholar] [CrossRef]
- Fukahori, Y.; Yamazaki, H. Mechanism of rubber abrasion. Part I: Abrasion pattern formation in natural rubber vulcanizate. Wear 1994, 171, 195–202. [Google Scholar] [CrossRef]
- Wang, J.; Chen, B.; Yan, F.; Xue, Q.; Zhao, F. Pattern abrasion of ultra-high molecular weight polyrthylene: Microstructure reconstruction of worn surface. Wear 2011, 272, 176–183. [Google Scholar] [CrossRef]
- Naito, K.; Yamada, T.; Tsutsumi, T.; Yashiro, K. Wettability of a microgrid-structured polymer film with microfabrication utilizing the stick–slip phenomenon. J. Appl. Polym. Sci. 2017, 134, 45140. [Google Scholar] [CrossRef]
- Naito, K.; Nimura, K.; Yashiro, K. Influence of frictional vibration on wear when razor rubs polypropylene single fiber. J. Fiber Sci. Technol. 2018, 74, 47–52. [Google Scholar] [CrossRef]
- McCarthy, C.T.; Hussey, M.; Gilchrist, M.D. On the sharpness of straight edge blades in cutting soft solids: Part I–indentation experiments. Eng. Fract. Mech. 2007, 74, 2205–2224. [Google Scholar] [CrossRef]
- Timoshenko, S.P.; Goodier, J.N. Theory of Elasticity, 3rd ed.; McGraw-Hill: New York, NY, USA, 1970. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | PET Film (FE2000) | TE-2 Sheet |
|---|---|---|
| Young’s modulus E [GPa] | 4 | 202 |
| Tensile strength σ [MPa] | 172 | 325 |
| Item | PET Film TE-2 Sheet | Cu/PET Film TE-2 Sheet | Ag/PET Film TE-2 Sheet |
|---|---|---|---|
| Static friction coefficient μs | 0.216 | 0.180 | 0.166 |
| Kinetic friction coefficient μk | 0.158 | 0.161 | 0.152 |
| Processing Load | Processing Speed | Processing Angle | Free-Edge Length of Blade |
|---|---|---|---|
| T [N] | V [mm/min] | θ [°] | L [mm] |
| 3.09–7.73 | 10.0 | 150.0 | 1.0 |
| Specimen Number | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
|---|---|---|---|---|---|---|---|---|---|---|
| Electrical conductivity [mS/m] ⊥ Cu line | 0.00 | 0.00 | 0.00 | 0.00 | 0.74 | 0.71 | 0.00 | 0.00 | 0.01 | 2.00 |
| Electrical conductivity [mS/m] // Cu line | 0.00 | 0.12 | 0.59 | 0.00 | 1.30 | 0.83 | 0.00 | 0.00 | 0.12 | 2.90 |
| Anisotropic conductive | - | ✓ | ✓ | - | - | - | - | - | ✓ | - |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Naito, K.; Kataoka, Y.; Yashiro, K. Possibility of Fabricating Anisotropic Conductive Film with a Line-and-Space-Like Pattern by Stick-Slip Accompanying Abrasion. J. Manuf. Mater. Process. 2019, 3, 60. https://doi.org/10.3390/jmmp3030060
Naito K, Kataoka Y, Yashiro K. Possibility of Fabricating Anisotropic Conductive Film with a Line-and-Space-Like Pattern by Stick-Slip Accompanying Abrasion. Journal of Manufacturing and Materials Processing. 2019; 3(3):60. https://doi.org/10.3390/jmmp3030060
Chicago/Turabian StyleNaito, Keishi, Yuji Kataoka, and Kisaragi Yashiro. 2019. "Possibility of Fabricating Anisotropic Conductive Film with a Line-and-Space-Like Pattern by Stick-Slip Accompanying Abrasion" Journal of Manufacturing and Materials Processing 3, no. 3: 60. https://doi.org/10.3390/jmmp3030060