Dynamic High Pressure Torsion (DHPT)—A Novel Method for High Strain Rate Severe Plastic Deformation †


{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Method
2.1. High Pressure Torsion (HPT)
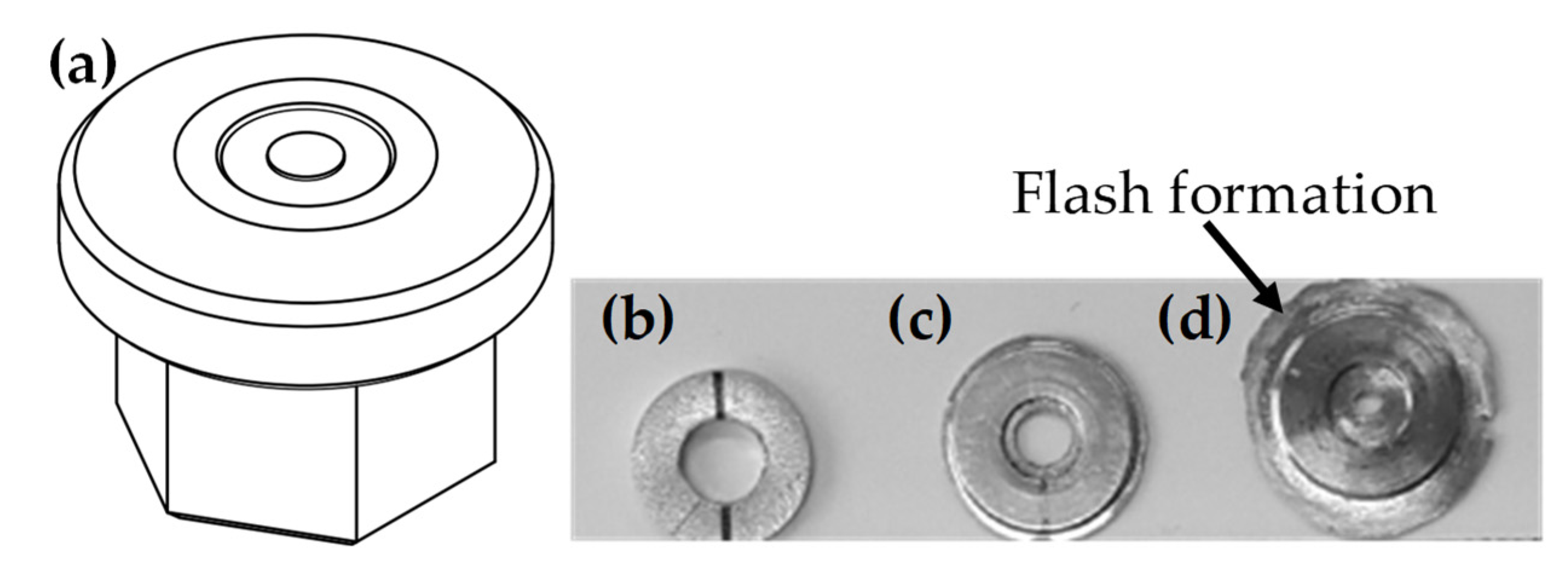
2.2. Dynamic High Pressure Torsion (DHPT)
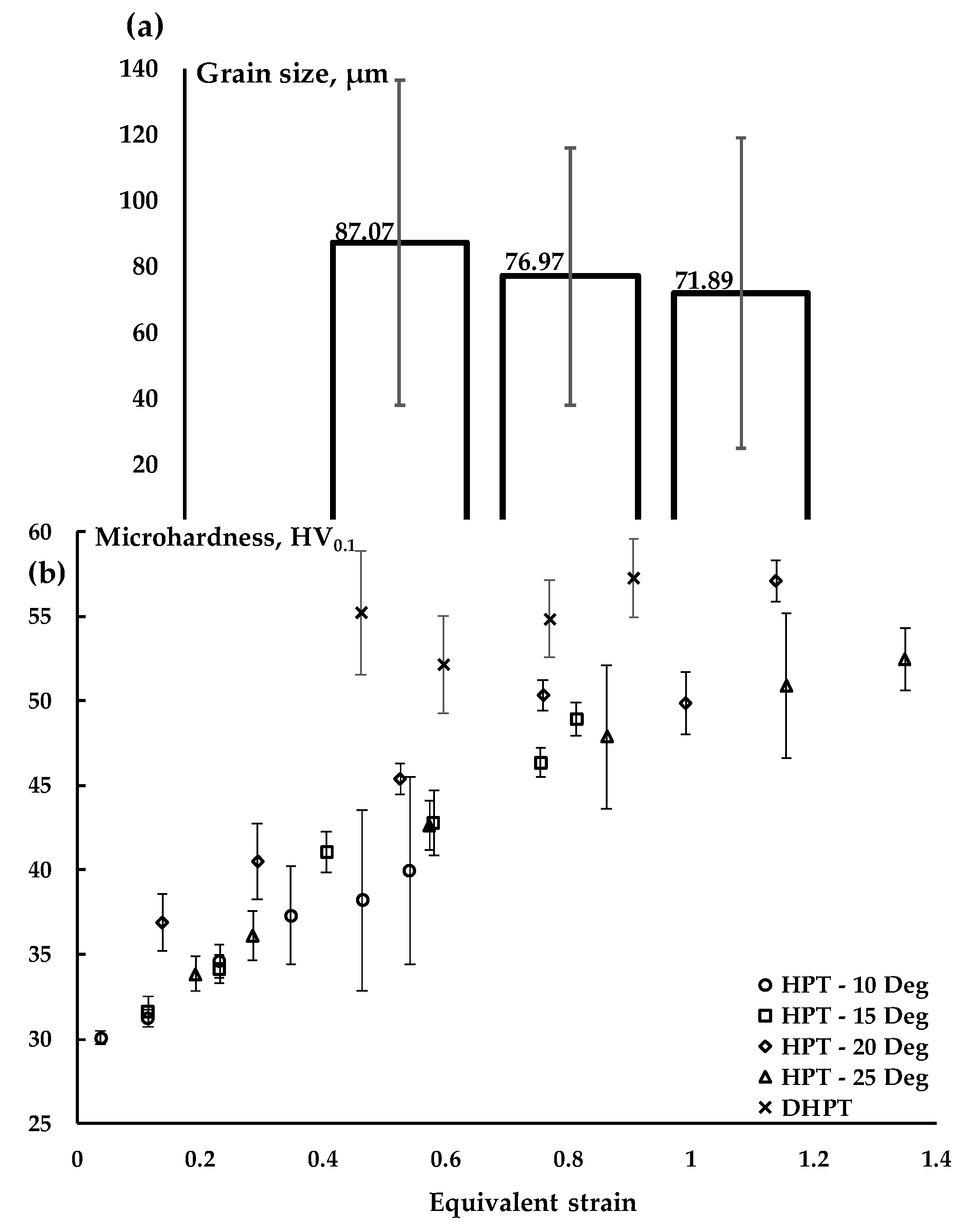
3. Result and Discussion
4. Summary
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Valiev, R.Z.; Langdon, T.G. Achieving exceptional grain refinement through severe plastic deformation: New approaches for improving the processing technology. Metall. Mater. Trans. A 2011, 42, 2942–2951. [Google Scholar] [CrossRef]
- Estrin, Y.; Vinogradov, A. Extreme grain refinement by severe plastic deformation: A wealth of challenging science. Acta Mater. 2013, 61, 782–817. [Google Scholar] [CrossRef]
- Renk, O.; Hohenwarter, A.; Wurster, S.; Pippan, R. Direct evidence for grain boundary motion as the dominant restoration mechanism in the steady-state regime of extremely cold-rolled copper. Acta Mater. 2014, 77, 401–410. [Google Scholar] [CrossRef] [PubMed]
- Gray, G.T. High-strain-rate deformation: Mechanical behavior and deformation substructures induced. Annu. Rev. Mater. Res. 2012, 42, 285–303. [Google Scholar] [CrossRef]
- Li, Y.S.; Zhang, Y.; Tao, N.R.; Lu, K. Effect of the zener-hollomon parameter on the microstructures and mechanical properties of Cu subjected to plastic deformation. Acta Mater. 2009, 57, 761–772. [Google Scholar] [CrossRef]
- Ahn, D.-H.; Lee, D.J.; Kang, M.; Park, L.J.; Lee, S.; Kim, H.S. Bi-modal structure of copper via room-temperature partial recrystallization after cryogenic dynamic compression. Metall. Mater. Trans. A 2016, 47, 1600–1606. [Google Scholar] [CrossRef]
- Khamsuk, S.; Park, N.; Adachi, H.; Terada, D.; Tsuji, N. Evolution of ultrafine microstructures in commercial purity aluminum heavily deformed by torsion. J. Mater. Sci. 2012, 47, 7841–7847. [Google Scholar] [CrossRef]
- Chiem, C.Y.; Duffy, J. Strain rate history effects and observations of dislocation substructure in aluminum single crystals following dynamic deformation. Mater. Sci. Eng. 1983, 57, 233–247. [Google Scholar] [CrossRef]
- Inomoto, H.; Fujiwara, H.; Ameyama, K. Characteristics of Nano Grain Structure in SPD-PM Processed AISI304L Stainless Steel Powder; Wiley: Vienna, Austria, 2002. [Google Scholar]
- Brown, T.L.; Saldana, C.; Murthy, T.G.; Mann, J.B.; Guo, Y.; Allard, L.F.; King, A.H.; Dale Compton, W.; Trumble, K.P.; Chandrasekar, S. A study of the interactive effects of strain, strain rate and temperature in severe plastic deformation of copper. Acta Mater. 2009, 57, 5491–5500. [Google Scholar] [CrossRef]
- Xu, P.; Luo, H.; Han, Z.; Zou, J. Tailoring a gradient nanostructured age-hardened aluminum alloy using high-gradient strain and strain rate. Mater. Des. 2015, 85, 240–247. [Google Scholar] [CrossRef]
- Baker, W.E.; Yew, C.H. Strain-rate effects in the propagation of torsional plastic waves. J. Appl. Mech. 1966, 33, 917–923. [Google Scholar] [CrossRef]
- Meyers, M.A. Dynamic Behavior of Materials; John Wiley & Sons, Inc.: New York, NY, USA, 1994. [Google Scholar]




Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lanjewar, H.; Kestens, L.; Verleysen, P. Dynamic High Pressure Torsion (DHPT)—A Novel Method for High Strain Rate Severe Plastic Deformation. Proceedings 2018, 2, 493. https://doi.org/10.3390/ICEM18-05399
Lanjewar H, Kestens L, Verleysen P. Dynamic High Pressure Torsion (DHPT)—A Novel Method for High Strain Rate Severe Plastic Deformation. Proceedings. 2018; 2(8):493. https://doi.org/10.3390/ICEM18-05399
Chicago/Turabian StyleLanjewar, Harishchandra, Leo Kestens, and Patricia Verleysen. 2018. "Dynamic High Pressure Torsion (DHPT)—A Novel Method for High Strain Rate Severe Plastic Deformation" Proceedings 2, no. 8: 493. https://doi.org/10.3390/ICEM18-05399