Predictive Controller Design for a Cement Ball Mill Grinding Process under Larger Heterogeneities in Clinker Using State-Space Models



Abstract
:1. Introduction
- Unable to operate the plant closer to constraints;
- Challenging the product quality under larger variations in the grindability factor;
- Use of the first principle model to design controllers that do not capture the plant dynamics effectively;
- Saturation of the selected manipulating variables beyond certain limits;
- Difficulty in the measurement of some of the process variables.
- Quicker estimation because of its requirement of only one input that is model order alone.
- The internal states other than output can be measured or estimated.
- Ease of modeling multivariable systems.
- Non-linear and time-varying systems can be modeled effectively.
- To design the predictive controller for the cement ball mill grinding process based on the state-space model of the process;
- To test the GPC discussed in [29] and the state-space model predictive controller in the simulation;
- To analyse the performance of GPC and the SSMPC in the industrially recognised real-time simulator available in FLSmidthPvt. Ltd., Chennai;
- To compare the performance of GPC and SSMPC with the existing controller addressed in [26].
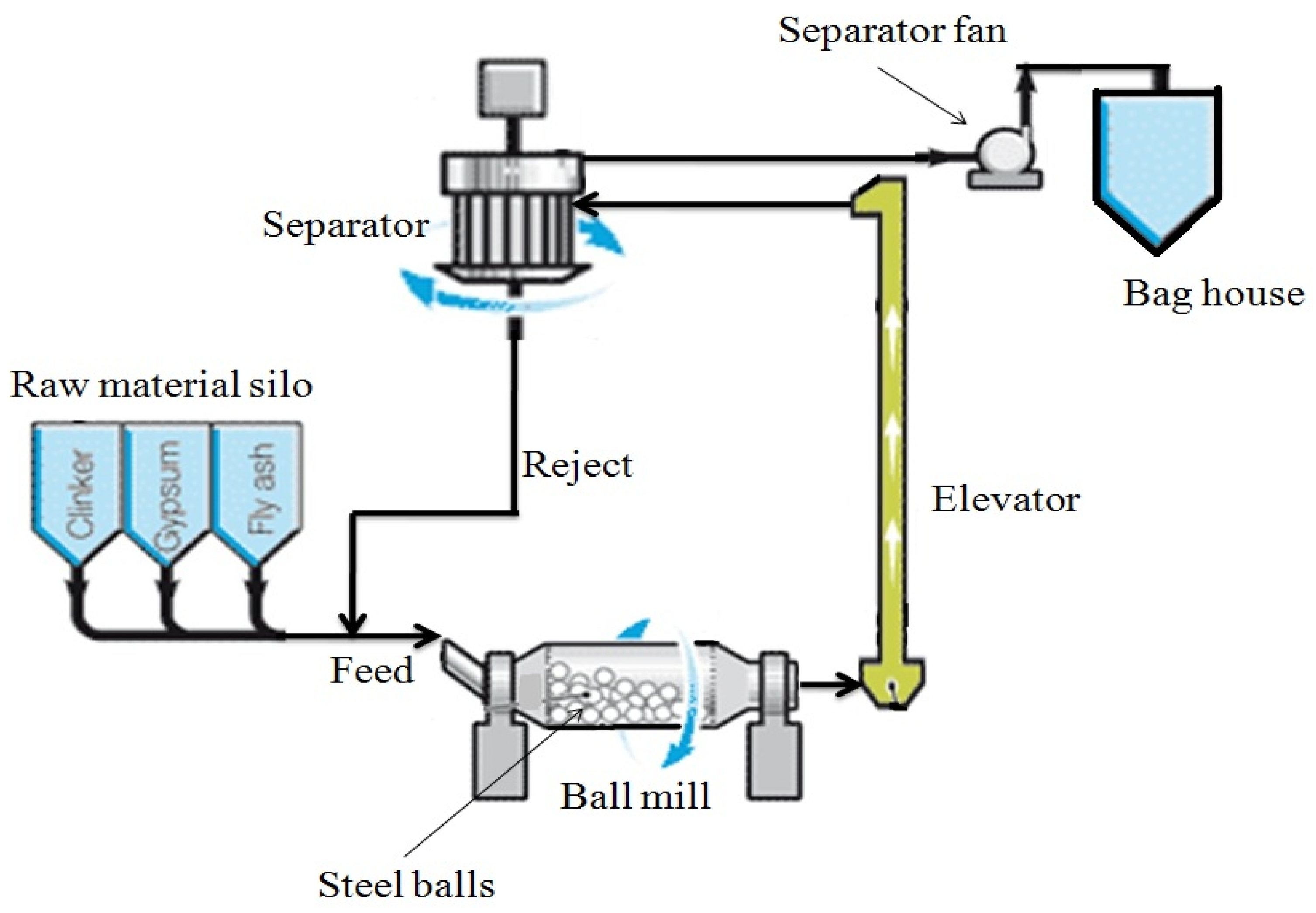
2. Cement Ball Mill Process
Modeling of Cement Ball Mill Process
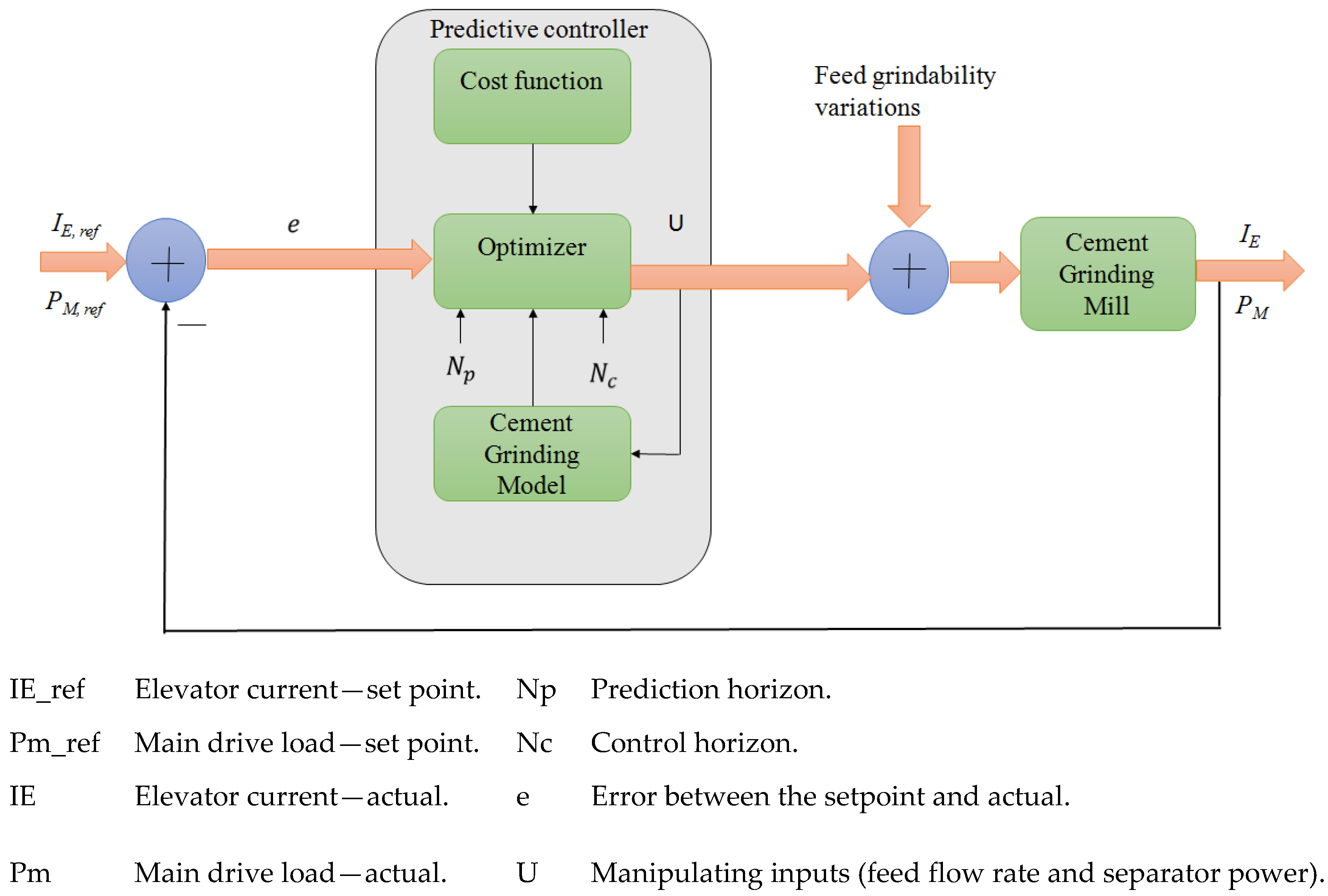
3. Predictive Controller Design
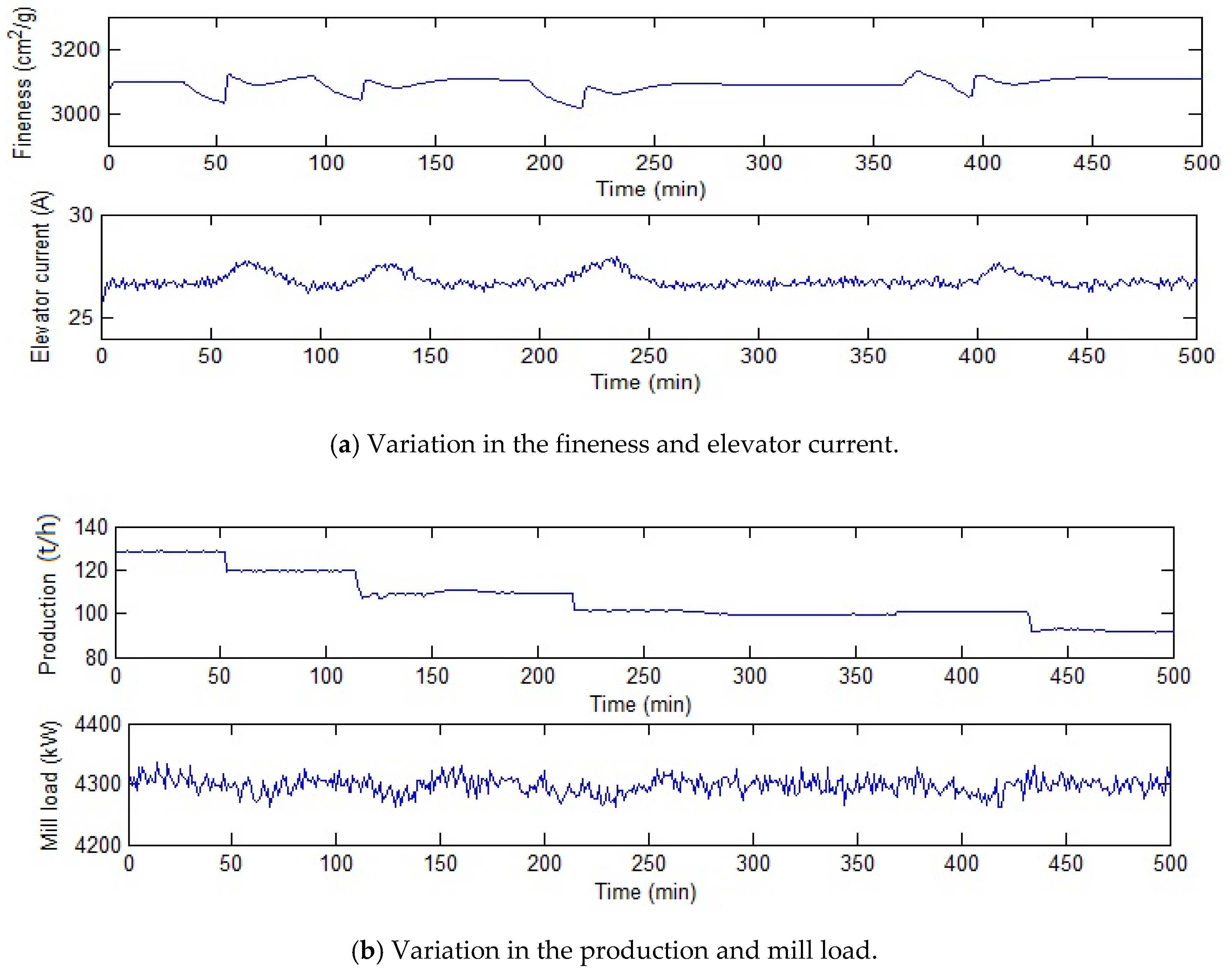
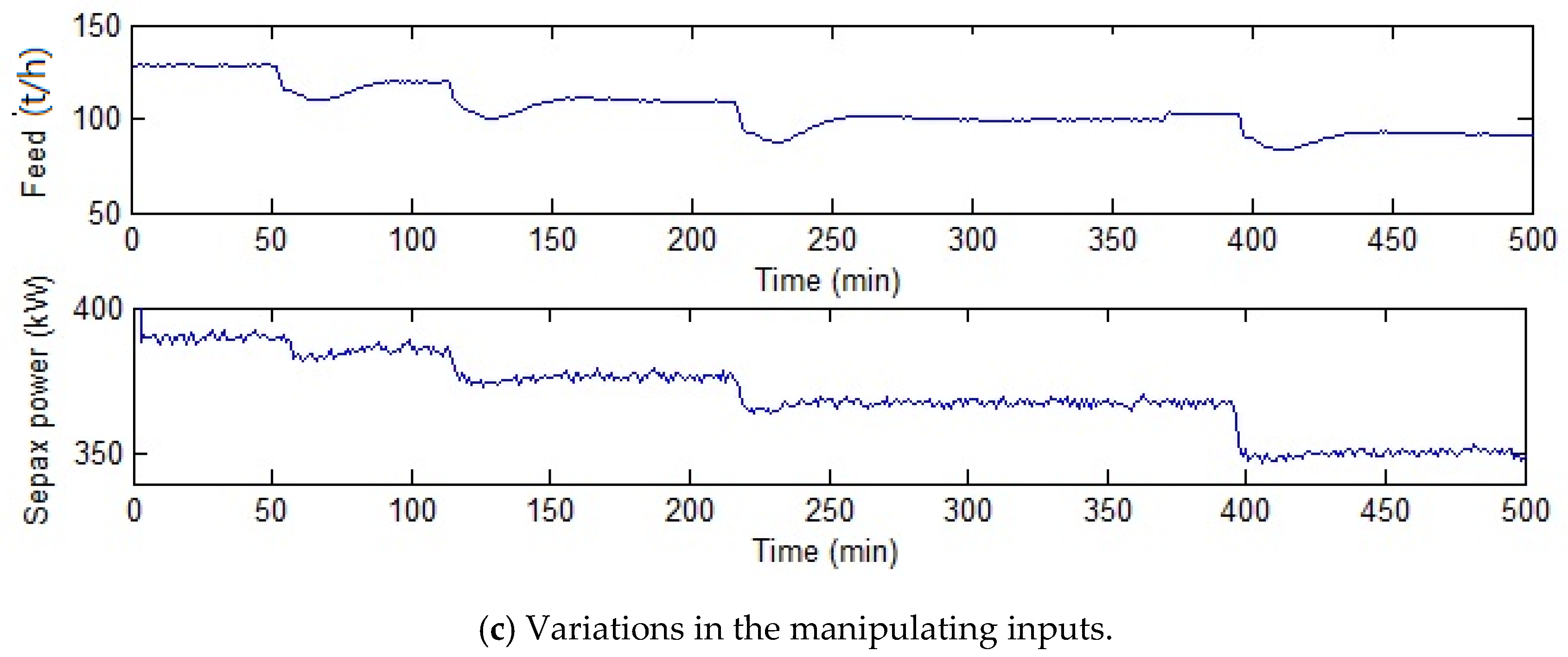
4. Results and Discussion
4.1. Performance of Predictive Controllers in Simulation
4.2. Performance of Controller in CEMulator
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A
References
- Prasath, G.; Recke, B.; Chidambaram, M.; Jørgensen, J.B. Application of soft constrained MPC to a cement mill circuit. In Proceedings of the 9th International Symposium on Dynamics and Control of Process Systems (DYCOPS 2010), Leuven, Belgium, 5–7 July 2010; pp. 288–293. [Google Scholar]
- Al-Mansour, F.; Merse, S.; Tomsic, M. Comparison of energy efficiency strategies in the industrial sector of Slovenia. Energy 2003, 28, 421–440. [Google Scholar] [CrossRef]
- Jankovic, A.; Valery, W.; Davis, E. Cement grinding optimization. Miner. Eng. 2004, 17, 1075–1081. [Google Scholar] [CrossRef]
- Madlool, N.A.; Saidur, R.; Rahim, N.A.; Kamalisarvestani, M. An overview of energy savings measures for cement industries. Renew. Sustain. Energy Rev. 2013, 19, 18–29. [Google Scholar] [CrossRef]
- Cai, G.; Xu, Q.; Zeng, Y.; Yang, L. IMC-PID series decoupling control of the pre-mill grinding system. Beijing Gongye Daxue Xuebao J. Beijing Univ. Technol. 2016, 42, 35–41. [Google Scholar] [CrossRef]
- Aguila-Camacho, N.; Le Roux, J.D.; Duarte-Mermoud, M.A.; Orchard, M.E. Control of a grinding mill circuit using fractional order controllers. J. Process Control 2017, 53, 80–94. [Google Scholar] [CrossRef] [Green Version]
- Tsamatsoulis, D.C. Optimising the control system of cement milling: Process modeling and controller tuning based on loop shaping procedures and process simulations. Braz. J. Chem. Eng. 2014, 31, 155–170. [Google Scholar] [CrossRef]
- Van Breusegem, V.; Chen, L.; Werbrouck, V.; Bastin, G.; Wertz, V. Multivariable linear quadratic control of a cement mill: An industrial application. Control Eng. Pract. 1994, 2, 605–611. [Google Scholar] [CrossRef]
- Van Breusegem, V.; Chen, L.; Bastin, G.; Wertz, V.; Werbrouck, V.; de Pierpont, C. An industrial application of mutlivariable linear quadratic control to a cement mill. Int. J. Miner. Process. 1996, 44, 405–412. [Google Scholar] [CrossRef]
- Van Breusegem, V.; Chen, L.; Bastin, G.; Wertz, V.; Werbrouck, V.; de Pierpont, C. An industrial application of multivariable linear quadratic control to a cement mill circuit. IEEE Trans. Ind. Appl. 1996, 32, 670–677. [Google Scholar] [CrossRef]
- Boulvin, M.; Renotte, C.; Wouwer, A.V.; Remy, M.; Tarasiewicz, S.; César, P. Modelling, simulation and evaluation of control loops for a cement grinding process. Eur. J. Control 1999, 5, 10–18. [Google Scholar] [CrossRef]
- Boulvin, M.; Wouwer, A.V.; Lepore, R.; Renotte, C.; Remy, M. Modeling and Control of Cement Grinding Processes. IEEE Trans. Control Syst. Technol. 2003, 11, 715–725. [Google Scholar] [CrossRef]
- Costea, C.R.; Silaghi, H.M.; Zmaranda, D.; Silaghi, M.A. Control system architecture for a cement mill based on fuzzy logic. Int. J. Comput. Commun. Control 2015, 10, 165–173. [Google Scholar] [CrossRef] [Green Version]
- Zhao, D.; Chai, T. Intelligent optimal control system for ball mill grinding process. J. Control Theory Appl. 2013, 11, 454–462. [Google Scholar] [CrossRef]
- Subbaraj, P.; Anand, P.G. Optimal design of a fuzzy logic controller for control of a cement mill process by a genetic algorithm. Instrum. Sci. Technol. 2011, 39, 288–311. [Google Scholar] [CrossRef]
- Cui, H.; Yuan, Z.; Luo, P.; Zhang, X. Multi-model control of cement combined grinding ball mill system based on adaptive dynamic programming. In Proceedings of the 31st Chinese Control and Decision Conference (CCDC 2019), Nanchang, China, 3–5 June 2019; pp. 6076–6081. [Google Scholar]
- Ramezani, A.; Ramezani, H.; Moshiri, B. The Kalman filter information fusion for cement mill control based on local linear neuro-fuzzy model. In Proceedings of the Innovations‘07: 4th International Conference on Innovations in Information Technology (IIT), Dubai, UAE, 18–20 November 2007; pp. 183–187. [Google Scholar]
- Yildiran, U.; Kaynak, M.O. Neural network based control of a cement mill by means of a VSS based training algorithm. In Proceedings of the IEEE International Symposium on Industrial Electronics, L’Aquila, Italy, 8–11 July 2002; pp. 326–331. [Google Scholar]
- Kotini, I.; Hassapis, G. A hybrid automaton model of the cement mill control. IEEE Trans. Control Syst. Technol. 2008, 16, 676–690. [Google Scholar] [CrossRef]
- Farbood, M.; Echreshavi, Z.; Shasadeghi, M. Parameter Varying Model Predictive Control Based on T–S Fuzzy Model Using QP Approach: A Case Study. Iran. J. Sci. Technol. Trans. Electr. Eng. 2019, 43, 269–276. [Google Scholar] [CrossRef]
- Aliskan, I. Adaptive Model Predictive Control for Wiener Nonlinear Systems. Iran. J. Sci. Technol. Trans. Electr. Eng. 2019, 43, 361–377. [Google Scholar] [CrossRef]
- Martin, G.; McGarel, S. Nonlinear mill control. ISA Trans. 2001, 40, 369–379. [Google Scholar] [CrossRef]
- Efe, M.Ö. Multivariable nonlinear model reference control of cement mills. Trans. Inst. Meas. Control 2003, 25, 373–385. [Google Scholar] [CrossRef]
- Magni, L.; Bastin, G.; Wertz, V. Multivariable nonlinear predictive control of cement mills. IEEE Trans. Control Syst. Technol. 1999, 7, 502–508. [Google Scholar] [CrossRef] [Green Version]
- Grognard, F.; Jadot, F.; Magni, L.; Bastin, G.; Sepulchre, R.; Wertz, V. Robust Stabilisation of a Nonlinear Cement Mill Model. IEEE Trans. Autom. Control 2001, 46, 618–623. [Google Scholar] [CrossRef] [Green Version]
- Prasath, G.; Recke, B.; Chidambaram, M.; Jørgensen, J.B. Soft Constrained based MPC for robust control of a cement grinding circuit. In Proceedings of the 10th IFAC International Symposium on Dynamics and Control of Process Systems, The International Federation of Automatic Control, Mumbai, India, 18–20 December 2013. [Google Scholar]
- Topalov, A.V.; Kaynak, O. Neuro-adaptive modeling and control of a cement mill using a sliding mode learning mechanism. IEEE Int. Symp. Ind. Electron. 2004, 1, 225–230. [Google Scholar]
- Topalov, A.V.; Kaynak, O. Neural network modeling and control of cement mills using a variable structure systems theory based on-line learning mechanism. J. Process Control 2004, 14, 581–589. [Google Scholar] [CrossRef]
- Venkatesh, S.; Ramkumar, K.; Guruprasath, M.; Srinivasan, S.; Balas, V.E. Generalized Predictive Controller for Ball Mill Grinding Circuit in the Presence of Feed-grindability Variations. Stud. Inform. Control 2016, 25, 29–38. [Google Scholar] [CrossRef]
- HosseinNia, S.H.; Lundh, M. A General Robust MPC Design for the State-Space Model: Application to Paper Machine Process. Asian J. Control 2016, 18, 1891–1907. [Google Scholar] [CrossRef]
- Zhang, R.; Xue, A.; Lu, R.; Li, P.; Gao, F. Real-time implementation of improved state-space MPC for air supply in a coke furnace. IEEE Trans. Ind. Electron. 2014, 61, 3532–3539. [Google Scholar] [CrossRef]
- Schnelle, P.D.; Laman, J.; Badgwell, T.A. Application of state space MPC to a commercial scale dilution/pasteurisation/drying process. In ISA EXPO 2007; International Society of Automation (ISA): Houston, TX, USA, 2007; Volume 4, pp. 2829–2855. [Google Scholar]
- Di Cairano, S. An Industry perspective on MPC in large volumes applications: Potential benefits and open challenges. IFAC Proc. Vol. 2012, 45, 52–59. [Google Scholar] [CrossRef] [Green Version]
- Venkatesh, S.; Ramkumar, K.; Seshadhri, S.; Guruprasath, M. Comparison of Subspace and Prediction Error Methods of System Identification for Cement Grinding Process. Int. J. Simul. Process Model. 2016, 11, 97–107. [Google Scholar]
- Rossiter, J.A. Model-Based Predictive Control: A Practical Approach; Control Series; CRC Press: Boca Raton, FL, USA, 2005. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sl.No | Output | Peak Time (min) | Settling Time (min) | Peak Overshoot | IAE | ISE | ITAE |
|---|---|---|---|---|---|---|---|
| GPC | Elevator Current | 24 | 68 | 2.36 (A) | 265.4960 | 380.1629 | 13,962.5 |
| Main drive load | 30 | 51 | 60 (kW) | 1158.22 | 5569 | 123,676 | |
| SSMPC | Elevator Current | 12 | 30 | 0.37 (A) | 43.9875 | 20.6775 | 2588.3 |
| Main drive load | 12 | 21 | 67.4 (kW) | 1841.82 | 72,583 | 1,156,675 |
| Sl.No | Variables | Nominal Value |
|---|---|---|
| 01 | Fineness | 3100 cm2/g |
| 02 | Elevator current | 26 A |
| 03 | Production | 127 TPH |
| 04 | Mill load | 4347 kW |
| 05 | Feed | 128 TPH |
| 06 | Sepax power | 390 kW |
| 07 | Separator speed | 70% (75 kW) |
| Sl.No | Process Variables | IAE (×103) | ISE (×104) | ITAE (×106) | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| SSMPC | GPC | Existing | SSMPC | GPC | Existing | SSMPC | GPC | Existing | ||
| 1 | Fineness (cm2/g) | 7.616 | 7.910 | 75.852 | 17.923 | 23.82 | 1924.6 | 1.934 | 1.790 | 28.677 |
| 2 | Elevator current (A) | 0.117 | 0.127 | 0.996 | 0.004 | 0.006 | 0.038 | 0.033 | 0.029 | 0.395 |
| 3 | Production (TPH) | 7.830 | 39.654 | 6.707 | 12.513 | 31.259 | 12.799 | 2.666 | 9.449 | 2.311 |
| 4 | Mill load (kW) | 20.471 | 20.655 | 48.532 | 91.330 | 93.183 | 95.761 | 5.882 | 5.337 | 19.314 |
| Process Variables | Range of Process Variables | Variability of Process Variables | ||||
|---|---|---|---|---|---|---|
| SSMPC | GPC | Existing | SSMPC | GPC | Existing | |
| Fineness (cm2/g) | 3040–3098 | 3017–3129 | 2755–3098 | 58 | 112 | 343 |
| Elevator current (A) | 26.19–27.32 | 25.81–27.97 | 26.51–34.19 | 1.13 | 2.16 | 7.68 |
| Feed (TPH) | 106.38–128.7 | 83.02–128.79 | 110.1–128.7 | 22.32 | 45.77 | 18.6 |
| Sepax power (kW) | 367.76–393.4 | 346.64–388.22 | – | 25.64 | 41.58 | – |
| Mill load (kW) | 4258–4340 | 4260–4336 | 3895–4298 | 82 | 76 | 403 |
| Production (TPH) | 107.17–127.19 | 91.57–127.5 | 102.8–126.8 | 20.02 | 35.93 | 24 |
| Variable/Controller | Mean | Nominal Value | Variance | ||||
|---|---|---|---|---|---|---|---|
| Existing | GPC | SSMPC | Existing | GPC | SSMPC | ||
| Fineness (cm2/g) | 2878 | 3091 | 3085 | 3099 | 17616 | 398 | 121.2 |
| Production (TPH) | 111.5 | 106.7 | 113.3 | 127 | 55.2 | 135.3 | 29.46 |
| Mill load (kW) | 4107 | 4297 | 4300 | 4347 | 26540 | 192.9 | 316.3 |
| Elevator current (A) | 30.53 | 26.8 | 26.7 | 26 | 7.91 | 0.113 | 0.059 |
| Feed (TPH) | 113.9 | 103.7 | 114.5 | 128 | 47.38 | 143.17 | 31.39 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Venkatesh, S.; Ramkumar, K.; Amirtharajan, R. Predictive Controller Design for a Cement Ball Mill Grinding Process under Larger Heterogeneities in Clinker Using State-Space Models. Designs 2020, 4, 36. https://doi.org/10.3390/designs4030036
Venkatesh S, Ramkumar K, Amirtharajan R. Predictive Controller Design for a Cement Ball Mill Grinding Process under Larger Heterogeneities in Clinker Using State-Space Models. Designs. 2020; 4(3):36. https://doi.org/10.3390/designs4030036
Chicago/Turabian StyleVenkatesh, Sivanandam, Kannan Ramkumar, and Rengarajan Amirtharajan. 2020. "Predictive Controller Design for a Cement Ball Mill Grinding Process under Larger Heterogeneities in Clinker Using State-Space Models" Designs 4, no. 3: 36. https://doi.org/10.3390/designs4030036