The Influence of UV-Accelerated Aging Process on Industrial Waste Containing EPDM

Abstract
:
1. Introduction
2. Experimental
2.1. Materials
2.2. Collection and Milling of EPDM Residues
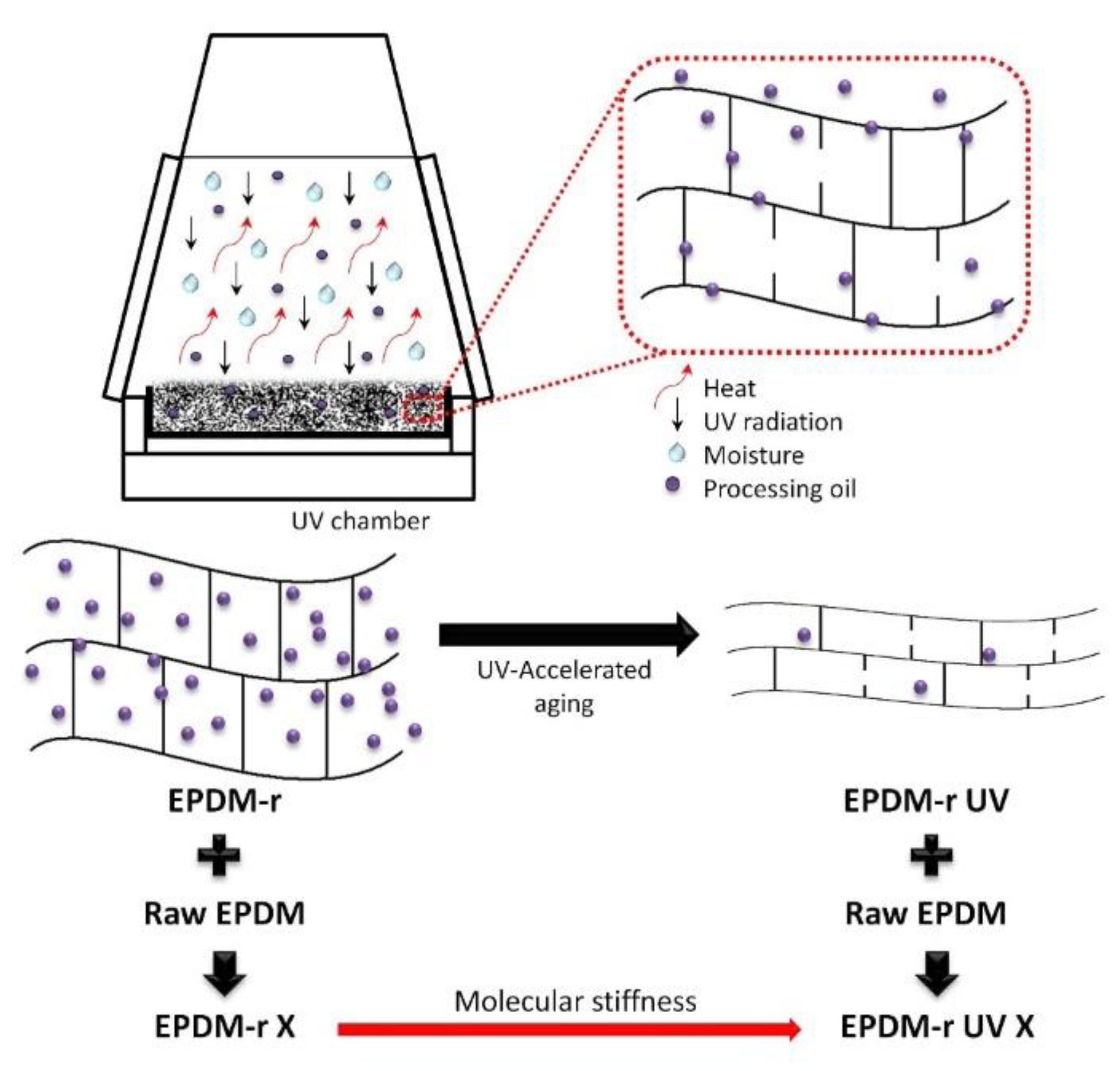
2.3. UV-Accelerated Aging Process
2.4. Characterization of the Granular Solids
2.5. Processing of the Blends
2.6. Characterization of the Blends
3. Results and Discussion
3.1. Characterization of the EPDM-r and EPDM-r UV
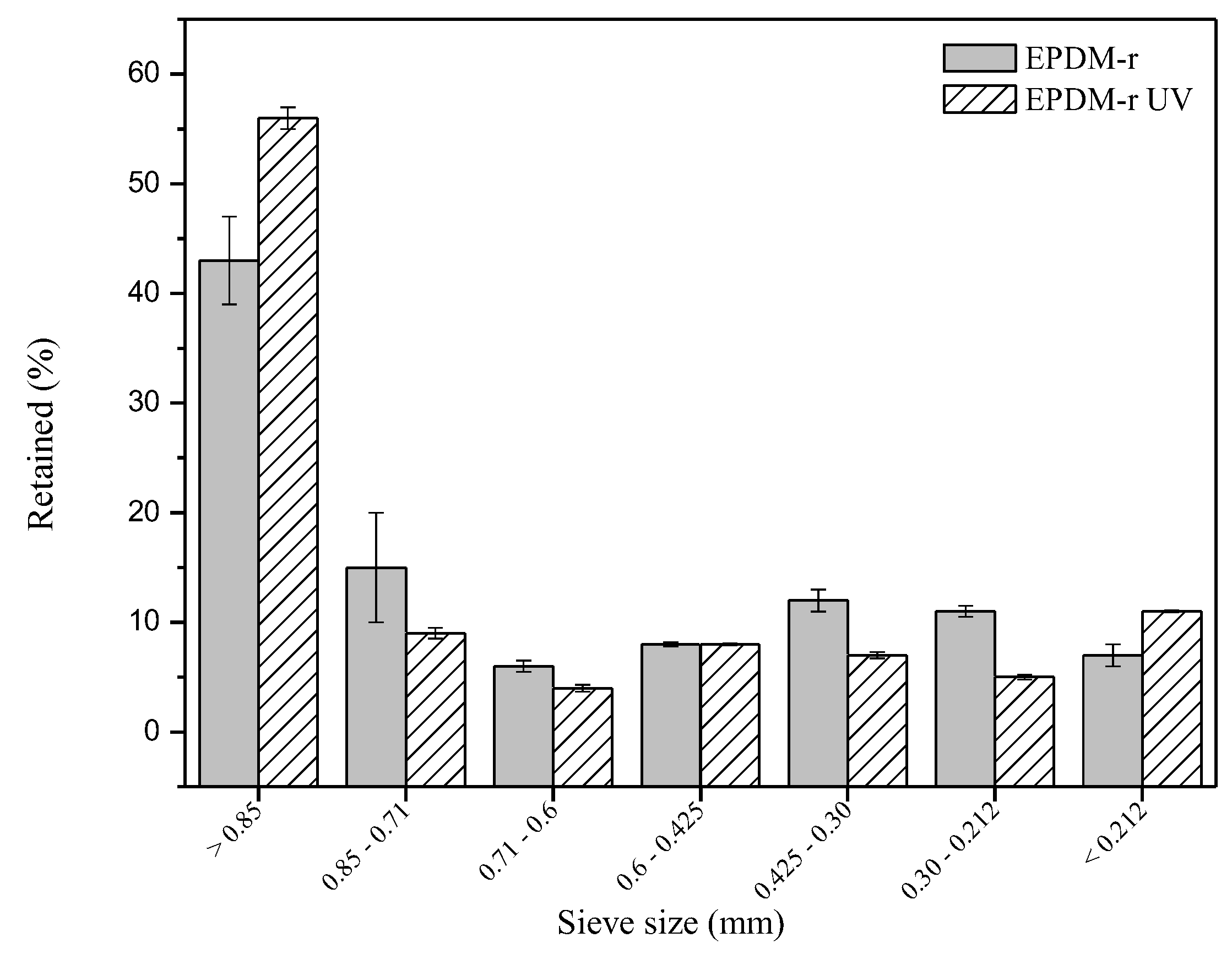
3.1.1. Milling and Particle Size Distribution
3.1.2. Thermo-Oxidative Degradation
3.1.3. Characterization of the Blends
Vulcanization Characteristics
Density and Hardness
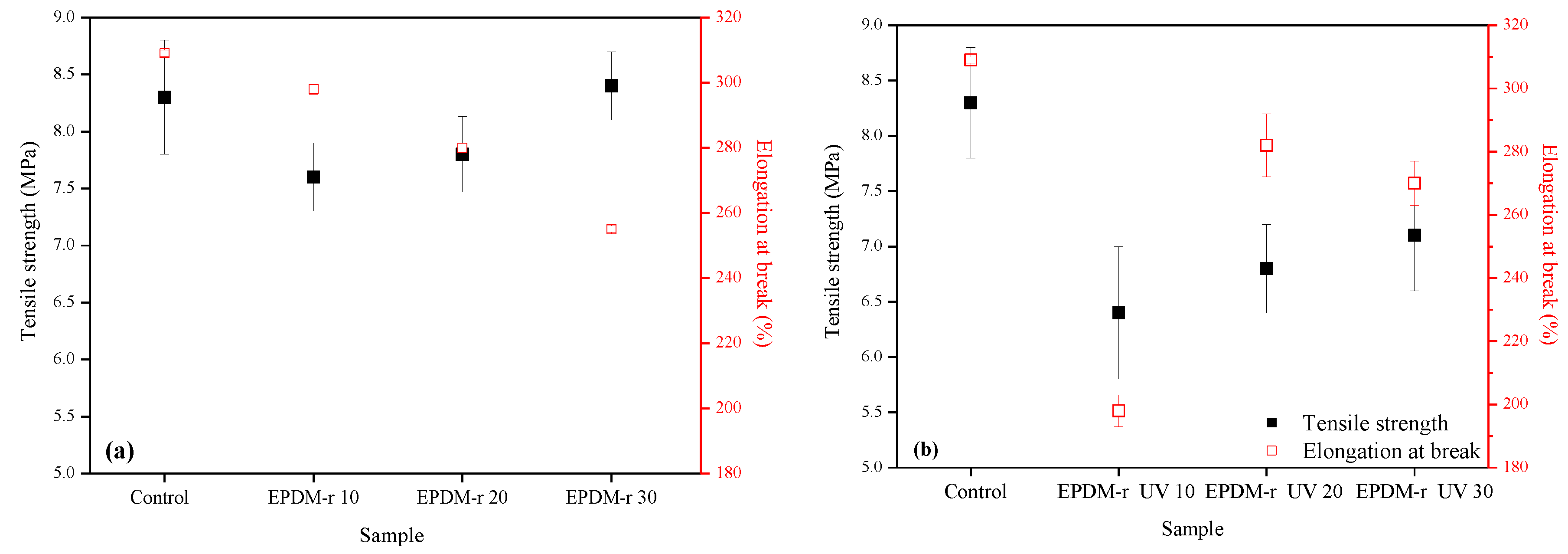
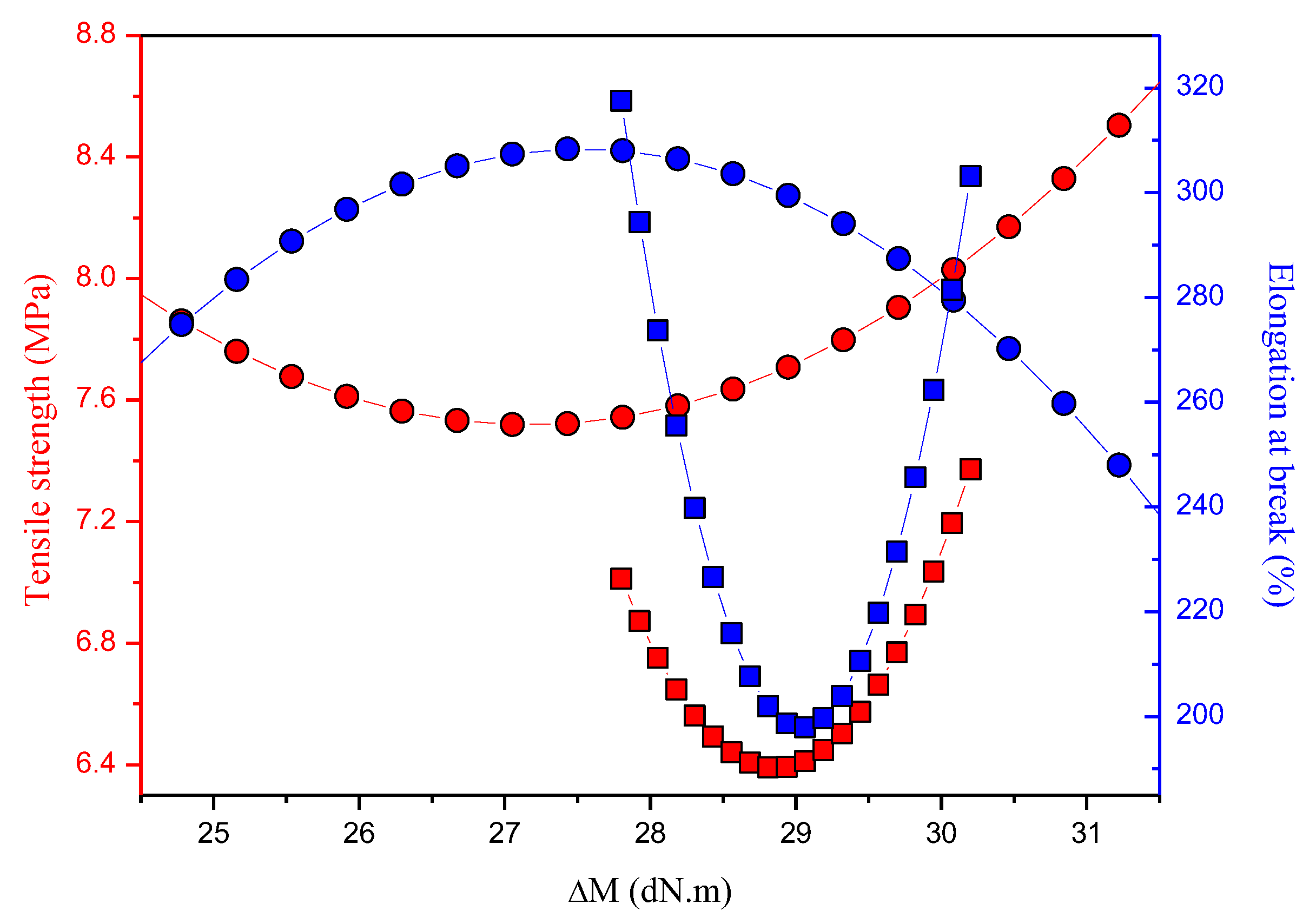
Mechanical Properties
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Zanchet, A.; Dal’Acqua, N.; Weber, T.; Crespo, J.S.; Brandelise, R.N.; Nunes, R.C.R. Propriedades reométricas e mecânicas e morfologia de compósitos desenvolvidos com resíduos elastoméricos vulcanizados. Polím. Ciênc. Tecnol. 2007, 17, 23–27. [Google Scholar] [CrossRef]
- Weber, T.; Zanchet, A.; Crespo, J.S.; Oliveira, M.G.; Suarez, J.C.M.; Nunes, R.C.R. Caracterização de artefatos elastoméricos obtidos por revulcanização de resíduo industrial de SBR (copolímero de butadieno e estireno). Polím. Ciênc. Tecnol. 2011, 21, 429–435. [Google Scholar] [CrossRef]
- Zanchet, A.; Carli, L.N.; Giovanela, M.; Brandelise, R.M.; Crespo, J.S. Use of styrene butadiene rubber industrial waste devulcanized by microwave in rubber composites for automotive application. Mater. Des. 2012, 39, 437–443. [Google Scholar] [CrossRef]
- De Sousa, F.D.B.; Zanchet, A.; Scuracchio, C.H. Influence of reversion in compounds containing recycled natural rubber: In search of sustainable processing. J. Appl. Polym. Sci. 2017, 134, 45325. [Google Scholar] [CrossRef]
- Garcia, P.S.; De Sousa, F.D.B.; De Lima, J.A.; Cruz, S.A.; Scuracchio, C.H. Devulcanization of ground tire rubber: Physical and chemical changes after different microwave exposure times. Express Polym. Lett. 2015, 9, 1015–1026. [Google Scholar] [CrossRef]
- Zanchet, A.; Dotta, A.L.B.; De Sousa, F.D.B. Relationship among vulcanization, mechanical properties and morphology of blends containing recycled EPDM. Recycling 2017, 2, 16. [Google Scholar] [CrossRef]
- De Sousa, F.D.B. Vulcanization of natural rubber: Past, present and future perspectives. In Natural Rubber: Properties, Behavior and Applications; Hamilton, J.L., Ed.; Nova Science Publishers: New York, NY, USA, 2016; pp. 47–88. [Google Scholar]
- Fang, Y.; Zhan, M.; Wang, Y. The status of recycling of waste rubber. Mater. Des. 2001, 22, 123–128. [Google Scholar] [CrossRef]
- Adhikari, B.; De, D.; Maiti, S. Reclamation and recycling of waste rubber. Prog. Polym. Sci. 2000, 25, 909–948. [Google Scholar] [CrossRef]
- Weber, T.; Zanchet, A.; Brandalise, R.N.; Crespo, J.S.; Nunes, R.C.R. Grinding and characterization of scrap rubbers powders. J. Elastom. Plast. 2008, 40, 147–159. [Google Scholar] [CrossRef]
- De Sousa, F.D.B.; Gouveia, J.R.; De Camargo Filho, P.M.F.; Vidotti, S.E.; Scuracchio, C.H.; Amurin, L.G.; Valera, T.S. Blends of ground tire rubber devulcanized by microwaves/HDPE—Part A: Influence of devulcanization process. Polím. Ciênc. Tecnol. 2015, 25, 256–264. [Google Scholar] [CrossRef]
- Zanchet, A.; Carli, L.N.; Giovanela, M.; Crespo, J.S.; Scuracchio, C.H.; Nunes, R.C.R. Characterization of microwave-devulcanized composites of ground SBR scraps. J. Elastom. Plast. 2009, 41, 497–507. [Google Scholar] [CrossRef]
- De Sousa, F.D.B.; Scuracchio, C.H.; Hu, G.H.; Hoppe, S. Devulcanization of waste tire rubber by microwaves. Polym. Degrad. STable 2017, 138, 169–181. [Google Scholar] [CrossRef]
- Hirayama, D.; Saron, C. Chemical modifications in styrene-butadiene rubber after microwave devulcanization. Ind. Eng. Chem. Res. 2012, 51, 3975–3980. [Google Scholar] [CrossRef]
- De Sousa, F.D.B.; Scuracchio, C.H.; Hu, G.H.; Hoppe, S. Effects of processing parameters on the properties of microwave-devulcanized ground tire rubber/polyethylene dynamically revulcanized blends. J. Appl. Polym. Sci. 2016, 133, 43503. [Google Scholar] [CrossRef]
- Pistor, V.; Ornaghi, F.G.; Fiorio, R.; Zattera, A.J.; Oliveira, P.J.; Scuracchio, C.H. Desvulcanização do resíduo de terpolímero de etileno-propileno-dieno (EPDM-r) por micro-ondas. Polím. Ciênc. Tecnol. 2010, 20, 165–169. [Google Scholar] [CrossRef]
- De Sousa, F.D.B.; Gouveia, J.R.; De Camargo Filho, P.M.F.; Vidotti, S.E.; Scuracchio, C.H.; Amurin, L.G.; Valera, T.S. Blends ground tire rubber devulcanized by microwaves/HDPE—Part B: Influence of clay addition. Polím. Ciênc. Tecnol. 2015, 25, 382–391. [Google Scholar] [CrossRef]
- De Sousa, F.D.B. Devulcanization of elastomers and applications. In Elastomers; Çankaya, N., Ed.; Intech: Rijeka, Croatia, 2017; Chapter 10; pp. 209–230. [Google Scholar]
- Ramarad, S.; Khalid, M.; Ratnam, C.T.; Chuah, A.L.; Rashmi, W. Waste tire rubber in polymer blends: A review on the evolution, properties and future. Prog. Mater. Sci. 2015, 72, 100–140. [Google Scholar] [CrossRef]
- Simon, D.A.; Halász, I.Z.; Karger-Kocsis, J.; Bárány, T. Microwave devulcanized crumb rubbers in polypropylene based thermoplastic dynamic vulcanizates. Polymers 2018, 10, 767. [Google Scholar] [CrossRef] [PubMed]
- Colom, X.; Marín-Genescà, M.; Mujal, R.; Formela, K.; Cañavate, J. Structural and physico-mechanical properties of natural rubber/GTR composites devulcanized by microwaves: Influence of GTR source and irradiation time. J. Compos. Mater. 2018, 52. [Google Scholar] [CrossRef]
- Asaro, L.; Gratton, M.; Seghar, S.; Aït Hocine, N. Recycling of rubber wastes by devulcanization. Resour. Conserv. Recycl. 2018, 133, 250–262. [Google Scholar] [CrossRef]
- Scuracchio, C.H.; Waki, D.A.; Bretas, R.E.S. Caracterização térmica e reológica de borracha de pneu desvulcanizada por microondas. Polím. Ciênc. Tecnol. 2006, 16, 46–52. [Google Scholar] [CrossRef]
- Escócio, V.A.; Martins, A.F.; Visconte, L.L.Y.; Nunes, R.C.R. Efeito do envelhecimento nas propriedades mecânicas e dinâmico-mecânicas de composições de borracha natural com mica. Polím. Ciênc. Tecnol. 2004, 14, 13–16. [Google Scholar] [CrossRef]
- Rånby, B. Photodegradation and photo-oxidation of synthetic polymers. J. Anal. Appl. Pyrolysis. 1989, 15, 237–247. [Google Scholar] [CrossRef]
- De Sousa, F.D.B.; Scuracchio, C.H. Vulcanization behavior of NBR with organically modified clay. J. Elastom. Plast. 2012, 44, 263–272. [Google Scholar] [CrossRef]
- Leib, R.I.; Sullivan, A.B.; Trivette, C.D., Jr. Prevulcanization inhibitor the chemistry of scorch delay. Rubber Chem. Technol. 1970, 43, 1188–1193. [Google Scholar] [CrossRef]
- Bilgili, E.; Arastoopour, H.; Bernstein, B. Pulverization of rubber granulates using the solid state shear extrusion process Part II. Powder characterization. Powder Technol. 2001, 115, 277–289. [Google Scholar] [CrossRef]
- De Sousa, F.D.B.; Zanchet, A. In the search for sustainable processing in compounds containing recycled natural rubber: The role of the reversion process. Recycling 2018, 3, 47. [Google Scholar] [CrossRef]
- Zhao, Q.; Gao, J. Aging of ethylene–propylene–diene monomer (EPDM) in artificial weathering environment. Polym. Degrad. STable 2007, 92, 1841–1846. [Google Scholar] [CrossRef]
- Zhao, Q.; Li, X.; Gao, J. Aging behavior and mechanism of ethylene-propylene-diene monomer (EPDM) rubber in fluorescent UV/condensation weathering environment. Polym. Degrad. STable 2009, 94, 339–343. [Google Scholar] [CrossRef]
- Ding, R.; Leonov, A.I. A kinetic model for sulfur accelerated vulcanization of a natural rubber compound. J. Appl. Polym. Sci. 1996, 61, 455–463. [Google Scholar] [CrossRef]
- Sirqueira, A.S.; Soares, B.G. O efeito de EPDM modificado com grupos mercapto ou tioacetato na cinética de vulcanização de misturas NR/EPDM. Polím. Ciênc. Tecnol. 2006, 16, 299–304. [Google Scholar] [CrossRef]
- Ishiaku, U.S.; Chong, C.S.; Ismail, H. Determination of optimum De-Link R concentration in a recycled rubber compound. Polym. Test. 1999, 18, 621–633. [Google Scholar] [CrossRef]
- Isayev, A.I.; Yushanov, S.P.; Kim, S.H.; Levin, V.Y. Ultrasonic devulcanization of waste rubbers: Experimentation and modeling. Rheol. Acta 1996, 35, 616–630. [Google Scholar] [CrossRef]
- Oliveira, M.A.S.; Cassu, S.N.; de Mello, S.A.C.; Dutra, J.C.N. Influência do método de vulcanização nas propriedades mecânicas e na densidade de ligações cruzadas da borracha natural. Polím. Ciênc. Tecnol. 2016, 26, 43–48. [Google Scholar] [CrossRef]
- Rattanasom, N.; Poonsuk, A.; Makmoon, T. Effect of curing system on the mechanical properties and heat aging resistance of natural rubber/tire tread reclaimed rubber blends. Polym. Test. 2005, 24, 728–732. [Google Scholar] [CrossRef]
- Mark, J.E.; Erman, B.; Eirich, F.R. Science and Technology of Rubber; Elsevier: Atlanta, CA, USA, 2005. [Google Scholar]
- Carli, L.N.; Boniatti, R.; Teixeira, C.E.; Nunes, R.C.R.; Crespo, J.S. Development and characterization of composites with ground elastomeric vulcanized scraps as filler. Mater. Sci. Eng. C 2009, 29, 383–386. [Google Scholar] [CrossRef]
- Imbernon, L.; Norvez, S. From landfilling to vitrimer chemistry in rubber life cycle. Eur. Polym. J. 2016, 82, 347–376. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Compound (phr a) | Control | EPDM-r 10 | EDPM-r 20 | EPDM-r 30 | EPDM-r UV 10 | EPDM-r UV 20 | EPDM-r UV 30 |
|---|---|---|---|---|---|---|---|
| EPDM (premix) | 100 | 100 | 100 | 100 | 100 | 100 | 100 |
| EPDM-r | – | 10 | 20 | 30 | – | – | – |
| EPDM-r UV | – | – | – | – | 10 | 20 | 30 |
| Sulphur | 2 | 2 | 2 | 2 | 2 | 2 | 2 |
| TMTD b | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
| MBTS c | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 |
| Partial Composition | ∆m (%) EPDM-r | ∆m (%) EPDM-r UV | ∆T (°C) |
|---|---|---|---|
| Processing oil | 25.3 | 20.5 | 200–400 |
| EPDM | 34.9 | 36.5 | 400–450 |
| Carbon black | 29.7 | 28.3 | 450–800 |
| Residue at 800 °C | 10.1 | 14.7 | – |
| Temperature (°C) | EPDM-r | EPDM-r UV |
|---|---|---|
| T0 | 270.9 | 285.2 |
| Tmax | 296.0 | 307.7 |
| Tf | 345.0 | 350.6 |
| Samples | ts1 (min) | t90 (min) | ML (dN·m) | MH (dN·m) | ∆M (dN·m) | CRA |
|---|---|---|---|---|---|---|
| Control | 2.0 | 13 | 10 | 40 | 30 | 9.1 |
| EPDM-r 10 | 1.9 | 17 | 12 | 38 | 26 | 6.6 |
| EPDM-r 20 | 1.7 | 18 | 12 | 37 | 25 | 6.1 |
| EPDM-r 30 | 1.2 | 20 | 13 | 44 | 31 | 5.3 |
| EPDM-r UV 10 | 2.0 | 11 | 11 | 40 | 29 | 11.1 |
| EPDM-r UV 20 | 1.8 | 11 | 12 | 40 | 28 | 10.9 |
| EPDM-r UV 30 | 1.5 | 15 | 12 | 42 | 30 | 7.4 |
| Sample | Density (g·cm−3) | Shore A Hardness | |
|---|---|---|---|
| Before the Vulcanization | After the Vulcanization | ||
| Control | 1.34 ± 0.03 | 1.59 ± 0.03 | 78 ± 1 |
| EPDM-r 10 | 1.32 ± 0.01 | 1.39 ± 0.02 | 79 ± 1 |
| EPDM-r 20 | 1.30 ± 0.02 | 1.37 ± 0.01 | 77 ± 1 |
| EPDM-r 30 | 1.30 ± 0.01 | 1.34 ± 0.05 | 77 ± 1 |
| EPDM-r UV 10 | 1.27 ± 0.01 | 1.30 ± 0.03 | 78 ± 1 |
| EPDM-r UV 20 | 1.26 ± 0.01 | 1.31 ± 0.03 | 75 ± 1 |
| EPDM-r UV 30 | 1.25 ± 0.01 | 1.22 ± 0.02 | 74 ± 1 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zanchet, A.; Masiero, A.; de Sousa, F.D.B.; Brandalise, R.N. The Influence of UV-Accelerated Aging Process on Industrial Waste Containing EPDM. Recycling 2019, 4, 25. https://doi.org/10.3390/recycling4020025
Zanchet A, Masiero A, de Sousa FDB, Brandalise RN. The Influence of UV-Accelerated Aging Process on Industrial Waste Containing EPDM. Recycling. 2019; 4(2):25. https://doi.org/10.3390/recycling4020025
Chicago/Turabian StyleZanchet, Aline, Alexandra Masiero, Fabiula Danielli Bastos de Sousa, and Rosmary Nichele Brandalise. 2019. "The Influence of UV-Accelerated Aging Process on Industrial Waste Containing EPDM" Recycling 4, no. 2: 25. https://doi.org/10.3390/recycling4020025