
Investigation of Oil Droplet Breakup during Atomization of Emulsions: Comparison of Pressure Swirl and Twin-Fluid Atomizers



Institute of Process Engineering in Life Sciences, Chair of Food Process Engineering, Karlsruhe Institute of Technology, Kaiserstraße 12, 76131 Karlsruhe, Germany
*
Author to whom correspondence should be addressed.
Fluids 2021, 6(6), 219; https://doi.org/10.3390/fluids6060219
Submission received: 7 May 2021
/
Revised: 28 May 2021
/
Accepted: 4 June 2021
/
Published: 11 June 2021
(This article belongs to the Special Issue Trends in Spray Atomization)
Abstract
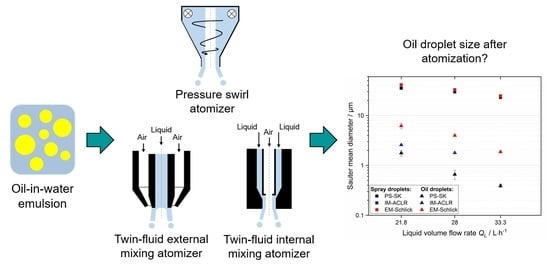
:The goal of this study was to investigate oil droplet breakup in food emulsions during atomization with pressure swirl (PS), internal mixing (IM), and external mixing (EM) twin-fluid atomizers. By this, new knowledge is provided that facilitates the design of atomization processes, taking into account atomization performance as well as product characteristics (oil droplet size). Atomization experiments were performed in pilot plant scale at liquid volume flow rates of 21.8, 28.0, and 33.3 L/h. Corresponding liquid pressures in the range of 50–200 bar and air-to-liquid ratios in the range of 0.03–0.5 were applied. Two approaches were followed: oil droplet breakup was initially compared for conditions by which the same spray droplet sizes were achieved at constant liquid throughput. For all volume flow rates, the strongest oil droplet breakup was obtained with the PS nozzle, followed by the IM and the EM twin-fluid atomizer. In a second approach, the concept of energy density EV was used to characterize the sizes of resulting spray droplets and of the dispersed oil droplets in the spray. For all nozzles, Sauter mean diameters of spray and oil droplets showed a power-law dependency on EV. PS nozzles achieved the smallest spray droplet sizes and the strongest oil droplet breakup for a constant EV. In twin-fluid atomizers, the nozzle type (IM or EM) has a significant influence on the resulting oil droplet size, even when the resulting spray droplet size is independent of this nozzle type. Overall, it was shown that the proposed concept of EV allows formulating process functions that simplify the design of atomization processes regarding both spray and oil droplet sizes.
1. Introduction
The atomization of oil-in-water emulsions for spray drying is a common task in food engineering for the production of, e.g., infant formula, coffee creamer and for the encapsulation of lipid-soluble active ingredients, flavors, and colorants [1]. During the atomization step of the spray drying process, an oil-in-water emulsion is dispersed into fine spray droplets, which are then dried to powder by contact with a hot air stream [2]. After drying—i.e., evaporating of the water molecules from the continuous phase—the oil droplets remain encapsulated in solid particle, formed by the matrix material, which has been dissolved in the continuous phase prior to spray drying. In food applications, matrix materials are usually carbohydrates such as maltodextrins, which are dissolved in the water phase in the feed emulsion [3]. The spray droplet size distribution (SDSD) during atomization defines the drying kinetics and has therefore to be controlled in the spray drying process. The size of the encapsulated oil droplets in the powder after spray drying is an important quality parameter as it determines the stability and functional properties of the product [4,5]. In many applications, submicron oil droplets (<1 µm) are required. For example, submicron oil droplets have been shown to result in increased retention of flavors [6] and in increased encapsulation efficiency of fish oil after spray drying [7]. However, some applications—e.g., milk substitutes for infants—aim for larger oil droplet sizes (~4 µm) [8].
The desired oil droplet size distribution (ODSD) in the powder is usually adjusted in a homogenization step prior to spray drying. However, in our previous study we showed that oil droplets dispersed in the feed for spray-drying may breakup during atomization with pressure swirl (PS) atomizers [9], which are used in the vast majority of spray drying applications for foods [2,10]. Oil droplet breakup during atomization changes the previously adjusted ODSD.
In general, for oil droplet breakup in emulsions to occur, the local deformation stresses must exceed the droplet capillary pressure, and the deformation time must exceed a critical value [11,12]. In atomization devices, the deformation stresses that may lead to oil droplet breakup and the deformation time are directly related to the liquid flow conditions inside the atomizer. In PS atomizers, the energy for atomization comes from the liquid itself as the pressure drop is converted to kinetic energy [13]. The liquid flows under high pressure tangentially into a swirl chamber, where an air core is formed due to the development of a low pressure region at the center of the nozzle [14,15]. The liquid then flows into a small discharge orifice, where due to the swirling motion a thin liquid film is formed that leaves the atomizer as an annular sheet and disintegrates into spray droplets [15,16]. It is well known that the spray characteristics are directly related to the thickness of the liquid film at the atomizer orifice, as well as to the axial and swirl velocities in the film [15]. In general, an increase in the atomization pressure leads to a decrease in film thickness, increased velocities, and consequently to smaller spray droplet sizes [16]. A schematic view of the PS nozzle is depicted in Figure 1a.
The high liquid pressures and the thin liquid film at the atomizer exit in PS nozzles can lead to shear stresses in the order of ~106 s−1 [9,17]. These shear stresses may also lead to breakup of the dispersed oil droplets in emulsions during atomization. In fact, we reported a reduction of the Sauter mean diameter (SMD) in food emulsions from >20 µm to submicron values at a typical operation pressure of 100 bar [9]. PS atomizers appear therefore unsuitable for applications in which oil droplet breakup is undesired or oil droplets in the resulting powder after spray drying >1 µm are required.
Alternative atomization devices include twin-fluid, rotary and ultrasonic atomizers. This study concentrates on twin-fluid nozzles, which are described in detailed in the following. In twin-fluid nozzles the energy for atomization is not provided by the liquid, but by an external gas stream flowing at high velocities [16]. In this case, the kinetic energy of the gas is transferred to the slowly moving liquid [13]. In twin fluid nozzles the air-to-liquid mass flow ratio (ALR) is used to characterize the energy input [18,19]. In contrast to PS nozzles, the process conditions of the atomization gas can be used to control the resulting spray droplet size independently from the liquid throughput. Two principle variations of twin-fluid nozzles exist: external mixing (EM) and internal mixing (IM). In EM configurations (Figure 1b), there is no internal interaction between gas and liquid in the nozzle. The high-velocity gas impinges on the liquid at the discharge orifice, spreading the liquid over a prefilming area into a lamella, which disintegrates into spray droplets [16]. Due to the relatively high gas consumption rates, EM nozzles are used mainly in lab and pilot scale spray drying [20].
In the IM configuration, a high-velocity gas and the liquid are mixed inside the nozzle before the discharge orifice [16,18]. In IM atomizers, energy is transferred from the gas to the liquid in form of shear stresses, which induces instabilities in the liquid stream leading to dispersion of the liquid [18,19,21]. An example of IM atomizer is the air-core-liquid-ring (ACLR) nozzle [22], in which an air core is established, surrounded by an annular liquid ring within the exit orifice of the nozzle (Figure 1c). Recent studies have demonstrated that internal flow patterns and specifically the circumferential liquid film thickness within the mixing chamber are determinant for the spray characteristics in film-forming IM nozzles [18,23]. In contrast to the vast variety of internal mixing nozzles, the ACLR nozzle allows controlling the liquid lamella thickness at the nozzle outlet [22,24]. Due to the much lower gas consumption, IM twin-fluid nozzles have a high potential for use in industrial spray drying [22,25].
Oil droplet breakup during atomization of emulsions has been already reported for different IM and EM twin-fluid nozzles [26,27,28]. Kleinhans et al. [26] showed that the oil droplet size in emulsions during atomization decreased with increasing ALR for both IM and EM twin-fluid atomizers. In their study, the size of oil droplets with initial SMD of 16 µm was reduced to 1.5 µm. In general, for the same ALR smaller oil droplets were obtained with IM atomizers compared to EM atomizers. However, a direct comparison of the results from different publications with PS nozzles is not possible due to very different model emulsion systems and different process windows of atomization. No study has been found in which oil droplet breakup by different atomization devices is investigated when operating the nozzles at similar atomization results, i.e., achieving comparable spray droplet sizes at constant liquid throughput. This knowledge would facilitate the selection of the appropriate nozzle system taking into account both process aspects as well as product quality characteristics. This topic is the subject of the current investigation. We hypothesize that when achieving the same atomization results, lower stresses act on the dispersed oil droplets in twin-fluid atomizers due to the relatively low liquid pressures and velocities. This would lead to less oil droplet breakup in twin-fluid nozzles compared to PS nozzles.
In order to investigate the atomization performance of atomizers using different energy sources Stähle et al. [21] used the concept of volume specific energy density EV. This concept was originally developed in the emulsification literature to compare emulsification results from different machines [11] and evaluates the energy needed to produce drops of specific size in the emulsification process. The SMD of the disperse phase correlates with the energy density according to Equation (1)
in which C is a constant that depends on the dispersed phase viscosity and the exponent b gives insights on the breakup mechanism.
According to [21], the energy density equals the liquid pressure (Equation (2)) in the case of PS nozzles
The energy density in EM twin-fluid atomizers is calculated according to Equation (3), while in IM atomizers, the energy density is defined according to Equation (4)
In Equations (3) and (4), R is the gas constant for air, T is the temperature, is the gas pressure, and is the ambient pressure. In IM atomizers is added up as it increases the energy of atomization by means of a higher expansion potential [25]. In EM the gas pressure per se can be neglected, as full expansion to atmospheric conditions occurs before contact with the liquid stream.
In their work, Stähle et al. [21] compared the atomization performance of PS nozzles and IM and EM twin-fluid atomizers. They showed that for the same EV, PS nozzles produce smaller spray droplets than IM or EM twin-fluid atomizers. Considering spraying nozzles as both atomization and emulsification devices, as a second hypothesis we postulate that the concept of energy density can be used as process function to characterize atomizers not only by means of their atomization performance, but also by the extent of oil droplet breakup during atomization.
The general goal of this study is to investigate oil droplet breakup in emulsions during atomization with different atomizers and to provide knowledge for the appropriate process design of atomization in practical applications. For this task, a PS atomizer, an IM and an EM twin-fluid atomizer were investigated. Two approaches were followed: first, to validate the hypothesis that lower stresses act on the dispersed oil droplets in emulsions in twin-fluid atomizers, oil droplet breakup was investigated for process conditions with comparable atomization results at the same liquid throughput. Second, the suitability of the concept of energy density as process function for spray and oil droplet size was assessed.
2. Materials and Methods
2.1. Model Emulsions
Model food oil-in-water emulsions were prepared for the investigations following the procedure described in [9]. Medium chain triglycerides oil (MCT oil, WITARIX® MCT 60/40, Hamburg, Germany) was used as model disperse phase. Whey protein isolate (WPI, Lacprodan DI-9224, Arla Food Ingredients, Denmark) was used as emulsifier and maltodextrin (Cargill C*DryTM MD 01910, Haubordin, France) was used as matrix material. These components were chosen to resemble typical formulations in spray drying applications. Briefly, a concentrated emulsion premix (50 wt % dispersed phase) consisting of water, WPI and MCT oil was prepared and homogenized in a colloid mill to achieve an SMD of 21.6 ± 1.7 µm. The premix was then diluted with the continuous phase, namely a solution of maltodextrin in water, to obtain an emulsion with an oil concentration of 1 wt %. This procedure was chosen to produce a large volume of emulsion with the exact same oil droplet size and so to ensure constant starting conditions in all experiments. At a low oil concentration of 1 wt %, coalescence of the oil droplets after breakup during atomization can be neglected [11,29]. The concentration of WPI and maltodextrin after dilution were 0.1 wt % and 34.3 wt %, respectively. All reported mass fractions refer to the total emulsion.
2.2. Physical Properties
Viscosities were measured via rotational rheometry (Physica MCR 101, Anton Paar, Austria) with a double gap geometry (DG26.7) at 20 °C. A shear rate-controlled ramp was performed from 1–1000 s−1. At the studied range, the viscosity of the emulsions and of the oil were independent of the shear rate. The viscosities were found to be 31.0 ± 3.1 mPa·s for the emulsion and 28.8 ± 0.2 mPa·s for the oil. Densities were measured with a tensiometer (DCAT 21, DataPhysics Instruments GmbH, Filderstadt, Germany) to an average value of 1153.7 ± 1.7 kg/m3. All analytical measurements were performed in triplicate.
ODSD of emulsions before and after atomization were measured by laser diffraction spectroscopy (HORIBA LA950, Retsch Technology GmbH, Haan, Germany). The Mie theory was used to analyze the scattering data using a standard model for MCT oil in water. Sauter mean diameter SMD values are chosen as characteristic values.
2.3. Atomizers
2.3.1. Pressure Swirl Nozzle
Investigations were performed with a commercial PS nozzle of the type SKHN-MFP SprayDry® (Spraying Systems Deutschland GmbH, Hamburg, Germany). In this nozzle, the liquid enters axially through slots in the swirl chamber, where it is set into a vortex motion. The nozzle consists of a slotted core (size no. 16) with two slots with a nominal width of 0.41 mm, and an orifice insert with conical shape and orifice diameter of 0.34 mm. This nozzle will be further referred to as PS-SK.
2.3.2. Internal Mixing Twin-Fluid Nozzle
An ACLR atomizer was used as IM nozzle. In this type of nozzle a compressed gas stream is injected in the middle of the liquid stream through a capillary. By this, an annular liquid flow pattern is generated at the outlet of the nozzle [22]. The ACLR nozzle used in this study was a special in-house design and has the same geometry as the one used in several former studies [21,26,30]. Briefly, the inner diameter of the capillary, as well as of the exit orifice are 1.5 mm each. The air is injected to the liquid at 2.4 mm above the exit orifice. This nozzle will be further referred to as IM-ACLR.
2.3.3. External Mixing Twin-Fluid Nozzle
A commercial EM nozzle of the type Schlick-Mod 0/2 (Düsen-Schlick GmbH, Untersiemau/Coburg, Germany) was used for the investigations. The exit orifice has a diameter of 1.8 mm and the width of the prefilming area is 0.6 mm. The nozzle was operated at an air gap width of 0.14 mm. This nozzle will be further referred to as EM-Schlick.
2.4. Atomization Rig
Atomization experiments were performed in a spray test rig, similarly to previous studies [9,26]. The rig is equipped with a laser diffraction spectroscope (Spraytec, Malvern Instruments GmbH, Herrenberg, Germany) which allows the inline measurement of the SDSD during atomization. The laser was placed 25 cm underneath the nozzle exit, perpendicular to the nozzle axis line. SDSD were measured for 30 s at each atomization condition, and a time averaged mean value was calculated.
To study oil droplet breakup during atomization a sample of the spray was taken with a beaker approximately 25 cm below the nozzle exit. The oil droplet size after atomization was measured offline as described in Section 2.2. All atomization experiments were performed in triplicate and mean values, as well as the corresponding standard deviations, are reported in the diagrams.
2.5. Nozzle Operation
For the operation of the PS nozzle a high pressure three-piston pump (Rannie LAB Typ 8.5, Charlotte, NC, USA) was used. The emulsions were supplied through the atomizer at volume flow rates QL of 21.8, 28.0, and 33.3 L/h, corresponding to liquid pressures of 50, 100, and 200 bar. Liquid flow rates were measured with a flow meter (VSE0, 04/16, VSE GmbH, Neuenrade, Germany) and a maximum relative uncertainty of 6.2% was obtained. Liquid pressures were measured with an analog pressure gauge (Kobold Messring GmbH, Hofheim am Taunus, Germany). A metal filter was installed before the atomizer entrance to avoid blockage of the nozzle orifice. Preliminary studies showed that either the filter nor the pump periphery changed the oil droplet size of the feed emulsion.
For the operation of the twin-fluid nozzles a low-pressure eccentric screw pump (NM011BY, Eric Netzsch GmbH, Selb, Germany) was used. Liquid volume flow rates QL were also adjusted to 21.8, 28.0, and 33.3 L/h. At each liquid flow rate, atomization gas was supplied at pressures ranging from 2.0 to 6.0 bar with 1.0 bar increments. The gas pressure was measured with a gauge shortly before the atomizer entry. Corresponding gas volume flow rates QG were measured with a gas flow meter (ifm SD6000, ifm electronic GmbH, Essen, Germany). In total, a range of 0.03 ≤ ALR ≤ 0.26 was covered with the IM-ACLR nozzle, and range of 0.13 ≤ ALR ≤ 0.50 was covered with the EM-Schlick nozzle. The maximum relative uncertainty of ALR was 1.43%.
In order to ensure constant material properties, all atomization experiments were performed at 20 °C. For this, emulsions were tempered in a double wall vessel during atomization.
2.6. Investigation of Oil Droplet Breakup with Different Atomizers
Two approaches were followed to investigate oil droplet breakup during atomization. The extent of oil droplet breakup was first compared at constant atomization results—i.e., at process conditions at which, for a defined liquid volume flow rate, comparable SDSD were obtained with the different atomizers. Due to the different atomization mechanisms, it is virtually impossible to obtain exact SDSD with the three atomizers and in general SDSD present different widths. Therefore, the spray SMD was used to characterize and compare the distributions. The process conditions by which the closest spray SMD were obtained with the three nozzles at every liquid flow rate were selected. The oil droplet sizes after atomization were then compared at these process conditions.
In the second approach, the concept of the energy density was used as process function to characterize atomization performance and oil droplet breakup effect during atomization. For this, Equations (2)–(4) were used to calculate the energy density at all studied process conditions.
3. Results and Discussion
3.1. Investigation of Oil Droplet Breakup under Same Atomization Results
The process conditions by which the closest spray SMD were obtained with the three nozzles at every studied volume flow rate QL are summarized in Table 1, together with their associated spray SMD. At every level of volume flow rate, it was possible to achieve very similar spray droplet sizes with the three nozzles. This can also be observed in Figure 2a–c, where the corresponding SDSD are depicted. The well-known trend of decreasing SMD with increasing volume flow rate due to increased liquid pressure for PS nozzles is observed in Table 1 [16]. As expected, for the twin-fluid nozzles a higher gas pressure and ALR was required to achieve lower spray SMD at higher liquid volume flow rate [26,30]. Only for the IM-ACLR nozzle and a liquid flow rate of 33.3 L/h it was not possible to find suitable process conditions, as at the maximum gas pressure of the setup (6.0 bar) the achieved ALR was not high enough to reduce the spray SMD to the values of the other nozzles. Therefore, this parameter combination will not be further considered for analysis of oil droplet size.
The resulting ODSD in emulsions after atomization are depicted in Figure 2a–c. In spite of virtually the same SDSD, significant differences in the ODSD are observed. In all cases, the smallest oil droplets result after atomization with the PS nozzle. With the PS nozzle and at volume flow rates of 28.0 and 33.3 L/h, mostly submicron droplets are obtained, as previously reported [9]. In contrast, much larger droplets are obtained with both twin-fluid nozzles, and the resulting ODSD are mostly above 1 µm. This result confirms the hypothesis that lower stresses act upon the oil droplets in emulsions in twin-fluid atomizers compared to PS atomizers. When comparing the twin-fluid nozzles it is evident that larger oil droplets are obtained with the EM-Schlick nozzle than with the IM-ACLR. This result is consistent with the trends reported in the literature [26]. A possible explanation for this effect might be the very short contact time of the liquid with the high-energy gas in EM nozzles compared to IM nozzles. The residence time in the high shear areas in EM nozzles is probably not high enough to achieve critical deformation of the oil droplets [12]. To further clarify this aspect, a detailed deduction of the stress-time profiles in the atomizers by means of CFD simulations, for example, is required.
The oil SMD for the emulsions after atomization as well as the spray SMD at the studied volume flow rates are summarized in Figure 3. The same trends as in Figure 2 are evident: the largest oil droplets are obtained for atomization with EM-Schlick, followed by IM-ACLR and PS-SK. From Figure 3, it is also evident that the oil droplet size is reduced to a larger extent with the PS-SK nozzle as with the twin-fluid atomizers with increasing volume flow rate. This means that the relative difference in the oil SMD with PS and twin-fluids atomizers is increasing with higher volume flow rates at constant spray droplet size. The probable reason for this effect is the fact that in PS nozzles the liquid volume flow rate and the energy input () are coupled. An increase in the liquid volume flow rate is inevitably accompanied by an increase in the liquid pressure, a reduction of the film thickness and higher liquid velocities [16]. In this case, higher stresses are expected in the nozzle [9], leading to a stronger oil droplet breakup. On the contrary, in twin-fluid nozzles an increase in volume flow rate by otherwise constant process conditions such as results in a decrease of the energy input, as the ALR is decreased. This in general would result in an increase of the spray droplet size and reduced oil droplet breakup [26]. However, in this study the gas pressure was also increased when increasing the liquid flow rate in order to achieve comparable spray droplets. Overall, the opposing effect of increasing liquid volume flow rate and gas pressure on the ALR results in a relatively small increase in the stresses leading to oil droplet breakup and therefore to a small reduction of the oil droplet size, compared to the case of the PS nozzle.
3.2. Characterization of Spray and Oil Droplet Size by the Concept of Energy Density
In an effort to draw a more generalized statement that facilitates the selection of the appropriate nozzle system in practical applications regarding nozzle atomization performance and oil droplet breakup effect, the results are assessed by the concept of energy density. Figure 4a shows the SMD of spray droplets versus the energy density EV for all studied process conditions, as calculated with Equations (2)–(4). As expected, for all nozzles an increase in EV is accompanied by a reduction of the spray SMD. The results confirm that the nozzle PS-SK is more efficient for the atomization process [21], as for the same EV smaller spray SMD are achieved compared to twin-fluid nozzles.
The results in Figure 4a were fitted to Equation (1). The corresponding coefficients of determination R2 and the constant b and C are summarized in Table 2. The values of the constant C agree very well with the values reported by [21] for fluids of similar viscosity. The obtained values of constant b indicate that both surface tension and liquid viscosity are determinant for droplet formation in turbulent flow [31,32], as is expected for atomization processes [16]. It can also be seen in Figure 4a that the resulting spray SMD vs. EV with the IM and EM nozzles are characterized with the same fit. This means that the mixing location (EM or IM nozzle) does not play a major role for the resulting spray SMD. In their study, Stähle et al. [21] came to the same conclusion by varying EV with the liquid volume flow rate at constant gas pressure. The results in Figure 4a confirm that this conclusion is also valid when varying EV with the process conditions of either the liquid or the gas phase. All in all, it is confirmed that EV can be used to characterize and to compare the efficiency of the atomization process of nozzles with different energy sources.
The resulting SMD of oil droplets in the emulsions after atomization in dependence of the energy density EV are depicted in Figure 4b. A reduction in the oil SMD is observed with increasing EV for all atomizers, analog to emulsification processes [11]. In twin-fluid atomizers, this dependence of the SMD with EV is observed independently of the applied liquid volume flow rate. Only for the nozzle EM-Schlick and a liquid flow rate of 21.8 L/h outlier values of SMD with relatively large standard deviations were obtained. At these conditions, the liquid flow rate was very low compared to the gas flow rate, leading to a rather unstable atomization process. This is also evident in the relatively large standard deviations for spray SMD shown in Figure 4a and was also reported in [26].
In the investigated process windows and for the same energy density, smaller oil droplet sizes were obtained with the nozzle PS-SK, compared to both twin-fluid nozzles (Figure 4b). These results further confirm the trends observed in Section 3.1. Furthermore, in Figure 4b it is observed that for the same EV smaller oil droplets are obtained with the IM-ACLR compared to the EM-Schlick nozzle, even when virtually same spray SMDs are achieved (Figure 4a). This contrasts the dependence of the spray droplets on EV, in which there was no difference between the IM and the EM-nozzle. It implies that the mechanisms leading to oil droplet breakup during atomization are essentially different in these nozzles, while the mechanisms of liquid disintegration in spray droplets are quite similar [25,33]. To further clarify this aspect, detailed stress–time profiles inside the atomizers need to be deducted.
To investigate if the concept of energy density can also be used as a process function to characterize oil droplet breakup in atomization nozzles, the resulting SMD of oil droplets were also fitted to Equation (1) and the corresponding coefficients of determination R2 and the constant b and C are summarized in Table 2. Due to the reasons discussed above, the outlier data points for the nozzle EM-Schlick and a volume flow of 21.8 L/h were not considered for this analysis. The curves corresponding to the nozzles PS-SK and EM-Schlick run almost parallel with an exponent b close to 1, which indicates breakup of oil droplets in laminar flow [34]. The curve of the nozzle IM-ACLR is much flatter with an exponent b of 0.45, which suggests that in this nozzle turbulent flow dominates oil droplet breakup. Another possible explanation for this relative low value of b is that in the mixing chamber of the IM-ACLR nozzle, a large portion of the high-energy gas flows unaffected by the liquid, so that only a portion of the energy is actually translated in stresses resulting in oil droplet breakup. However, further research is needed to evaluate this hypothesis. The differences in the exponents b mean that the difference in oil droplet breakup with the nozzles PS-SK and IM-ACLR becomes larger at higher values of EV, while the values of oil SMD obtained with IM-ACLR and EM-Schlick come closer to each other with higher EV. Also, the fact that different exponents b are obtained with the IM-ACLR nozzle and with the PS-SK and EM-Schlick nozzles implies that there is not a universal function and the value of exponent b has to be determined empirically for specific atomization systems, as for conventional emulsification machines [34].
All in all, the results in Figure 4 depict that the proposed concept of characterizing spray and oil droplet sizes as function of energy density allows formulating process functions that simplify the design of the atomization processes. They also allow comparing the effectiveness of spray and oil droplet breakup in atomizers with different energy sources. If one analyzes the course of the functions (especially the exponent b), one can also draw indications as to where and according to which mechanism the spray and the oil droplets in the spray are broken up.
4. Conclusions
In this study, the breakup of oil droplets in emulsions during atomization was investigated for a pressure swirl, an internal mixing and an external mixing twin-fluid atomizer. When operating the nozzles at constant volume flow and comparable spray droplet sizes, the strongest oil droplet breakup was obtained with the pressure swirl nozzle, followed by the internal mixing and the external mixing twin-fluid atomizer. These results confirmed the hypothesis that lower stresses acts on the oil droplets during atomization with twin-fluid as with pressure swirl atomizers.
Furthermore, the results on spray and oil droplet size were assessed by means of the concept of energy density. For the studied nozzles, the Sauter mean diameter SMD of spray and oil droplets showed a power-law dependency on the energy density EV. In the studied range pressure swirl nozzles achieved the smallest spray droplets and the strongest oil droplet breakup for a constant EV. For the studied twin-fluid atomizers, the nozzle type (IM or EM) has a significant influence on the resulting oil droplet size, even when the resulting spray droplet size is independent of the nozzle type. The much lower exponent b of the fit of SMD vs. EV (Equation (1)) with the internal mixing nozzle (b = 0.45) shows a reduced increase in oil droplet breakup with this atomizer compared to the pressure swirl and external mixing nozzles, which had values of b close to 1. This implies that the mechanisms leading to oil droplet breakup during atomization are essentially different in the studied nozzles. For a more detailed discussion of this aspect, stress-time profiles inside the atomizers need to be clarified by means of computational simulations, for example.
The results of this study provide insights for a proper selection of atomization system in practical applications: pressure swirl atomizers are suitable for applications where a very fine spray and submicron oil droplets are required. Twin-fluid atomizers require higher EV to achieve small spray droplets, though they present a better option when larger oil droplets are required. At high values of EV the internal mixing atomizer might present the better option over external mixing nozzles, due to a lower gas consumption rate [21] at comparable oil droplet sizes. Overall, it was shown that the concept of energy density is an appropriate tool for process design concerning the control of spray and oil droplets during atomization of emulsions. Further work is required to validate these conclusions in a wider process window and with other types of atomizers.
Author Contributions
Conceptualization, M.L.T.; Methodology, M.L.T. and E.Z.; Validation, M.L.T.; Investigation, M.L.T. and E.Z.; Writing—original draft preparation, M.L.T.; Writing—review and editing, E.Z., V.G., and H.P.K.; Funding acquisition, V.G. and H.P.K. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Reineccius, G.A. The Spray Drying of Food Flavors. Dry. Technol. 2004, 22, 1289–1324. [Google Scholar] [CrossRef]
- Barbosa-Cánovas, G.V.; Ortega-Rivas, E.; Juliano, P.; Yan, H. Food Powders: Physical Properties, Processing, and Functionality, 1st ed.; Kluwer Academic/Plenum Publishers: New York, NY, USA, 2005; ISBN 978-0-306-47806-2. [Google Scholar]
- Sanchez, M.d.R.H.; Cuvelier, M.-E.; Turchiuli, C. Design of liquid emulsions to structure spray dried particles. J. Food Eng. 2015, 167, 99–105. [Google Scholar] [CrossRef]
- Haas, K.; Obernberger, J.; Zehetner, E.; Kiesslich, A.; Volkert, M.; Jaeger, H. Impact of powder particle structure on the oxidation stability and color of encapsulated crystalline and emulsified carotenoids in carrot concentrate powders. J. Food Eng. 2019, 263, 398–408. [Google Scholar] [CrossRef]
- McClements, D.J.; Li, Y. Structured emulsion-based delivery systems: Controlling the digestion and release of lipophilic food components. Adv. Colloid Interface Sci. 2010, 159, 213–228. [Google Scholar] [CrossRef] [PubMed]
- Soottitantawat, A.; Yoshii, H.; Furuta, T.; Ohkawara, M.; Linko, P. Microencapsulation by Spray Drying: Influence of Emulsion Size on the Retention of Volatile Compounds. J. Food Sci. Food Eng. Phys. Prop. 2003, 68, 2256–2262. [Google Scholar] [CrossRef]
- Jafari, S.M.; Assadpoor, E.; Bhandari, B.; He, Y. Nano-particle encapsulation of fish oil by spray drying. Food Res. Int. 2008, 41, 172–183. [Google Scholar] [CrossRef]
- Gallier, S.; Acton, D.; Garg, M.; Singh, H. Natural and processed milk and oil body emulsions: Bioavailability, bioaccessibility and functionality. Food Struct. 2017, 13, 13–23. [Google Scholar] [CrossRef]
- Taboada, M.L.; Schäfer, A.-C.; Karbstein, H.P.; Gaukel, V. Oil droplet breakup during pressure swirl atomization of food emulsions: Influence of atomization pressure and initial oil droplet size. J. Food Process Eng. 2020, 20, 1077. [Google Scholar] [CrossRef]
- Walzel, P. Zerstäuben von Flüssigkeiten mit Einstoff-Druckdüsen. In VDI-Wärmeatlas, 12th ed.; Stephan, P., Kind, M., Mewes, D., Schaber, K., Wetzel, T., Eds.; Springer: Berlin/Heidelberg, Germany, 2019; pp. 1–22. ISBN 978-3-662-52988-1. [Google Scholar]
- Karbstein, H.P.; Schubert, H. Developments in the Continuous Mechanical Production of O/W-Macro-Emulsions. Chem. Eng. Process. 1995, 34, 205–211. [Google Scholar] [CrossRef]
- Walstra, P. Principles of emulsion formation. Chem. Eng. Sci. 1993, 48, 333–349. [Google Scholar] [CrossRef]
- Bayvel, L.; Orzechowski, Z. Liquid Atomization, 1st ed.; Taylor & Francis: Washington, DC, USA, 1993; ISBN 0-89116-959-8. [Google Scholar]
- Walzel, P. Spraying and Atomizing of Liquids. In Ullmann’s Encyclopedia of Industrial Chemistry, 6th completely rev. ed.; Wiley-VCH: Weinheim, Germany, 2003; ISBN 3527306730. [Google Scholar]
- Arcoumanis, C.; Gavaises, M.; Argueyrolles, B.; Galzin, F. Modeling of Pressure-Swirl Atomizers for GDI Engines. SAE Trans. 1999, 108, 516–532. [Google Scholar]
- Lefebvre, A.H.; McDonell, V.G. Atomization and Sprays, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2017; ISBN 978-1-4987-3625-1. [Google Scholar]
- Renze, P.; Heinen, K.; Schönherr, M. Experimental and Numerical Investigation of Pressure Swirl Atomizers. Chem. Eng. Technol. 2011, 34, 1191–1198. [Google Scholar] [CrossRef]
- Nazeer, Y.H.; Ehmann, M.; Sami, M.; Gavaises, M. Atomization Mechanism of Internally Mixing Twin-Fluid Y-Jet Atomizer. J. Energy Eng. 2021, 147, 4020075. [Google Scholar] [CrossRef]
- Nazeer, Y.H.; Ehmann, M.; Koukouvinis, P.; Gavaises, M. The influence of geometrical and operational parameters on internal flow characteristics of internally mixing twin-fluid y-jet atomizers. At. Sprays 2019, 29, 403–428. [Google Scholar] [CrossRef] [Green Version]
- Mujumdar, A.S. Handbook of Industrial Drying, 4th. ed.; CRC Press: Boca Raton, FL, USA, 2015; ISBN 9781466596658. [Google Scholar]
- Stähle, P.; Schuchmann, H.P.; Gaukel, V. Performance and Efficiency of Pressure-Swirl and Twin-Fluid Nozzles Spraying Food Liquids with Varying Viscosity. J. Food Process Eng. 2017, 40, e12317. [Google Scholar] [CrossRef]
- Stähle, P.; Gaukel, V.; Schuchmann, H.P. Comparison of an effervescent nozzle and a proposed Air-Core-Liquid-Ring (ACLR) nozzle for atomization of viscous food liquids at low air consumption. J. Food Process Eng. 2017, 40, e12268. [Google Scholar] [CrossRef] [Green Version]
- Wittner, M.O.; Ballesteros, M.A.; Link, F.J.; Karbstein, H.P.; Gaukel, V. Air-Core–Liquid-Ring (ACLR) atomization part II: Influence of process parameters on the stability of internal liquid film thickness and resulting spray droplet sizes. Processes 2019, 7, 616. [Google Scholar] [CrossRef] [Green Version]
- Mlkvik, M.; Stähle, P.; Schuchmann, H.P.; Gaukel, V.; Jedelsky, J.; Jicha, M. Twin-fluid atomization of viscous liquids: The effect of atomizer construction on breakup process, spray stability and droplet size. Int. J. Multiph. Flow 2015, 77, 19–31. [Google Scholar] [CrossRef] [Green Version]
- Wittner, M.; Karbstein, H.; Gaukel, V. Air-Core-Liquid-Ring (ACLR) Atomization: Influences of Gas Pressure and Atomizer Scale Up on Atomization Efficiency. Processes 2019, 7, 139. [Google Scholar] [CrossRef] [Green Version]
- Kleinhans, A.; Hornfischer, B.; Gaukel, V.; Schuchmann, H.P. Influence of viscosity ratio and initial oil drop size on the oil drop breakup during effervescent atomization. Chem. Eng. Process. Process Intensif. 2016, 109, 149–157. [Google Scholar] [CrossRef]
- Munoz-Ibanez, M.; Azagoh, C.; Dubey, B.N.; Dumoulin, E.; Turchiuli, C. Changes in oil-in-water emulsion size distribution during the atomization step in spray-drying encapsulation. J. Food Eng. 2015, 167, 122–132. [Google Scholar] [CrossRef]
- Schröder, J.; Kleinhans, A.; Serfert, Y.; Drusch, S.; Schuchmann, H.P.; Gaukel, V. Viscosity ratio: A key factor for control of oil drop size distribution in effervescent atomization of oil-in-water emulsions. J. Food Eng. 2012, 111, 265–271. [Google Scholar] [CrossRef]
- Chesters, A.K. The modelling of coalescence processes in fluid-liquid dispersions: A review of current understandig. Chem. Eng. Res. Des. 1991, 69, 259–270. [Google Scholar]
- Wittner, M.O.; Karbstein, H.P.; Gaukel, V. Spray performance and steadiness of an effervescent atomizer and an air-core-liquid-ring atomizer for application in spray drying processes of highly concentrated feeds. Chem. Eng. Process. Process Intensif. 2018, 128, 96–102. [Google Scholar] [CrossRef]
- Schuchmann, H.P. Advances in Hydrodynamic Pressure Processing for Enhancing Emulsification and Dispersion. In Innovative Food Processing Technologies: Extraction, Separation, Component Modification and Process Intensification; Smithers, G.W., Knoerzer, K., Juliano, P., Eds.; Woodhead Publishing Elsevier: Duxford, UK, 2016; pp. 387–412. ISBN 9780081002940. [Google Scholar]
- Davies, J.T. Turbulence phenomena at free surfaces. Chem. Eng. Sci. 1985, 40, 839–842. [Google Scholar] [CrossRef]
- Lefebvre, A.H. Twin-fluid atomization: Factors influencing mean droplet size. At. Sprays 1992, 2, 101–119. [Google Scholar] [CrossRef]
- Karbstein, H.P. Untersuchungen zum Herstellen und Stabilisieren von Öl-in-Wasser-Emulsionen. Ph.D. Thesis, University of Karlsruhe, Karlsruhe, Germany, 1994. [Google Scholar]
Figure 1.
Schematic representation of nozzle types. (a) Pressure swirl atomizer; (b) External mixing twin-fluid atomizer; (c) Internal mixing twin-fluid atomizer.
Figure 1.
Schematic representation of nozzle types. (a) Pressure swirl atomizer; (b) External mixing twin-fluid atomizer; (c) Internal mixing twin-fluid atomizer.

Figure 2.
Spray droplet size distribution and resulting oil droplet size distributions in emulsions after atomization with a pressure swirl atomizer (PS-SK), an internal mixing (IM-ACLR) and an external mixing (EM-Schlick) twin-fluid atomizer for a liquid volume flow rate of: (a) 21.8 L/h; (b) 28 L/h; (c) 33.3 L/h.
Figure 2.
Spray droplet size distribution and resulting oil droplet size distributions in emulsions after atomization with a pressure swirl atomizer (PS-SK), an internal mixing (IM-ACLR) and an external mixing (EM-Schlick) twin-fluid atomizer for a liquid volume flow rate of: (a) 21.8 L/h; (b) 28 L/h; (c) 33.3 L/h.

Figure 3.
Sauter mean diameter of spray droplets and oil droplets in emulsions after atomization at different volume flow rates at the process conditions summarized in Table 1. PS-SK: Pressure swirl nozzle; IM-ACLR: Internal mixing twin-fluid nozzle; EM-Schlick: External mixing twin-fluid nozzle.
Figure 3.
Sauter mean diameter of spray droplets and oil droplets in emulsions after atomization at different volume flow rates at the process conditions summarized in Table 1. PS-SK: Pressure swirl nozzle; IM-ACLR: Internal mixing twin-fluid nozzle; EM-Schlick: External mixing twin-fluid nozzle.

Figure 4.
Sauter mean diameter of (a) spray droplets and (b) oil droplets against energy density for the investigated nozzles at different volume flow rates QL. PS-SK: Pressure swirl nozzle; IM-ACLR: Internal mixing twin-fluid nozzle; EM-Schlick: External mixing twin-fluid nozzle. Data was fitted using Equation (1).
Figure 4.
Sauter mean diameter of (a) spray droplets and (b) oil droplets against energy density for the investigated nozzles at different volume flow rates QL. PS-SK: Pressure swirl nozzle; IM-ACLR: Internal mixing twin-fluid nozzle; EM-Schlick: External mixing twin-fluid nozzle. Data was fitted using Equation (1).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Process conditions for the different atomizers at which oil droplet breakup is compared and their associated spray SMD. PS-SK: pressure swirl atomizer; EM-Schlick: external mixing twin-fluid atomizer; IM-ACLR: internal mixing twin-fluid atomizer.
Table 1.
Process conditions for the different atomizers at which oil droplet breakup is compared and their associated spray SMD. PS-SK: pressure swirl atomizer; EM-Schlick: external mixing twin-fluid atomizer; IM-ACLR: internal mixing twin-fluid atomizer.
| QL (L/h) | PS-SK | EM-Schlick | IM-ACLR | |||||
|---|---|---|---|---|---|---|---|---|
(bar) | Spray SMD (µm) | (bar) |
ALR (-) |
Spray SMD (µm) | (bar) |
ALR (-) |
Spray SMD (µm) | |
| 21.8 | 50 | 35.2 ± 1.1 | 2.0 | 0.20 | 41.2 ± 1.4 | 3.0 | 0.11 | 35.4 ± 0.9 |
| 28.0 | 100 | 30.8 ± 1.5 | 3.0 | 0.21 | 32.8 ± 1.1 | 6.0 | 0.17 | 29.6 ± 0.7 |
| 33.3 | 200 | 23.1 ± 0.3 | 5.0 | 0.28 | 24.8 ± 1.6 | 6.0 | 0.12 | 33.5 ± 0.4 |
Table 2.
Constants C and b as well as coefficients of determination for spray and oil droplets for the fit from Equation (1). PS-SK: Pressure swirl nozzle; IM-ACLR: Internal mixing twin-fluid nozzle; EM-Schlick: External mixing twin-fluid nozzle.
Table 2.
Constants C and b as well as coefficients of determination for spray and oil droplets for the fit from Equation (1). PS-SK: Pressure swirl nozzle; IM-ACLR: Internal mixing twin-fluid nozzle; EM-Schlick: External mixing twin-fluid nozzle.
| Nozzle Type | Spray Droplets | Oil Droplets | ||||
|---|---|---|---|---|---|---|
| C | b | R2 | C | b | R2 | |
| PS-SK | 4295 | 0.31 | 0.98 | 2.3e7 | 1.06 | 0.96 |
| EM-Schlick | 20,032 | 0.37 | 0.91 | 1.7e7 | 0.88 | 0.82 |
| IM-ACLR | 4296.9 | 0.45 | 0.98 | |||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Taboada, M.L.; Zapata, E.; Karbstein, H.P.; Gaukel, V. Investigation of Oil Droplet Breakup during Atomization of Emulsions: Comparison of Pressure Swirl and Twin-Fluid Atomizers. Fluids 2021, 6, 219. https://doi.org/10.3390/fluids6060219
AMA Style
Taboada ML, Zapata E, Karbstein HP, Gaukel V. Investigation of Oil Droplet Breakup during Atomization of Emulsions: Comparison of Pressure Swirl and Twin-Fluid Atomizers. Fluids. 2021; 6(6):219. https://doi.org/10.3390/fluids6060219
Chicago/Turabian StyleTaboada, Martha L., Esteban Zapata, Heike P. Karbstein, and Volker Gaukel. 2021. "Investigation of Oil Droplet Breakup during Atomization of Emulsions: Comparison of Pressure Swirl and Twin-Fluid Atomizers" Fluids 6, no. 6: 219. https://doi.org/10.3390/fluids6060219