1. Introduction
The combustion process is the most important process to extract energy from fossil fuels. The majority of the usage of burning fossil fuels is carried out in industries [
1]. The combustion of gaseous hydrocarbon fuels in industries that manufacture raw materials such as steel, glass, cement, and so forth. is still indispensable due to high energy density levels. The byproduct of the combustion of fossil fuels is the pollutant gases that have a significant impact on environment. Due to the consequential amount of pollutant formation from industries, the governments provide regulations on the allowed pollutant quantities that can be emitted. There have been several studies that propose techniques to curb pollutant gases at the source [
2,
3]. This encourages industries to make the combustion process more efficient by reducing the formation of pollutant gases, reducing the usage of fuel, and optimizing energy consumption. The traditional trial and error approach is limited due to the difficulty of handling the high temperature. Moreover, the resource requirements for such trials can be high leading to a longer time needed for the successful attempt. The numerical modeling of the process in such applications can be of advantage to achieve an efficient process.
There are numerous industries that are based on the combustion of fossil fuels as the energy source. Aluminium, for example, is extracted from the Bauxite using the Hall-Héroult process. The Hall-Héroult process is the electrolysis process in which anodes wear out continuously. Thus, the anodes need to be regularly replaced. The carbon anodes used in the extraction process should have properties such as high density, conductivity, mechanical strength, and low reactivity in the process. The anodes need to be baked before using in the Hall-Héroult to gain these properties. This gives rise to an auxiliary industry in which anodes are baked. The anode baking process has gained attention due to its high costs and energy demand.
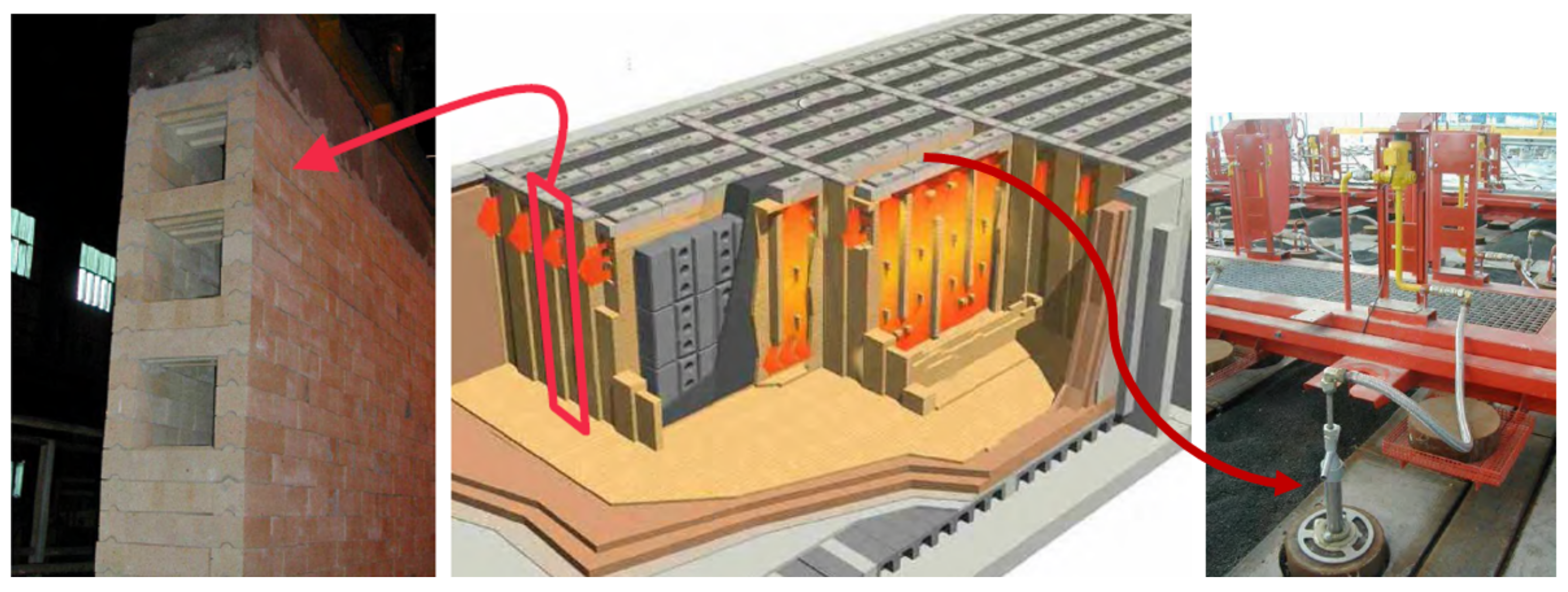
Figure 1 shows a schematic representation of a horizontal ring anode baking furnace. The furnace consists of the flue and the pits in which raw anodes are loaded. As shown in
Figure 1, the air flows in the horizontal direction through the flue. The left picture from
Figure 1 shows the channel through which gas flows from one section to another. The combustion process occurs in the flue when the injected fuel reacts with air flowing through the channel. The fuel is injected from the top holes. The heat generated during the combustion process is conducted through the walls and packing material to the anodes.
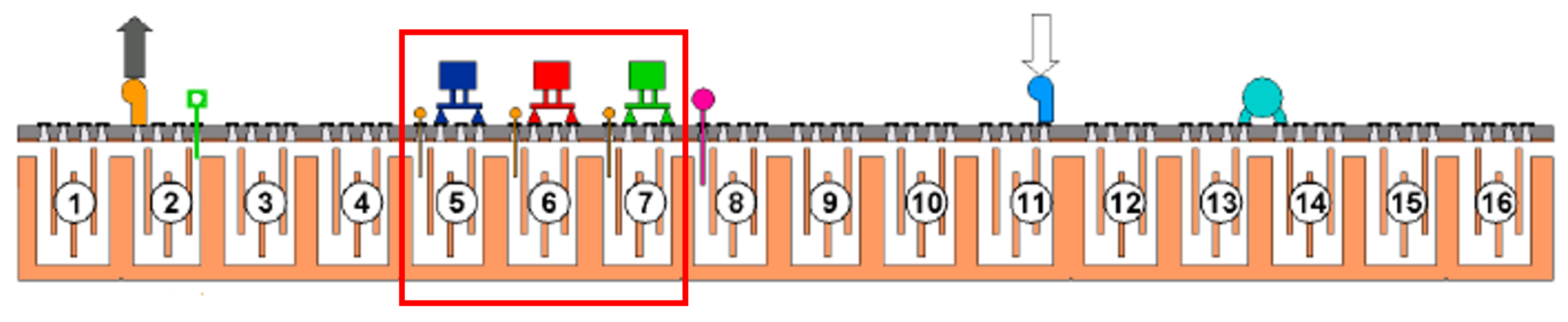
It is important to understand the overall process to define a model. The process in the anode baking furnace is such that there is a continuous exchange of heat either from the hot gases to the wall or from the walls to the gases. Based on the transfer of heat, the anode baking furnace is divided into zones such as preheating, heating, blowing, and cooling zone. Each zone consists of three or four sections.
Figure 2 presents the schematic representation of the various zones in the anode baking furnace. In the preheating zone, the raw anodes are loaded in the pits. Whereas, in the adjacent flue, the heated gas exiting from the heating section is circulating. The transfer of heat in this section occurs from the flue to the anodes. The temperature of the anodes is increased to approximately 550
C in this section. In the heating section, the fuel (natural gas) is injected from the top.
Figure 2 shows a total of three ramps (one for each section) with two burners on each ramp. In the heating section, the combustion of natural gas is carried out due to the contact with air at ignition temperature. The transfer of heat occurs from the flue gas to the anodes. As a result, the temperature of anodes further increases to approximately 1100
C. In the third zone that is, blowing zone, the air is injected using the blowing ramp. In this zone, the anodes are already heated. Therefore, the transfer of heat occurs from the anodes to the cold air. This results in an increase of gas temperature to 1150
C. The last zone is the cooling zone in which the anodes are further cooled using external fans so as to post-process. Therefore, to study NOx emissions, only the heating section of the furnace is important.
The modeling of anode baking furnace has been developed since 1980’s [
4]. The early models form the basis of the anode baking furnace modeling developed further. The literature available on the modeling suggests that there is a wider scope of improvement in the anode baking process with respect to a variety of goals. Some of the examples are optimizing energy consumption, reducing soot and NOx formation, increasing the anode quality, and improving the lifespan of the refractory. The modeling approach developed by Gosselin et.al. [
5] focuses on the choice of combustion model for anode baking furnace. They provide the sensitivity of maximum temperature computed by three combustion model approaches namely, eddy dissipation model, mixture fraction/pdf model, and hot jet approach. The study provides insights on the advantage of the mixture fraction/pdf combustion model to predict accurate maximum temperature. The effect of radiation coupling is also essential for computing the accurate maximum temperature. The study carried out by Tajik et. al. [
6] provides results for combinations of turbulent flow models, combustion models, and radiation models. The results are extended for the anode baking furnace model. They conclude that the realizable
k-
model, mixture fraction/pdf model, and discrete ordinate-WSGGM (weighted-sum-of-gray-gas-modeling) are the appropriate models. Further work by Tajik et. al. [
7] on the calculations of NOx emissions by studying the effect of re-circulation of exhaust gases and diluting the inlet oxygen concentration at elevated temperature shows the lowering of emissions. Another modeling by Bessen et. al. [
8] studies the different parameters of the burner designs for high-velocity fuel injection to predict NOx formation.
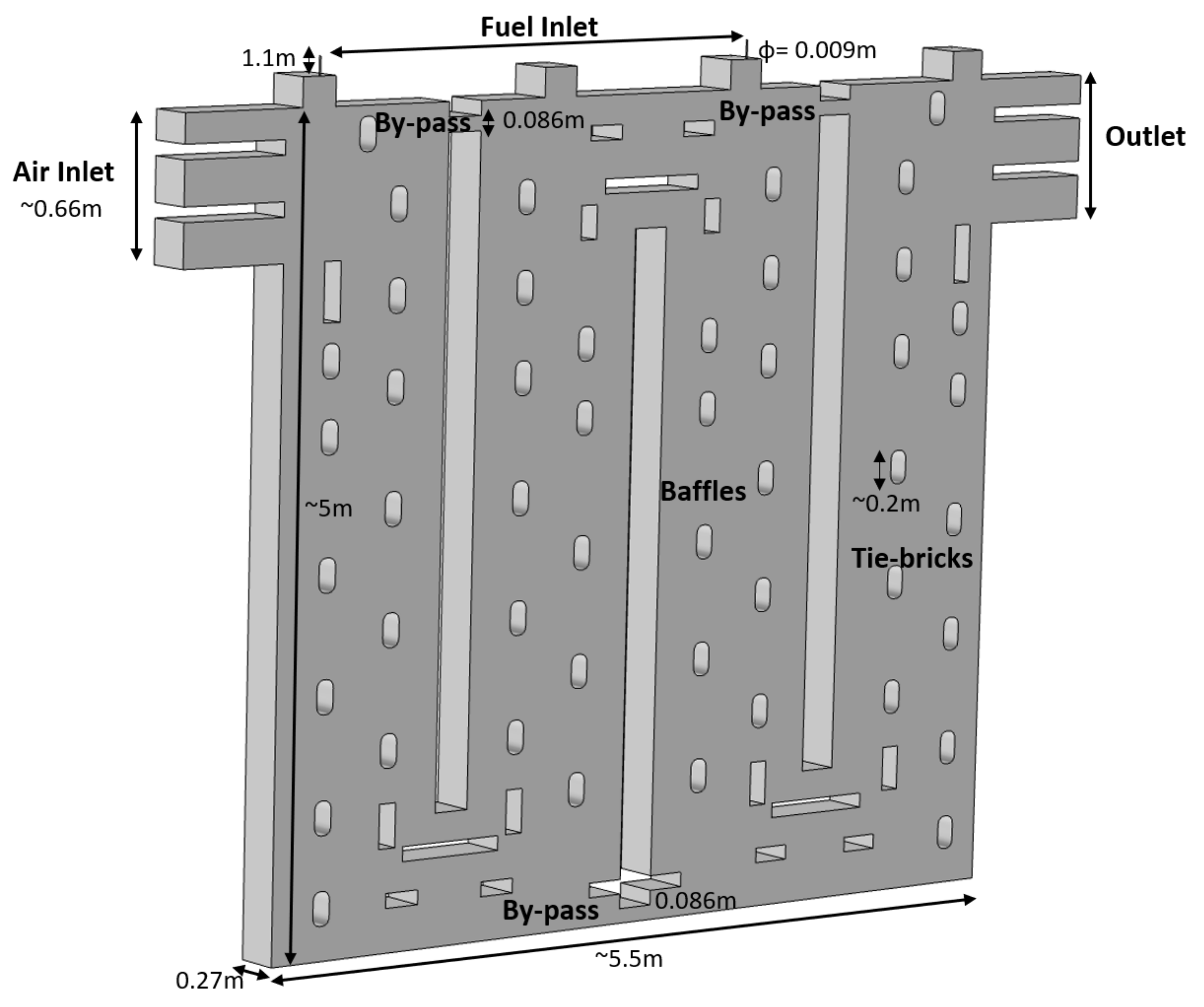
Among various industries, Aluchemie BV Rotterdam has anode baking furnaces in The Netherlands. Aluchemie is working on reducing the NOx emissions from the furnace to meet the stringent requirements by local authorities. The furnace geometry of Aluchemie is slightly different from the other furnaces presented in the literature. In the models by Gosselin et.al. [
5] and by Tajik et.al [
6], the fuel pipes are inserted deeper into the flue and have a lower fuel injection velocity than is the case in this paper. In the Aluchemie furnace, the fuel pipe from the burner does not penetrate directly into the furnace. In practice, such penetration in the furnace poses the problem of higher waring of fuel pipe. There have been various studies that show the impact of geometry modification on the flow dynamics in the furnace [
6]. The modeling for the geometry specific to the anode baking furnace of Aluchemie is required. Therefore, this work is dedicated to the development of the anode baking furnace of Aluchemie. The aerodynamics forms the basis of the modeling in the anode baking process. Since no such modeling was carried out in Aluchemie before, the model is developed from scratch. Therefore, the model discussed in this paper is based on the Reynolds-averaged Navier-Stokes (RANS) equations for modeling the non-reactive turbulent flow. This avoids going over the more complicated Large Eddy Simulation (LES) or Direct Numerical Simulation (DNS) models.
The goal of this work is to provide suitable modeling techniques to reduce NOx emissions from the anode baking furnace. It should be noted that NOx is not generated in all sections. The temperature in the preheating section is not high enough to form NOx and therefore, the NOx formation in the preheating section remains negligible. The temperature in the flue gas in the heating section is more than 1300 C and provides suitable conditions for the generation of NOx. Therefore, for studying the NOx formation in the anode baking furnace, it is important to focus on the aerodynamics in the heating sections.
In this paper, a detailed analysis of the turbulent flow modeling in a single heating section of the flue is carried out. The COMSOL Multiphysics software with version 5.4 is used for the modeling. The COMSOL Multiphysics is a finite element based solver and uses the Newton method with a coupled pressure-velocity approach [
9]. The software has been proven to provide excellent coupling between different physical phenomena and is easily accessible for academia. With this paper, we aim to provide converged simulation results of the turbulent flow in the heating section of the anode baking furnace. Moreover, the role of the Newton solver for coupled pressure-velocity approach on the Cartesian mesh of realistic geometry is elaborated.
The anode baking process is a multi-physical phenomenon. Understanding the aerodynamics in the furnace is crucial for modeling the NOx formation due to the high dependence of combustion and radiation on the flow. This motivates us to describe the flow simulation results in detail. The accuracy of any numerical model depends significantly on the discretization of the equations under investigation. The finite element discretization used in the current work is further dependent on the type of mesh. Due to the complexity of anode baking furnace geometry, it is not straightforward to obtain the desired mesh. Therefore, the analysis of the results with varying meshes is important. In this work, the results with the two meshing tools namely, cfMesh version 3.2 and COMSOL default mesher are compared using the standard k- model. Moreover, the sensitivity of the solution to the refinement in the region of jet development is studied. The effect on the results due to the higher numerical diffusion of coarser mesh is explained. The study is extended to the less diffusive realizable k- model. The effect of various parameters on the convergence behavior of the realizable k- model is described to provide guidelines on getting the converged solution. The paper describes the role of the Cartesian and flow aligned mesh to improve the flow description as well as their effect on the convergence behavior.
In the next section, the geometry definition, non-isothermal cross-flow conditions, mesh generation techniques, governing equations, finite elements discretization, and the pseudo-time stepping solver within non-linear and linear equations is described. In the results section, the baseline model is discussed followed by a comparison with various meshes. In the next section, the challenges in the convergence of the realizble k- model are discussed.
3. Results and Discussion
In this section, results of the flow modeling in the heating section of an anode baking furnace are discussed. In the first part of the section, the results of the ’Baseline model’ with Mesh 1 are presented. Further, the non-isothermal results with the standard k- model are compared for two meshing types namely with cfMesh (Mesh 1) and COMSOL default mesher (Mesh 2). The NOx formation is typically in the region of jet development which is a region of interest for this work. Therefore, the sensitivity of refinement in the region of jet development is studied by comparing Mesh 1 and Mesh 3. The study is extended for the realizable k- model which is less diffusive as compared to the standard k- model. The convergence of the realizable k- model is difficult to achieve. The effect of the mesh structure in the jet, stabilization techniques, accuracy of the linear solvers, and pseudo time stepping parameters on the convergence behavior of the realizable k- model are discussed.
3.1. Baseline Model with Mesh 1
The models are systematically developed by solving isothermal airflow (step 1) at the first instance. The solution is used as the initial condition for the model in which fuel is added starting from low to high velocity (step 2). The isothermal model is used as an initial guess for the further non-isothermal flow model (step 3). As a next step, the artificial stabilization parameter is removed (step 4) to improve the accuracy of the results. The Intel(R) Xeon(R) Gold 6152 CPU with 22 cores is used to simulate the models. The approximate CPU time required for the simulations of the standard
k-
model is provided in
Table 8. To summarize, each line from
Table 8 generates the initial guess for the next line.
The non-isothermal results of the baseline model with Mesh 1 are presented in
Figure 8. The y+ values for the model range from 11.1 to 287. However, the y+ values are close to 11.06 in most of the region. The baseline model is decided on the basis of the qualitative behaviour of the solution. The solution of this model for velocity, turbulent viscosity ratio, and temperature are as shown in
Figure 8a–c respectively, aligns with the expected physical behaviour. The baseline model serves as the reference for the analysis of the other meshes studied in this paper.
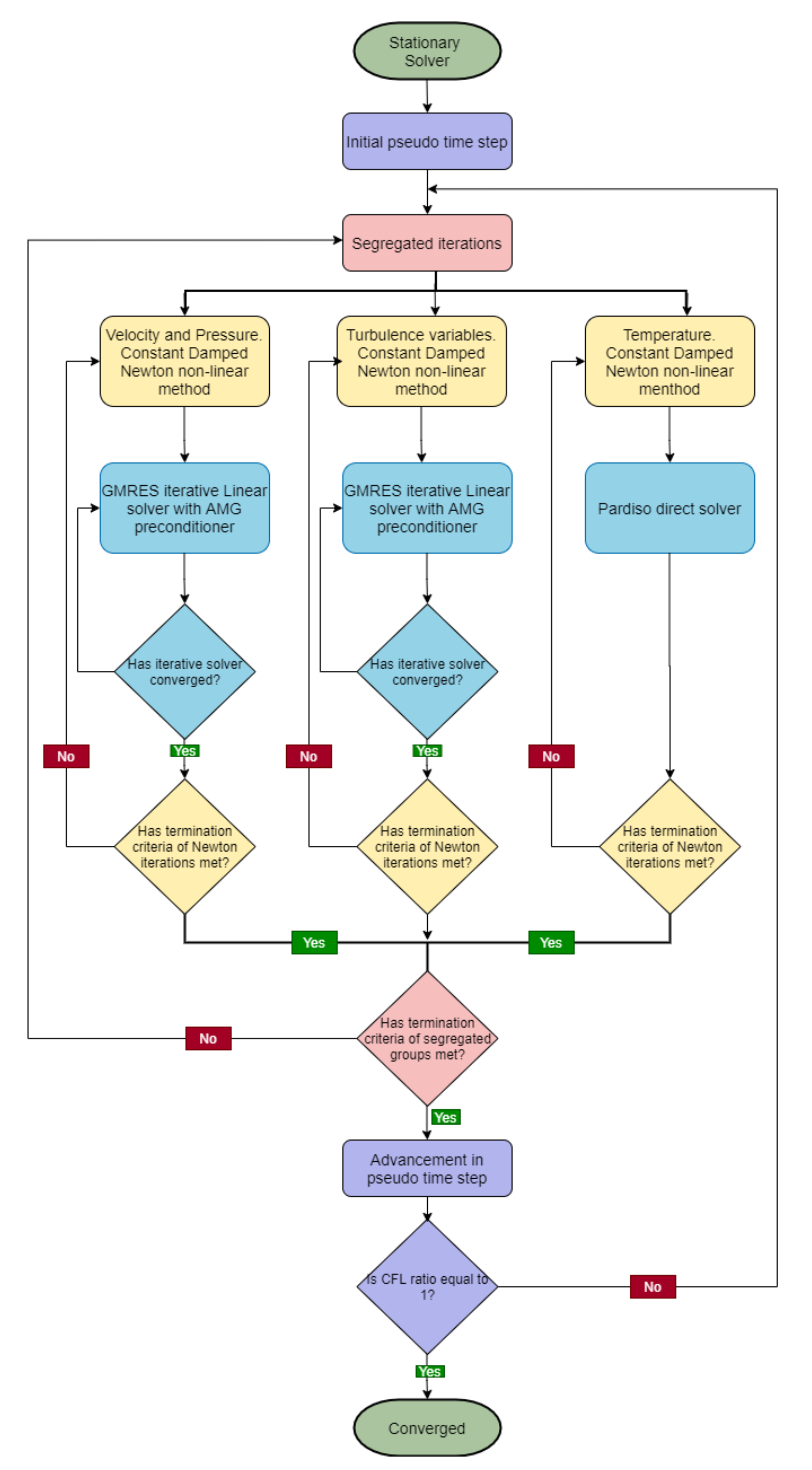
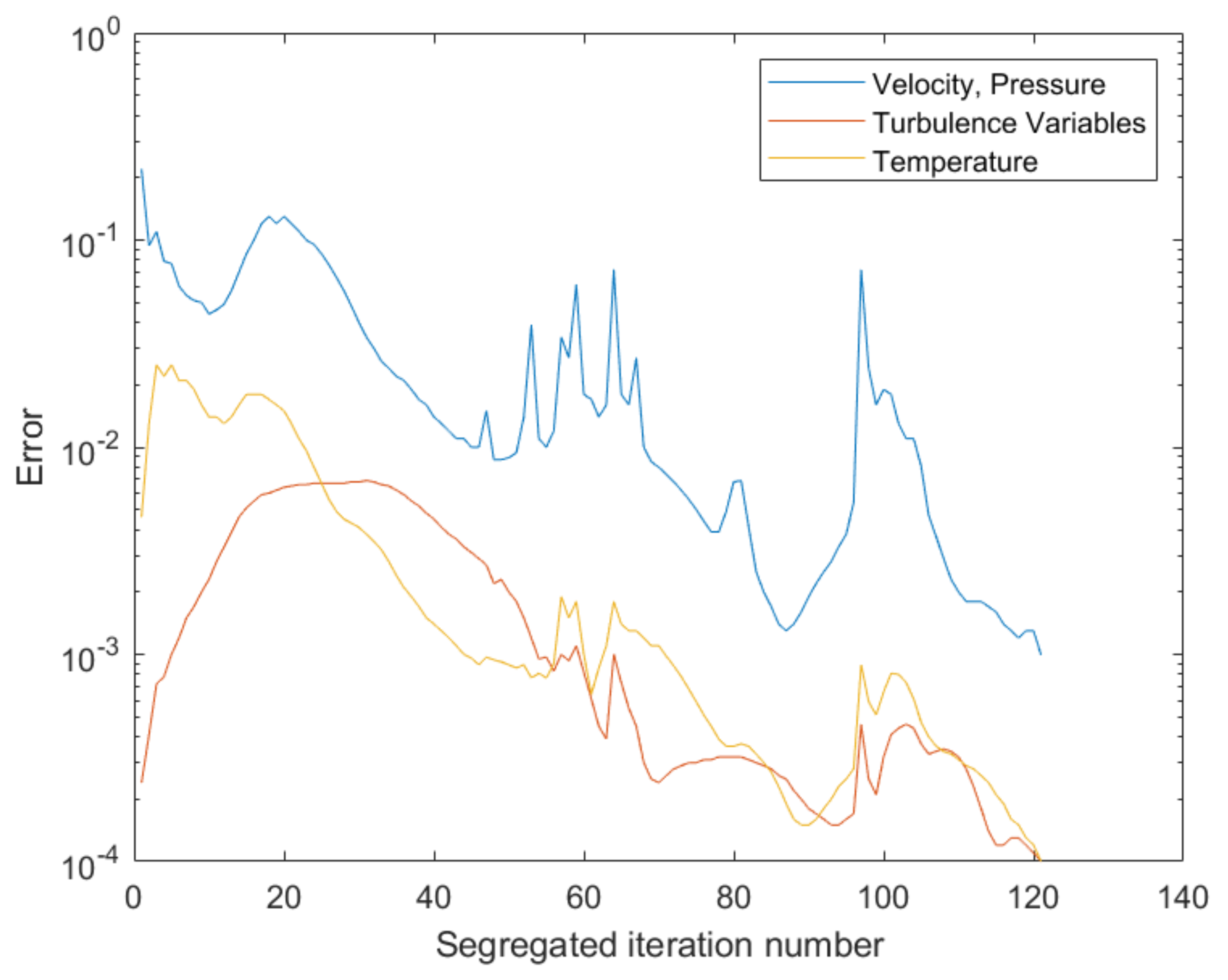
As discussed in
Figure 7, the non-isothermal model is solved by segregating physics into different groups. The convergence behaviour of the three segregated groups is as shown in
Figure 9. The stopping criteria for the solver is set at relative tolerance of
which is sufficient for the current application. The solver is converged if relative tolerance exceeds the relative error.
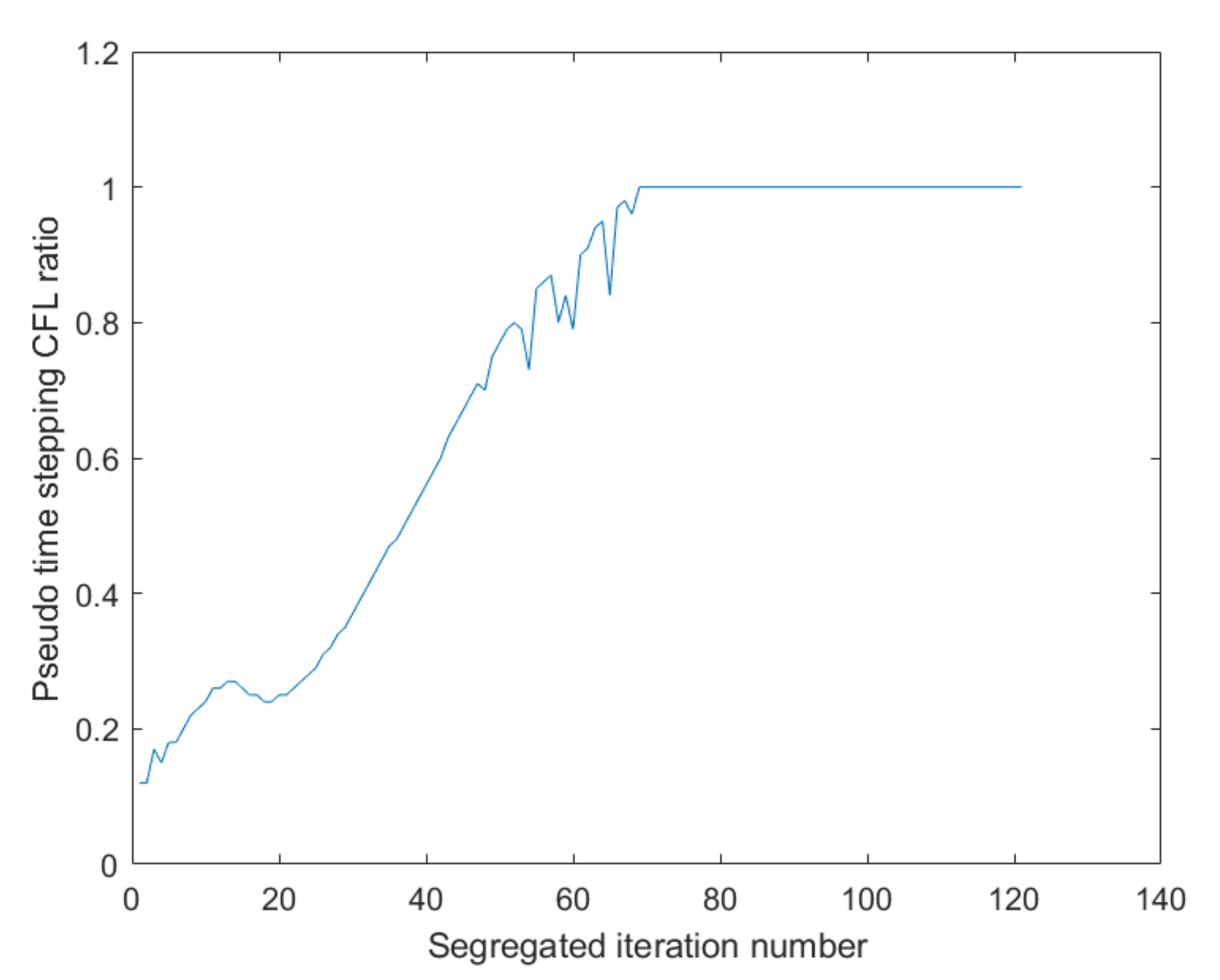
The progress of CFL number is quantified based on the pseudo time stepping CFL ratio which is defined as
where,
. The progress of the simulation is completed when the pseudo time stepping CFL ratio is 1.
Figure 10 shows the progress of the pseudo time stepping CFL ratio with respect to the segregated iteration number. As can be seen in the figure, the pseudo time stepping CFL ratio steadily increases to 1 providing better stabilization.
3.2. Non-Isothermal Effect on Baseline Model with Mesh 1
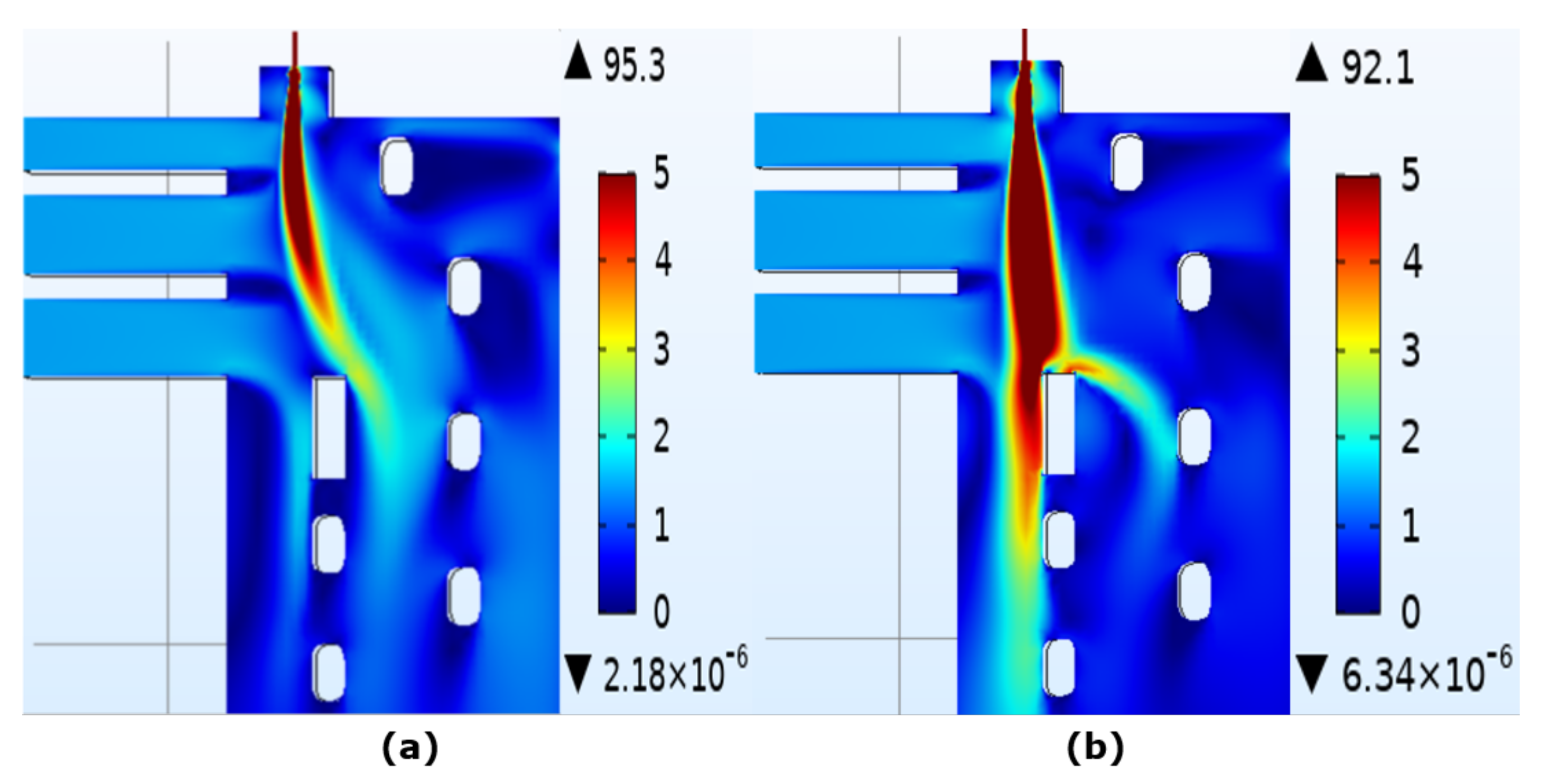
The non-isothermal effect on the velocity and the turbulent viscosity ratio is shown in
Figure 11. Due to the varying density, the jet is penetrating further into the furnace. The temperature coupling steadily increases the temperature of the jet reducing the density. This results in the deeper penetration of the jet. The effect of obstacles by the tie brick is more significant and changes the flow dynamics in the furnace for the coupled equations. Therefore, while studying aerodynamics in the anode baking furnace, it is important to consider the non-isothermal flow model.
3.3. Comparison of Mesh 1 and Mesh 2
In the previous paper [
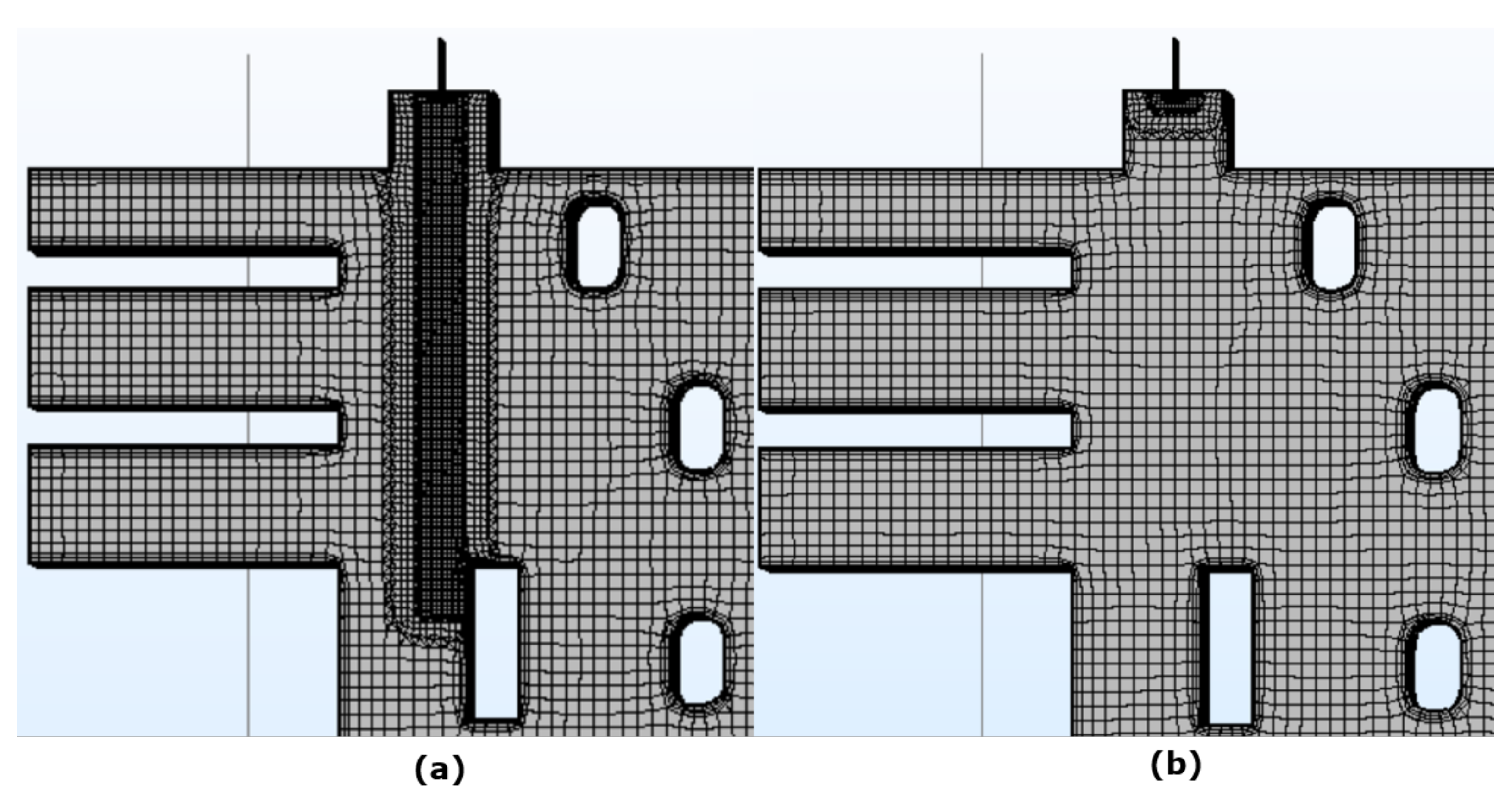
10], the results with the meshing carried out by COMSOL are discussed. Due to the physically unrealistic computation of turbulent viscosity ratio with the COMSOL mesh, an alternate meshing tool, cfMesh, is considered for the study. After confirming the precise turbulent viscosity ratio with this meshing tool, mesh with comparable element sizes is prepared with the default mesher from COMSOL. The details of these meshes are discussed in
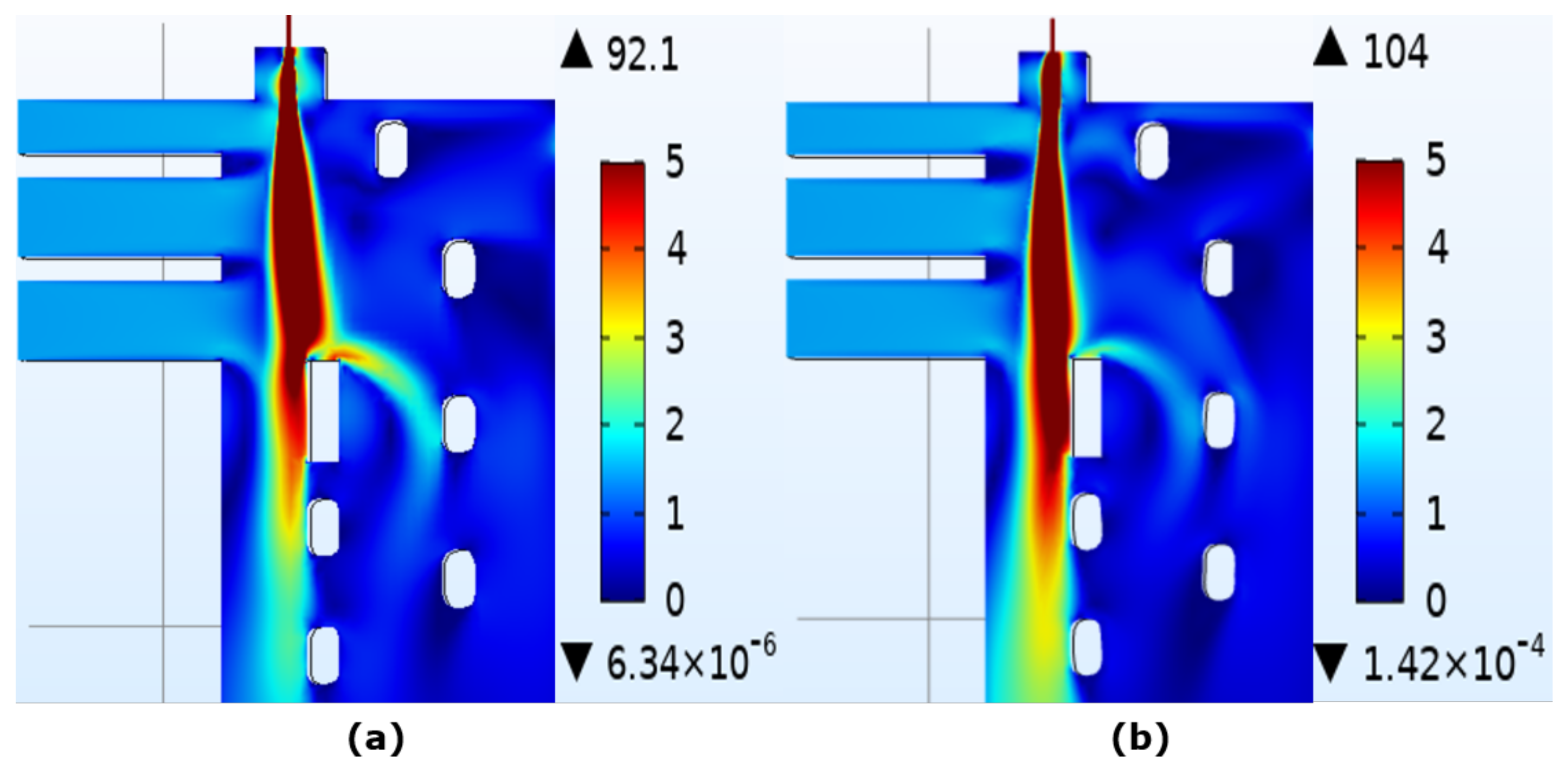
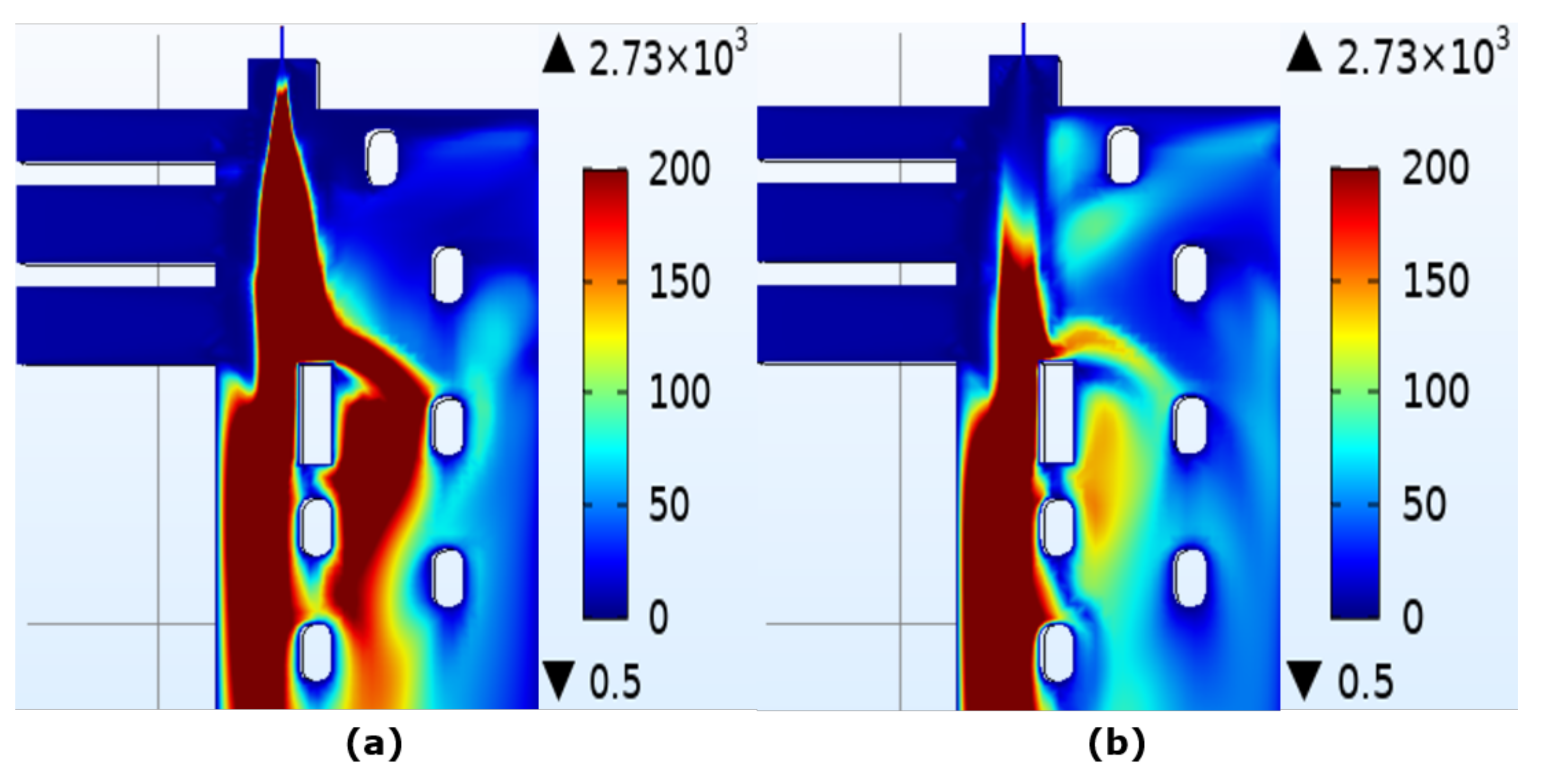
Section 2.3. The comparison of velocity with the two meshing techniques, namely, by COMSOL (Mesh 2) and cfMesh (Mesh 1) is provided in
Figure 12a,b, respectively. It can be observed that the velocity magnitude from Mesh 1 develops symmetrically as opposed to Mesh 2 in which it is bent towards left. Due to the symmetrical development of jet in Mesh 1, the jet encounter the first tie-brick and have a stream split towards the right. As opposed to this, the jet with Mesh 2 does not encounter the brick to a significant extent. Therefore, most of the flow happens at the left of the first tie-brick for Mesh 2. It should be noted that the number of elements required to obtain results with COMSOL is approximately 8 times higher as compared to the cfMesh mesh.
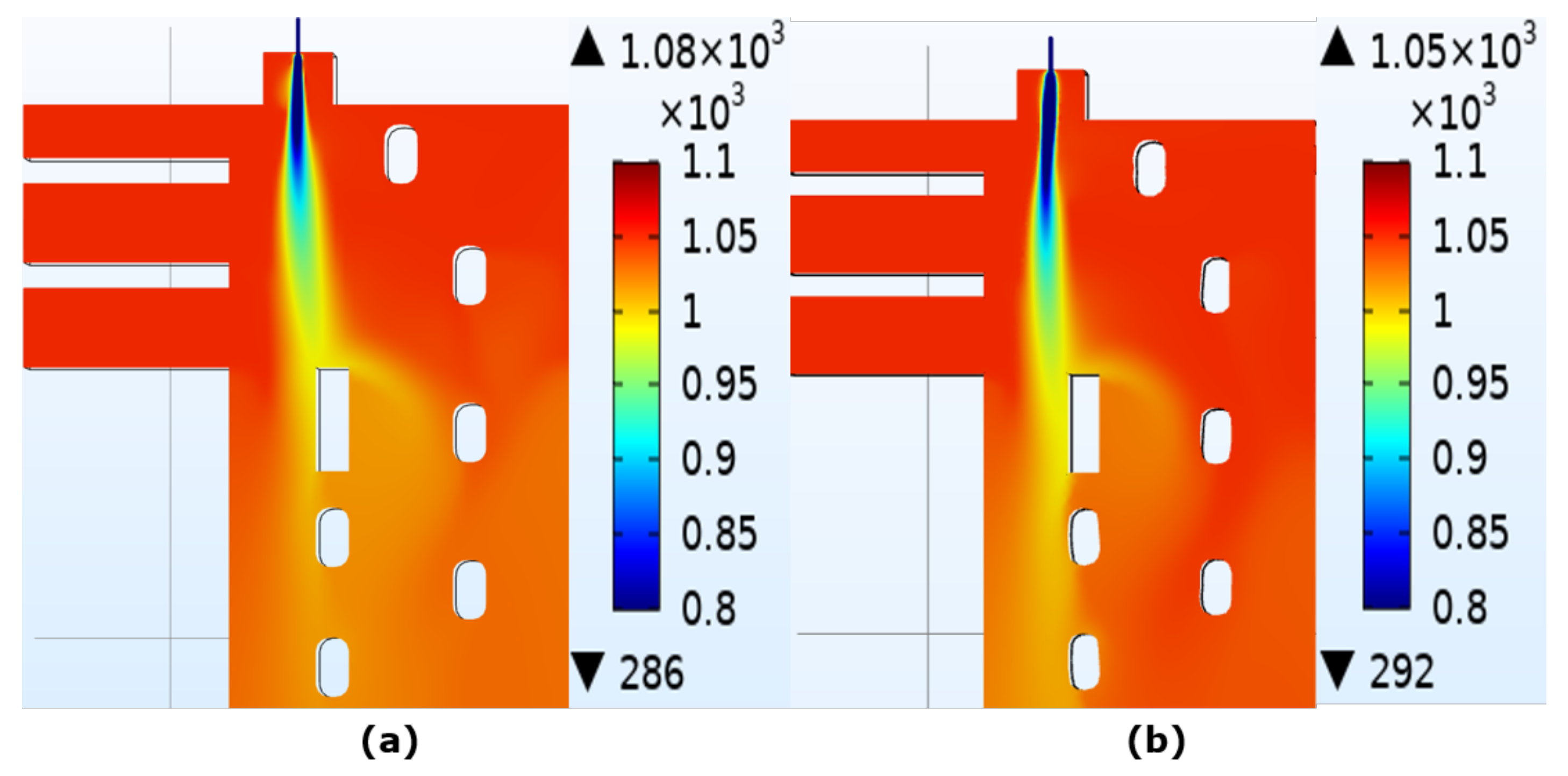
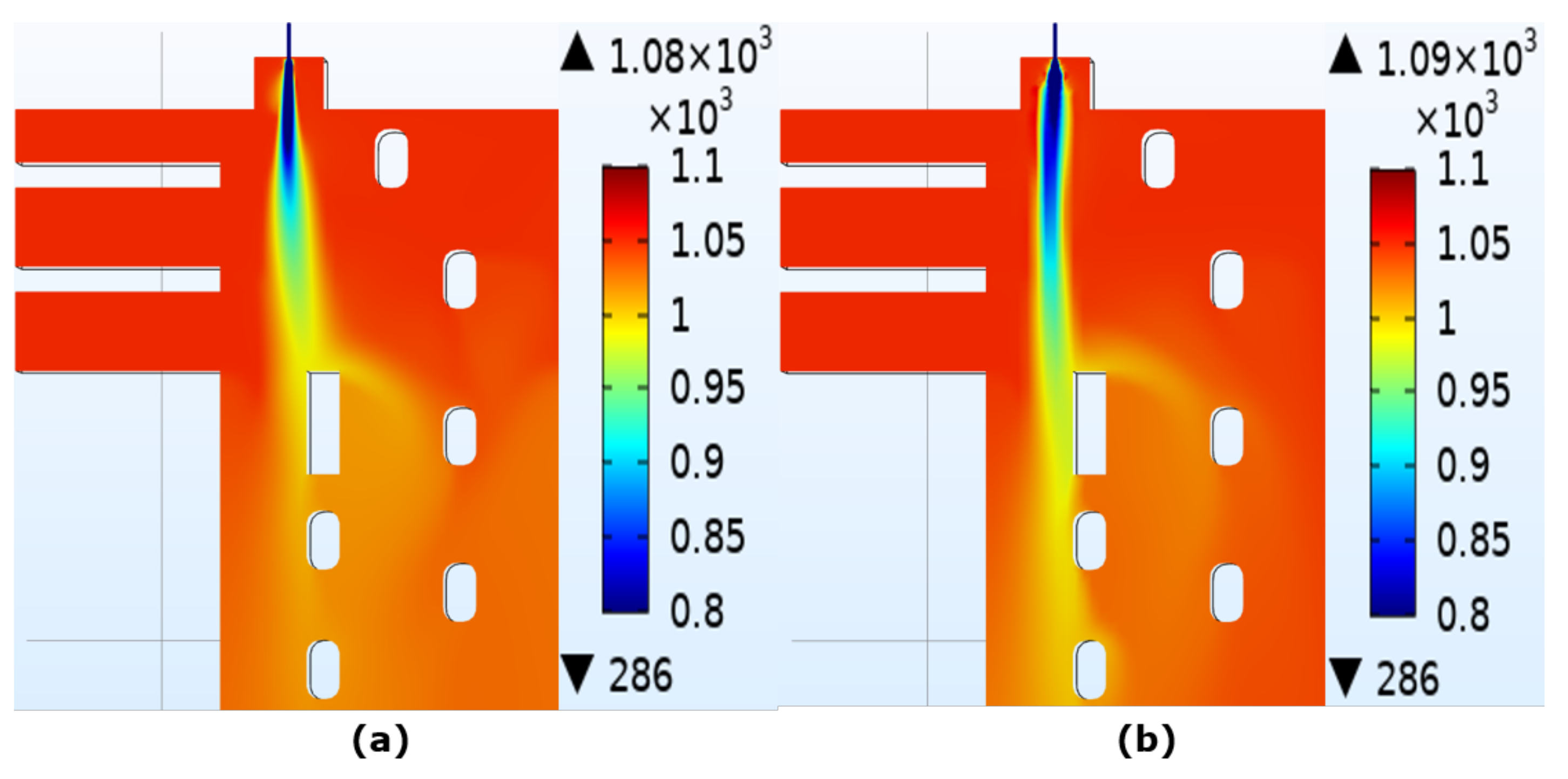
The temperature comparison (
Figure 13) for the two meshes, Mesh 1 and Mesh 2 is similar to the velocity comparison. It follows the pattern of flow dynamics. The difference between the temperature distribution obtained by the two meshes is again due to the way the jet encounters the first tie-brick. This shows the strong coupling of temperature and flow dynamics based on the density.
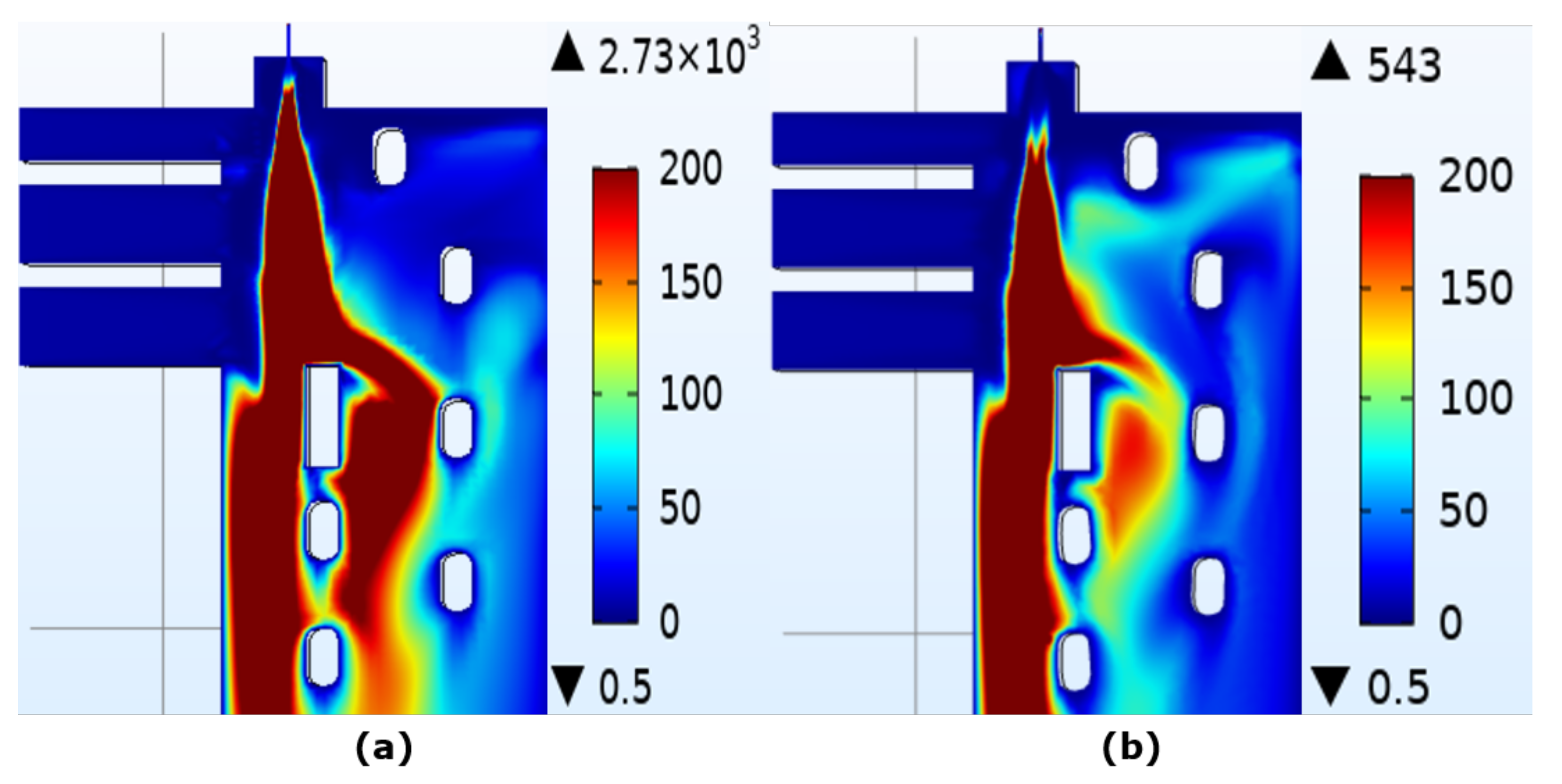
Further comparison of turbulent viscosity ratio with the two meshing techniques is as shown in
Figure 14a,b, respectively. It is important to analyze the turbulent quantities since the combustion modeling that follows from the turbulent flow modeling depends on the turbulence parameters. It can be observed that the turbulent viscosity ratio immediately near the fuel outlet is lower with the COMSOL mesh as compared to the cfMesh. Moreover, the turbulent viscosity ratio starts dissipating with the COMSOL mesh. Both these observations can be attributed to the higher numerical diffusion with the COMSOL mesh. Due to the dissipation with the COMSOL mesh, the flow dynamics downstream such as near the obstacle of the tie-brick are affected. Since the NOx formation is restricted to this region, the changes in the flow dynamics are translated into the thermal NOx formation phenomena as well.
3.4. Comparison of Mesh 1 and Mesh 3
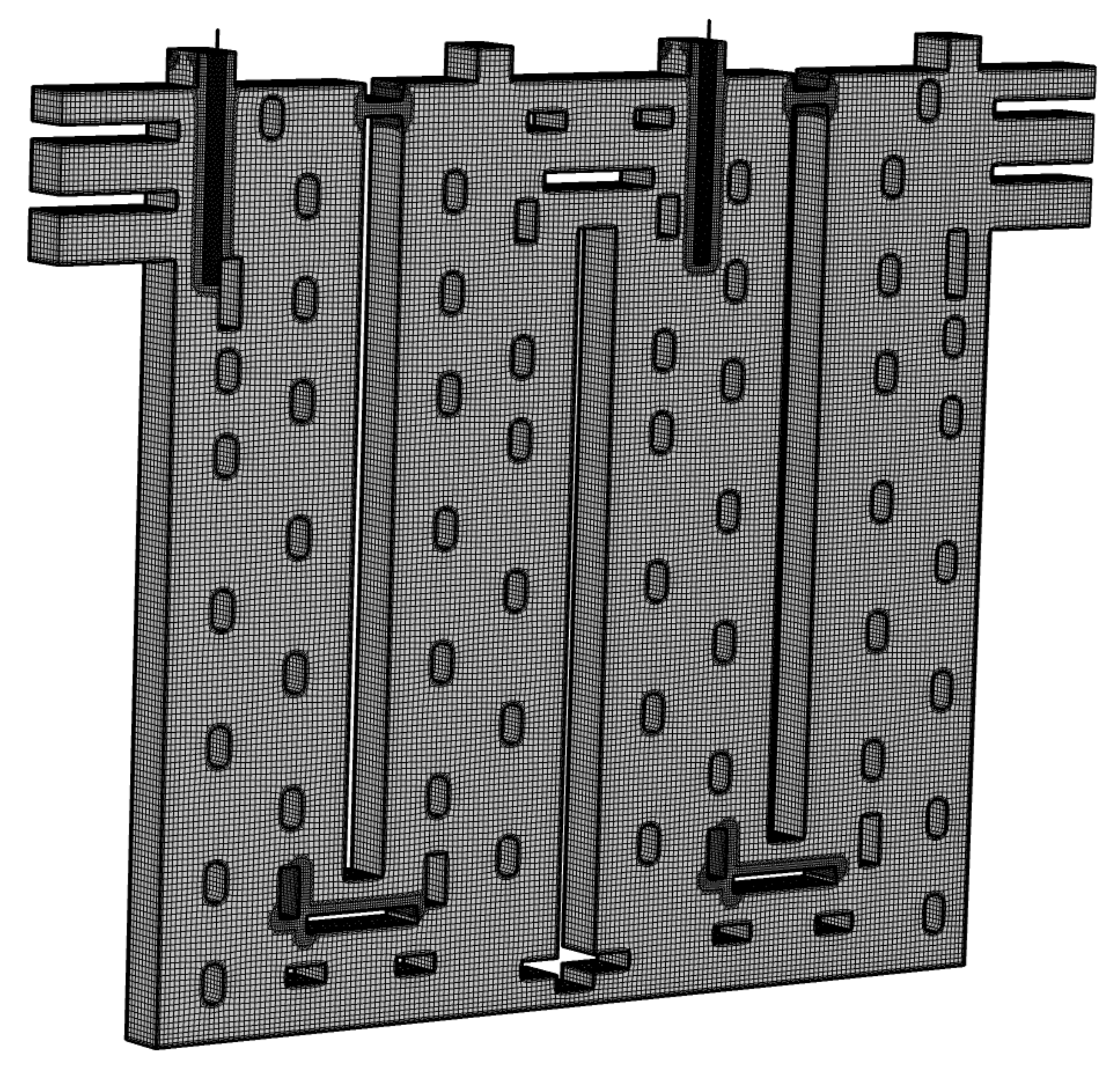
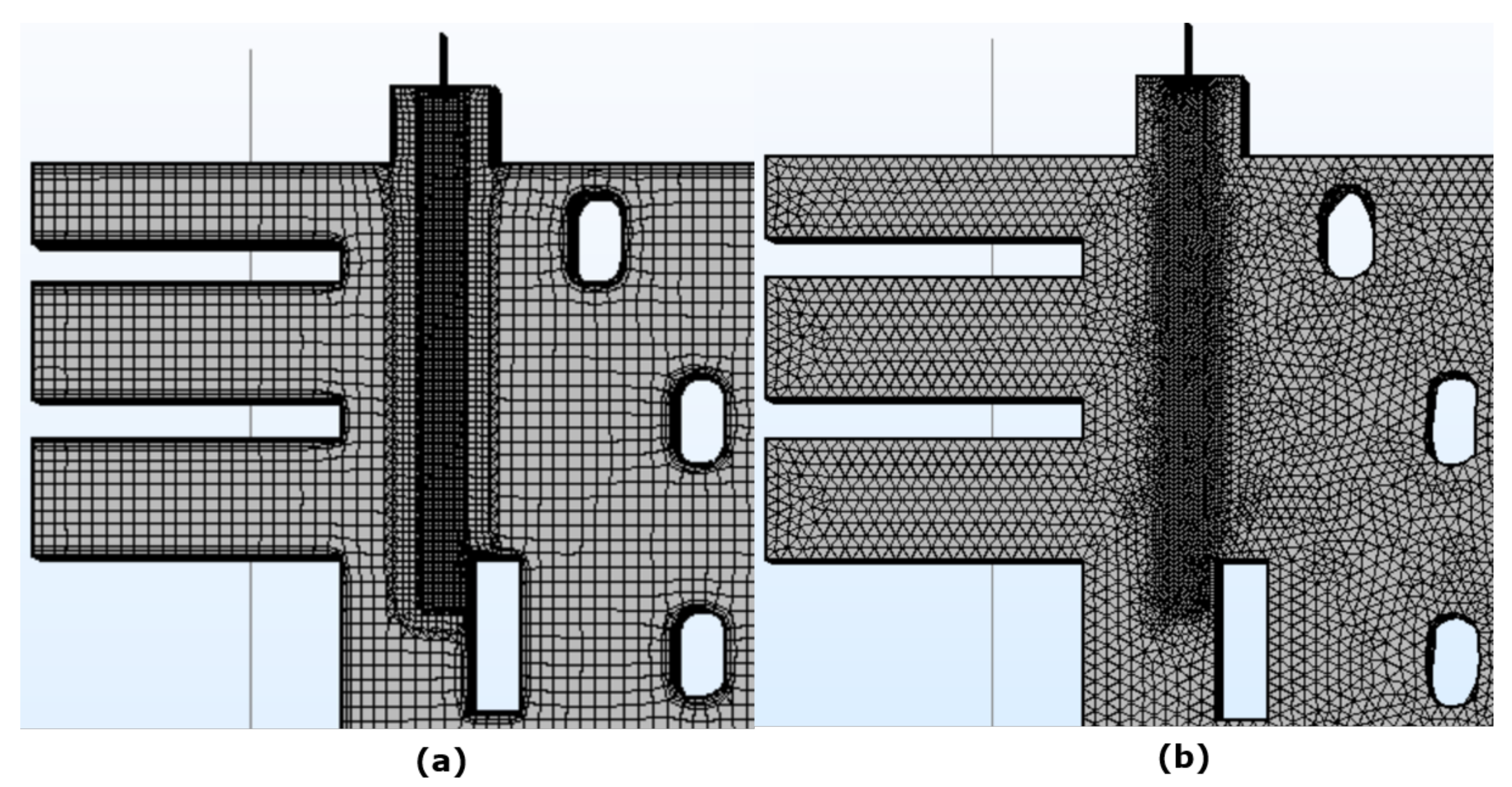
The idea of local mesh refinement in the region of interest is well known. For large models such as the industrial furnaces, it is important to identify the region which is sensitive to the flow dynamics. In the present study, such a region lies beneath the fuel outlet. Therefore, in this section, the sensitivity of the results on the local refinement in the region of jet development is studied. Two meshes with varying local refinement (Mesh 1 and Mesh 3) are generated by cfMesh software. The representation and description of these meshes are given in the mesh section (
Figure 6). The comparison of velocity magnitude with the two meshes is as shown in
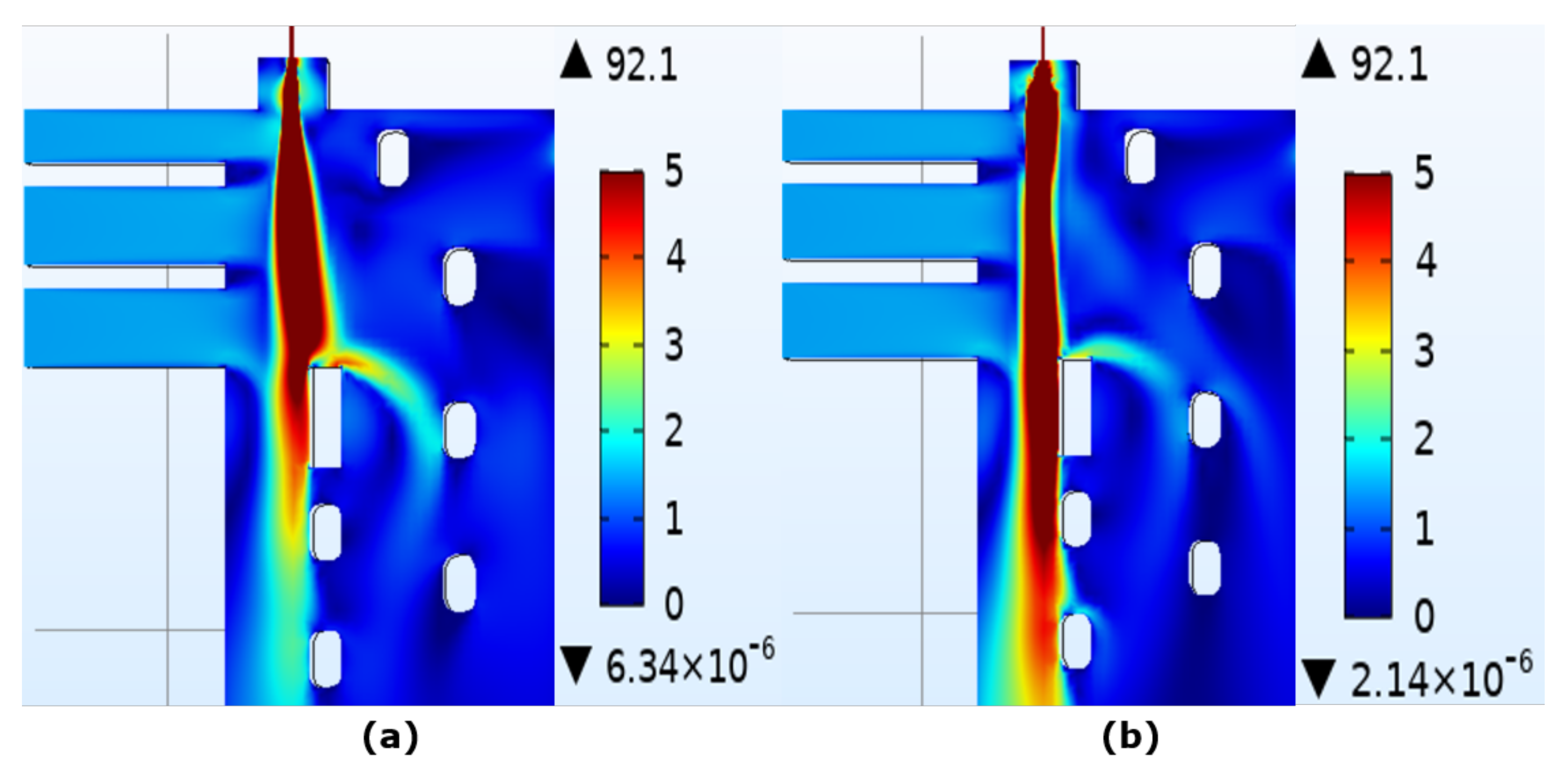
Figure 15). The quick analysis suggests that the results of Mesh 3 is less diffused as compared to that of Mesh 1 which is refined underneath the fuel outlet. However, the contradiction in the results can be better explained with the help of comparison of turbulent viscosity ratio presented in
Figure 16. The effect of local refinement is prominent on the turbulent viscosity ratio as compared to the velocity magnitude. The mesh that does not have local refinement (Mesh 3) has a lower turbulent viscosity ratio immediately near the fuel outlet as compared to the one with local refinement. The effect of turbulence is better captured with locally refined mesh. The effect of better refinement underneath the jet (Mesh 1) resolves velocity magnitude in such a way that it encounters the first obstacle without bending the jet. In case of the jet that does not have refinement, the jet is bent towards left and does not encounter the obstacle. Therefore, the kinetic energy for the jet with Mesh 3 is not dissipated resulting into longer jet. Therefore, the numerical diffusion effect can not be concluded from the velocity magnitude plot. The deeper penetration of the jet with Mesh 3 is due to the bending of the jet towards left. The comparison of turbulent viscosity ratio provides better judgement of the diffusive behaviour of Mesh 3 as compared to Mesh 1. The comparison of temperature with the two meshes shown in
Figure 17) follows the velocity magnitude plot. Studying such effects near the burner is important since this is the region where NOx is generated.
3.5. Realizable k- Model
The realizable k- model is the improved model of the standard k- model in which the dependence of mean flow distortion on turbulent dissipation is accounted for. The realizable k- model is known to provide well-quantified results for the round jets. The numerical diffusion introduced by the realizable k- model is lesser than compared to the standard k- model. However, the convergence with the realizable k- model is not easy to achieve for complex geometries such as anode baking furnace. The baseline model Mesh 1 explained in the previous section fails to converge for the realizable k- model. In the case of the realizable k- model, more constraints are introduced. There are several studies carried out to analyze these constraints which would provide techniques to achieve convergence with the realizable k- model.
The discussion on the results of the standard k- model suggests that the higher numerical diffusion introduced by the low-quality mesh affects the results, especially the turbulent viscosity ratio. The turbulent viscosity is of primary importance with respect to the difference of standard and realizable k- model. Therefore, the non-convergence of the realizable k- model might be due to the insufficient mesh resolution at the fuel outlet. A test case is run on the 2D model to recognize the effect of mesh resolution in the direction perpendicular to the jet flow. The mesh with higher resolution shows convergence whereas the model fails to converge for the mesh with lower resolution. However, the baseline model modified by removing the fuel inlet also fails to converge. This suggests that apart from the sufficient resolution of mesh at the fuel outlet, other regions needs to be investigated further to achieve convergence.
Moreover, other factors that might be responsible for the non-convergence of the realizable k- model are studied including the stabilization techniques. COMSOL Multiphysics applies consistent and inconsistent stabilization techniques as described in the simulation details section. The inconsistent stabilization technique introduces isotropic artificial diffusion to the equation. If the flow is convection dominated that is, for the higher Peclet number, the numerical problem may become unstable. Isotropic diffusion in such respect may be used as a stabilization technique. The extent of the isotropic diffusion can be controlled by the stabilization parameter which ranges from 0 to 1. The stabilization parameter, that controls the extent of the artificial diffusion is varied and the effect on the convergence behavior is analyzed. The addition of artificial diffusion with higher stabilization parameter aids in convergence compensating the accuracy. As discussed in the earlier sections, the higher numerical diffusion (added artificially in this case) impacts the turbulent viscosity ratio more than velocity and temperature.
The role of the solver in the non-convergence is discussed. The non-linear flow solver of COMSOL Multiphysics is described in
Figure 7. The convergence of the segregated solver is achieved when each non-linear segregated step is converged. Furthermore, for each non-linear segregated step, a damped Newton method is applied in which the solver assumes several linear steps. To understand the effect of the tolerance of the linear solver on the convergence, a test case with a simple rectangular channel is considered. The iso-thermal non-linear solver is run for various tolerances of the linear solver. However, even with the more stringent tolerance criteria such as
of GMRES iterative linear solver, the convergence behavior is similar to more relaxed tolerance criteria of
. This suggests that the non-convergence of the realizable
k-
model is not dependent on the accuracy of the linear solver.
As described in the simulation details, the pseudo time stepping accelerates the convergence towards a steady-state by introducing a pseudo time step. The pseudo time step is related to the local CFL number and can be made more stringent with the PID regulator. Another test case on a simpler geometry is carried out. It is observed that as compared to the default time step, the convergence with the smaller time steps is decreasing faster. However, the progress of the CFL ratio now becomes extremely slow. This suggests that it generates better initial guesses for the Newton iteration in the next time steps. These improved initial guesses however fail to compensate for the mesh resolution.
The study of the realizable k- model with detailed analysis is still in progress. It is important to obtain results of velocity, temperature, and turbulent viscosity ratio to a sufficient resolution in order to compute accurate NOx prediction.





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}