
Challenges while Updating Planning Parameters of an ERP System and How a Simulation-Based Support System Can Support Material Planners


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
1.1. Planning Parameters of an ERP System
1.2. Challenges While Updating Planning Parameters of an ERP System
1.3. Existing Approaches to Support Material Planners
2. Experimental Section
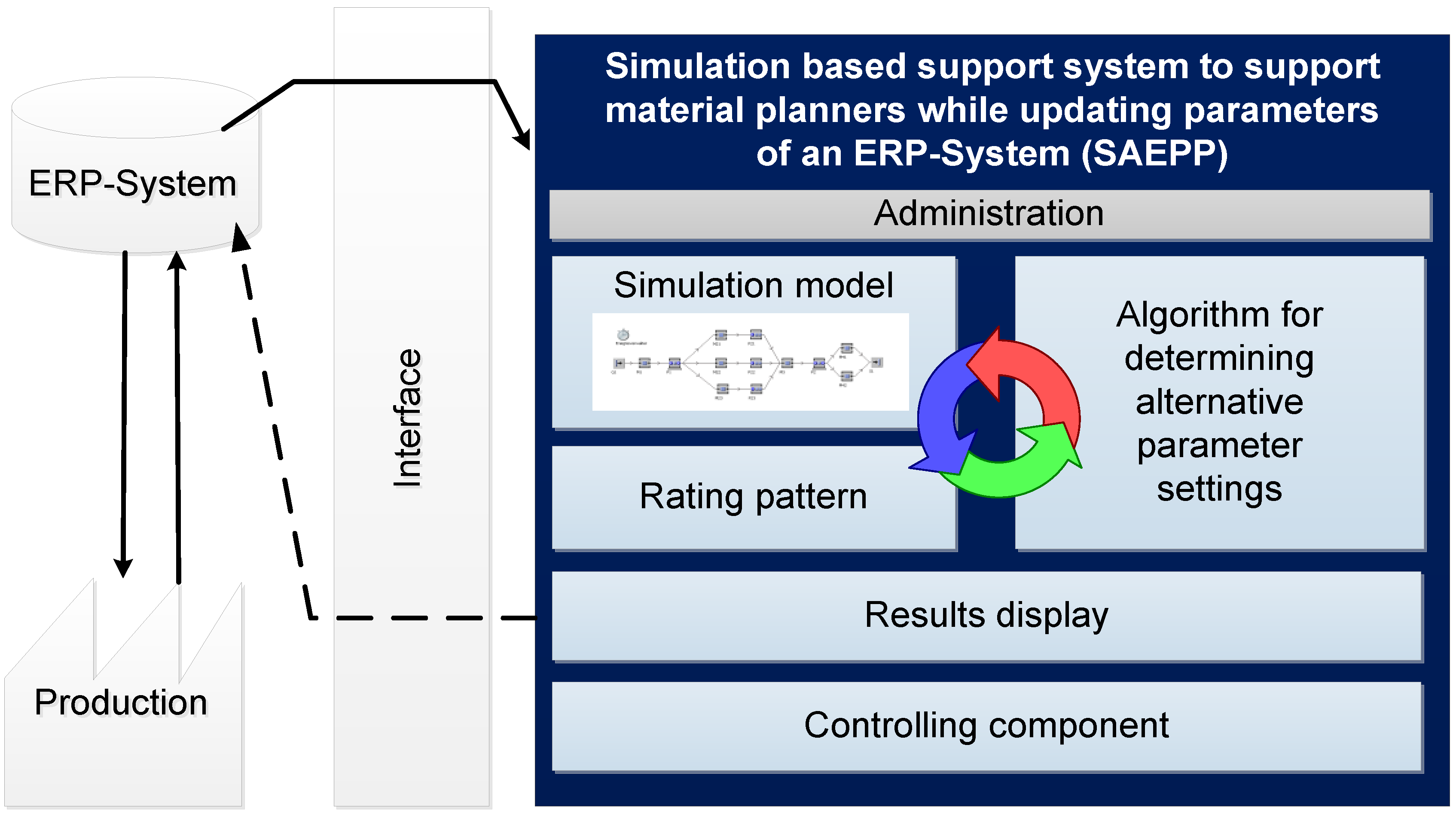
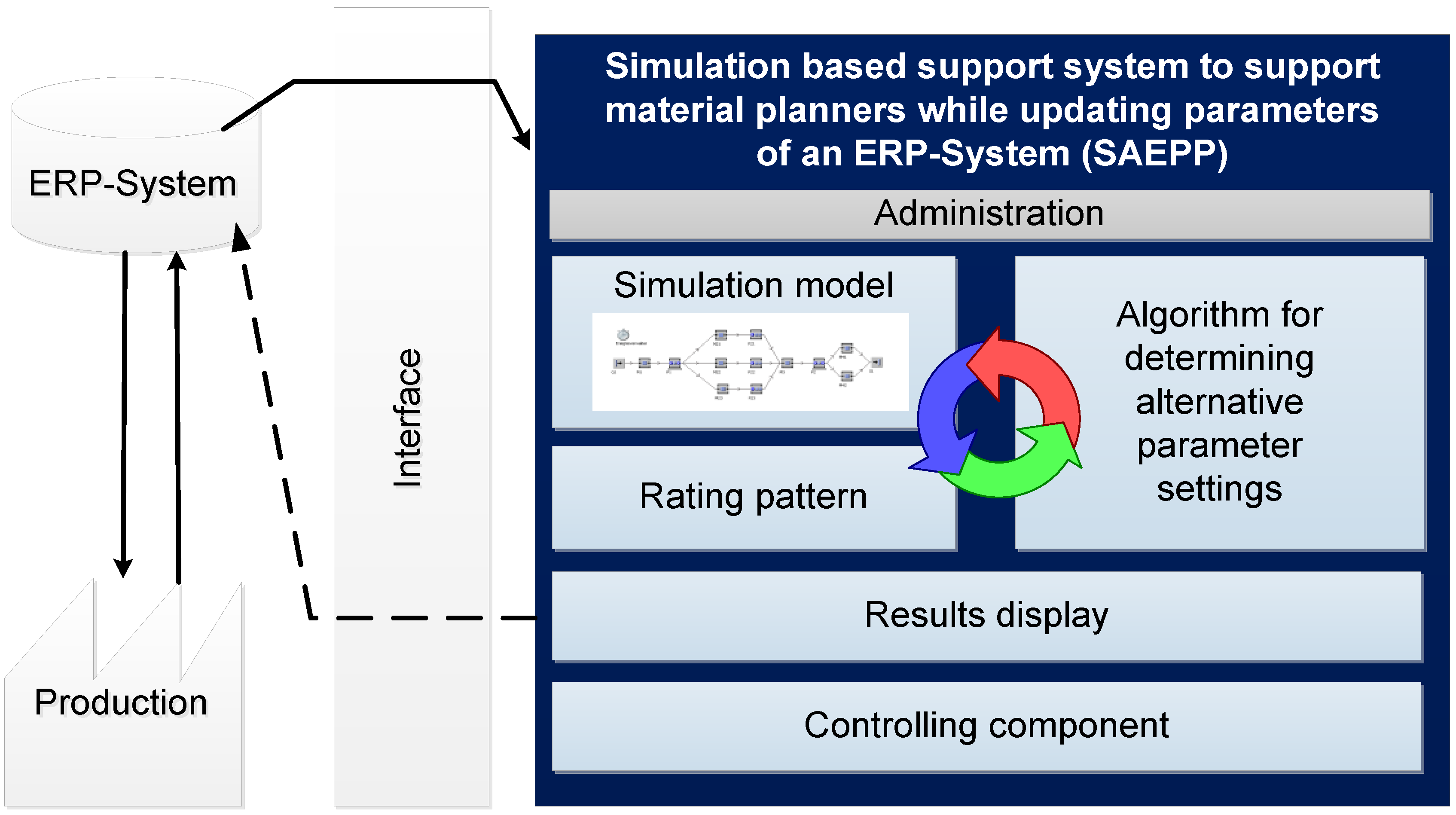
2.1. Concept of a Simulation-Based Support System
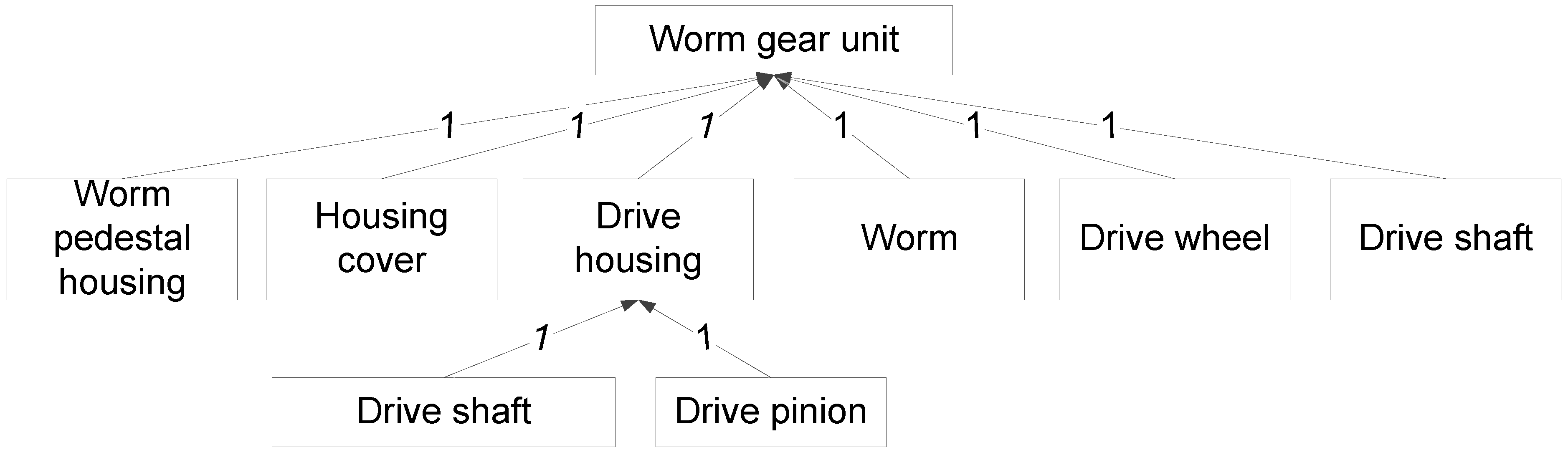
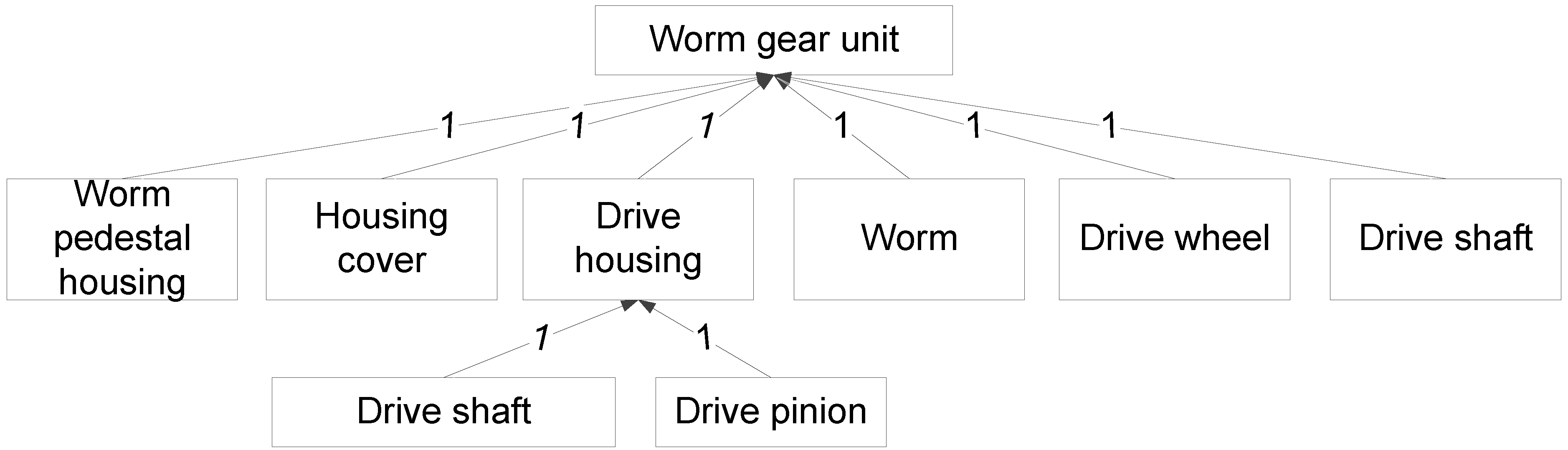
2.2. Description of the Case Study
3. Results and Discussion
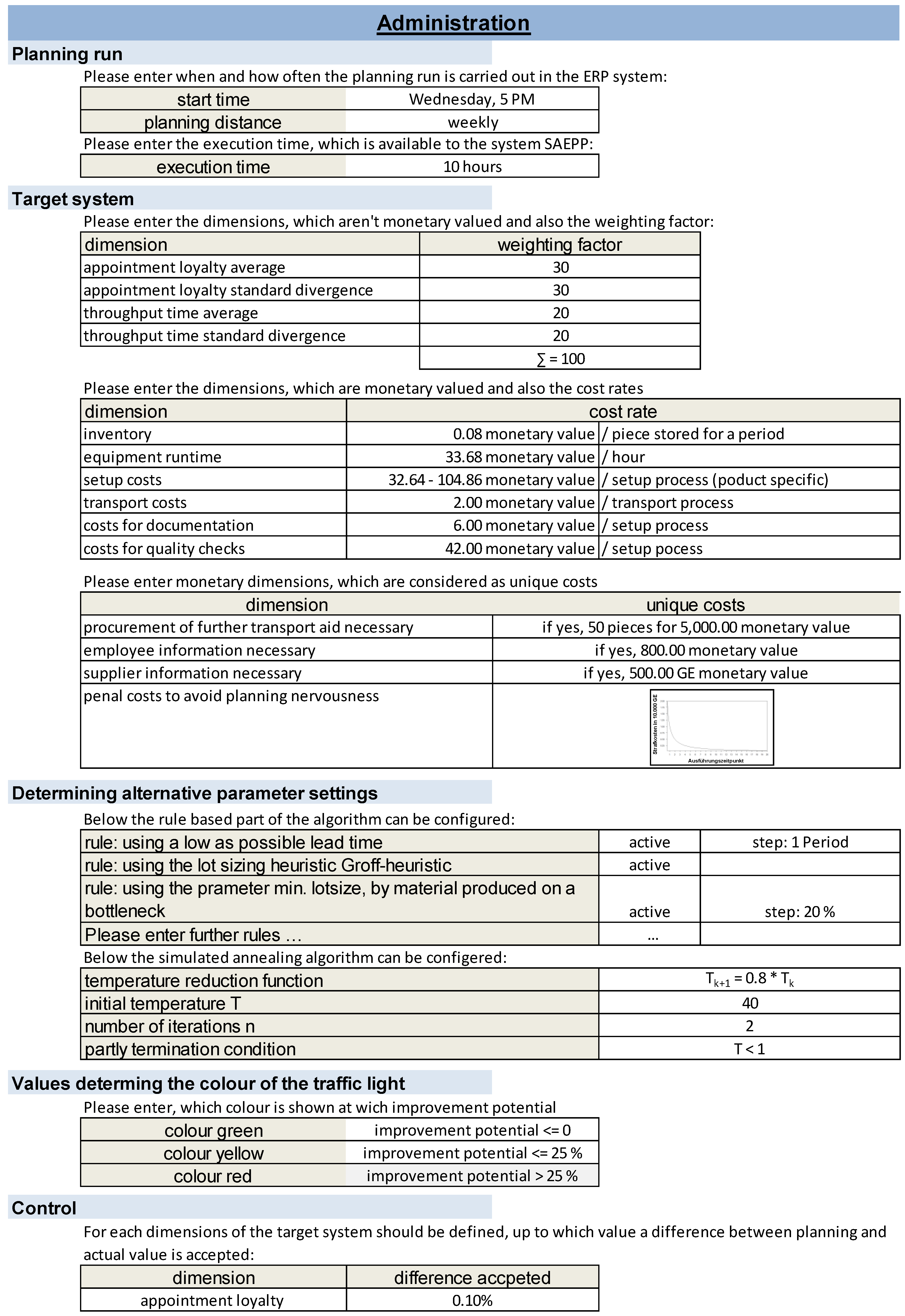
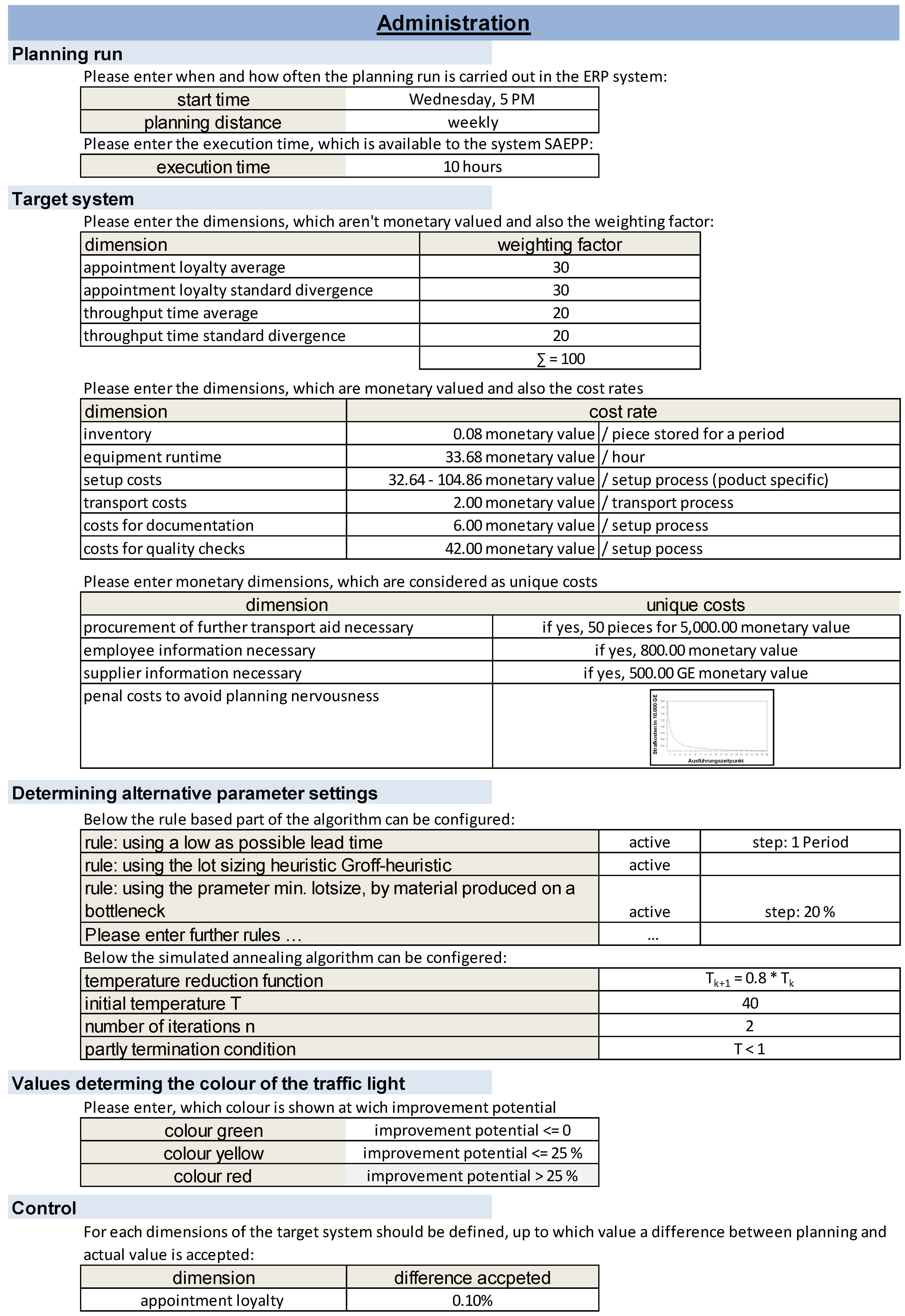
3.1. Administration
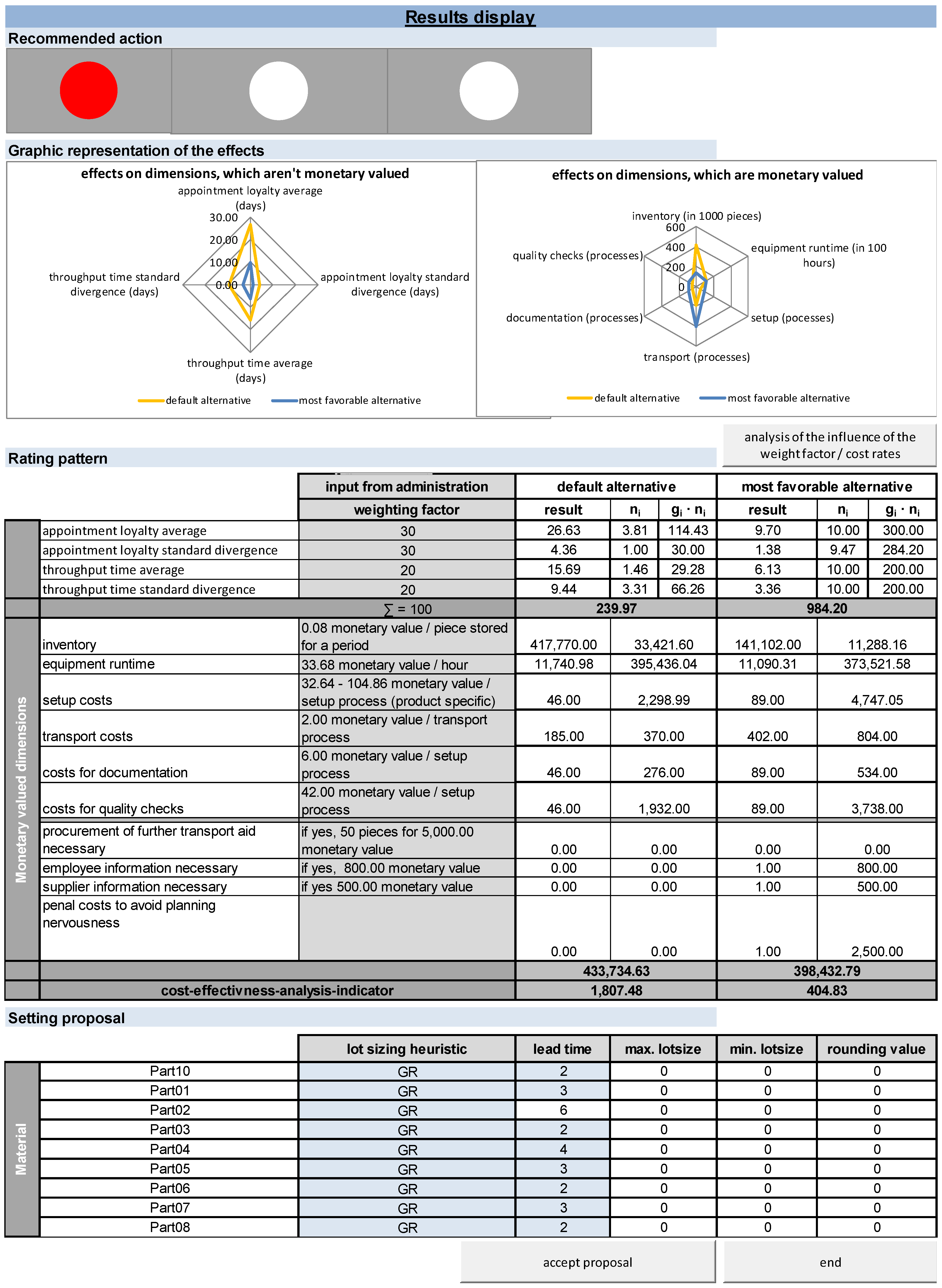
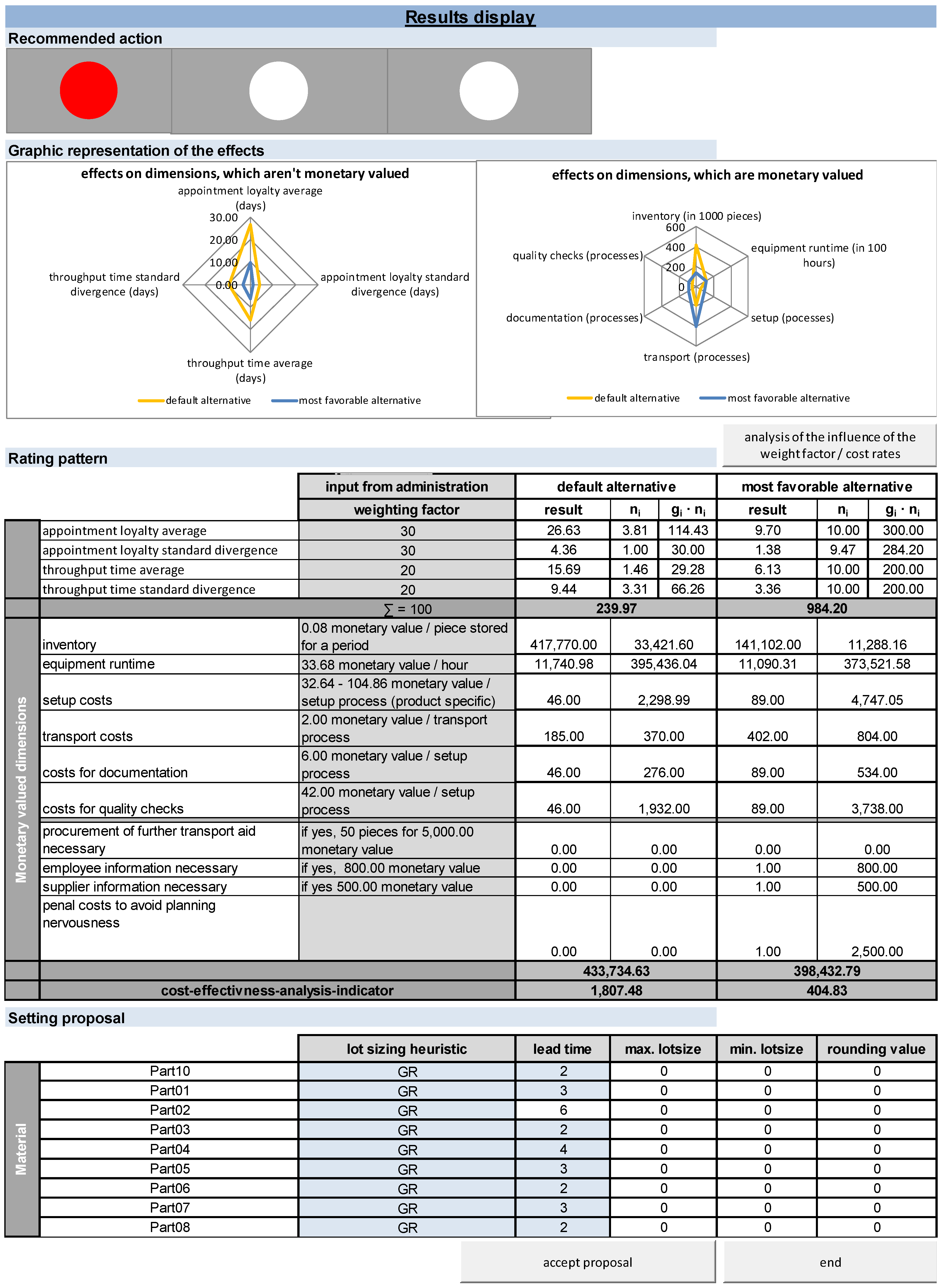
3.2. Results Display
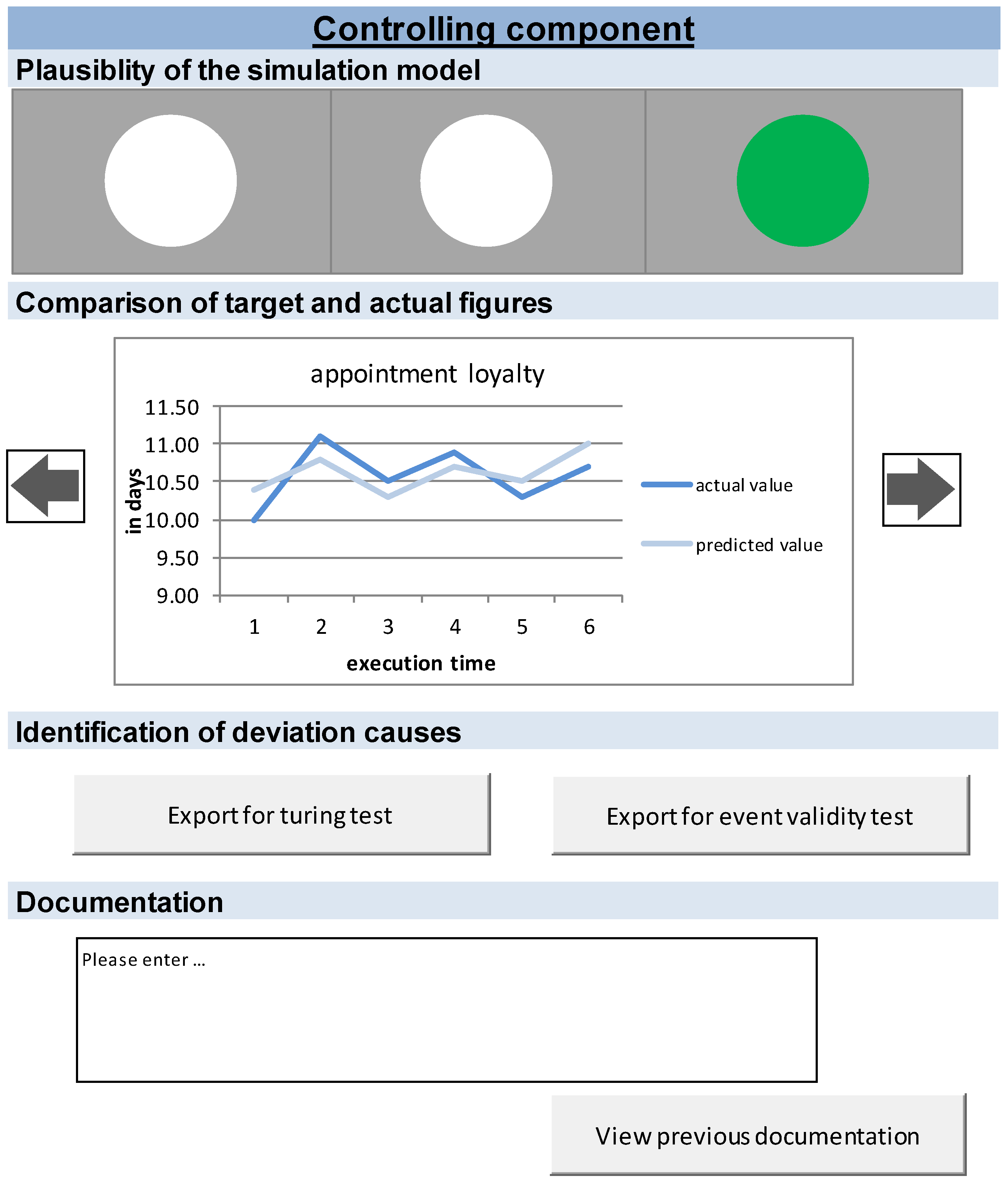
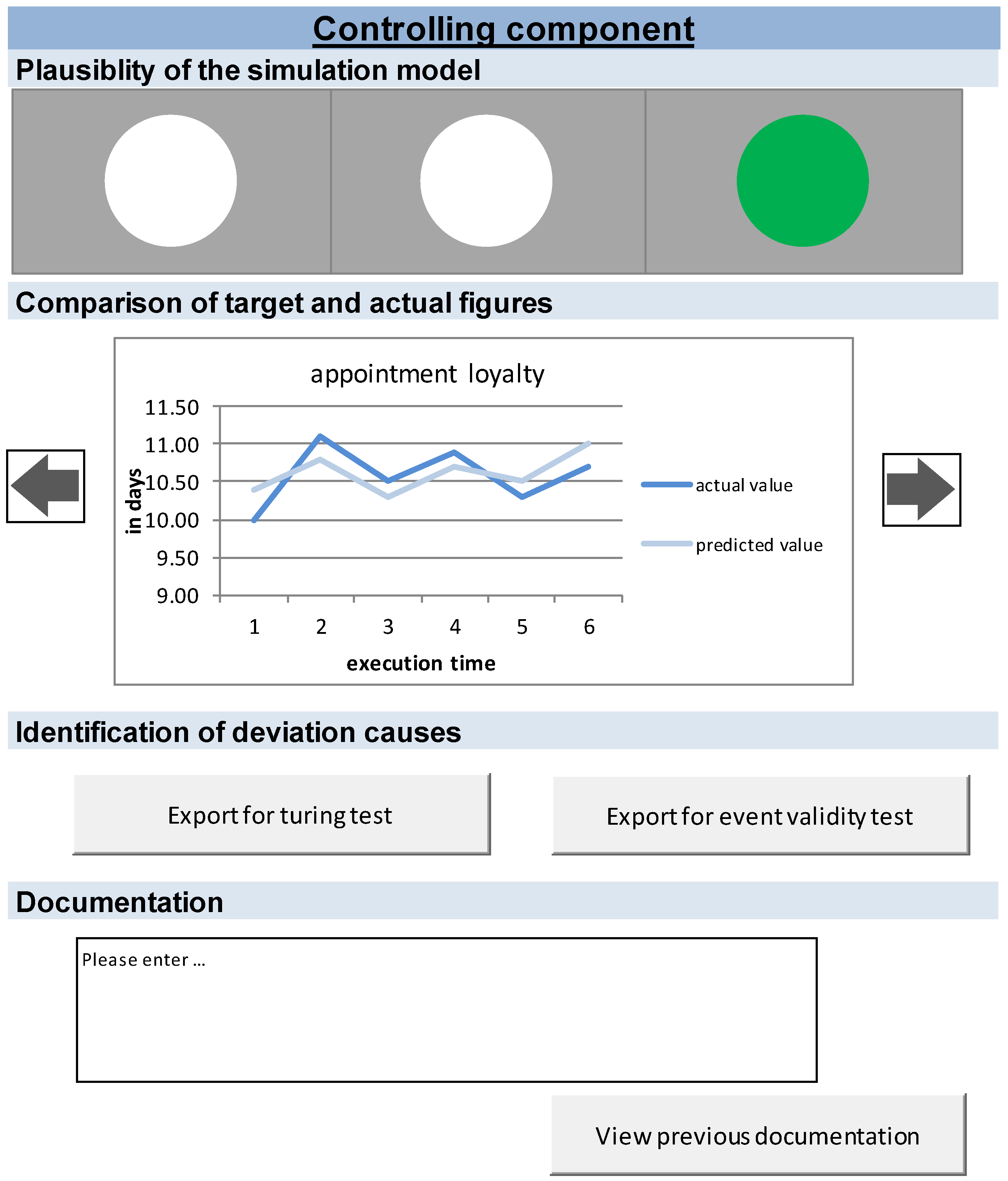
3.3. Controlling Component
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Dittrich, J.; Mertens, P.; Hau, M.; Hufgard, A. Dispositionsparameter in der Produktionsplanung Mit SAP; Vieweg + Teubner: Wiesbaden, Germany, 2009. [Google Scholar]
- Hevner, A.R.; March, S.T.; Park, J.; Ram, S. Design Science in Information Systems Research. MIS Q. 2004, 28, 75–105. [Google Scholar]
- Jonsson, P.; Mattsson, S.-A. A longitudinal study of material planning applications in manufacturing companies. Int. J. Op. Prod. Manag. 2006, 26, 971–995. [Google Scholar] [CrossRef]
- Jodlbauer, H. Produktionsoptimierung; Springer: Wien, Austria, 2008. [Google Scholar]
- Schiemenz, B.; Schönert, O. Entscheidung und Produktion; Oldenbourg: München/Wien, Austria, 2005. [Google Scholar]
- Heinen, E. Einführung in Die Betriebswirtschaftslehre; Gabler: Wiesbaden, Germany, 1985. [Google Scholar]
- Gulyássy, F.; Hoppe, M.; Isermann, M.; Köhler, O. Disposition mit SAP; Galileo Press: Boston, MA, USA, 2009. [Google Scholar]
- Wiendahl, H.-P. Betriebsorganisation Für Ingenieure; Hanser: München/Wien, Germany, 2008. [Google Scholar]
- Kemmner, G.-A.; Capellmann, A. Disposition im Zeitalter von Industrie 4.0. ZWF-Zeitschrift Für Wirtschaftlichen Fabrikbetrieb 2014, 109, 973–975. (In German) [Google Scholar]
- Hartinger, M. Die Pflege Der Parameter Von Standard Software; Dt. Univ.-Verl.: Wiesbaden, Germany, 1995. [Google Scholar]
- Kernler, H. Programme werden selbstständig. Logist. Heute 1994, 10, 101–102. (In German) [Google Scholar]
- Dittrich, J. Simulationsgestützte Analyse und Konfiguration von PPS-Stellgrößen am Beispiel ausgewählter Dispositionsparameter des Systems SAP R/3-PP; Dissertation: Nürnberg, Germany, 1997. [Google Scholar]
- Wiendahl, H.-P. Simulationsmodelle in der Produktionsplanung und -steuerung. ZWF-Zeitschrift für Wirtschaftlichen Fabrikbetrieb 1990, 85, 137–141. (In German) [Google Scholar]
- Stumvoll, U.; Nehls, U.; Claus, T. Ein Simulationsbasiertes Assistenzsystem zur Pflege von Dispositionsparametern Eines ERP-Systems im Laufenden Betrieb. In Simulation in Produktion und Logistik; Heinz-Nixdorf-Inst. Univ. Paderborn: Paderborn, Germany, 2013; pp. 569–578. [Google Scholar]
- Schulte-Zurhausen, M. Organisation; Vahlen: München, Germany, 2014. [Google Scholar]
- Hauß, Y.; Timpe, K.-P. Automatisierung und Unterstützung im Mensch-Maschine-System. In Mensch-Maschine-Systemtechnik; Symposion: Düsseldorf, Germany, 2002; pp. 41–62. [Google Scholar]
- Bangsow, S. Fertigungssimulationen mit Plant Simulation und SimTalk; Hanser: München, Germany, 2008. [Google Scholar]
- Prêt, U. Teilefertigungs- und Montageprojekt Schneckengetriebeproduktion. Available online: www.uwe-pret.de/fabrikplanung/skripte/stapel3/getriebe.pdf (accessed on 7 March 2015).
- VDI Norm 3633 Blatt 7. Simulation von Logistik-, Materialfluss und Produktionssystemen, Kostensimulation, Verein Deutscher Ingenieure: Düsseldorf, Germany, 2001.
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons by Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stumvoll, U.; Claus, T. Challenges while Updating Planning Parameters of an ERP System and How a Simulation-Based Support System Can Support Material Planners. Systems 2016, 4, 10. https://doi.org/10.3390/systems4010010
Stumvoll U, Claus T. Challenges while Updating Planning Parameters of an ERP System and How a Simulation-Based Support System Can Support Material Planners. Systems. 2016; 4(1):10. https://doi.org/10.3390/systems4010010
Chicago/Turabian StyleStumvoll, Ulrike, and Thorsten Claus. 2016. "Challenges while Updating Planning Parameters of an ERP System and How a Simulation-Based Support System Can Support Material Planners" Systems 4, no. 1: 10. https://doi.org/10.3390/systems4010010
APA StyleStumvoll, U., & Claus, T. (2016). Challenges while Updating Planning Parameters of an ERP System and How a Simulation-Based Support System Can Support Material Planners. Systems, 4(1), 10. https://doi.org/10.3390/systems4010010