Low-Cost 3D Printer Drawn Optical Microfibers for Smartphone Colorimetric Detection



 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
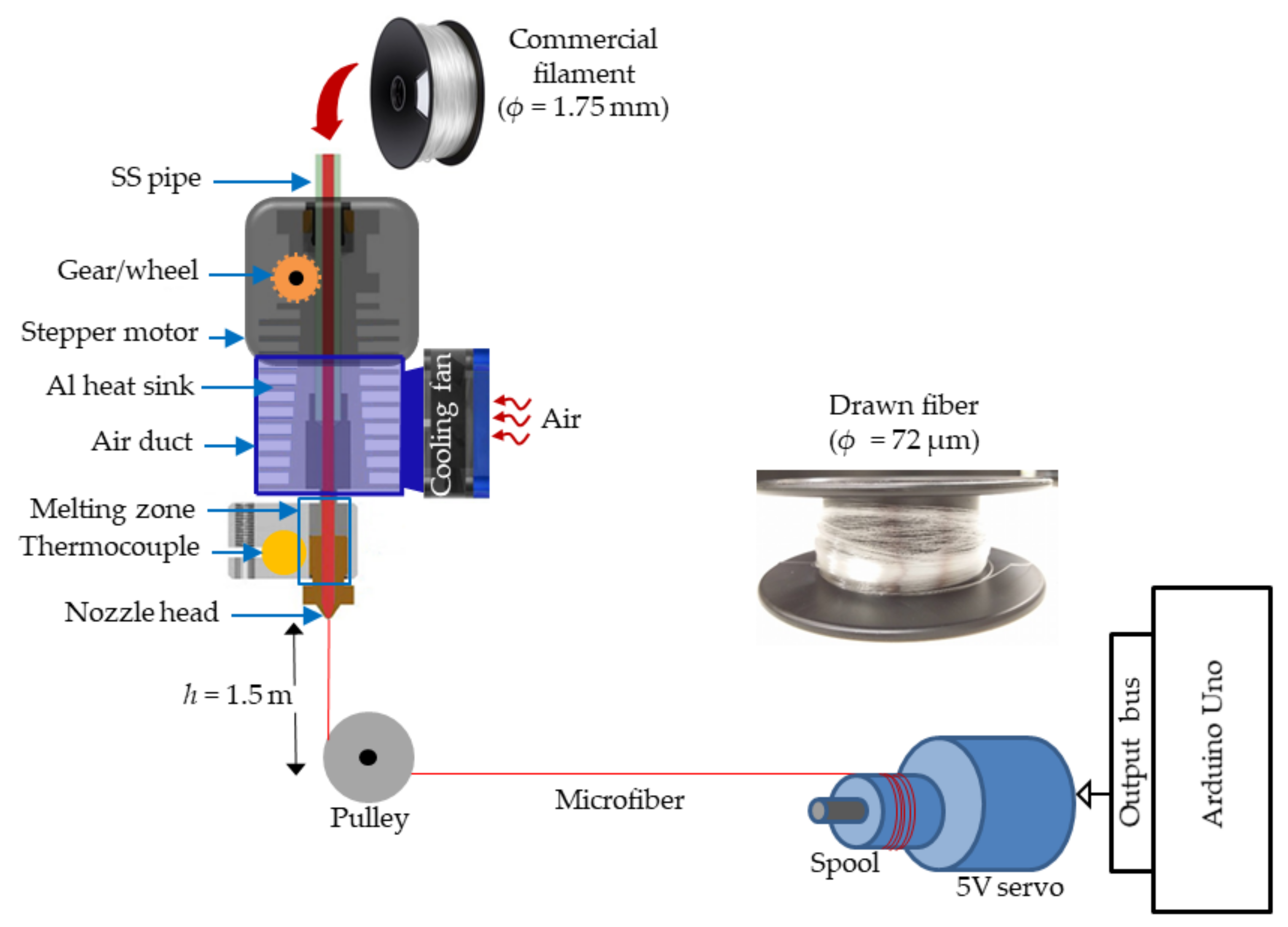
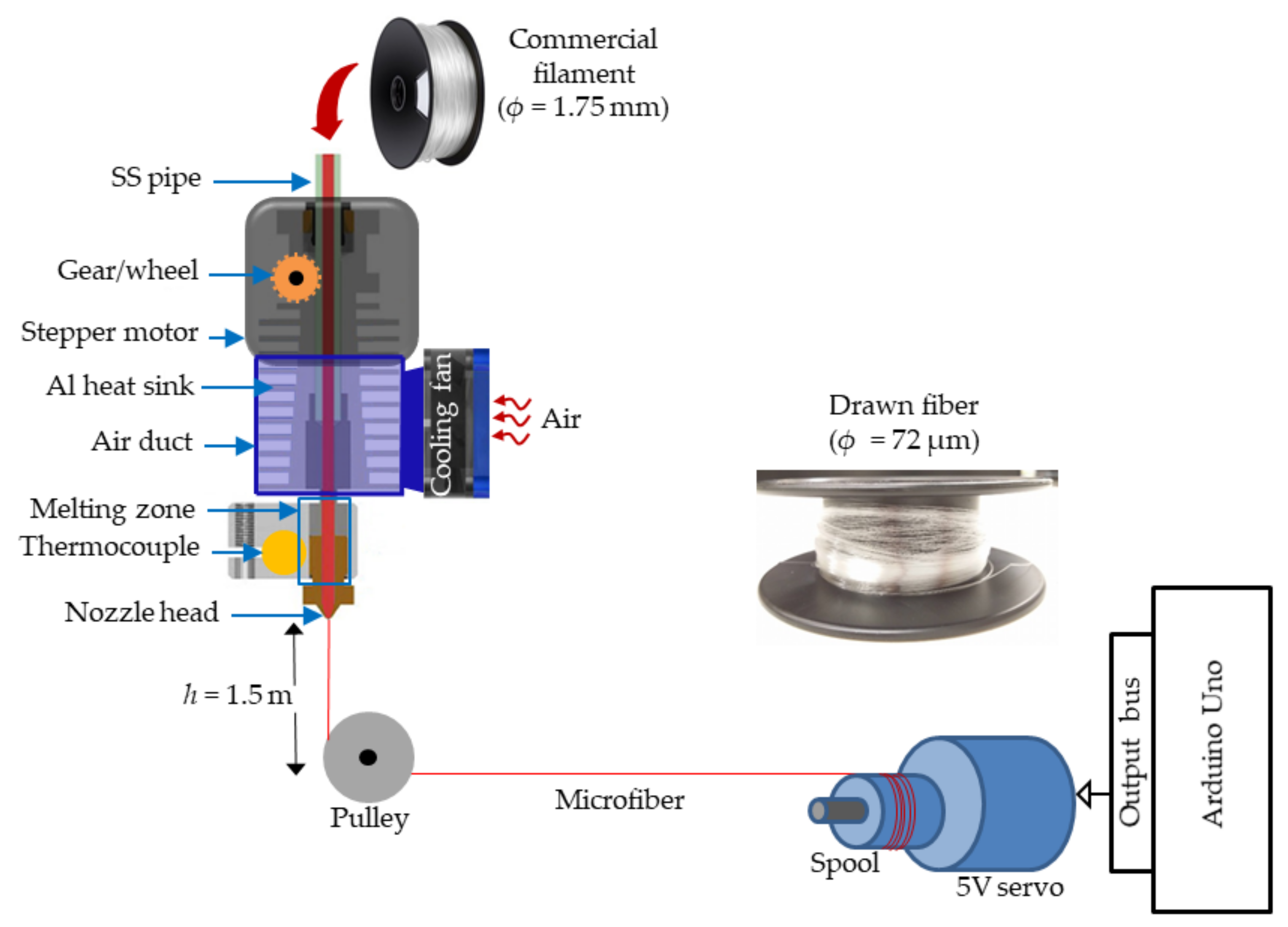
2. Microfiber Drawing System
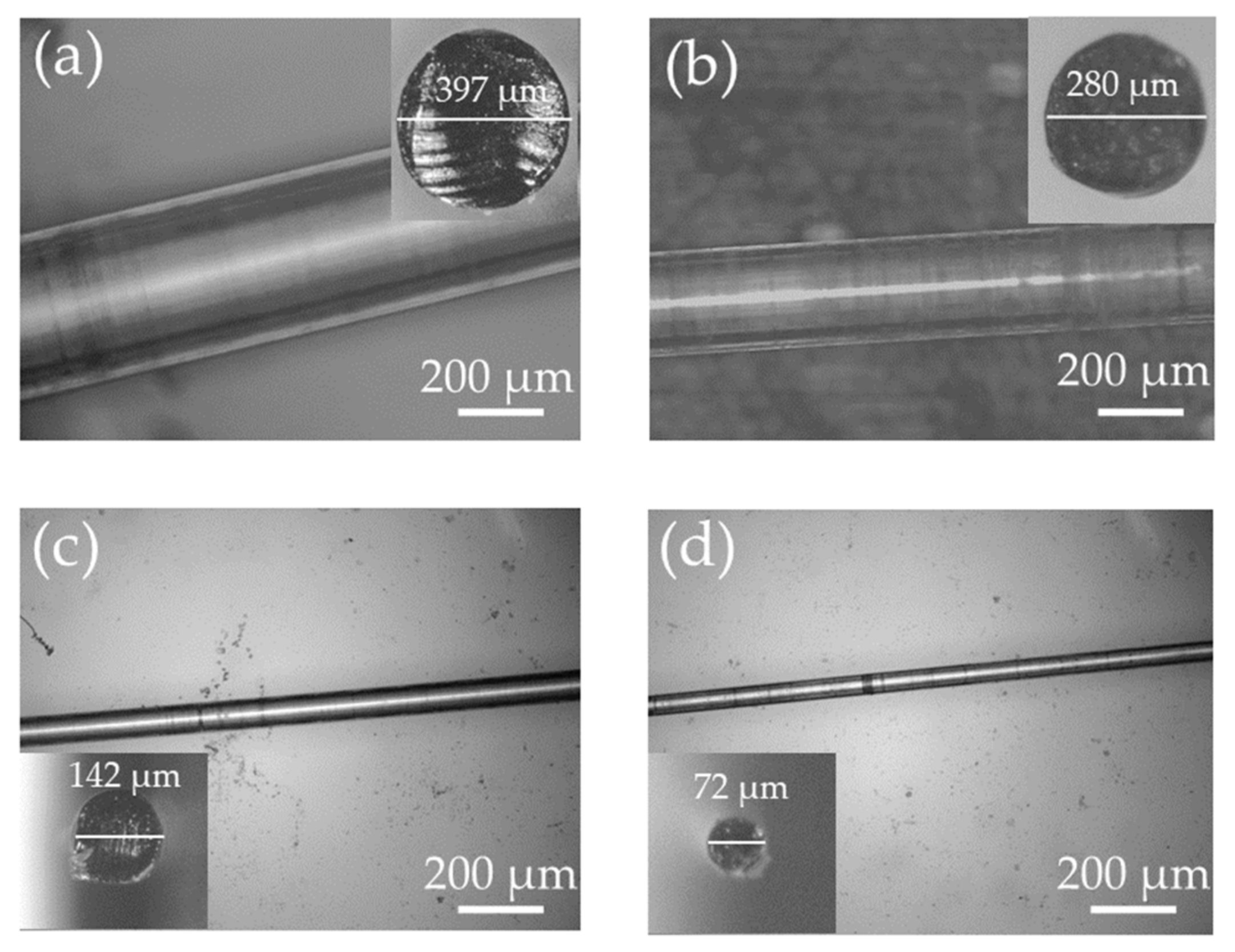
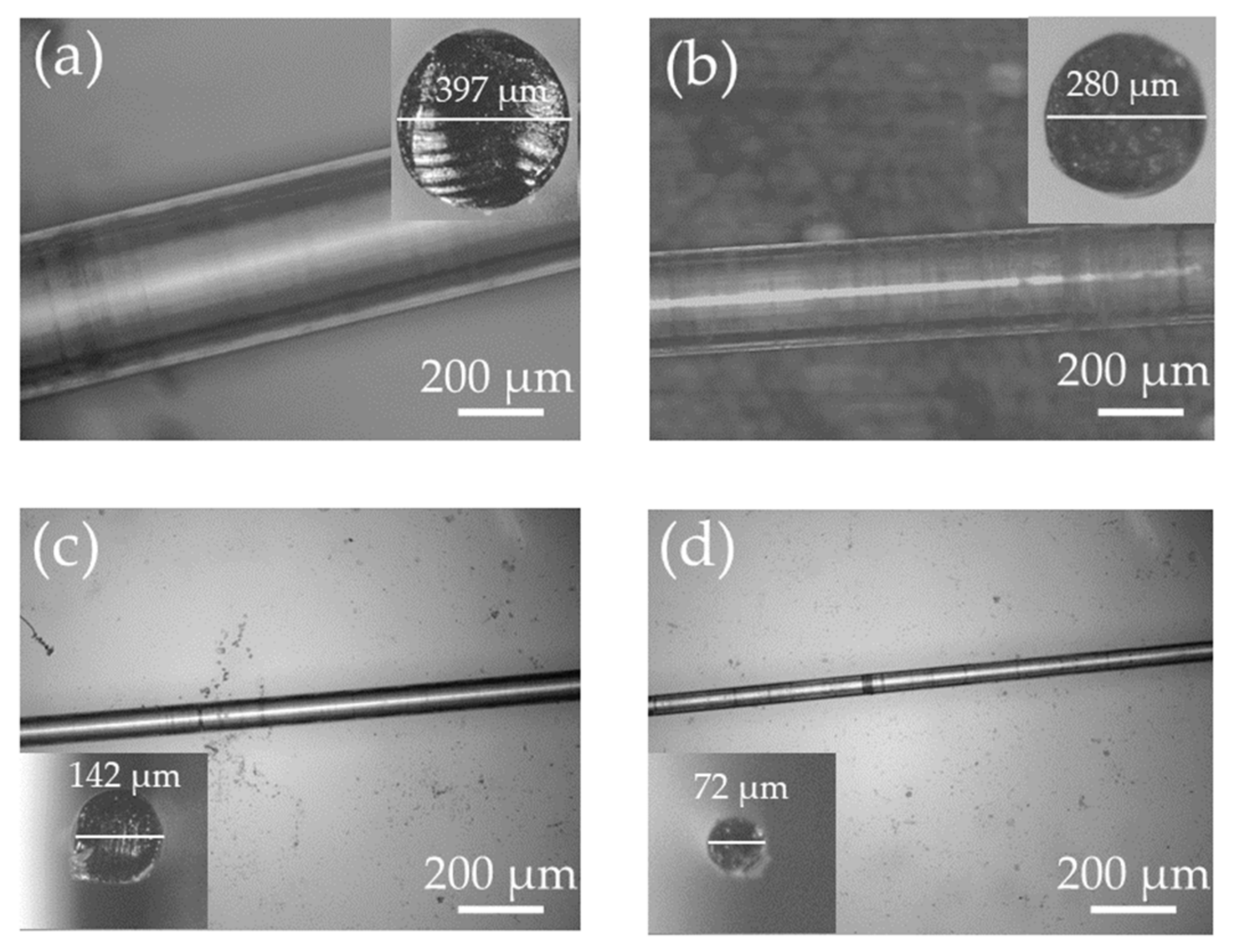
3. Materials and Characterization
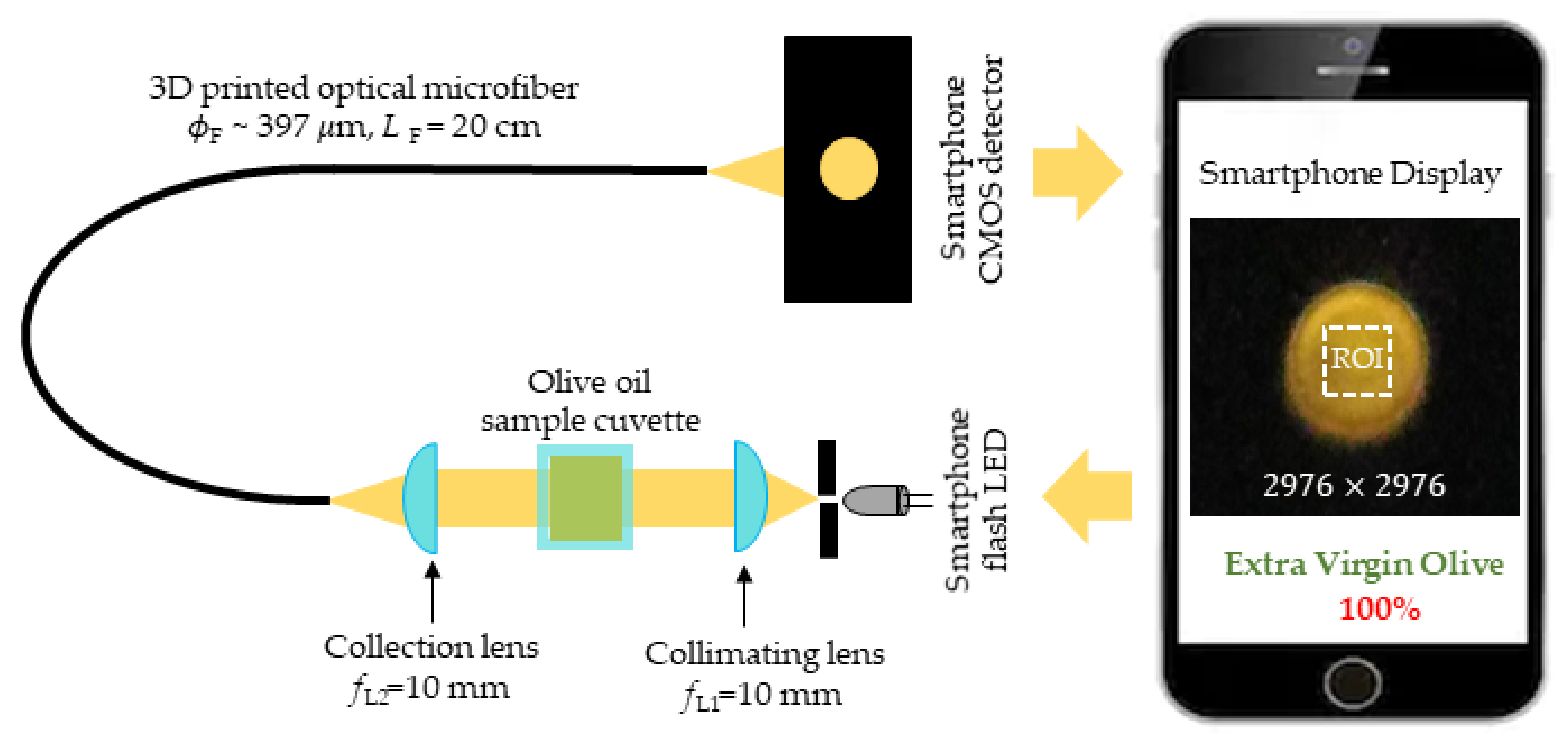
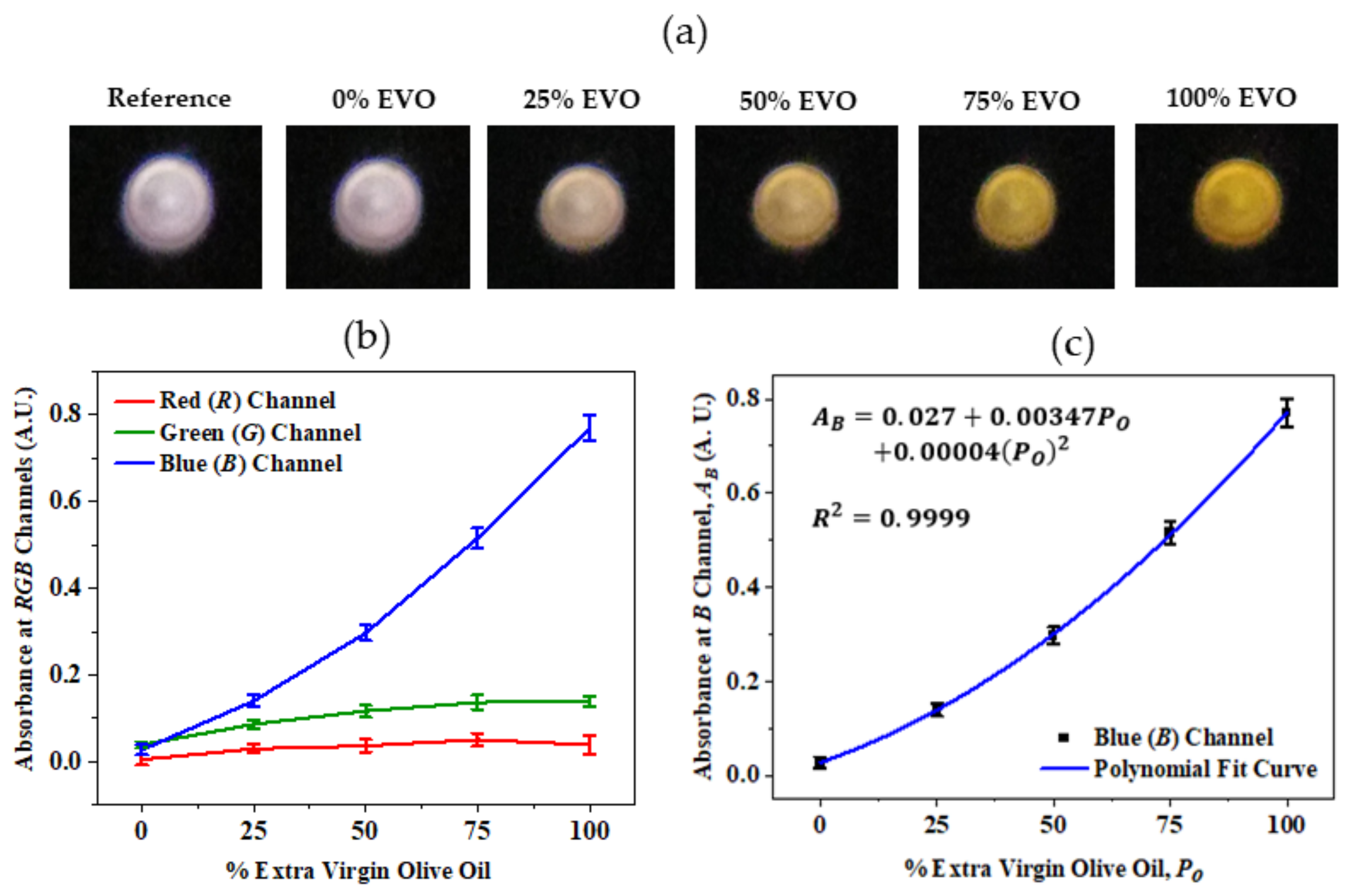
4. Absorption Based Sensing of Olive Oil Using 3D-Printed Fiber
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Van der Elst, L.; De Lima, C.F.; Kurtoglu, M.G.; Koraganji, V.N.; Zheng, M.; Gumennik, A. 3D Printing in Fiber-Device Technology. Adv. Fiber Mater. 2021, 3, 59–75. [Google Scholar] [CrossRef]
- Luo, Y.; Canning, J.; Zhang, J.; Peng, G.-D. Toward optical fibre fabrication using 3D printing technology. Opt. Fiber Technol. 2020, 58, 102299. [Google Scholar] [CrossRef]
- Castro-Camus, E.; Koch, M.; Hernandez-Serrano, A.I. Additive manufacture of photonic components for the terahertz band. J. Appl. Phys. 2020, 127, 210901. [Google Scholar] [CrossRef]
- Zolfaghari, A.; Chen, T.; Yi, A.Y. Additive manufacturing of precision optics at micro and nanoscale. Int. J. Extrem. Manuf. 2019, 1, 012005. [Google Scholar] [CrossRef]
- Blachowicz, T.; Ehrmann, G.; Ehrmann, A. Optical elements from 3D printed polymers. E-Polymers 2021, 21, 549–565. [Google Scholar] [CrossRef]
- Canning, J.; Cook, K. 3D printing, photonics and the IoT. In Proceedings of the CLEO Pacific Rim Conference 2018, Hong Kong, China, 29 July–3 August 2018; p. F1B.1. [Google Scholar]
- Canning, J.; Luo, Y.; Peng, G.D.; Zhang, J. Challenges in the additive manufacture of single and multi-core optical fibres. J. Phys. Conf. Ser. 2022. Accepted. [Google Scholar]
- Ebendorff-Heidepriem, H.; Monro, T.M. Extrusion of complex preforms for microstructured optical fibers. Opt. Express 2007, 15, 15086–15092. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yan, W.; Dong, C.; Xiang, Y.; Jiang, S.; Leber, A.; Loke, G.; Xu, W.; Hou, C.; Zhou, S.; Chen, M.; et al. Thermally drawn advanced functional fibers: New frontier of flexible electronics. Mater. Today 2020, 35, 168–194. [Google Scholar] [CrossRef]
- Hewak, D. Fiber and Guided Wave Optics | Fabrication of Optical Fiber. In Encyclopedia of Modern Optics; Guenther, R.D., Ed.; Elsevier: Oxford, UK, 2005; pp. 440–446. [Google Scholar]
- Ambrosi, A.; Pumera, M. 3D-printing technologies for electrochemical applications. Chem. Soc. Rev. 2016, 45, 2740–2755. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cook, K.; Canning, J.; Leon-Saval, S.; Reid, Z.; Hossain, M.A.; Comatti, J.-E.; Luo, Y.; Peng, G.-D. Air-structured optical fiber drawn from a 3D-printed preform. Opt. Lett. 2015, 40, 3966–3969. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cook, K.; Balle, G.; Canning, J.; Chartier, L.; Athanaze, T.; Hossain, M.A.; Han, C.; Comatti, J.-E.; Luo, Y.; Peng, G.-D. Step-index optical fiber drawn from 3D printed preforms. Opt. Lett. 2016, 41, 4554–4557. [Google Scholar] [CrossRef]
- Chu, Y.; Fu, X.; Luo, Y.; Canning, J.; Tian, Y.; Cook, K.; Zhang, J.; Peng, G.-D. Silica optical fiber drawn from 3D printed preforms. Opt. Lett. 2019, 44, 5358–5361. [Google Scholar] [CrossRef]
- Zhao, Q.; Tian, F.; Yang, X.; Li, S.; Zhang, J.; Zhu, X.; Yang, J.; Liu, Z.; Zhang, Y.; Yuan, T.; et al. Optical fibers with special shaped cores drawn from 3D printed preforms. Optik 2017, 133, 60–65. [Google Scholar] [CrossRef]
- Canning, J.; Hossain, M.A.; Han, C.; Chartier, L.; Cook, K.; Athanaze, T. Drawing optical fibers from three-dimensional printers. Opt. Lett. 2016, 41, 5551–5554. [Google Scholar] [CrossRef] [PubMed]
- Talataisong, W.; Ismaeel, R.; Sandoghchi, S.R.; Rutirawut, T.; Topley, G.; Beresna, M.; Brambilla, G. Novel method for manufacturing optical fiber: Extrusion and drawing of microstructured polymer optical fibers from a 3D printer. Opt. Express 2018, 26, 32007–32013. [Google Scholar] [CrossRef] [PubMed]
- Baudet, E.; Ledemi, Y.; Larochelle, P.; Morency, S.; Messaddeq, Y. 3D-printing of arsenic sulfide chalcogenide glasses. Opt. Mater. Express 2019, 9, 2307–2317. [Google Scholar] [CrossRef]
- Wang, Y.; Gawedzinski, J.; Pawlowski, M.E.; Tkaczyk, T.S. 3D printed fiber optic faceplates by custom controlled fused deposition modeling. Opt. Express 2018, 26, 15362–15376. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Dylla-Spears, R.; Yee, T.D.; Sasan, K.; Nguyen, D.T.; Dudukovic, N.A.; Ortega, J.M.; Johnson, M.A.; Herrera, O.D.; Ryerson, F.J.; Wong, L.L. 3D printed gradient index glass optics. Sci. Adv. 2020, 6, eabc7429. [Google Scholar] [CrossRef] [PubMed]
- Juodkazis, S. 3D printed micro-optics. Nat. Photonics 2016, 10, 499–501. [Google Scholar] [CrossRef]
- Iezzi, V.L.; Boisvert, J.-S.; Loranger, S.; Kashyap, R. 3D printed long period gratings for optical fibers. Opt. Lett. 2016, 41, 1865–1868. [Google Scholar] [CrossRef]
- Sirjani, E.; Migas, M.; Cragg, P.J.; Dymond, M.K. 3D printed UV/VIS detection systems constructed from transparent filaments and immobilised enzymes. Addit. Manuf. 2020, 33, 101094. [Google Scholar] [CrossRef]
- Canning, J.; Ziyani, A. Chirping fiber Bragg gratings within additively manufactured polymer packages. Opt. Lett. 2020, 45, 2235–2238. [Google Scholar] [CrossRef]
- Lee, J.; Kim, Y.; Lee, J.H. A 3-D-printed, temperature sensor based on mechanically-induced long period fibre gratings. J. Mod. Opt. 2020, 67, 469–474. [Google Scholar] [CrossRef]
- Wang, K.; Lu, C.; Ye, R.; He, W.; Wei, X.; Li, Y.; Pan, X.; Zhao, C.; Yu, X. Research and development of 3D printing orthotic insoles and preliminary treatment of leg length discrepancy patients. Technol. Health Care 2020, 28, 615–624. [Google Scholar] [CrossRef]
- Hao, Z.; Cook, K.; Canning, J.; Chen, H.T.; Martelli, C. 3-D printed smart orthotic insoles: Monitoring a person’s gait step by step. IEEE Sens. Lett. 2020, 4, 1–4. [Google Scholar] [CrossRef]
- De Souza, K.R.; Osório, J.H.; Carvalho, J.B.; Lima, B.M.; Cordeiro, C.M.B. 3D Printing Technology for Tapered Optical Fiber Protection With Gas Sensing Possibilities. Photonic Sens. 2020, 10, 298–305. [Google Scholar] [CrossRef]
- Canning, J.; Wang, Y.; Lancry, M.; Luo, Y.; Peng, G.-D. Helical distributed feedback fiber Bragg gratings and rocking filters in a 3D printed preform-drawn fiber. Opt. Lett. 2020, 45, 5444–5447. [Google Scholar] [CrossRef]
- Park, S.; Norton, B.; Boreman, G.D.; Hofmann, T. Mechanical Tuning of the Terahertz Photonic Bandgap of 3D-Printed One-Dimensional Photonic Crystals. J. Infrared Millim. Terahertz Waves 2021, 42, 220–228. [Google Scholar] [CrossRef]
- Rohrbach, D.; Kang, B.J.; Feurer, T. 3D-printed THz wave- and phaseplates. Opt. Express 2021, 29, 27160–27170. [Google Scholar] [CrossRef]
- Koraganji, V.N.; De Lima, C.F.; Zheng, M.; Kurtoglu, M.G.; Gumennik, A. Effects of 3D Printed Preform Annealing on Structural and Optical Properties of Fibers. In Proceedings of the 14th Pacific Rim Conference on Lasers and Electro-Optics (CLEO PR 2020), Sydney, Australia, 3–5 August 2020; p. C6H_6. [Google Scholar]
- Jayanth, N.; Senthil, P.; Prakash, C. Effect of chemical treatment on tensile strength and surface roughness of 3D-printed ABS using the FDM process. Virtual Phys. Prototyp. 2018, 13, 155–163. [Google Scholar] [CrossRef]
- Lavecchia, F.; Guerra, M.G.; Galantucci, L.M. Chemical vapor treatment to improve surface finish of 3D printed polylactic acid (PLA) parts realized by fused filament fabrication. Prog. Addit. Manuf. 2021. [Google Scholar] [CrossRef]
- De Lima, C.F.; Van der Elst, L.A.; Koraganji, V.N.; Zheng, M.; Kurtoglu, M.G.; Gumennik, A. Towards Digital Manufacturing of Smart Multimaterial Fibers. Nanoscale Res. Lett. 2019, 14, 209. [Google Scholar] [CrossRef] [PubMed]
- Yang, H.; Leow, W.R.; Chen, X. 3D Printing of Flexible Electronic Devices. Small Methods 2018, 2, 1700259. [Google Scholar] [CrossRef] [Green Version]
- Liu, C.; Huang, N.; Xu, F.; Tong, J.; Chen, Z.; Gui, X.; Fu, Y.; Lao, C. 3D Printing Technologies for Flexible Tactile Sensors toward Wearable Electronics and Electronic Skin. Polymers 2018, 10, 629. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kalkal, A.; Kumar, S.; Kumar, P.; Pradhan, R.; Willander, M.; Packirisamy, G.; Kumar, S.; Malhotra, B.D. Recent advances in 3D printing technologies for wearable (bio)sensors. Addit. Manuf. 2021, 46, 102088. [Google Scholar] [CrossRef]
- Biswas, P.C.; Rani, S.; Hossain, M.A.; Islam, M.R.; Canning, J. Recent Developments in Smartphone Spectrometer Sample Analysis. IEEE J. Sel. Top. Quantum Electron. 2021, 27, 1–12. [Google Scholar] [CrossRef]
- Biswas, P.C.; Rani, S.; Hossain, M.A.; Islam, M.R.; Canning, J. Simultaneous multi-analyte sensing using a 2D quad-beam diffraction smartphone imaging spectrometer. Sens. Actuators B Chem. 2022, 352, 130994. [Google Scholar] [CrossRef]
- Hossain, A.; Canning, J.; Ast, S.; Rutledge, P.J.; Yen, T.L.; Jamalipour, A. Lab-in-a-Phone: Smartphone-Based Portable Fluorometer for pH Measurements of Environmental Water. IEEE Sens. J. 2015, 15, 5095–5102. [Google Scholar] [CrossRef] [Green Version]
- Biswas, P.C.; Rani, S.; Hossain, M.A.; Islam, M.R.; Canning, J. Multichannel Smartphone Spectrometer Using Combined Diffraction Orders. IEEE Sens. Lett. 2020, 4, 1–4. [Google Scholar] [CrossRef]
- Roda, A.; Michelini, E.; Zangheri, M.; Di Fusco, M.; Calabria, D.; Simoni, P. Smartphone-based biosensors: A critical review and perspectives. TrAC Trends Anal. Chem. 2016, 79, 317–325. [Google Scholar] [CrossRef]
- Rani, S.; Biswas, P.C.; Hossain, M.A.; Islam, M.R.; Canning, J. Polynomial regression of multiple sensing variables for high-performance smartphone colorimeter. OSA Contin. 2021, 4, 374–384. [Google Scholar] [CrossRef]
- Wang, L.-J.; Chang, Y.-C.; Sun, R.; Li, L. A multichannel smartphone optical biosensor for high-throughput point-of-care diagnostics. Biosens. Bioelectron. 2017, 87, 686–692. [Google Scholar] [CrossRef] [PubMed]
- Hossain, M.A.; Canning, J.; Cook, K.; Jamalipour, A. Optical fiber smartphone spectrometer. Opt. Lett. 2016, 41, 2237–2240. [Google Scholar] [CrossRef]
- Hossain, M.A.; Canning, J.; Yu, Z. Fluorescence-Based Determination of Olive Oil Quality Using an Endoscopic Smart Mobile Spectrofluorimeter. IEEE Sens. J. 2020, 20, 4156–4163. [Google Scholar] [CrossRef]
- Hossain, M.A.; Canning, J.; Cook, K.; Jamalipour, A. Smartphone laser beam spatial profiler. Opt. Lett. 2015, 40, 5156–5159. [Google Scholar] [CrossRef] [PubMed]
- Yousefi, H.; Su, H.-M.; Imani, S.M.; Alkhaldi, K.; Filipe, C.D.M.; Didar, T.F. Intelligent Food Packaging: A Review of Smart Sensing Technologies for Monitoring Food Quality. ACS Sens. 2019, 4, 808–821. [Google Scholar] [CrossRef]
- Ji, Y.; Kwak, Y.; Park, S.M.; Kim, Y.L. Compressive recovery of smartphone RGB spectral sensitivity functions. Opt. Express 2021, 29, 11947–11961. [Google Scholar] [CrossRef] [PubMed]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hossain, M.A.; Biswas, P.C.; Rani, S.; Binte Eskender, S.; Islam, M.F.-u.; Chakma, A.; Canning, J. Low-Cost 3D Printer Drawn Optical Microfibers for Smartphone Colorimetric Detection. Biosensors 2022, 12, 54. https://doi.org/10.3390/bios12020054
Hossain MA, Biswas PC, Rani S, Binte Eskender S, Islam MF-u, Chakma A, Canning J. Low-Cost 3D Printer Drawn Optical Microfibers for Smartphone Colorimetric Detection. Biosensors. 2022; 12(2):54. https://doi.org/10.3390/bios12020054
Chicago/Turabian StyleHossain, Md Arafat, Protik Chandra Biswas, Saptami Rani, Shinthia Binte Eskender, Md Foyez-ul Islam, Arbil Chakma, and John Canning. 2022. "Low-Cost 3D Printer Drawn Optical Microfibers for Smartphone Colorimetric Detection" Biosensors 12, no. 2: 54. https://doi.org/10.3390/bios12020054