Sintering of Ti(C,N)-WC/Mo2C-(Ta,Nb)C-Co/Ni Cermets Investigated by CO and N2 Outgassing


Institute for Chemical Technologies and Analytics, Vienna University of Technology, A-1060 Vienna, Austria
*
Author to whom correspondence should be addressed.
Metals 2019, 9(4), 427; https://doi.org/10.3390/met9040427
Submission received: 18 March 2019
/
Revised: 8 April 2019
/
Accepted: 8 April 2019
/
Published: 10 April 2019
(This article belongs to the Special Issue Design of Cemented Carbides and Cermet)
Abstract
:Cermets of the type Ti(C,N)-WC/Mo2C-(Ta,Nb)C-Co/Ni with changing [Mo]/([Mo] + [W]) ratio were subjected to an investigation of outgassing of CO and N2 upon sintering. Quantification of CO and N2 was performed by gas calibration, measurement of masses 12 (12C), 14 (14N) and 28 (28CO and 28N2), as well as C, N, O analysis of the samples before and after sintering. The formation of CO occurs at lower temperatures than that of N2, both gases being completely evolved already at solid-state sintering conditions. If pre-alloyed powders are employed in the starting formulation, the amount of evolved gases is substantially reduced, because part of the formation of mixed hard phases is anticipated. Changing binder composition from Co:Ni = 1:1 to 2:1 and 3:1 does not change the outgassing characteristics, while different batches of nominally the same Ti(C,N) powder can have significant influence. Mass spectrometry is a most valuable in situ tool for getting insight into the metallurgical reactions occurring upon sintering. These reactions result in the typical microstructure and influence the properties of cermets.

1. Introduction
Mass spectrometry (MS) was already used in the 1970s in hardmetal production with respect to characterisation of the sintering atmosphere [1,2]. The latter influences the carbon balance substantially, which in turn has great influence on the quality of hardmetals. By use of flexible, handy and relatively inexpensive quadrupole mass spectrometers (QMS) [3], the method is readily applicable to laboratory and industrial sintering furnaces. Because the intensive interaction of gas phase with the powder compacts, this method was later adopted for in situ studies of the sintering phenomena occurring in hardmetals and cermets [4,5,6,7,8].
In our laboratory, already in 1990, we started to obtain deeper knowledge of the metallurgy of cermets by use of QMS [5,6] and noticed the considerable importance for optimising the sintering profile with respect to temperature and gas-phase pressure. As recently shown, MS investigations also supply important information to characterise Ti(C,N) powders originating from industrial processes [9].
Most of the equipment used for the investigation of such outgassing behaviour is thermo-analytical standard equipment with often a combination of DTA or dilatometry with MS. Such equipment covers substantial drawback, as the environment of the furnaces is not comparable to that of a sintering furnace (both, in production and research). Most furnaces of thermo-analysis are equipped with aluminium oxide ceramics, whereas sintering is performed by use of graphite heaters and trays. Hence, the furnace atmosphere differs substantially between MS investigation and sintering as in ceramic tubes oxygen diffusion takes place. Another drawback, especially for DTA-MS coupled thermo-analytical systems, is the small sample size and thus the great influence of the atmosphere on the sample.
To overcome these drawbacks and to perform investigations which are closer to the condition of cermet sintering, we modified a laboratory furnace. While an earlier version of such a furnace still contained silica tube [5,8], a construction which is not used in cermet sintering, the actual furnace with which the recent [9] and present investigations were made is a laboratory sintering furnace.
2. Materials and Methods
2.1. Starting Powders and Formulations
Powders from Treibacher Industrie AG, Austria, were used for establishing various formulations. Firstly, four Ti(C,N)-Co/Ni-based model systems—Ti(C,N)-Co/Ni, Ti(C,N)-WC-Co/Ni, Ti(C,N)-Mo2C-Co/Ni, and Ti(C,N)-(Ta,Nb)C-Co/Ni, all with Co:Ni = 1:1—were prepared to investigate the influence of the various constituents added to Ti(C,N)-Co/Ni. Secondly, Ti(C,N)-WC/Mo2C-(Ta,Nb)C-Co/Ni cermet formulations of various alternatives were prepared, Table 1, Table 2, Table 3. They had constant Ti, Ta, Nb concentrations (in mol.%) and a constant binder-phase content of 10.8 vol.%, but a changing molar [Mo]/([Mo] + [W]) ratio, in turn with a constant total of [W] + [Mo]. The carbon deficiency of Mo2C-containing formulations was compensated by the addition of carbon black. Details on the solid-state and microstructural properties of the whole series were presented in [10]. The production batches of all these powders were identical throughout the study, but one nominally same powder had two batches, Ti(C0.6N0.4)-A and Ti(C0.6N0.4)-B.
A further boundary condition was the adjustment of an identical overall C/N ratio (in mol) of comparable mixtures: the C/N ratio of Ti(C,N)-WC-(Ta,Nb)C with Ti(C0.7N0.3) was the same as the comparison grade Ti(C,N)-(Ti,W)C-(Ta,Nb)C “C/N like Ti(C0.7N0.3)”, Table 1, containing a pre-alloyed hard-phase powder (Ti,W)C.
2.2. QMS Analysis
In the furnace used for MS analysis, an inductively-heated crucible of molybdenum (70 mm diameter, 50 mm height) is centred in a recipient which is connected via an orifice to the recipient equipped with a PrismaPlus 200 quadrupole mass-spectrometer, QMS (Pfeiffer, Germany). The orifice separates the pressure in the sintering chamber (max. 50 mbar) from the pressure in the analysis chamber (10−6 mbar). A gas supply system (MKS, Germany) and a pressure regulation are attached to the furnace to provide constant pressure during analysis.
Calibration of the QMS for CO and N2 was performed with defined continuous flow rates of He, N2 and CO, at a constant total pressure in the sintering furnace of 7.9–8.0 mbar. The latter was also established during analysis. The continuous flow rates of CO and N2 were adjusted near the respective gas phase concentrations obtained during analysis of the cermets. The masses 12, 14 and 28 were measured to separate CO and N2, both having a mass of 28. Because of this, quantification the concentration of these phases in vol.% in the gas phase was possible.
The powder mixtures were processed in the same way such as for conventional sintering: drum milled in hardmetal-lined drums with hardmetal balls (WC–6 wt.% Co) for 24 h in cyclohexane, dried and pressed to cylinders without pressing aid. The pressed sample (12.5 mm diameter, 8 mm height) was placed on an Al2O3 plate to avoid reaction with molybdenum. Heating was done linearly with a rate of 10 °C/min from 450–1500 °C.
The properties and microstructure of the samples was investigated by standard techniques described elsewhere [10]. Analysis for C, N and O was performed by carrier-gas hot extraction.
3. Results
3.1. Model Alloys Ti(C,N)-Co/Ni with Additions
Figure 1a–e shows CO and N2 outgassing results of model mixtures of Ti(C0.5N0.5) with Co:Ni = 1:1 binder and with additions of WC, Mo2C and (Ta,Nb)C. All outgassing curves show a small CO and N2 peak (arrow A) at around 600 °C, which is representative of the release of these phases from the binder phase. In addition, after this peak and at around 700 °C, both the CO and N2 concentrations start to increase (arrow B).
For the mixture Ti(C0.5N0.5)-Co/Ni, Figure 1a, this increase of CO cumulates to a distinct maximum at ca. 1030 °C (arrow C). Conversely, the N2 concentration increases only slightly until 1250 °C. At 1250 °C, both the CO and N2 signals show a sudden drop (arrow D). This drop is due to pore closure, which stops outgassing. Obviously, up to 1300 °C, Ti(C,N) releases only a very small amount of N2 but a substantial amount of CO upon reaction with the binder phase. The oxygen content is almost entirely reduced at around 1300 °C, which is in correspondence with O analysis, which gives less than 0.1 wt.% O after analysis as compared to 0.5–0.6 wt.% O in the starting powder. Nitrogen is of course still present in the material, the evolution of which increases after the drop upon increasing temperature because of successive decomposition of the carbonitride.
If WC is admixed, Figure 1b, a distinct CO peak with a maximum at 840 °C appears (arrow A), which is due to the oxygen release of this compound. The CO outgassing characteristics of Ti(C0.5N0.5) also changes, as the CO signal has a shoulder at higher T. Substantial N2 outgassing starts just above 1100 °C, reaching a maximum at 1270–1280 °C. Both the CO and N2 signals reduce to background concentrations only at around 1420 °C (arrow B). The release of N2 is due to the formation of a quaternary (Ti,W)(C,N) phase (see discussion).
Similar to the mixture containing WC, the mixture with Mo2C shows a CO maximum just above 800 °C (arrow A), representative of oxygen release of Mo2C (Figure 1c). Also, the CO outgassing characteristics of Ti(C,N) is influenced, and again a shoulder at the high T side is observed with a slowly decreasing CO evolution ending above 1400 °C. The N2 outgassing of Ti(C,N) increases at 1180 °C, influenced by the presence of Mo2C—again a consequence of quaternary phase formation (Ti,Mo)(C,N).
For the mixture Ti(C0.5N0.5)-(Ta,Nb)C-Co/Ni (Figure 1d), there is no CO and N2 evolution at around 800 °C. This is due to the much higher stability of oxygen in (Ta,Nb)C. Principal outgassing at higher temperatures is similar to the mixtures with Mo2C and WC, whereas the quantity of released N2 is between the latter. At 1240 °C, two distinct local maxima for CO and N2 can be observed. By comparison of Figure 1a with Figure 1b–d, it is evident—from slow reduction of gas evolution—that admixing of WC, Mo2C or (Ta,Nb)C results in a much slower pore closure than Ti(C,N)-Co/Ni.
Figure 1e shows a magnification of the CO and N2 outgassing of the binder phase. They do not strictly start at the same temperature (arrows); N2 evolution starts about 15 °C lower (see discussion).
3.2. Outgassing of Cermets
3.2.1. Ti(C,N)-WC-(Ta,Nb)C-Co/Ni and Ti(C,N)-(Ti,W)C-(Ta,Nb)C-Co/Ni, (Co:Ni = 1:1)
Figure 2a,b shows the outgassing of Ti(C,N)-WC-(Ta,Nb)C-Co/Ni cermets with different ratios of the Ti(C,N) powder (i.e., Ti(C0.5N0.5), Ti(C0.6N0.4) and Ti(C0.7N0.3)), as well as one grade for which the entire W content was admixed in form of a pre-alloyed powder (Ti,W)C.
The CO outgassing (Figure 2a) of the various grades is quite similar which a small local maximum at 650 °C of the binder oxygen release, at 900 °C with the oxygen release of WC or (Ti,W)C, and a large peak starting just below 950 °C and ending at 1300–1350 °C. The latter is representative of the oxygen release of Ti(C,N). Interestingly, the CO formation is larger and the evolution maximum is shifted to lower temperatures the smaller the overall C/N ratio (the higher the nitrogen content) of the starting formulation.
The N2 outgassing (Figure 2b) of these grades shows that the largest amount of nitrogen is released from the mixture containing Ti(C0.6N0.4) and not from that which contains the carbonitride with the highest nitrogen content Ti(C0.5N0.5). The pre-alloyed formulation loses a very low amount of nitrogen.
3.2.2. Ti(C,N)-WC/Mo2C-(Ta,Nb)C-Co/Ni and Ti(C,N)-(Ti,W)C/(Ti,Mo)(C,N)-(Ta,Nb)C-Co/Ni, Co:Ni = 1:1
If a part of the WC is replaced by Mo2C ([Mo]/([Mo] + [W]) = 0.60) the local CO evolution maxima of binder and CO oxygen of WC/Mo2C remain essentially unchanged at 620 °C and 880 °C (Figure 3a).
For the non-pre-alloyed grade with Ti(C0.5N0.5), Ti(C0.6N0.4) and Ti(C0.7N0.3), there is a small peak at 780 °C (arrow A) which is due to Mo2C in the starting formulation (it increases if Mo2C is increased). It is absent for the grade containing Mo in pre-alloyed powder (Ti,Mo)(C,N) (yellow line). With an Mo2C addition, the main CO peak narrows when compared with the formulation without Mo2C (compare with Figure 2a). Again, the CO evolution returns to the background level at 1400 °C, whereas that of the pre-alloyed grade (yellow line) has a shoulder on the high T side but is then released already at 1350 °C.
The nitrogen evolution of this Ti(C,N)-WC/Mo2C-(Ta,Nb)C-Co/Ni grade, shown in Figure 3b, starts at the same temperature (arrow A, T ≈ 1060 °C) as that of Ti(C,N)-WC-(Ta,Nb)C-Co/Ni (compare Figure 2b), but increases steeper so that the N2 evolution peaks are narrower. Interestingly, the mixture with Ti(C0.6N0.4)-A shows again the largest N2 outgassing.
3.2.3. Ti(C,N)-Mo2C-(Ta,Nb)C-Co/Ni and Ti(C,N)-(Ti,Mo)(C,N)-(Ta,Nb)C-Co/Ni, Co:Ni = 1:1
The CO and N2 evolution of grades without WC are shown in Figure 4a,b. Again, grades with Mo2C powder and Ti(C0.5N0.5), Ti(C0.6N0.4)-A and Ti(C0.7N0.3), respectively, show a bump at around 780 °C (arrow A), as well as the pre-alloyed grade with Mo in form of (Ti,Mo)(C,N). The main CO peak is further narrowed as compared with WC and WC/Mo2C-containing grades, and again the pre-alloyed version has the smallest CO evolution with a high T shoulder. However, the CO evolution reduces steeply and ends at lower temperature (1260 °C), whereas the other grades show an evolution stop at 1330–1400 °C.
The N2 evolution shown in Figure 4b is successively narrowed by increasing Mo2C amount (compare with Figure 2b and Figure 3b) while the onset remains at the same temperature (arrow A) with the same sequence in peak maxima Ti(C0.6N0.4) > Ti(C0.5N0.5) > Ti(C0.7N0.3), as for the other two cermet grades. The mixture with pre-alloyed (Ti,Mo)(C,N) (“50/50 PA”) has a much lower N2 evolution than that with Ti(C0.5N0.5) (“50/50”).
3.2.4. Variation of Binder-Phase Composition
The cermet grades specified in Table 1 were prepared with once again two different Co:Ni ratios, that is, Co:Ni = 2:1 and 3:1, keeping all other concentrations constant (see Table 2). The intermediate grade, which contained both W and Mo, had a molar ratio of [Mo]/([Mo] + [W]) = 0.5 for Co:Ni = 2:1 and 3:1 and [Mo]/([Mo] + [W]) = 0.6 for Co:Ni = 1:1. This difference is due to a reduction of sample number (to prepare only one intermediate grade with Mo and W, instead of 4), and has no visible impact on the outgassing behaviour and on the microstructure [10].
Grades with WC and/or Mo2C in the Starting Formulation
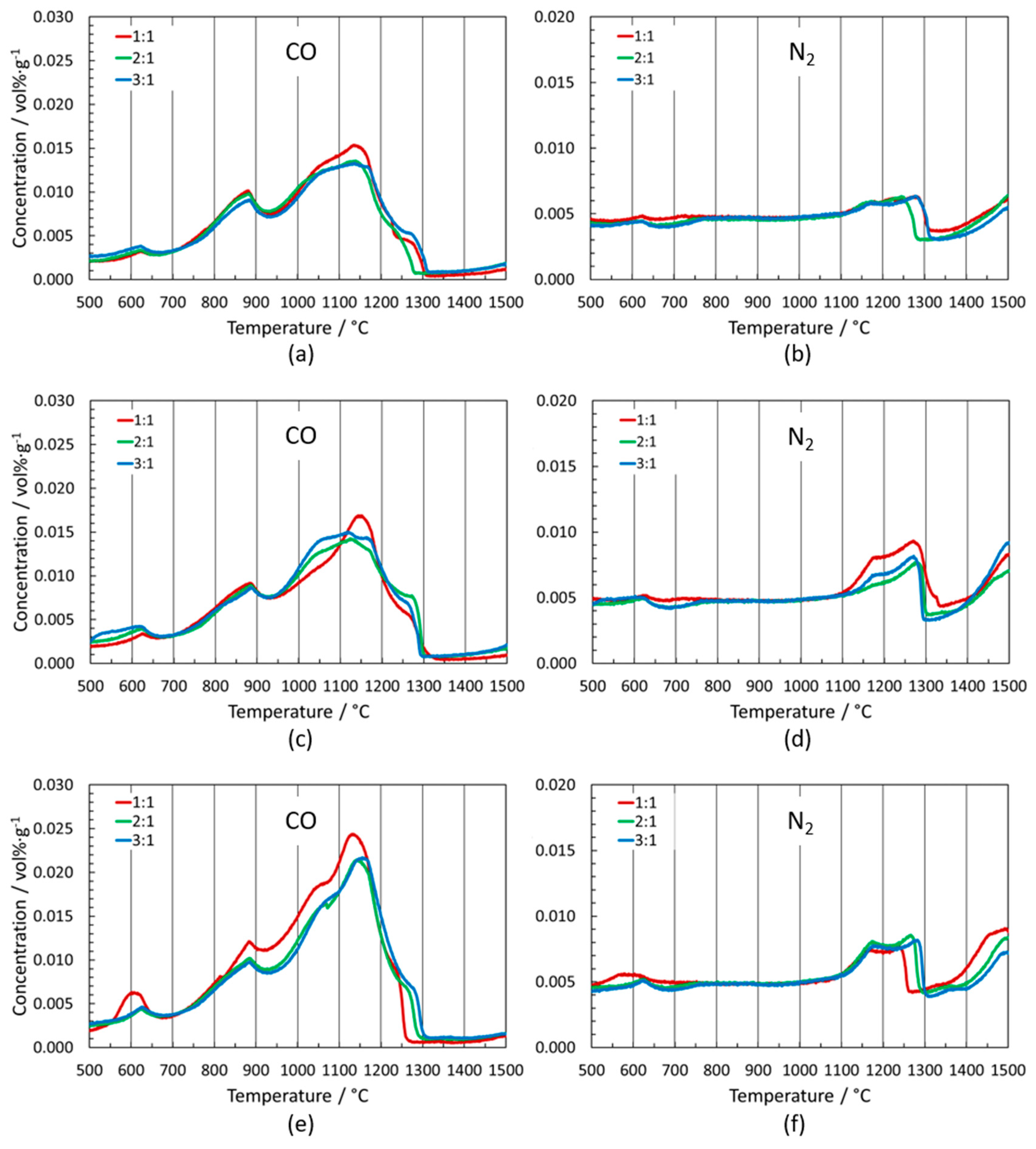
For the Co:Ni = 2:1 and 3:1 grades an alternative Ti(C0.6N0.4) powder, “Ti(C0.6N0.4)-B” was employed. This powder had a larger oxygen content than that used for the Co:Ni = 1:1 grade. Figure 5a,c,e contains the outgassing results of these grades for CO and Figure 5b,d,f for N2.
As can see seen in Figure 5 there is practically no difference, for both the CO (a), (c), (e) and N2 (b), (d), (f) evolution, between the Co:Ni = 2:1 and 3:1 grades, for which the same Ti(C0.6N0.4) starting powder “Ti(C0.6N0.4)-B” was used. A steep drop of CO outgassing occurs at around 1250 °C. However, for the formulations with Co:Ni = 1:1, the formation of CO is substantially lower. This formulation contains a different Ti(C0.6N0.4) powder—“Ti(C0.6N0.4)-A”—with lower oxygen and higher nitrogen content (20 rel% less O and 2 rel% more N than Ti(C0.6N0.4)-B) but essentially the same FSSS (Fisher sub-sieve sizer) grain size of 1.55—1.65 µm. Hence, the differences between the grade with Co:Ni = 1:1 and that of 2:1 and 3:1 is not due to the different Co:Ni ratio. The different behaviour of formulations with different Ti(C0.6N0.4) powders is also reflected in the nitrogen evolution, Figure 5b,d,f, and opposite to that of CO evolution. In this case, a much higher N2 outgassing peak of the grade with Ti(C0.6N0.4)-A powder than that with the Ti(C0.6N0.4)-B powder is observed.
As with CO, again a steep drop in N2 outgassing occurs at around 1250 °C in the grades with Ti(C0.6N0.4)-B). The significantly different outgassing behaviour of nominally similar powders is interesting. If microstructures of these grades are inspected (Figure 6a–i) a different grain size of the carbonitride phase intermediate in atomic weight (medium grey) can be observed. The use of Ti(C0.6N0.4)-A powder gives larger grains of this phase than the Ti(C0.6N0.4)-B powder.
Grades with (Ti,W)C and/or (Ti,Mo)(C,N) in the Starting Formulation
Figure 7a,c,e shows the CO evolution of grades with three different binder phase compositions (Co:Ni = 1:1, 2:1 and 3:1) and for which the entire W and Mo content was added in form of “pre-alloyed” (Ti,W)C and/or (Ti,Mo)(C,N), Table 3. The CO evolution characteristics is quite similar among these grades. The evolved amount is lower than that for WC- and Mo2C-containing formulations.
The N2 evolution curves show a very small outgassing of all pre-alloyed grades (Figure 7a–c). The evolution drops steeply at T = 1250–1300 °C for both gases and then increases again for nitrogen up to the maximum temperature of 1500 °C.
4. Discussion
The subsequent evolution of CO and N2 reflects the strength of which carbon, oxygen and nitrogen is bonded in the respective phases. Carbon and oxygen for formation of CO stems either from an individual phase containing both elements or from the interaction of oxygen bonded in the lattice with carbon from the surrounding phases including free carbon. In the investigated temperature range, the weakest bonded oxygen is that of the Co/Ni binder phase.
The evolution of N2 from the binder phase is interesting, as there is no significant amount of nitrogen in the binder phase which should give rise to a outgassing peak, such as seen in Figure 1a–e for the model alloys, which have a higher amount of binder than the cermets. The only explanation is that nitrogen of the surrounding air is trapped in the pressed body, adsorbed to the particles’ surfaces and released when CO is formed. Hence, both gases released by the binder phase appear at the same temperature. A closer look to this release shows (Figure 1e) that the onset of N2 formation is slightly earlier than the onset of CO and the increasing slope is not as steep as for CO. The peak maxima differ by about 15 °C. This is proof of different bonding (lattice oxygen vs. desorption of nitrogen).
The next CO evolution higher in temperature stems from Mo2C and WC, which evolve CO practically at the same temperature because of quite similar stability of their oxides. The smaller CO peak is due to a smaller concentration of WC (Figure 1b) than of Mo2C (Figure 1c). At temperatures around 1050 °C, the maximum of CO released can be found from the interaction of Ti(C,N) with the binder phase. The onset of this peak and the increasing slope is quite similar, whereas the high-temperature side and decreasing behaviour of this CO evolution changes. It is influenced by the successive formation of a hard-phase alloy such as (Ti,W)(C,N) and (Ti,Mo)(C,N): compare Figure 1a with Figure 1b,c. Another sign of the successive formation of mixed hard phases can be observed from a comparison of the outgassing characteristics of mixtures with Ti(C,N) + WC/Mo2C with alloys with pre-alloyed phases (Ti,W)(C,N) and (Ti,Mo)(C,N). Upon using the latter, a part of the reaction which forms quaternary phases during sintering is no more present and a much lower outgassing quantity is observed (Figure 2a,b, Figure 3a,b and Figure 4a,b). The most striking difference of formulations with Ti(C,N) + WC/Mo2C and pre-alloyed (Ti,W)C and (Ti,Mo)(C,N) powders can be seen from the nitrogen evolution behaviour, Figure 2b, Figure 3b and Figure 4b. The release of nitrogen of these powder mixtures is generally much lower and appears at higher temperatures than that of mixtures with Ti(C,N) and WC or Mo2C.
Comparing the Ti(C,N) powders with different C/N ratio there is no significant different in peak shape and onset. Form this it follows that the dissolution of Ti(C,N) appears at the same temperature and is not dependent on the C/N ratio of these ternary powders.
The amount of nitrogen released from the mixtures with Ti(C,N) is highest for Ti(C0.6N0.4), which is a mixture of Ti(C0.5N0.5) and Ti(C0.7N0.3), and lowest for Ti(C0.7N0.3). Thus, it does not follow the sequence of nitrogen content of Ti(C,N). This points towards a cross reaction between Ti(C0.5N0.5) and Ti(C0.7N0.3) as was observed already in a previous study [10].
When CO and N2 evolution peaks corresponding to Ti(C,N) are compared for the different WC/Mo2C rations (Figure 2a,b, Figure 3a,b and Figure 4a,b), a significant increase and narrowing of the CO evolution curves with increasing Mo content in the starting mixture can be observed. The amount of nitrogen evolution does not significantly change with Mo content, but the temperature interval narrows slightly down, too. The narrowing of all evolution peaks with increasing Mo content in the powder formulation is true for the two other binder compositions Co:Ni = 2:1 and 3:1, too (Figure 5a,c,e for CO and Figure 5b,c,e for N2). This leads to the conclusion that the reduction processes to form CO and nitrogen are faster the higher is the Mo content. It is probably connected to the diffusion rate of C, O, N in the formation of carbonitrides containing W and/or Mo, because it corresponds to the higher carbon diffusion rates in molybdenum carbides as compared to tungsten carbides.
An additional interesting behaviour for sintering is the complete reduction of outgassing of both CO and N2: it is defined by the closure of porosity; see [11] for a comparison of outgassing behaviour with shrinkage. For the mixtures of Ti(C,N) with WC and/or Mo2C, there is practically no influence of [Mo]/([Mo] + [W]) ratio on the complete reduction of CO and N2 (compare Figure 2a,b, Figure 3a,b and Figure 4a,b) and no influence of C/N ratio of Ti(C,N) on CO reduction. There is also no influence of [Mo]/([Mo] + [W]) ratio on the N2 reduction, but the latter is significantly different for different Ti(C,N) powders, Figure 2b, Figure 3b and Figure 4b: Ti(C0.7N0.3) shows a significant lower temperature of reaching the background level than Ti(C0.5N0.5) and Ti(C0.6N0.4). Concerning the reach of the background level, the gas evolution of mixtures with pre-alloyed (Ti,W)C and (Ti,Mo)(C,N)—yellow line—is similar to the mixtures with Ti(C,N) with respect to CO (Figure 2a, Figure 3a and Figure 4a), but is only similar to Ti(C0.7N0.3) with respect to N2 (Figure 3b, Figure 4b and Figure 5b). The CO outgassing behaviour is due to a similar oxygen activity of individual and pre-alloyed powders whereas the nitrogen outgassing behaviour is due to a similar nitrogen activity in pre-alloyed powders and Ti(C0.7N0.3), whereas that of Ti(C0.5N0.5) and Ti(C0.6N0.4) is higher.
When the background level is reached, CO is completely absent because oxygen is almost completely removed from the sintered body to around 0.1 wt.% O. Conversely, nitrogen starts again to evolve because of the successive dissolution of carbonitride up, increasing temperature destabilising nitrogen. This bears the problem of nitrogen porosity remaining in the sintered body and is a reason for the difficulty of vacuum-sintering of cermets. Therefore, most industry processes cover a HIP (hot-isostatic pressing) cycle upon reaching the highest sintering temperature. The nitrogen level in the sintering atmosphere reached at the highest temperature at 1500 °C follows the C/N ratio, i.e. the lower the ratio the higher is the N2 concentration in the atmosphere. The pre-alloyed powders fit into this sequence, too, although they lose much less nitrogen upon sintering than the respective Ti(C,N)-containing grade. This is due to the advanced alloy formation upon sintering irrespective of starting powders. Hence, although the microstructure of cermets with pre-alloyed powders (Ti,W)C and (Ti,Mo)(C,N) is different to that with Ti(C,N)-WC/Mo2C powders in that the first show much more frequent so-called inverse grains [12] the concentration in the outer rim of the particles in contact with the binder, giving rise to N2 evolution, is quite similar.
Most interestingly, the change in binder composition does not influence the outgassing characteristics of both, CO and N2, at all. This can be seen in Figure 5a–f for Co:Ni = 2:1 and 3:1 (the Co:Ni = 1:1 has a different Ti(C,N) powder) as well as for all binder compositions in Figure 7a–f irrespective of whether binary carbides WC and Mo2C or (Ti,W)C and (Ti,Mo)(C,N) are use in the starting formulation. This can be explained by the fact that the solubility of Ti(C,N) in the liquid phase and dissolution kinetics are practically the same for Co and Ni, and hence also for Co/Ni alloys. In addition, Co and Ni are very similar with respect to oxygen bonds, the influence of Co:Ni ratio on the evolution temperature of CO is small: compare in Figure 5 the curves for Co:Ni = 2:1 and 3:1, which have the same Ti(C,N) and also the outgassing characteristics for all Co:Ni binders and with same Ti(C,N) powder in Figure 7.
However, the outgassing characteristics change substantially if only the type of Ti(C0.6N0.4) powder changes. This is also seen in the microstructure; compare the microstructures in left column of Figure 6a,d,g with the middle and right columns. It gives proof of the interdependency of outgassing characteristics with microstructural features.
5. Conclusions
There is an increasing interest in Ti(C,N)-based cermets for various cutting applications, both metal and non-metal type of materials, as well as applications in electronic industry [12]. This is due to the practically inexhaustible variability of formulations together with the broad variety of available hard-phase powders in different alloy status and grain sizes. In addition, the raw material supply risk for cermets is low.
However, the formation of a pore-free microstructure with complicated hard-grain structures is a complex process, to be studied by various techniques also upon interruption of sintering cycles [13] to “freeze" the high-temperature state if an in situ method is unavailable, such as with light-optical or SEM metallography or electron-probe microanalysis [14]. Outgassing of CO and N2 is always accompanied with sintering and also a necessary precondition for forming the typical cermet grains. At low nitrogen activity nitrogen, outgassing is also necessary for inner rim formation and starts in the solid state continuing in the eutectic liquid. If the nitrogen activity in the gas phase is increased outgassing cannot occur and the typical core-rim-type structure does not form.
Mass spectrometry is also important for getting immediate response if the raw powders are changed [9] or the material composition is varied, for example if carbonitrides from different sources are employed, or if the pre-alloyed status of hard-phase powders or the binder phase composition is modified. For such a situation, MS supplies valuable information for the re-design and optimisation of the sintering profile and the sintered materials. Since our technique is quantitative with a precision of about ±10 rel%, the amount of outgassed CO and N2 in the various grades can be directly compared, also for a given temperature range. This was proven by comparison of total outgassed CO and N2 with difference in C and N concentration before and after analysis (carrier-gas hot extraction), see also [8].
In the present study we have investigated cermet grades, which were already systematically studied for with respect to microstructure, hardness fracture toughness as well as liquid-phase formation temperature (DTA) and mass change (TG) in previous investigations [10,13], for a further step in completion of the knowledge of these materials. The sample size of the present study was comparable to that of an indexable insert (≈0.5–1 cm3), much larger than that used in usual DTA-MS analytical equipment (≈ mm3).
Author Contributions
Conceptualization, W.L.; methodology, V.S. and W.L.; investigation, V.S. and F.S.; writing—original draft preparation, W.L.; writing—review and editing, W.L.; visualization, V.S. and F.S.; supervision, W.L.; project administration, W.L.
Funding
This research received no external funding.
Acknowledgment
The authors would like to thank Robert Jedamski, Treibacher Industrie AG, Austria, for continuous support and supply with various hard-phase powders employed in this study.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Pacher, O.; Schintlmeister, W.; Weirather, F. Der Einfluß definierter Sinteratmosphären auf den Kohlenstoffgehalt von Hartmetall. Planseeber. Pulvermet. 1978, 26, 244–251. [Google Scholar]
- Pacher, O.; Schintlmeister, W.; Raine, T. Influence of vacuum sintering furnace atmosphere on carbon content of hardmetal. Powder Metall. 1980, 4, 189–193. [Google Scholar] [CrossRef]
- Hack, R.; Kiefer, F.; Schuler, D.; Müller, N. Monitoring of vacuum sintering furnace atmosphere with a quadrupole mass spectrometer. Vacuum 1990, 41, 2171–2172. [Google Scholar] [CrossRef]
- Maurer, G. Monitoring of gas composition during sintering of cemented carbide and cermets using a mass spectrometry system. J. Hard Mater. 1992, 3, 235–245. [Google Scholar]
- Groschner, M. Metallurgical Reactions upon Sintering of Titanium Carbonitride Hardmetals. Doctoral Thesis, Vienna University of Technology, Vienna, Austria, 1992. (In German). [Google Scholar]
- Ettmayer, P.; Kolaska, H.; Lengauer, W.; Dreyer, K. Ti(C,N) Cermets—Metallurgy and Properties. Int. J. Refract. Met. Hard Mater. 1995, 13, 343–351. [Google Scholar] [CrossRef]
- Gestrich, T.; Leitner, G.; Jaenicke-Rößler, K. Gasanalyse beim Sintern von Hartmetall durch TA-Simulation. J. Therm. Anal. 1996, 47, 651–657. [Google Scholar] [CrossRef]
- Garcia, J.; Lengauer, W. Quantitative Mass Spectrometry of Decarburisation and Denitridation of Cemented Carbonitrides during Sintering. Microchim. Acta 2001, 136, 83–89. [Google Scholar] [CrossRef]
- Findenig, G.; Buchegger, C.; Lengauer, W.; Veitsch, C.; Demoly, A. Investigation of the main influencing parameters on the degassing behaviour of titanium carbonitrides using mass spectrometry. Int. J. Refract. Met. Hard Mater. 2017, 63, 38–46. [Google Scholar] [CrossRef]
- Schwarz, V.; Zivadinovic, I.; Lisnard, B.; Traxler, F.; Viala, R.; Lengauer, W. Optimised properties of Ti(C,N)-based cermets by variation of the W/Mo ratio. In European Congress and Exhibition on Powder Metallurgy. European PM Conference Proceedings; Hamburg (D), Session 45, USB Version; EPMA: Shrewsbury, UK, 2016; ISBN 978-1-899072-47-7. [Google Scholar]
- Gestrich, T.; Kaiser, A.; Pötschke, J.; Meinl, J.; Höhn, S. Thermal behaviour of cermets and hardmetals during debinding and sintering. Int. J. Refract. Met. Hard Mater. 2018, 73, 210–215. [Google Scholar] [CrossRef]
- Lengauer, W.; Scagnetto, F. Ti(C,N)-based cermets: Critical review of achievements and recent developments. Solid State Phenom. 2018, 274, 53–100. [Google Scholar] [CrossRef]
- Demoly, A.; Veitsch, C.; Lengauer, W.; Rabitsch, K. Cermets based on based on new submicron Ti(C,N) powder: Microstructural development during sintering and mechanical properties. In Advances in Sintering Science and Technology II; Kang, S.-J.L., Ed.; John Wiley & Sons: Hoboken, NJ, USA.
- Lengauer, W.; Schwarz, V.; Scagnetto, F. Interdependency of hard phase and binder phase composition in Ti(C,N)-based cermets. In Proceedings of the WorldPM 2018, Part 5, Beijing, China, 16–20 September 2018; pp. 817–825. [Google Scholar]
Figure 1.
CO (red lines) and N2 (green lines) outgassing of model alloys. (a) Ti(C,N)-Co/Ni, (b) Ti(C,N)-WC-Co/Ni, (c) Ti(C,N)-Mo2C-Co/Ni, (d) Ti(C,N)-(Ta,Nb)C-Co/Ni, (e) magnification of the outgassing of the binder phase.
Figure 1.
CO (red lines) and N2 (green lines) outgassing of model alloys. (a) Ti(C,N)-Co/Ni, (b) Ti(C,N)-WC-Co/Ni, (c) Ti(C,N)-Mo2C-Co/Ni, (d) Ti(C,N)-(Ta,Nb)C-Co/Ni, (e) magnification of the outgassing of the binder phase.
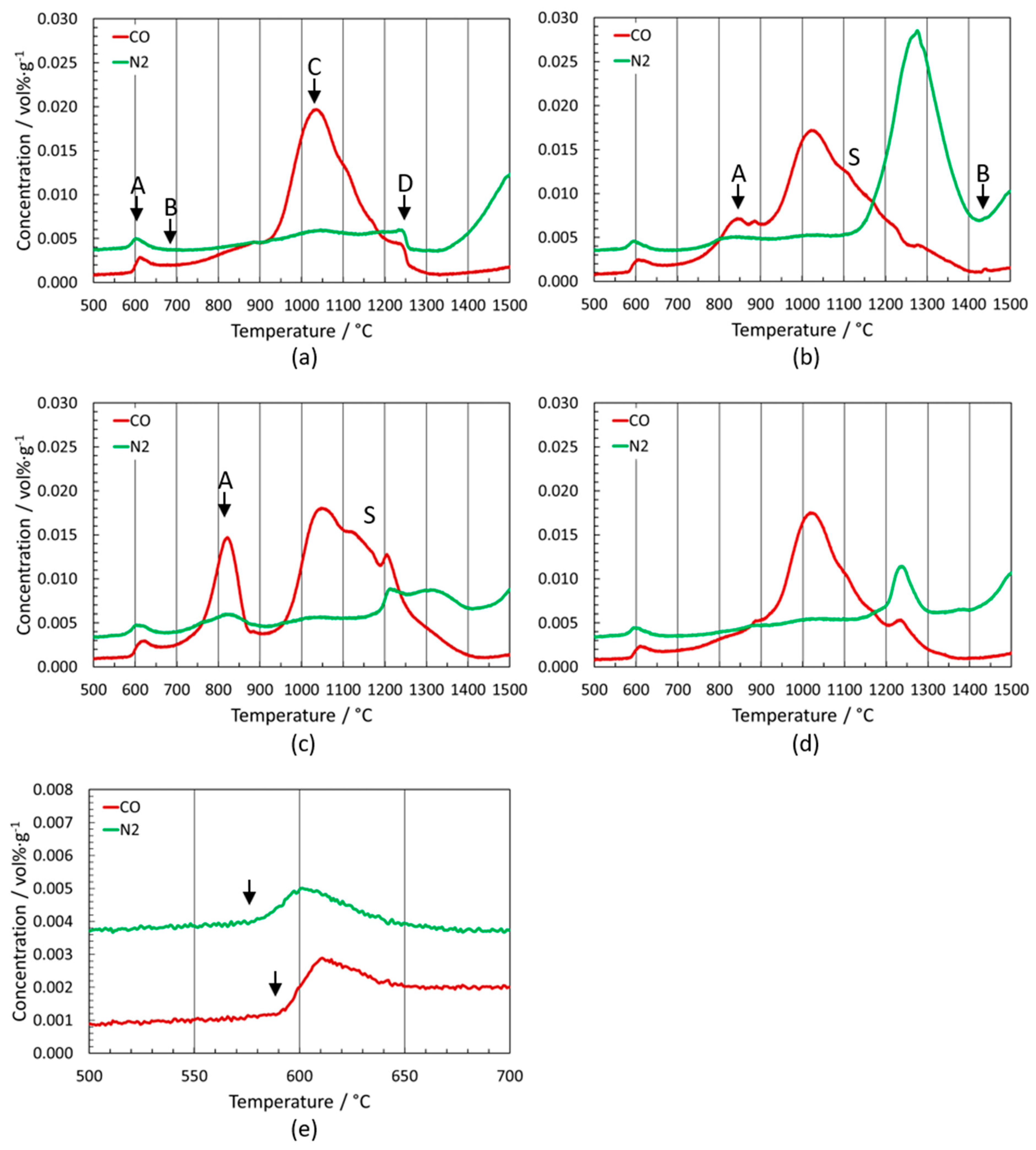
Figure 2.
CO (a) and N2 (b) outgassing of cermet formulations Ti(C,N)-WC-(Ta,Nb)C-Co/Ni with different C/N ratio of the admixed Ti(C,N), nominally Ti(C0.5N0.5)—“50/50”, Ti(C0.6N0.4)-A—“60/40” and Ti(C0.7N0.3) “70/30” and one grade with admixed “pre-alloyed” (Ti,W)C, corresponding in overall composition to that of the Ti(C0.7N0.3)-containing formulation (“70/30 PA”).
Figure 2.
CO (a) and N2 (b) outgassing of cermet formulations Ti(C,N)-WC-(Ta,Nb)C-Co/Ni with different C/N ratio of the admixed Ti(C,N), nominally Ti(C0.5N0.5)—“50/50”, Ti(C0.6N0.4)-A—“60/40” and Ti(C0.7N0.3) “70/30” and one grade with admixed “pre-alloyed” (Ti,W)C, corresponding in overall composition to that of the Ti(C0.7N0.3)-containing formulation (“70/30 PA”).

Figure 3.
CO (a) and N2 (b) outgassing of cermet formulations Ti(C,N)-WC/Mo2C-(Ta,Nb)C-Co/Ni with different C/N ratio of the admixed Ti(C,N), nominally Ti(C0.5N0.5)—“50/50”, Ti(C0.6N0.4)-A—“60/40” and Ti(C0.7N0.3) “70/30” and one grade with admixed “pre-alloyed” (Ti,W)C (“50/50 PA”), corresponding in overall composition to that of the Ti(C0.5N0.5)-containing formulation.
Figure 3.
CO (a) and N2 (b) outgassing of cermet formulations Ti(C,N)-WC/Mo2C-(Ta,Nb)C-Co/Ni with different C/N ratio of the admixed Ti(C,N), nominally Ti(C0.5N0.5)—“50/50”, Ti(C0.6N0.4)-A—“60/40” and Ti(C0.7N0.3) “70/30” and one grade with admixed “pre-alloyed” (Ti,W)C (“50/50 PA”), corresponding in overall composition to that of the Ti(C0.5N0.5)-containing formulation.
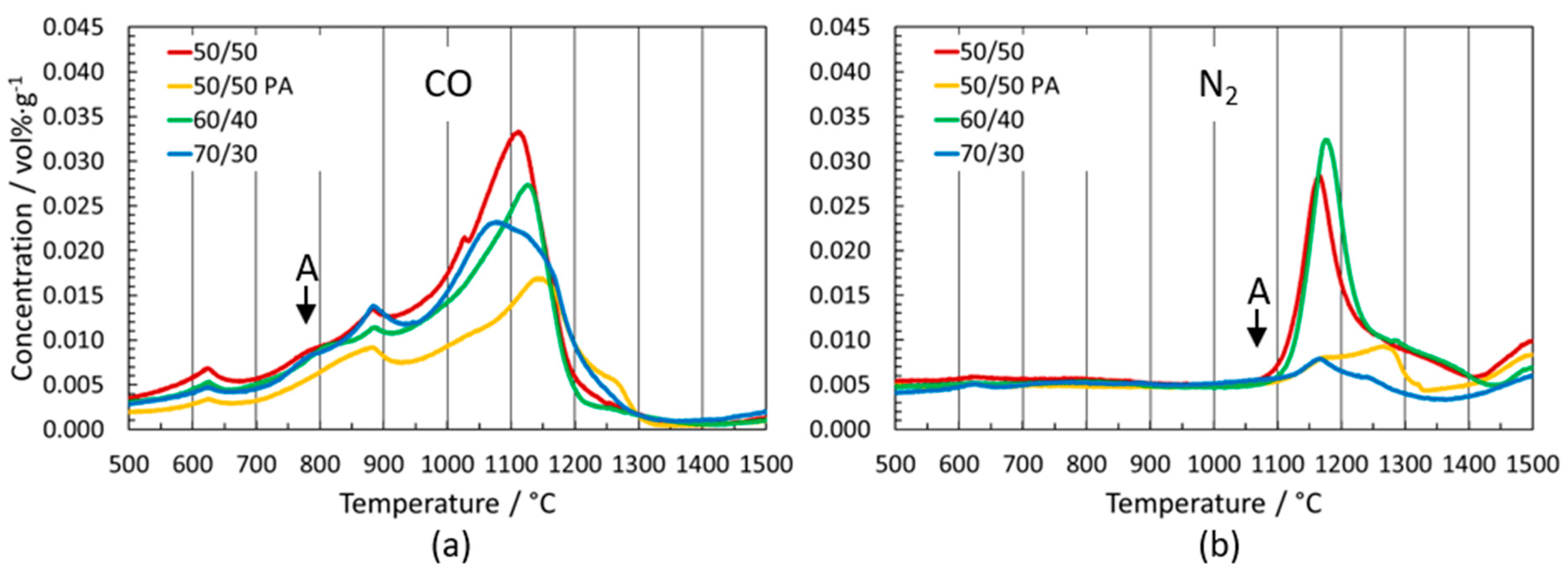
Figure 4.
CO (a) and N2 (b) outgassing of cermet formulations Ti(C,N)-Mo2C-(Ta,Nb)C-Co/Ni with different C/N ratio of the admixed Ti(C,N), nominally Ti(C0.5N0.5)—“50/50”, Ti(C0.6N0.4)-A—“60/40” and Ti(C0.7N0.3) “70/30” and one grade with admixed “pre-alloyed” (Ti,W)C (“50/50 PA”), corresponding in overall composition to that of the Ti(C0.5N0.5)-containing formulation.
Figure 4.
CO (a) and N2 (b) outgassing of cermet formulations Ti(C,N)-Mo2C-(Ta,Nb)C-Co/Ni with different C/N ratio of the admixed Ti(C,N), nominally Ti(C0.5N0.5)—“50/50”, Ti(C0.6N0.4)-A—“60/40” and Ti(C0.7N0.3) “70/30” and one grade with admixed “pre-alloyed” (Ti,W)C (“50/50 PA”), corresponding in overall composition to that of the Ti(C0.5N0.5)-containing formulation.

Figure 5.
Left, (a,c,e): CO and right, (b,d,f): N2 outgassing of cermet powder mixtures with different [Mo]/([Mo] + [W]) ratio (a,b): [Mo]/([Mo] + [W]) = 0; (c,d) [Mo]/([Mo] + [W]) = 0.5 (for Co:Ni = 2:1 and 3:1) and [Mo]/([Mo] + [W]) = 0.6 (for Co:Ni 1:1); (e,f): [Mo]/([Mo] + [W]) = 1. Different Co:Ni ratio (1:1, 2:1 and 3:1) and different Ti(C,N) batches, Ti(C,N)-A for Co:Ni = 1:1 and Ti(C,N)-B for Co:Ni = 2:1 and 3:1 (see also Table 2).
Figure 5.
Left, (a,c,e): CO and right, (b,d,f): N2 outgassing of cermet powder mixtures with different [Mo]/([Mo] + [W]) ratio (a,b): [Mo]/([Mo] + [W]) = 0; (c,d) [Mo]/([Mo] + [W]) = 0.5 (for Co:Ni = 2:1 and 3:1) and [Mo]/([Mo] + [W]) = 0.6 (for Co:Ni 1:1); (e,f): [Mo]/([Mo] + [W]) = 1. Different Co:Ni ratio (1:1, 2:1 and 3:1) and different Ti(C,N) batches, Ti(C,N)-A for Co:Ni = 1:1 and Ti(C,N)-B for Co:Ni = 2:1 and 3:1 (see also Table 2).

Figure 6.
Microstructures of cermets with different Co:Ni ratio (columns), different Ti(C0.6N0.4) batches (left column, (a,d,g): batch Ti(C0.6N0.4)-A, middle and right column, (b,c,e,f,h,i),: batch Ti(C0.6N0.4)-B, and different [Mo]/([Mo] + [W]) ratio. The binder composition and [Mo]/([Mo] + [W]) ratio has only a small influence on the microstructure such as on the outgassing behaviour, the Ti(C,N) batch has substantial influence, compare (a) with (b) or (c). SEM-BSE images.
Figure 6.
Microstructures of cermets with different Co:Ni ratio (columns), different Ti(C0.6N0.4) batches (left column, (a,d,g): batch Ti(C0.6N0.4)-A, middle and right column, (b,c,e,f,h,i),: batch Ti(C0.6N0.4)-B, and different [Mo]/([Mo] + [W]) ratio. The binder composition and [Mo]/([Mo] + [W]) ratio has only a small influence on the microstructure such as on the outgassing behaviour, the Ti(C,N) batch has substantial influence, compare (a) with (b) or (c). SEM-BSE images.

Figure 7.
Left, (a,c,e): CO and right, (b,d,f): N2 outgassing of cermet powder mixtures with different [Mo]/([Mo] + [W]) ratio (top, (a,b): 0, centre, (c,d): 0.5, bottom, (e,f): 1.0) with pre-alloyed hard phase (Ti,W)C and/or (Ti,Mo)(C,N) and different Co:Ni ratio (1:1, 2:1 and 3:1), see Table 3.
Figure 7.
Left, (a,c,e): CO and right, (b,d,f): N2 outgassing of cermet powder mixtures with different [Mo]/([Mo] + [W]) ratio (top, (a,b): 0, centre, (c,d): 0.5, bottom, (e,f): 1.0) with pre-alloyed hard phase (Ti,W)C and/or (Ti,Mo)(C,N) and different Co:Ni ratio (1:1, 2:1 and 3:1), see Table 3.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Varying [C]/[N] and [Mo]/([Mo] + [W]) ratio, some pre-alloyed hard phases.
| Set #1–12 Mixtures | [Mo]/([Mo] + [W]) | Employed Ti(C,N) Grades | Overall [C]/[N] | Co:Ni wt |
|---|---|---|---|---|
| Ti(C,N)-WC-(Ta,Nb)C | 0 0 0 | Ti(C0.5N0.5) Ti(C0.6N0.4)-A Ti(C0.7N0.3) | 1.4 1.7 3.0 | 1:1 1:1 1:1 |
| Ti(C,N)-(Ti,W)C-(Ta,Nb)C | 0 | C/N like Ti(C0.7N0.3) | 3.0 | 1:1 |
| Ti(C,N)-WC/Mo2C-(Ta,Nb)C | 0.6 0.6 0.6 | Ti(C0.5N0.5) Ti(C0.6N0.4)-A Ti(C0.7N0.3) | 1.4 1.7 3.0 | 1:1 1:1 1:1 |
| Ti(C,N)-(Ti,W)C/(Ti,Mo)(C,N)-(Ta,Nb)C | 0.6 | C/N like Ti(C0.5N0.5) | 3.0 | 1:1 |
| Ti(C,N)-WC/Mo2C-(Ta,Nb)C | 1 1 1 | Ti(C0.5N0.5) Ti(C0.6N0.4)-A Ti(C0.7N0.3) | 1.4 1.7 3.0 | 1:1 1:1 1:1 |
| Ti(C,N)-(Ti,Mo)(C,N)-(Ta,Nb)C | 1 | C/N like Ti(C0.5N0.5) | 1.4 | 1:1 |
Table 2.
Non pre-alloyed hard phases, varying Co:Ni and [Mo]/([Mo] + [W]) ratio.
| Set #2–9 Mixtures | Employed Ti(C,N) Grades | Overall [C]/[N] | Co:Ni wt |
|---|---|---|---|
| Ti(C,N)-WC/Mo2C-(Ta,Nb)C [Mo]/([Mo] + [W]) = 0, 0.6, 1 | Ti(C0.6N0.4)-A | 1.7 | 1:1 |
| Ti(C,N)-WC/Mo2C-(Ta,Nb)C [Mo]/([Mo] + [W]) = 0, 0.5, 1 | Ti(C0.6N0.4)-B | 1.7 | 2:1 |
| Ti(C,N)-WC/Mo2C-(Ta,Nb)C [Mo]/([Mo] + [W]) = 0, 0.5, 1 | Ti(C0.6N0.4)-B | 1.7 | 3:1 |
Table 3.
Pre-alloyed hard phases, varying Co:Ni ratio.
| Set #3–9 Mixtures | Employed Ti + W or Ti + Mo Grades | Overall [C]:/[N] | Co:Ni wt |
|---|---|---|---|
| Ti(C,N)-(Ti,W)C/(Ti,Mo)(C,N)-(Ta,Nb)C | (Ti,W)C (Ti,W)C + (Ti,Mo)(C,N) (Ti,Mo)(C,N) | 1.7 1.7 1.7 | 1:1, 2:1, 3:1 1:1, 2:1, 3:1 1:1, 2:1, 3:1 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Schwarz, V.; Scagnetto, F.; Lengauer, W. Sintering of Ti(C,N)-WC/Mo2C-(Ta,Nb)C-Co/Ni Cermets Investigated by CO and N2 Outgassing. Metals 2019, 9, 427. https://doi.org/10.3390/met9040427
AMA Style
Schwarz V, Scagnetto F, Lengauer W. Sintering of Ti(C,N)-WC/Mo2C-(Ta,Nb)C-Co/Ni Cermets Investigated by CO and N2 Outgassing. Metals. 2019; 9(4):427. https://doi.org/10.3390/met9040427
Chicago/Turabian StyleSchwarz, Viktoria, Fabio Scagnetto, and Walter Lengauer. 2019. "Sintering of Ti(C,N)-WC/Mo2C-(Ta,Nb)C-Co/Ni Cermets Investigated by CO and N2 Outgassing" Metals 9, no. 4: 427. https://doi.org/10.3390/met9040427
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.