Effect of Temperature Scheme on Microstructure and Mechanical Properties during Medium Carbon Steel Warm Processing

Abstract
:1. Introduction
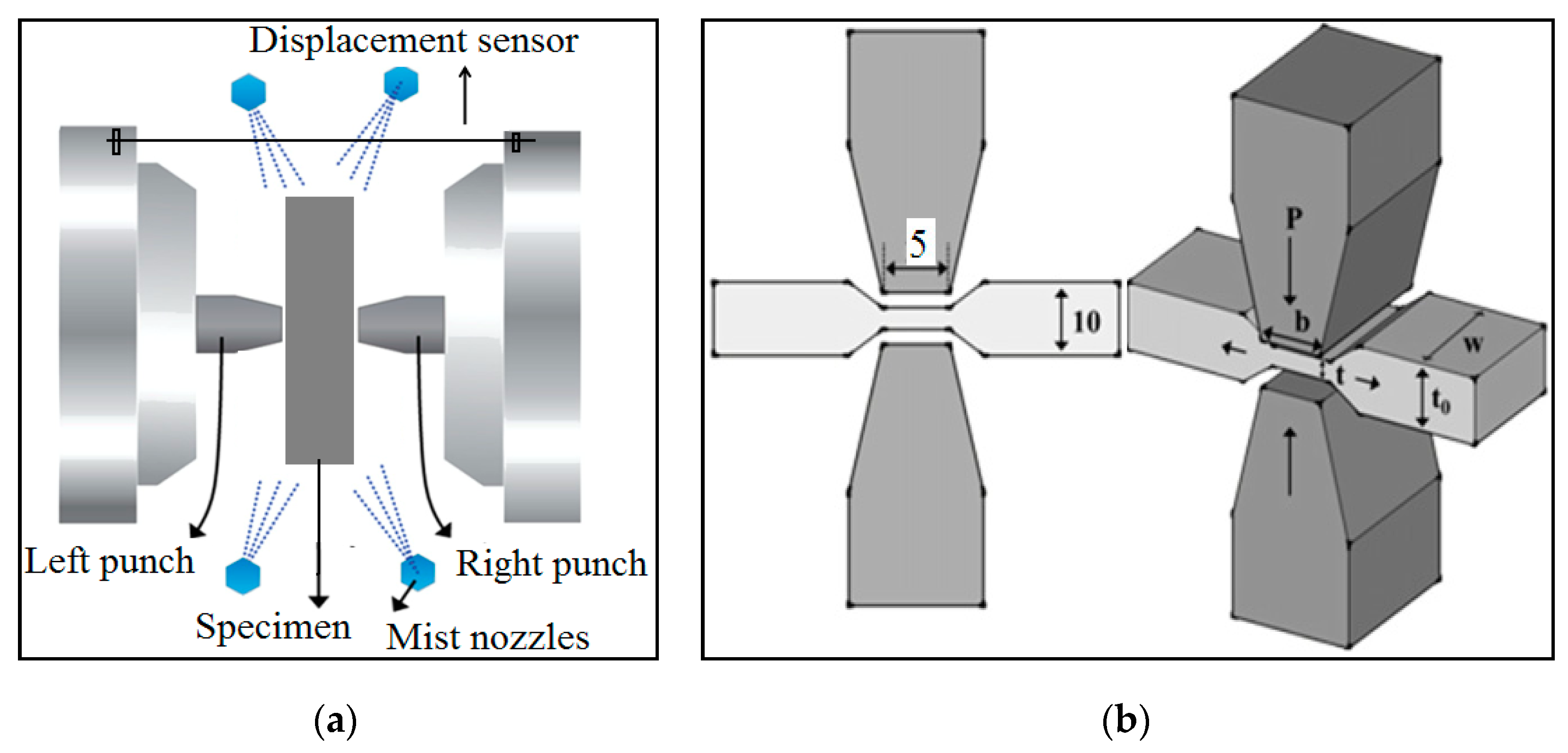
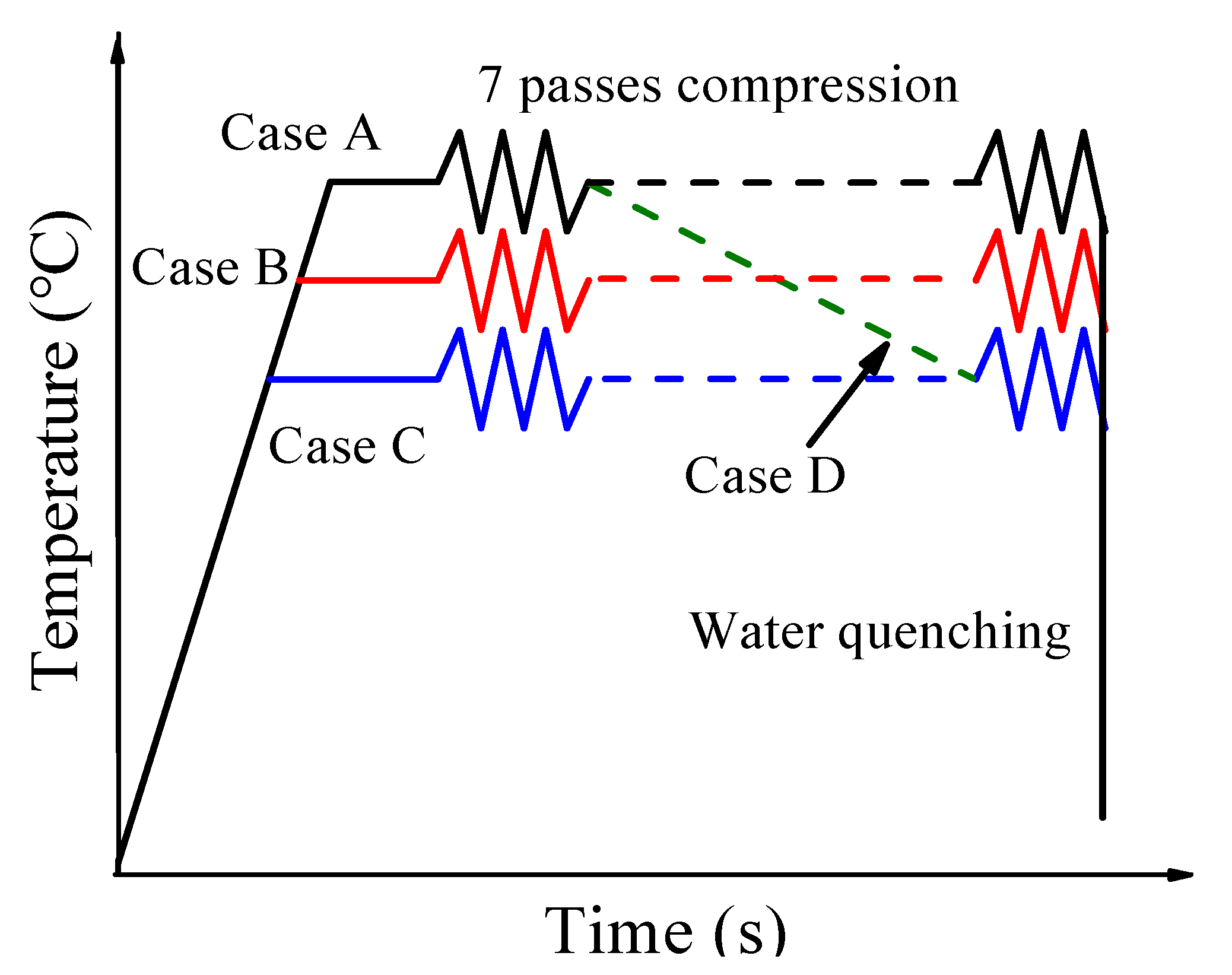
2. Experimental Procedures
3. Results and Discussions
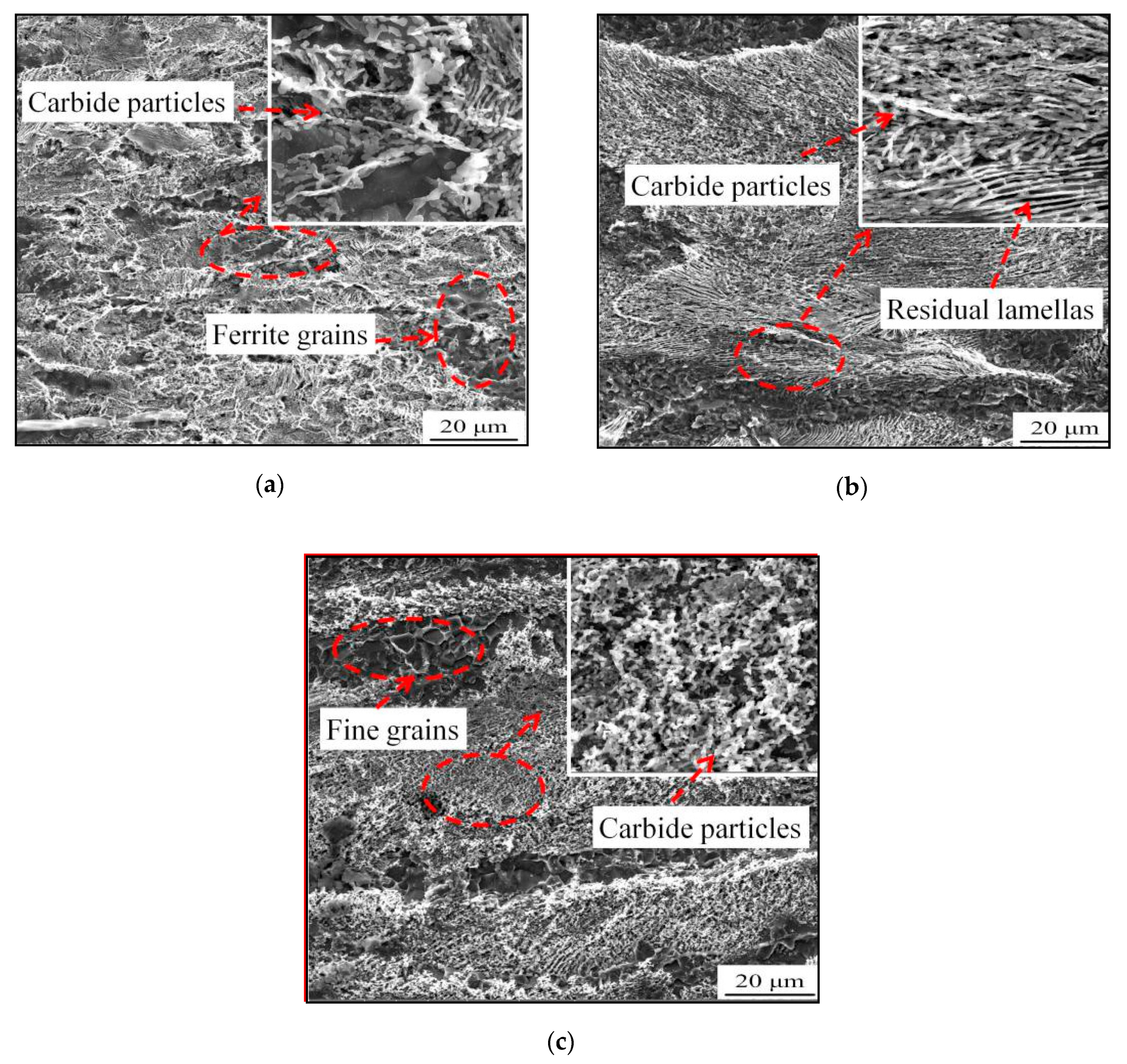
3.1. Effect of Temperature Scheme on Microstructure
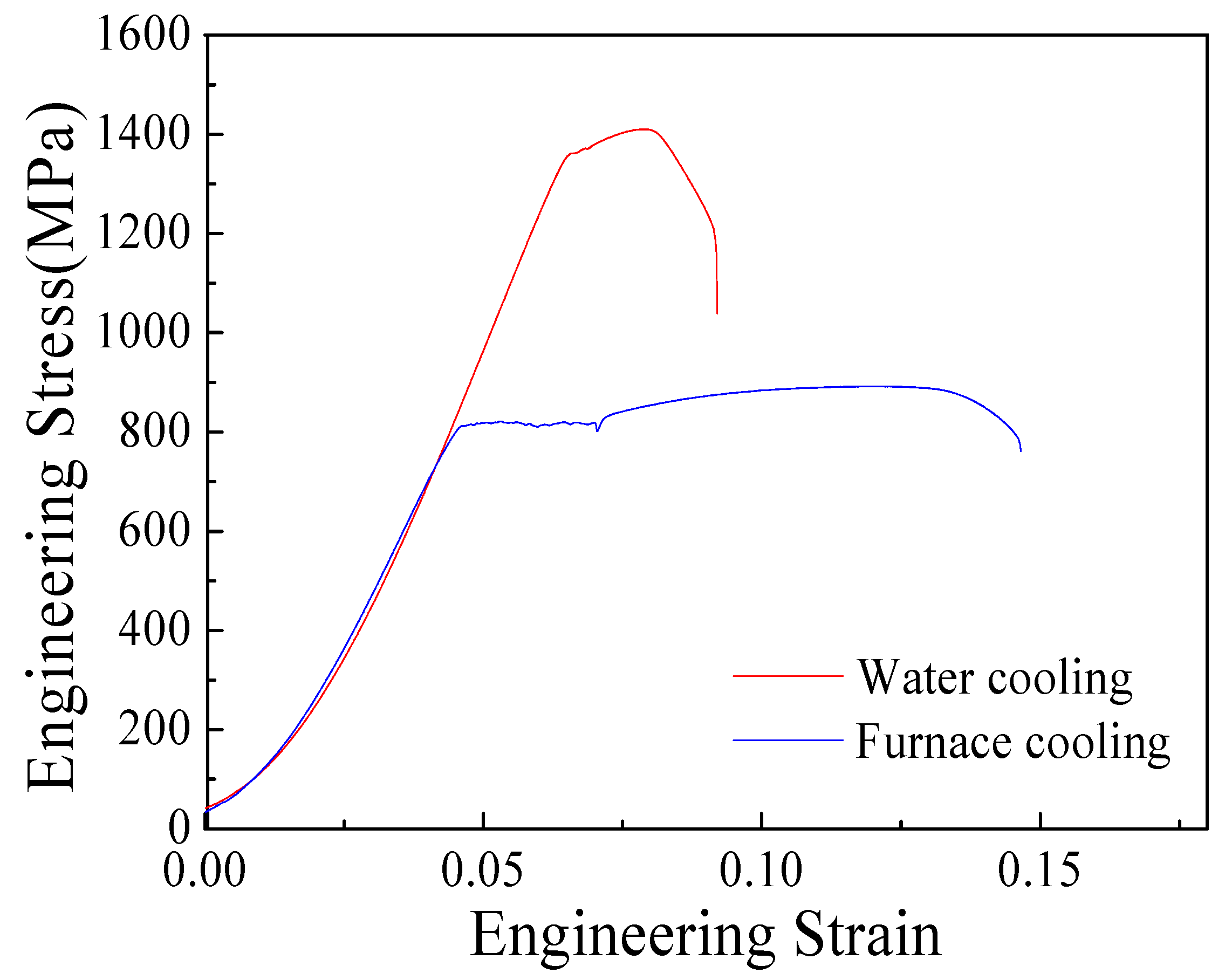
3.2. Effect of Cooling Mode on the Microstructure and Mechanical Properties
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Zhao, L.J.; Park, N.; Tian, Y.Z.; Shibata, A. Dynamic transformation mechanism for producing ultrafine grained steels. Adv. Eng. Mater. 2018, 20. [Google Scholar] [CrossRef]
- Shen, X.J.; Tang, S.; Wu, Y.J.; Yang, X.L.; Chen, J.; Liu, Z.Y.; Misra, R.D.K.; Wang, G.D. Evolution of microstructure and crystallographic texture of microalloyed steel during warm rolling in dual phase region and their influence on mechanical properties. Mater. Sci. Eng. A 2017, 685, 194–204. [Google Scholar] [CrossRef]
- Hu, X.Y.; Zhao, H.L.; Song, N.; Song, M. Grain refinement and phase transition of commercial pure zirconium processed by cold rolling. Mater. Charact. 2017, 129, 149–155. [Google Scholar] [CrossRef]
- Zhao, H.L.; Song, M.; Ni, S.; Shao, S.; Wang, J.; Liao, X.Z. Atomic-scale understanding of stress-induced phase transformation in cold-rolled Hf. Acta Mater. 2017, 131, 271–279. [Google Scholar] [CrossRef]
- Han, H.N.; Suh, D.W. A model for transformation plasticity during bainite transformation of steel under external stress. Acta Mater. 2003, 51, 4907–4917. [Google Scholar] [CrossRef]
- Okitsu, Y.; Takata, N.; Tsuji, N. Analysis of the tensile behavior of a TWIP steel based on the texture and microstructure evolutions. Scr. Mater. 2009, 60, 76–79. [Google Scholar] [CrossRef]
- Li, B.; Liu, Q.Y.; Jia, S.J.; Ren, Y.; Wang, B. Fabricating ultrafine grain by advanced thermomechanical processing on low-carbon microalloyed steel. Scr. Mater. 2018, 152, 132–136. [Google Scholar] [CrossRef]
- Ning, J.L.; Feng, Y.L.; Wang, M.M.; Zheng, S.B.; Li, J. Dependence of tensile properties on microstructural features of bimodal-sized ferrite/cementite steels. J. Iron Steel Res. Int. 2017, 24, 67–76. [Google Scholar] [CrossRef]
- Tsai, S.P.; Tsai, Y.T.; Chen, Y.W.; Yang, J.R.; Chen, C.Y.; Wang, Y.T.; Huang, C.Y. Precipitation behavior in bimodal ferrite grains in a low carbon Ti-V-bearing steel. Scr. Mater. 2018, 143, 103–107. [Google Scholar] [CrossRef]
- Song, R.; Ponge, D.; Raabe, D. Improvement of the work hardening rate of ultra-fine grained steels through second phase particles. Scr. Mater. 2005, 52, 1075–1080. [Google Scholar] [CrossRef]
- Zhao, M.C.; Hanamura, T.; Qiu, H.; Nagai, K.; Yang, K. Grain growth and Hall-Petch relation in dual-sized ferrite/cementite steel with nano-sized cementite particles in a heterogeneous and dense distribution. Scr. Mater. 2006, 54, 1193–1197. [Google Scholar] [CrossRef]
- Wang, T.S.; Li, Z.; Zhang, B.; Zhang, X.J.; Deng, J.M.; Zhang, F.C. High tensile ductility and high strength in ultrafine-grained low-carbon steel. Mater. Sci. Eng. A 2010, 527, 2798–2801. [Google Scholar] [CrossRef]
- Storojeva, L.; Ponge, D.; Kaspar, R.; Raabe, D. Development of microstructure and texture of medium carbon steel during heavy warm deformation. Acta Mater. 2004, 52, 2209–2220. [Google Scholar] [CrossRef] [Green Version]
- Okitsu, Y.; Takata, N.; Tsuji, N. Dynamic deformation behavior of ultrafine-grained iron produced by ultrahigh strain deformation and annealing. Scr. Mater. 2011, 642, 896–899. [Google Scholar] [CrossRef]
- Torizuka, S.; Ohmori, A.; Murty, S.V.S.N.; Nagai, K. Effect of strain on the microstructure and mechanical properties of multi-pass warm caliber rolled low carbon steel. Scr. Mater. 2006, 54, 563–568. [Google Scholar] [CrossRef]
- Murty, S.V.S.N.; Torizuka, S.; Nagai, K. Microstructural evolution during simple heavy warm compression of a low carbon steel: Development of a processing map. Mater. Sci. Eng. A 2005, 410–411, 319–323. [Google Scholar] [CrossRef]
- Song, R.; Ponge, D.; Raabe, D.; Kaspar, R. Microstructure and crystallographic texture of an ultra-fine grained C-Mn steel and their evolution during warm deformation and annealing. Acta Mater. 2005, 53, 548–558. [Google Scholar] [CrossRef]
- Miyamato, G.; Karube, Y.; Furuhara, T. Formation of grain boundary ferrite in eutectoid and hypereutectoid pearlitic steels. Acta Mater. 2016, 103, 370–381. [Google Scholar] [CrossRef]
- Mungole, T.; Mansoor, B.; Ayoub, G.; Field, D.P. Bifurcation in deformation behavior of Cu and Ta by accumulative roll-bonding at high temperature. Scr. Mater. 2017, 136, 87–91. [Google Scholar] [CrossRef]
- Prasad, C.; Bhuyan, P.; Kaithwas, C.; Saha, R.; Mandal, S. Microstructure engineering by dispersing nano-spheroid cementite in ultra-fine grained ferrite and its implications on strength-ductility relationship in high carbon steel. Mater. Des. 2018, 139, 324–335. [Google Scholar] [CrossRef]
- Rastegari, H.; Kermanpur, A.; Najafizadeh, A.; Somani, M.C.; Porter, D.A.; Ghassemali, E.; Jarfors, A.E.W. Determination of processing maps for the warm working of vanadium microalloyed eutectoid steels. Mater. Sci. Eng. A 2016, 658, 167–175. [Google Scholar] [CrossRef]
- Rastegari, H.; Kermanpur, A.; Najafizadeh, A.; Porter, D.; Somani, M. Warm deformation processing maps for the plain eutectoid steels. J. Alloy. Compd. 2015, 626, 136–144. [Google Scholar] [CrossRef]
- Eghbali, B. EBSD study on the formation of fine ferrite grains in plain carbon steel during warm deformation. Mater. Lett. 2007, 61, 4006–4010. [Google Scholar] [CrossRef]
- Liang, J.H.; Zhao, Z.Z.; Zhang, C.H.; Tang, D.; Yang, S.F.; Liu, W.N. Microstructure evolution and mechanical properties influenced by austenitizing temperature in aluminum-alloyed TRIP-aided steel. J. Iron Steel Res. Int. 2017, 24, 1115–1124. [Google Scholar] [CrossRef]
- Ohmori, A.; Torizuka, S.; Nagai, K. Strain-hardening due to dispersed cementite for low carbon ultra-fine grained steels. ISIJ Int. 2002, 44, 1063–1071. [Google Scholar] [CrossRef]
- Torizuka, S.; Muramatsu, E.; Murty, S.V.S.N.; Nagai, K. Microstructure evolution and strength-reduction in area balance of ultrafine-grained steels processed by warm caliber rolling. Scr. Mater. 2006, 55, 751–754. [Google Scholar] [CrossRef]
- Xu, D.M.; Li, G.Q.; Wan, X.L.; Misra, R.D.K.; Zhang, X.G.; Xu, G.; Wu, K.M. The effect of annealing on the microstructural evolution and mechanical properties in phase reversed 316LN austenitic stainless steel. Mater. Sci. Eng. A 2018, 720, 36–48. [Google Scholar] [CrossRef]
- Liu, B.X.; Wei, J.Y.; Yang, M.X.; Yin, F.X.; Xu, K.C. Effect of heat treatment on the mechanical properties of copper clad steel plates. Vacuum 2018, 154, 250–258. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Passes | 1 | 2 | 3 | 4 | 5 | 6 | 7 | |
|---|---|---|---|---|---|---|---|---|
| Case | ||||||||
| A | 700 | 700 | 700 | 700 | 700 | 700 | 700 | |
| B | 600 | 600 | 600 | 600 | 600 | 600 | 600 | |
| C | 650 | 650 | 650 | 650 | 650 | 650 | 650 | |
| D | 700 | 689 | 679 | 670 | 663 | 655 | 650 | |
| Pass | Strain | Strain Rate (s−1) | Intervals (s) |
|---|---|---|---|
| 1 | 0.33 | 14.22 | 5.01 |
| 2 | 0.43 | 17.91 | 3.76 |
| 3 | 0.44 | 20.81 | 2.63 |
| 4 | 0.41 | 23.54 | 1.82 |
| 5 | 0.39 | 27.66 | 1.23 |
| 6 | 0.2 | 23.66 | 0.89 |
| 7 | 0.1 | 20.68 | -- |
| Pass | Real Strain | Reduction (mm) | Strain Rate | Interval (s) |
|---|---|---|---|---|
| 1 | 0.43 | 8.00 | 14.22 | 6.00 |
| 2 | 0.63 | 8.00 | 17.91 | 6.00 |
| 3 | 0.63 | 4.00 | 20.81 | 6.00 |
| 4 | 0.63 | 2.00 | 23.54 | -- |
| Cooling Modes | Yield Stress (MPa) | Ultimate Stress (MPa) | Uniform Elongation (%) | Total Elongation (%) |
|---|---|---|---|---|
| Furnace cooling | 850.18 ± 10.62 | 964.81 ± 13.21 | 11.63 ± 3.61 | 16.52 ± 4.52 |
| Water cooling | 1202.44 ± 8.62 | 1409.73 ± 10.52 | 8.72 ± 2.22 | 10.05 ± 3.01 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, H.-B.; Fan, L.; Chen, L.-S. Effect of Temperature Scheme on Microstructure and Mechanical Properties during Medium Carbon Steel Warm Processing. Metals 2019, 9, 77. https://doi.org/10.3390/met9010077
Li H-B, Fan L, Chen L-S. Effect of Temperature Scheme on Microstructure and Mechanical Properties during Medium Carbon Steel Warm Processing. Metals. 2019; 9(1):77. https://doi.org/10.3390/met9010077
Chicago/Turabian StyleLi, Hong-Bin, Lifeng Fan, and Lian-Sheng Chen. 2019. "Effect of Temperature Scheme on Microstructure and Mechanical Properties during Medium Carbon Steel Warm Processing" Metals 9, no. 1: 77. https://doi.org/10.3390/met9010077
APA StyleLi, H.-B., Fan, L., & Chen, L.-S. (2019). Effect of Temperature Scheme on Microstructure and Mechanical Properties during Medium Carbon Steel Warm Processing. Metals, 9(1), 77. https://doi.org/10.3390/met9010077