A Comprehensive Study on the Deformation Behavior of Hadfield Steel Sheets Subjected to the Drop Weight Test: Experimental Study and Finite Element Modeling


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Method and Physical Conditions
3. Numerical Method and Modeling Conditions
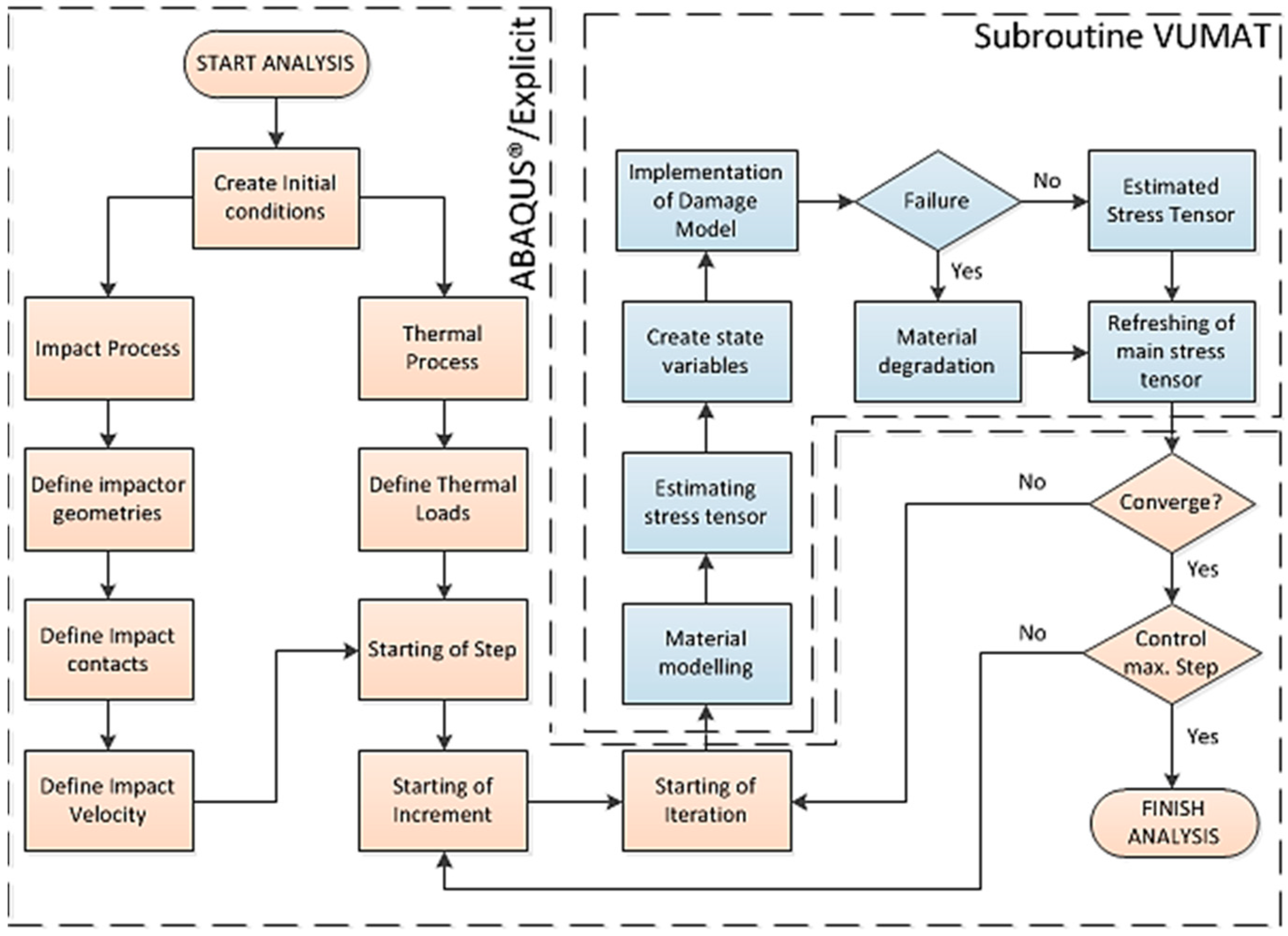
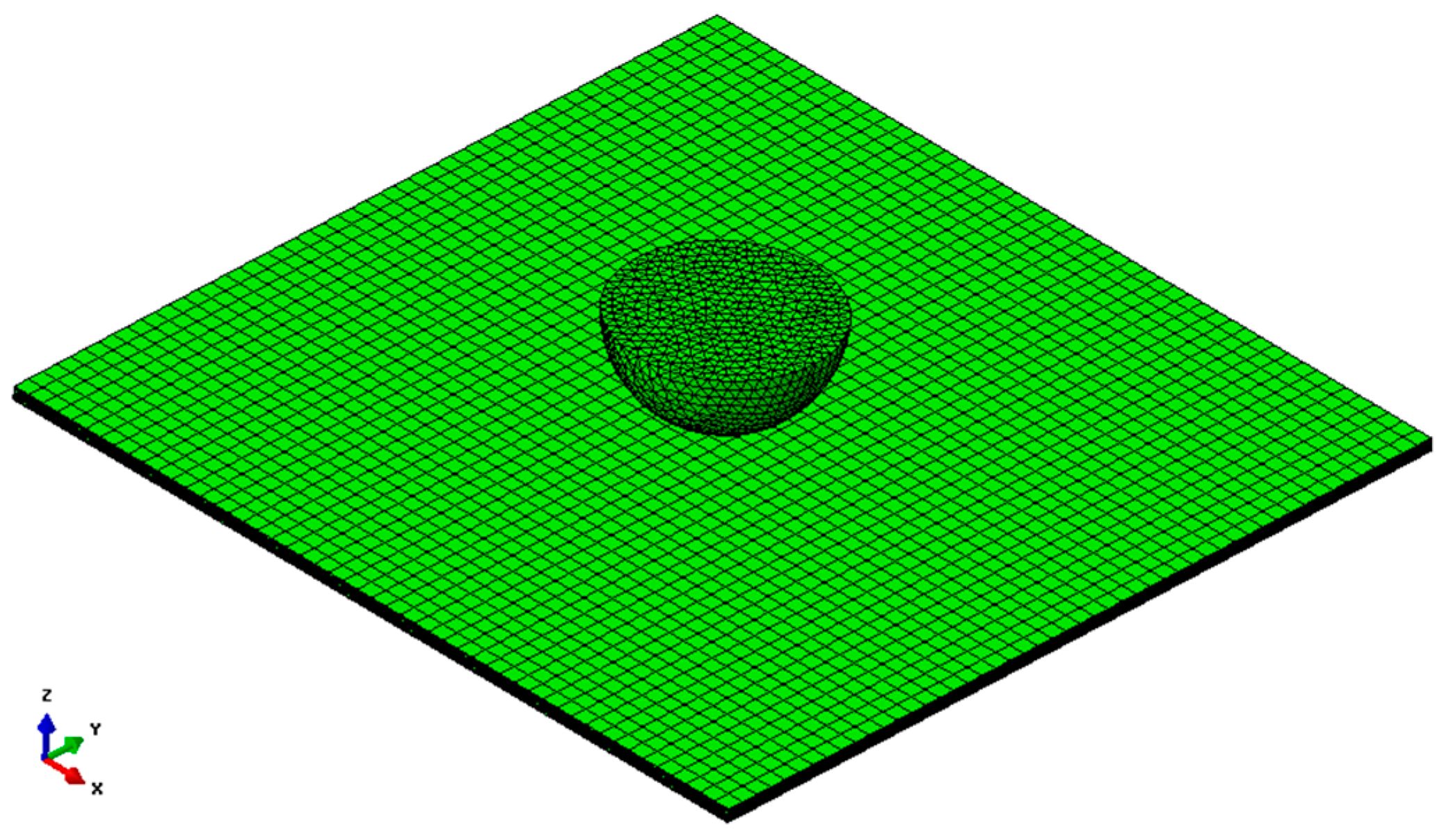
3.1. Methodology Used for Modeling
3.2. Damage Mechanism of High Manganese Steel
3.2.1. Rice-Tracey Model
3.2.2. Isotropic Hardening
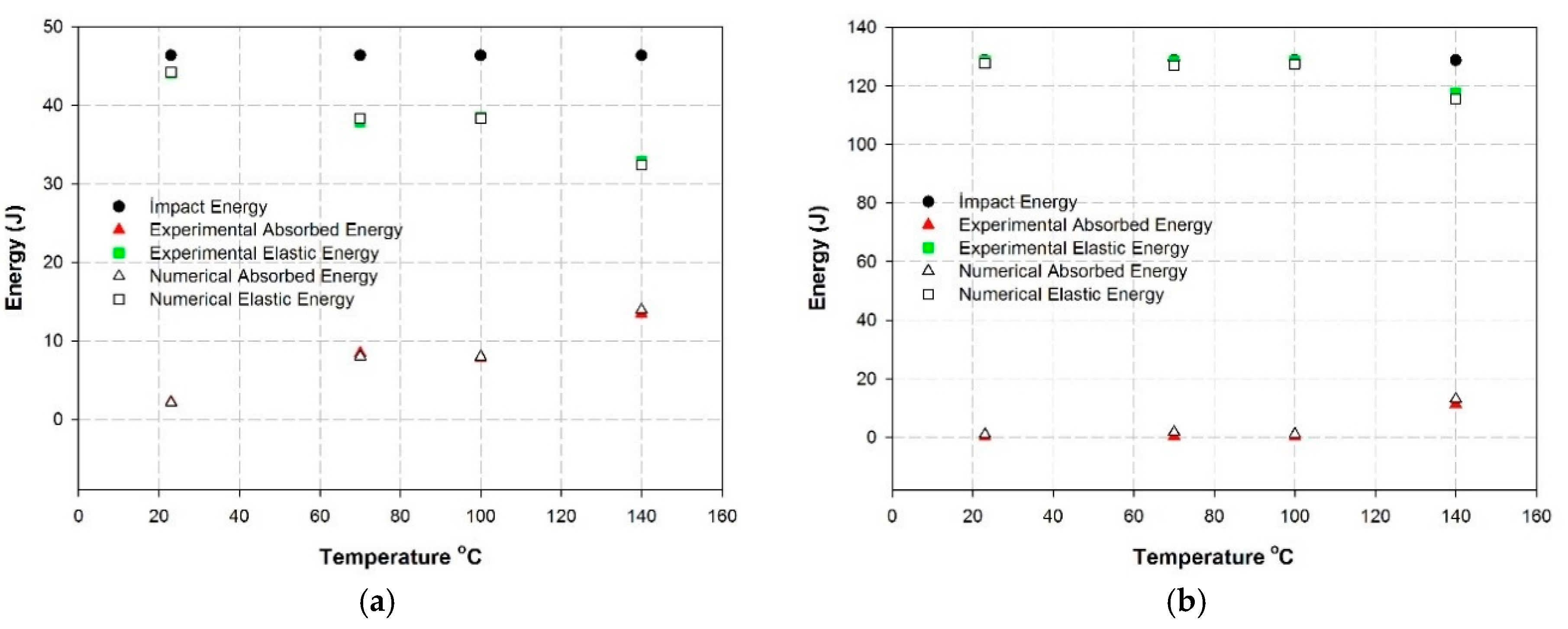
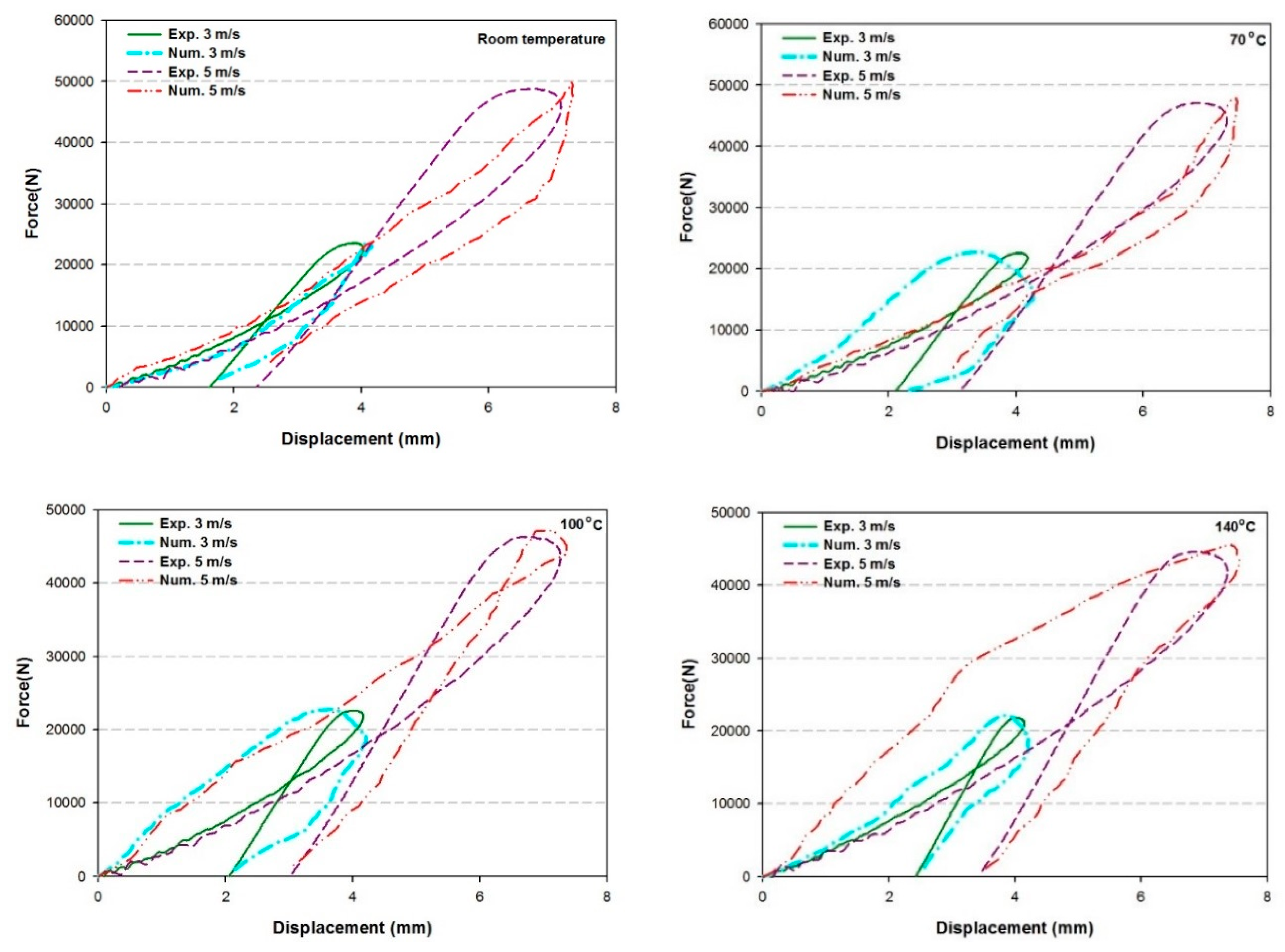
4. Results and Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Da Silva Botelho, T.; Bayraktar, E.; Inglebert, G. Experimental and finite element analysis of spring back in sheet metal forming. Int. J. Comput. Mater. Sci. Surf. Eng. 2007, 1, 197–213. [Google Scholar]
- Bayraktar, E.; Khalid, F.A.; Levaillant, C. Deformation and fracture behaviour of high manganese austenitic steel. J. Mater. Process. Technol. 2004, 147, 145–154. [Google Scholar] [CrossRef]
- Bayraktar, E.; Altintas, S. Square cup deep drawing and 2D-draw bending analysis of Hadfield steel. J. Mater. Process. Technol. 1996, 60, 183–190. [Google Scholar] [CrossRef]
- Van den Beukel, A. Theory of the effect of dynamic strain aging on mechanical properties. Phys. Status Solidi A 1975, 30, 197–206. [Google Scholar] [CrossRef]
- Adler, P.H.; Olson, G.B.; Owen, W.S. Strain-Hardening of Hadfield Manganese Steel. Metall. Mater. Trans. A 1986, 17, 1725–1737. [Google Scholar] [CrossRef]
- Dastur, Y.N.; Leslie, W.C. Mechanism of Work-Hardening in Hadfield Manganese Steel. Metall. Trans. A 1981, 12, 749–759. [Google Scholar] [CrossRef]
- Zuidema, B.K.; Subramanyam, D.K.; Leslie, W.C. The effect of aluminum on the work hardening and wear resistance of Hadfield manganese steel. Metall. Trans. A 1987, 18, 1629–1639. [Google Scholar] [CrossRef]
- Shun, T.S.; Wan, C.M.; Byrne, J.G. Serrated flow in austenitic Fe-Mn-C and Fe-Mn-Al-C alloys. Scr. Metall. Mater. 1991, 25, 1769–1774. [Google Scholar] [CrossRef]
- Kubin, L.P.; Estrin, Y. Evolution of dislocation densities and the critical conditions for the Portevin-Le Châtelier effect. Acta Metall. Mater. 1990, 38, 697–708. [Google Scholar] [CrossRef]
- Bayraktar, E.; Levaillant, C.; Altintaş, S. Formability characterization of Hadfield steel. J. Mater. Process. Technol. 1994, 47, 13–31. [Google Scholar] [CrossRef]
- Pelletier, J.M.; Sauger, E.; Gachon, Y.; Vannes, A.B. Mechanical and tribological properties of Hadfield steel coatings manufactured by laser processing. J. Mater. Sci. 1999, 34, 2955–2969. [Google Scholar] [CrossRef]
- Tsakiris, V.; Edmonds, D.V. Martensite and deformation twinning in austenitic steels. Mater. Sci. Eng. A 1999, 273, 430–436. [Google Scholar] [CrossRef]
- Karaman, I.; Sehitoglu, H.; Beaudoin, A.J.; Chumlyakov, Y.I.; Maier, H.J.; Tome, C.N. Modeling the deformation behavior of Hadfield steel single and polycrystals due to twinning and slip. Acta Mater. 2000, 48, 2031–2047. [Google Scholar] [CrossRef] [Green Version]
- Beygelzimer, Y.; Estrin, Y.; Kulagin, R. Synthesis of hybrid materials by severe plastic deformation: A new paradigm of SPD processing. Adv. Eng. Mater. 2015, 17, 1853–1861. [Google Scholar] [CrossRef]
- Latypov, M.I.; Lee, M.G.; Beygelzimer, Y.; Kulagin, R.; Kim, H.S. Simple shear model of twist extrusion and its deviations. Met. Mater. Int. 2015, 21, 569–579. [Google Scholar] [CrossRef]
- Beygelzimer, Y.; Varyukhin, V.; Synkov, S.; Orlov, D. Useful properties of twist extrusion. Mater. Sci. Eng. A 2009, 503, 14–17. [Google Scholar] [CrossRef] [Green Version]
- Lee, W.S.; Chen, T.H. Plastic deformation and fracture characteristics of Hadfield steel subjected to high-velocity impact loading. J. Mech. Eng. Sci. 2002, 216, 971–982. [Google Scholar] [CrossRef]
- Allain, S.; Chateau, J.P.; Bouaziz, O. A physical model of the twinning-induced plasticity effect in a high manganese austenitic steel. Mater. Sci. Eng. A 2004, 387, 143–147. [Google Scholar] [CrossRef]
- Hutchinson, B.; Ridley, N. On dislocation accumulation and work hardening in Hadfield steel. Scr. Mater. 2006, 55, 299–302. [Google Scholar] [CrossRef]
- Petrov, Y.N.; Gavrijuk, V.G.; Berns, H.; Schmalt, F. Surface structure of stainless and Hadfield steel after impact wear. Wear 2006, 260, 687–691. [Google Scholar] [CrossRef]
- Canadinc, D.; Sehitoglu, H.; Maier, H.J. The role of dense dislocation walls on the deformation response of aluminum alloyed hadfield steel polycrystals. Mater. Sci. Eng. A 2007, 454, 662–666. [Google Scholar] [CrossRef]
- Canadinc, D.; Sehitoglu, H.; Maier, H.J.; Kurath, P. On the incorporation of length scales associated with pearlitic and bainitic microstructures into a visco-plastic self-consistent model. Mater. Sci. Eng. A 2008, 485, 258–271. [Google Scholar] [CrossRef]
- Canadinc, D.; Efstathiou, C.; Sehitoglu, H. On the negative strain rate sensitivity of Hadfield steel. Scr. Mater. 2008, 59, 1103–1106. [Google Scholar] [CrossRef]
- Li, X.; Wu, W.; Zu, F.; Liu, L.; Zhang, X. Influence of impact energy on work hardening ability of austenitic manganese steel and its mechanism. Chin. Foundry 2012, 9, 248–251. [Google Scholar]
- Icten, B.M.; Kıral, G.B.; Deniz, M.E. Impactor diameter effect on low velocity impact response of woven glass epoxy composite plates. Compos. Part B Eng. 2013, 50, 325–332. [Google Scholar] [CrossRef]
- Ferreira, L.F.P.; Bayraktar, E.; Robert, M.H.; Miskioglu, I. Recycling of scrap aluminium (AA7075) chips for low cost composites. In Mechanics of Composite and Multi-functional Materials, Proceedings of the 2016 Annual Conference on Experimental and Applied Mechanics, Orlando, FL, USA, 6–9 June 2016; Springer: Cham, Switzerland; Volume 7, pp. 19–25.
- Qiao, P.; Yang, M.; Bobaru, F. Impact Mechanics and High-Energy Absorbing Materials: Review. J. Aerosp. Eng. 2008, 21, 235–248. [Google Scholar] [CrossRef] [Green Version]
- Abaqus/Explicit User’s Manuals. Available online: https://www.google.com.tw/url?sa=t&rct=j&q=&esrc=s&source=web&cd=3&ved=2ahUKEwjt8_fa5sHdAhUD9LwKHT58AokQFjACegQICBAC&url=https%3A%2F%2Fwww.researchgate.net%2Ffile.PostFileLoader.html%3Fid%3D557a68c45e9d9734b28b458e%26assetKey%3DAS%3A273794663419904%401442289142232&usg=AOvVaw0YS4hYJN5XuqDTfdk0Vc7H (accessed on 8 August 2018).
- Kurşun, A.; Şenel, M.; Enginsoy, H.M. Experimental and numerical analysis of low velocity impact on a preloaded composite plate. Adv. Eng. Softw. 2015, 90, 41–52. [Google Scholar] [CrossRef]
- Rice, J.R.; Tracey, D.M. On the ductile enlargement of voids in triaxial stress fields. J. Mech. Phys. Solids. 1969, 17, 201–217. [Google Scholar] [CrossRef]
- Hooputra, H.; Gese, H.; Dell, H.; Werner, H. A comprehensive failure model for crashworthiness simulation of aluminium extrusions. Int. J. Crashworthiness 2004, 9, 449–464. [Google Scholar] [CrossRef]
- Khan, S.A.; Huang, S. Continuum Theory of Plasticity; John Wiley & Sons Inc.: New York, NY, USA, 1995. [Google Scholar]
- Hiermaier, S. Structures Under Crash and Impact: Continuum Mechanics, Discretization and Experimental Characterization; Springer: New York, NY, USA, 2008. [Google Scholar]
- Lindroos, M.; Apostol, M.; Heino, V.; Valtonen, K.; Laukkanen, A.; Holmberg, K.; Kuokkala, V.T. The Deformation, Strain Hardening, and Wear Behavior of Chromium-Alloyed Hadfield Steel in Abrasive and Impact Conditions. Tribol. Lett. 2015, 57, 24. [Google Scholar] [CrossRef]
- Apostol, M.; Kuokkala, V.T.; Laukkanen, A.; Holmberg, K.; Waudby, R.; Lindroos, M. High velocity particle impactor–modeling and experimental verification of impact wear test. In Proceedings of the World Tribology Congress, Turin, Italy, 8–13 September 2013; pp. 8–13. [Google Scholar]
- Lindroos, M.; Kuokkala, V.T.; Lehtovaara, A.; Kivikyto-Reponen, P. Effects of strain and strain rate on the abrasive wear behavior of high manganese austenitic steel. Key Eng. Mater. 2013, 527, 211–216. [Google Scholar] [CrossRef]
- Sarlin, E.; Apostol, M.; Lindroos, M.; Kuokkala, V.T.; Vuorinen, J.; Lepisto, T.; Vippola, M. Impact properties of novel corrosion resistant hybrid structures. Compos. Struct. 2014, 108, 886–893. [Google Scholar] [CrossRef]
- Wen, Y.H.; Peng, H.B.; Si, H.T.; Xiong, R.L.; Raabe, D. A novel high manganese austenitic steel with higher work hardening capacity and much lower impact deformation than Hadfield manganese steel. Mater. Des. 2014, 55, 798–804. [Google Scholar] [CrossRef]
- Bal, B.; Gumus, B.; Gerstein, G.; Canadinc, D.; Maier, H.J. On the micro-deformation mechanisms active in high-manganese austenitic steels under impact loading. Mater. Sci. Eng. A 2015, 632, 29–34. [Google Scholar] [CrossRef]
- Heathcock, C.J.; Protheroem, B.E.; Ballm, A. Cavitation erosion of stainless steels. Wear 1982, 81, 311–327. [Google Scholar] [CrossRef]













© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Enginsoy, H.M.; Bayraktar, E.; Kurşun, A. A Comprehensive Study on the Deformation Behavior of Hadfield Steel Sheets Subjected to the Drop Weight Test: Experimental Study and Finite Element Modeling. Metals 2018, 8, 734. https://doi.org/10.3390/met8090734
Enginsoy HM, Bayraktar E, Kurşun A. A Comprehensive Study on the Deformation Behavior of Hadfield Steel Sheets Subjected to the Drop Weight Test: Experimental Study and Finite Element Modeling. Metals. 2018; 8(9):734. https://doi.org/10.3390/met8090734
Chicago/Turabian StyleEnginsoy, Halil Murat, Emin Bayraktar, and Ali Kurşun. 2018. "A Comprehensive Study on the Deformation Behavior of Hadfield Steel Sheets Subjected to the Drop Weight Test: Experimental Study and Finite Element Modeling" Metals 8, no. 9: 734. https://doi.org/10.3390/met8090734