Heat Treatment of In Situ Laser-Fabricated Titanium Aluminide


1
National Laser Centre, Council for Scientific and Industrial Research, Pretoria 0001, South Africa
2
Department of Chemical, Metallurgical & Materials Engineering, Tshwane University of Technology, Pretoria 0001, South Africa
3
Pilot Tools (Pty) Ltd., Johannesburg 2094, South Africa
4
Department of Mechanical Engineering Science, University of Johannesburg, Auckland Park 2006, South Africa
*
Author to whom correspondence should be addressed.
Metals 2018, 8(9), 655; https://doi.org/10.3390/met8090655
Submission received: 9 July 2018
/
Revised: 27 July 2018
/
Accepted: 2 August 2018
/
Published: 22 August 2018
(This article belongs to the Special Issue Additive Layer Manufacturing using Metal Deposition)
Abstract
:Direct energy deposition (DED) via laser processing, operated under standard conditions with a localised shielding gas, is a potential method for the manufacture of the γ-TiAl alloy. The freedom of operation, which includes the production of components via in situ melting of elemental powders, makes this method economically attractive. The goal of this study was to optimise the mass flow rates that lead to gamma phase formation during laser in situ melting of Ti and Al. A 3 kW Nd:YAG laser was used to melt Ti and Al elemental powders. Single clads were produced on Ti6Al4V substrates under localised argon shielding. The samples were heat-treated to promote microstructural homogenization and to provide thermal stress relief, after which they were characterized. Lamellar and duplex microstructures were obtained; depending on the Al feed rate and heat treatment temperatures. The Vickers microhardness was found to be predominantly dependent on Al content and the amount of twinning present. X-ray diffraction detected a proportional increase in the intensity of the γ phase peak with an increase in Al content, while α2 peaks were dissolved and the twin γ-Ti3Al5 peaks diminished slightly. An alloy produced in this work achieved the target microstructure and properties associated with superior ductility and tensile strength in these materials, indicating that the technology has future potential in the production of Ti-Al materials for applications such as structural components or thermal barrier coatings.
1. Introduction
Titanium aluminide (Ti-Al) alloys have a number of interesting properties such as low density, high specific strength, substantial mechanical strength at high temperatures, and good creep resistance [1,2]. For the past decades, considerable efforts have been made towards their development and potential applications [1,3]. Various applications have been investigated with a view to replacing the heavier nickel-based superalloys for the next generation of aircraft and automotive engine components [1,2,3,4,5,6]. From an engineering point of view, the most interesting and viable alloys are within the 44–48 at. % Al range. This is due to the eutectoid reaction that takes place during cooling and solidification. The properties of these alloys are controlled by their chemistry and the resulting microstructure. Studies on Ti-Al (43–55 at. % Al) compositions showed that strength and room-temperature elongation varies with Al content, and exhibits a maximum around the two-phase composition of the Ti-Al (48 at. % Al) [3,5]. This composition has a duplex microstructure that shows superior tensile strength and ductility of up to 2.2% in the binary phase [2,3] and up to 4% in ternary or quaternary phases [2,4,5,6,7]. Contrary, a fully lamellar microstructure of either phase has considerable poor ductility [3,4,5], but excellent creep resistance [5,6].
A major drawback of these materials is the difficulty of attempting to balance the advantages and disadvantages of the microstructures at both moderate and high temperatures and in the changing environment during use. In this regard, fine-grained, fully lamellar microstructures may be used to achieve the required balance [3,4,5,6,7,8,9,10]. This particular composition (48 at. % Al) represents the most promising alloy that is characterised by two intermetallic phases: the major one being the γ phase (Ti-Al) and the minor one being the α2 (Ti3Al) phase, with a hexagonal lamellar microstructure which is typically referred to as γ-Ti-Al. The industrial-scale processing routes of γ-Ti-Al pre-alloyed powder include casting, powder metallurgy, ingot, forging, and sheet production by hot-rolling, but all these processes prove to be expensive and time-consuming [1,10]. The brittleness and low fracture toughness of γ-Ti-Al makes it difficult to manufacture parts using conventional methods. The lack of ductility in these alloys has necessitated alternative manufacturing routes such as additive manufacturing (AM) of γ-Ti-Al parts for aerospace applications [10,11,12,13,14]. Electron beam melting and laser beam melting are the most used AM process for both research and parts production [15,16]. In these advanced AM platforms, processing is undertaken in an inert atmospheric enclosure in order to fabricate non-oxidised structural parts that are needed in aerospace applications. Alternatively, γ-Ti-Al alloys can be used as thermal barrier coatings (TBCs) in the high-temperature zones of aircraft and automotive engines and as surface coatings in chemical or nuclear reactors [15], as well as in the refurbishment of γ-Ti-Al turbine components in aircraft and automotive components [16]. The limited freedom in applications and cost of processing associated with the AM process during the production of γ-Ti-Al structures or coatings motivates research into alternative routes towards their production [16].
In this work, direct energy deposition, using laser processing under atmospheric conditions, was used to manufacture γ-Ti-Al single-track clads from pure titanium and aluminium elemental powders. The elemental powders were co-fed into the laser melt pool that was generated on the Ti6Al4V base plates. The composition of the γ-Ti-Al was varied by controlling the powder feed rate of the aluminium whilst keeping that of Ti constant. The produced clads were heat-treated and thereafter characterised for composition and microstructure. The aim of this work was to achieve the correct alloy composition and microstructure via in situ alloying with the use of elemental powders using laser processing and subsequent heat treatment.
2. Materials and Methodology
A 3 kW IPG (IPG Laser GmbH, Burbach, Germany) Nd:YAG diode pumped fiber-coupled laser operating at a wavelength of 1073 nm was used for the deposition of single-layer clads produced on Ti6Al4V substrates. The process was carried out under normal atmospheric conditions with argon used as a shielding and carrier gas. Powders were carried to the workpiece by means of a GTV powder feeder. A three-way cladding nozzle head was used for deposition. The γ-Ti-Al clads were produced by depositing both Ti and Al into a melt pool that was generated onto the Ti6Al4V substrate. Both Al and Ti powders, supplied by TLS Technik GmbH & Co (Bitterfeld-Wolfen, Germany) were commercially pure and spherical with a particle size distribution range of 45–90 µm. During processing, the elemental powders were co-fed into the melt pool from two different powder hoppers. It is anticipated that when the mixing kinetics (achieved by the convectional forces present within the melt pool) and thermodynamics are met, the molten mixed powders will (upon cooling) lead to a clad with the anticipated composition in accordance with the binary phase diagram [16]. Feed rate of the Al powder was varied across a wide range to generate alloys from 25.6 at. %, 47.5 at. %, and 55.8 at. % Al to produce samples 1, 2, and 3, respectively, while that of the Ti was kept constant. This allowed the effect of Al on the resulting microstructure and composition during laser in situ alloying to be studied. Laser power of 1.25 kW, a robot travel speed of 1.5 m/min, and a spot size diameter of 4 mm together with a shielding gas rate of 12 L/min were utilized for these experiments.
Post-manufacturing, the produced clads were subjected to heat treatment at 1200 °C and 1430 °C at a heating rate of 3 °C per minute with a holding time of 1 h before furnace cooling for 8 h. These temperatures were chosen to coincide with the single and dual phase regions of the phase diagram, as shown in Figure 1. The samples were then polished for metallographic observations using established methods for Ti and its alloys. The polished samples were etched with Kroll’s reagent and characterised using optical microscopy and scanning electron microscopy (SEM). Energy-dispersive X-ray spectroscopy (EDS) was used to determine the elemental composition, while X-ray diffraction was performed with a Panalytical Xpert Pro PW 3040/60 diffractometer (Malvern Panalytical Ltd., Royston, UK) with a Cu Kα monochromatic radiation source for phase analysis. A Zwick/Roell Indentec (ZHVμ) machine (Zwick Roell AG, Ulm, Germany) was used for measuring the Vickers micro-hardness of the produced clads using 0.5 kgf load and dwell time of 10 s. Three tracks with 10 indents were measured and an average was calculated as the overall clad hardness.
3. Results and Discussion
3.1. Composition and Microstructure
3.1.1. Composition
The as-produced Ti-Al clads were subjected to heat treatment before characterisation. Heat treatment was performed in accordance with the binary phase diagram and was dependent on the Al content and the target phase to be achieved during heating and cooling. Table 1 reports the elemental composition (EDS) of the alloy in relation to the Al powder feed rate.
The Al content presented in Table 1 show the three phase regions which were studied. These phases were pure α2 (sample 1), (γ + α2) (sample 2) and pure γ (sample 3). For engineering purposes, the composition of the alloy in sample 2 is the most attractive. Given the alloy composition in Table 1, it was necessary that different heating temperatures be used for the microstructural homogenisation. The heat treatments were carried out at 1200 and 1430 °C based on the binary phase diagram shown in Figure 1 [17] and were chosen to coincide with the single- and dual-phase regions of interest.
3.1.2. Cross Sections and Microstructure Prior to Heat Treatment
Figure 2 shows the optical micrographs of the cross sections of samples 1, 2, and 3, respectively.
The thicknesses of all the clads ranged from approximately 1.2–1.5 mm. The samples showed less cracking as the aluminium content increased to 48 at. % An increase in aluminium content above 48 at. % resulted in the reappearance of the cracks, as seen with sample 3 (Figure 2c). Generally, the clads were well bonded to the substrates, which indicates that adequate laser power was used during cladding. Studies on Ti–Al (43–55 at. % Al) compositions showed that strength and room-temperature elongation varies with aluminium content. Good strength and room-temperature elongation is found to be at a maximum around the two-phase composition of Ti–48Al [5] alloys. This explains some of the cracking phenomena observed in Figure 2. Figure 2 also suggests that there is a limited window on the weldability of Ti-Al and depends (in this case) on the in situ composition and laser parameters of the clad. The higher magnification images of the samples are given in Figure 3. These SEM microstructures in Figure 3 are shown for samples 1, 2, and 3, as manufactured prior to heat treatment, corresponding to aluminium contents (at. %) of 25 (1), 47 (2), and 55 (3), respectively.
Sample 1 shows a fine lamellar structure with some evidence of martensitic transformations taking place due to high cooling rates that are present during laser cladding. Samples 2 and 3 showed the formation of a dendritic structure. These results agree well with the work of Tlotleng et al. [16]. The formation of the dendritic structure can be attributed to the higher aluminium contents causing a greater volume of molten material during processing.
3.1.3. Microstructure after Heat Treatment
Three different types of titanium aluminide intermetallic alloys were produced by the laser in situ cladding method. α2, duplex (γ + α2), and pure γ phases were produced. To homogenise the microstructures, heat treatments were chosen according to the phase diagram shown and explained in Figure 1. The Ti3Al (α2) phase has an aluminium content between 22 at. % and 33 at. %; the Ti-Al (γ) phase contains Al in the range ≥50 at. % and the dual phase (γ + α2) at 33–50 at. % Figure 4 shows the micrograph of sample 1 after heat treatment.
There are interfacial grain boundary cleavages or dissolution (indicated by thick short arrows) at 1200 °C (Figure 4a), which is an indication that dislocations would be expected to occur on or near the interface boundaries if the material is under sufficient stress. This observed grain boundary dissolution is an indication that although aluminium is a solid solution strengthening (SSS) material, it may fail at high temperatures, therefore indicating that a high-temperature SSS material such as niobium or related refractory metal(s) would be required as an alloying element to stabilize this alloy and allow for possible applications in high-temperature environments. According to Kacher et al. [18], dislocation interaction with interfaces plays a significant role in strengthening and crack initiation in single-phase ductile metals and stress corrosion cracking. These interactions also have influence in material design for the optimisation of interfacial improvements which is necessary for these brittle, crack-sensitive materials [18]. The microstructure in Figure 4b, heat-treated at 1430 °C, shows that instead of grain boundary interface rupture or dissolution, the grains dilated. Grain elongation is significant and the beta (Ti) and alpha (Ti) phases (that are retained during cooling) can be seen. The lamellae appeared in clusters, as shown in Figure 4b. Grain movement led to induced strain which then deformed the coarsened grains. From both microstructures, it is anticipated that between 1200 and 1430 °C, this alloy may have compromised high-temperature properties due to structural collapse [18].
According to Appel et al. [19], stacking fault energy decreases when Al content increases. Studies concerning the twinning in the Ti–Al alloys are yet to conclude whether twinning can be promoted or hindered when Al content is increased. It is important to note that Al content has the ability to change the slip movement in the Ti–Al system leading to deformation and will impact twinning to a point of diminishment [19].
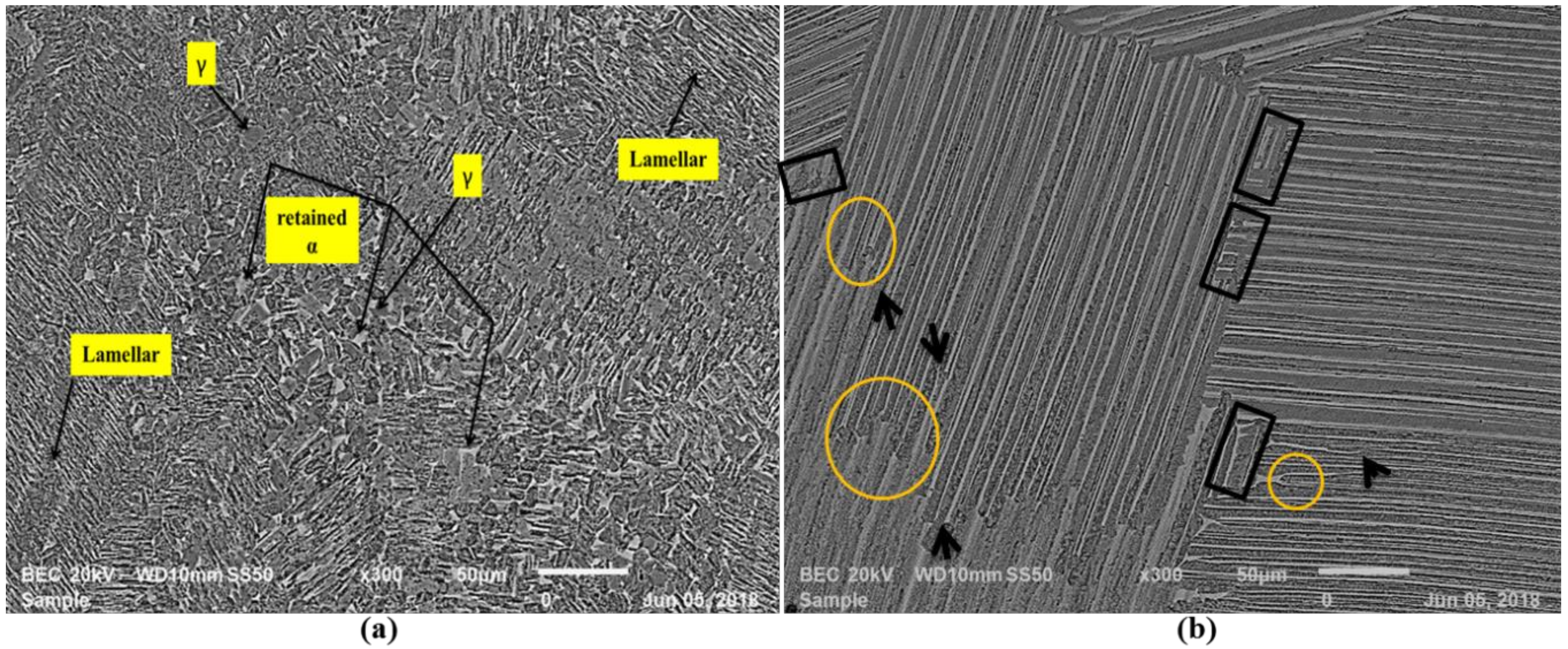
In Figure 5, the microstructures of the binary alloys after heat treatment at (a) 1200 °C and (b) 1430 °C, respectively, are presented. At 1200 °C (Figure 5a), precipitates of the γ-Ti-Al phase are visible amongst the retained α-Ti phase. The lamellae in this alloy are clustered and agglomerated. The duplex microstructure shown in Figure 5a is interspersed lamellae and γ-Ti-Al grains which are approximately equal in size. This microstructure is formed after a heat treatment in the centre of the α + γ region of the phase diagram and depends largely on the Al content. The lamellar grains consist of fine α2-Ti3Al and γ-Ti-Al lamellae, with thicknesses in the nanometre range. The proportion of lamellar grains increases with an increase in the heat-treatment temperature in the α + γ region [15,20,21,22].
At 1430 °C (Figure 5b), a completely transformed microstructure was observed. A fully lamellar structure is visible in Figure 5b and a nearly lamellar/gamma structure (duplex) in Figure 5a. Similar structures have been reported by Todai et al. [23] and on the general electric alloy (Ti4822). Heating above the α transus temperature in this single α-phase region results in a fully lamellar microstructure that consists of completely large, 250–500 µm, lamellar colonies of alternating α2 and γ phases, as seen in Figure 5b. The absence of γ grains at this heat-treatment temperature allows the unhindered growth of the lamellar microstructure [1]. The grain boundaries are jagged and give good creep behaviour [1,14,15,16,20,21,22]. It is possible to see that increasing aluminium content and heat-treatment temperature led to twinning [24]. Such twinning is presented graphically by Azadmanjiri et al. [25]. This is expected considering that Fitzner et al. [24], studying the effect of Al on twinning in binary titanium–aluminium, indicated that twinning is absent in the α2 phase system, but occurs in the Ti-Al–Ti3Al system.
The absence and presence of twinning in the α2 phase and Ti-Al–Ti3Al system, respectively, is given in detail in the study by Fitzner [24]. The arrows and circles shown in Figure 5b indicate a lamellar plate that had ruptured. Some of the lamellar plates dilated or thickened at the point of dislocation (indicated by circles). These could then be indexed as slip bands ahead of longitudinal twinning [26], but due to thickening could be difficult to index. Edwards et al. [26] alluded to parallel twinning which was due to fully-grown lamellae, the same size as adjacent parent lamellae, forming longitudinal twinning. In this study, parallel twinning that occurred from a lamella that was not yet fully developed was observed (indicated by rectangles) and could also be indexed as a dislocation interaction with mechanical twinning [25].
Al content was further increased in this study to observe the effect of Al on twin formation. To do this, Al content was increased from 26 at. % Al (Figure 4) through to 48 at. % Al (Figure 5) to 56 at. % Al. The microstructure after heat treatment at 1430 °C is given in Figure 6. Only one heat-treatment temperature was considered as there were no phase transformations expected at this Al composition (Figure 1).
At >50 at. % Al, titanium aluminides exist in the gamma phase region, as shown in Figure 1. The microstructure for this alloy composition is characterised by fine gamma lamellar grains. Twinning in the longitudinal direction is shown with multiple stacking of α2 grains, as highlighted on the microstructure in Figure 6. This multiple α2 stacking led to strain formation at the grain boundary interface (represented as a green rectangle in Figure 6). The stacking further induced cracking or strain on the γ-phase lamellae of the adjoining grain. This cracking is illustrated by blue arrows in Figure 6. A stack fault or dislocation in the alpha 2 lamellae (indicted by the oval circle) was observed in the gamma grain on Figure 6. There is shearing or dislocation (in what appears to be fine pores) on the γ lamellae within the grains with multiple stacking in the α2 phase. Multiple dislocations in the γ grains are observed (top level of the image) where the lamellae have multiple discontinuities in the longitudinal direction [26]. It is possible that twinning in the γ phase diminished when compared to sample 2 of this study in Figure 5 and according to Azadmanjiri et al. [25]. To understand the occurrence of twinning with heat treatment on the XRD results presented in this work, the research works by Baudana et al. [27] and Tamburini et al. [28] was used for guidance.
3.2. X-ray Diffraction
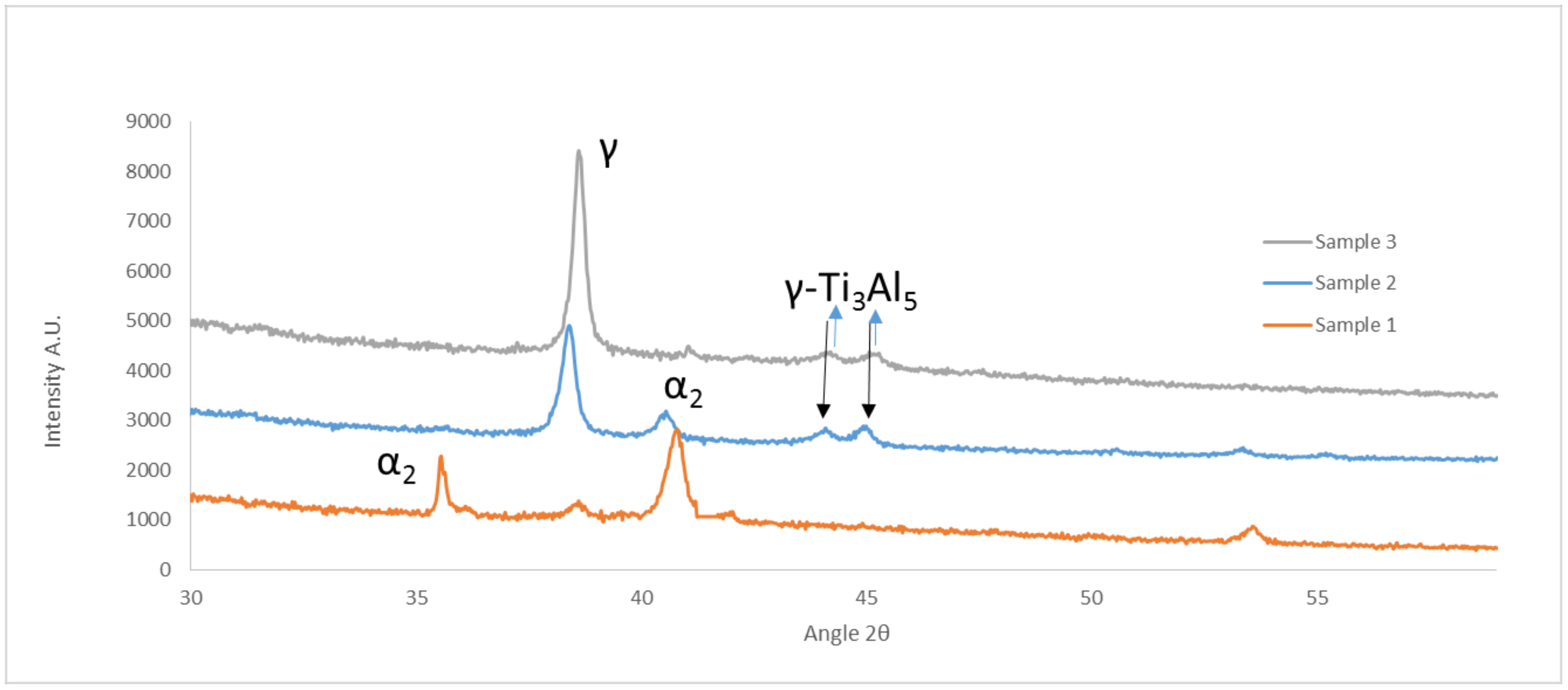
In order to understand the crystallography and twinning of the Ti-Al alloys produced under direct energy deposition, an XRD investigation was conducted on all the laser-deposited and heat-treated samples. According to Tamburini et al. [28], planar faults (stacking and twinning) led to the changes in the XRD peaks in terms of width (broadening), intensity drop and increase in noise (or background intensity), appearance or disappearance of peaks, and peak shifts. The diffraction peaks of the samples that were heat-treated at 1430 °C are shown in Figure 7. The assignment of the different peaks were referenced against Baudana et al. [27], Tamburini et al. [28], and the Xpert Pro Ti–Al database using the relevant PDF files as follows: TiAl3 (04-018-4873), Ti3Al5 (00-042-0810), TiAl2 (00-042-1136), Ti1.5Al2.5 (04-007-2384), Al (04-012-3403), Ti (00-005-0682), TiO2 (00-015-0875), Al2O3 (00-004-0877), AlTiO2 (00-052-1557), α2-Ti3AlO0.01 (04-013-6696), α2-Ti3AlO0.16, α2-Ti3AlO0.31, Al3Ti5O2 (43-4473), Ti2.78Al1.22O0.173 (01-074-9926), and Al1.24O0.359Ti (01-074-9927).
Figure 7 shows that the γ-Ti-Al peak intensity increased with increasing Al content. It is evident that sample 1 is mainly α2 (Ti3Al) phase alloy. No twinning was expected for this alloy due to the lean Al content. The intensity of the gamma (γ) peak is intensified, refined, and broadened in sample 3, while the α2 phase peak dropped considerably in intensity and shifted to higher 2θ values with an increase in the Al content. The γ-Ti3Al5 phase, which formed as a doublet in sample 2, broadened in sample 3. This is an indication of twinning in the alloy and an example of how annealing temperature affects planar faults. This observation supports the detailed explanation made by Tamburini et al. [28]. Even though crystal sizes were not calculated, it can be affirmed that twinning was present in the alloy, given that Fitzner et al. [24] has presented that it will occur within the Ti-Al–Ti3Al system and diminish with an increase in the Al content. However, for clarity, it should be emphasized here that in this work, twinning in the gamma phase, which is anticipated in this alloy, will occur in the presence of excess Al, hence it is only present as the Ti3Al5 phase as opposed to the pure γ phase. Previously, this phase was associated with high-temperature synthesis reactions [29]. The results of the current study indicate that a planar fault or mechanical twinning is present. It has been reported that both Ti3Al and Ti-Al are present at equilibrium as the only thermodynamically stable phases during synthesis [1]. This led to the observed twinning in samples 2 and 3 when heat-treated at 1430 °C. The excess Al content present around the formed Ti-Al gamma phase promoted twinning at 1430 °C in the samples. There is a slight shift in the twinning peaks towards positive 2θ values that occurred in sample 2 when Al was increased as seen in sample 3. There is peak broadening with the observed twins in sample 3, which could be an indication of a slight reduction in twinning. Fitzner et al. [24] observed a reduction in twinning with an increased Al content, with ageing having no effect on twinning in alloys with a high Al content.
3.3. Microhardness
Formability and impact resistance are highly improved in materials that promote twinning [24]. Impact resistance can be understood as the energy required for any material to be disintegrated. Both properties are dependent on the resulting microstructure. There is an understanding that the ductility of metals is directly related to their hardness, which can decrease with an increase in impact strength. While twinning highly improves material ductility, dislocation will create sites for crack initiation, fatigue, and corrosion [18]. To ascertain the discussed microstructural features and the twinning (by XRD data), hardness of the alloys as a function of heat-treatment temperature was studied. The microhardness results are reported in Table 2.
Table 2 shows that overall hardness is mainly a function of Al content. Literature results show that hardness generally decreases with Al content and increases again after approximately 48 at. % Al [1], which agrees with the results in Table 2. Table 2 suggests that the α2-Ti3Al-rich phase alloy (sample 1) might generally be softer than the γ-Ti-Al-rich phase alloy (sample 3), while the dual phase alloy (α2 + γ) (sample 2) has the lowest hardness. The hardness of the fully lamellar γ-Ti-Al (sample 3) is higher than that of the fully lamellar (sample 2) and the partially lamellar (sample 1) Ti-Al alloys. For engineering applications, a dual-phase alloy is desired as it has improved room-temperature ductility over the single-phase alloys [1,2,3,4,5]. In a dual-phase alloy, the γ phase is known to show more ductile behavior than the α2 phase, which deforms with difficulty [1]. This can be explained via the mechanical twinning of titanium aluminides [19]. To detail the effect of twinning and dislocations on hardness, hardness values at a heat treatment of 1430 °C were considered. Sample 3 has high hardness at this temperature, which can be attributed to the resulting microstructure and the absence of or reduction in twinning, as discussed in Section 3.2. Sample 2 is soft, which can be attributed to the observed mechanical twinning which was well-formed in the γ-Ti3Al5 phase (Figure 7), which seemed to broaden and diminish in sample 3 (Section 3.2). The absence of twinning is directly related to poor ductility. Sample 2 is soft and showed well-formed twinning in the γ phase. This sample can thus be expected to deform plastically and therefore possess better ductility when compared to the other two samples. Possibly, the strains in the γ lamellae, stacking in α2, and reduced twinning in sample 3 led to it being hard when compared to sample 2 that had well-formed twinning. The duplex microstructure exhibits good room-temperature ductility and strength, but for high-temperature properties such as creep and fatigue resistance, a fully lamellar microstructure is desirable [1,15,16,17]. The fully lamellar structure is generally considered to have poorer ductility than the finer-grained and duplex structures [1,15,16,17].
4. Conclusions
Additive manufacturing of Ti-Al is usually conducted in an inert enclosure using electron beam melting and selective laser melting processes, which can be restrictive and costly. This is usually done with pre-alloyed powder. The present study has shown the possibility of using laser processing to produce the desired composition of Ti-Al via in situ alloying using independent powder hoppers feeding elemental powders of Ti and Al under normal atmospheric conditions. The resulting alloy composition fully depended on the change in the Al feed rate. The literature has shown that the desired composition possessing the ideal combination of material properties occurs at approximately 48 at. % Al, which was successfully achieved in this study. Heat treatment at different temperatures resulted in the formation of different microstructures. Hardness results showed that the aluminium content played the predominant role in determining the hardness of these alloys, as opposed to heat treatment. The XRD patterns did not show any evidence of unreacted metal, which bodes well for the potential viability of this technique for the refurbishment and deposition of clads of Ti-Al. XRD showed no twinning in the lower Al content clads and mechanical or longitudinal twinning in the dual-phase alloy which broadened and diminished in the high-Al-content alloy. The hardness of the alloys was shown to be dependent on both twinning and Al content. Therefore, this study has demonstrated the viability of this technique for the production of Ti-Al alloys with the potential for reduced costs.
Author Contributions
S.E.H. contributed by doing the experimental setup and completion, writing and interpretation of the journal and experimental data respectively; S.P. contributed by assisting with data interpretation and writing-review; C.S.F. contributed by providing and advising on heat treatment procedure and proof reading; M.T. contributed by interpreting the experimental data and writing-review.
Funding
The research was funded by the Council for Scientific and Industrial Research (CSIR).
Acknowledgments
The author and coauthors would like to thank the staff at the CSIR National Laser Centre—Laser Enabled Manufacturing group for their assistance in the sample preparation and analysis and funding. Thanks also goes to the staff at Pilot Tools (Pty) Ltd. for allowing the use of their heat treatment facility.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Kothari, K.; Radhakrishnan, R.; Wereley, N.M. Advances in gamma titanium aluminides and their manufacturing techniques. Prog. Aerosp. Sci. 2012, 55, 1–16. [Google Scholar] [CrossRef]
- Chraponski, J.; Szkliniarz, W.; Koscielna, A.; Serek, B. Microstructure and chemical composition of phases in Ti–48Al–2Cr–2Nb intermetallic alloy. Mater. Chem. Phys. 2003, 81, 438–442. [Google Scholar] [CrossRef]
- Lasalmonie, A. Intermetallics: Why is it so difficult to introduce them in gas turbine engines? Intermetallics 2006, 14, 1123–1129. [Google Scholar] [CrossRef]
- Viswanathan, G.B.; Kartikeyan, S.; Mills, M.J.; Vasudevan, V.K. Creep properties of a fully-lamellar Ti–48Al–2Cr–2Nb alloy. Mater. Sci. Eng. A 2001, 319–321, 833–837. [Google Scholar] [CrossRef]
- Xia, Y.; Luo, S.D.; Wub, X.; Schaffer, G.B.; Qian, M. The sintering densification, microstructure and mechanical properties of gamma Ti–48Al–2Cr–2Nb alloy with a small addition of copper. Mater. Sci. Eng. A 2013, 559, 293–300. [Google Scholar] [CrossRef]
- Mercer, C.; Lou, J.; Soboyejo, W.O. An investigation of fatigue crack growth in a cast lamellar Ti_48Al_2Cr_2Nb alloy. Mater. Sci. Eng. A 2000, 284, 235–245. [Google Scholar] [CrossRef]
- Schwerdtfeger, J.; Körner, C. Selective electron beam melting of Ti-48Al-2Nb-2Cr: Microstructure and aluminium loss. Intermetallics 2014, 49, 29–35. [Google Scholar] [CrossRef]
- Sunderkiitter, J.D.; Schmutzler, H.J.; Haanappel, V.A.C.; Hofmant, R.; Glatz, W.; Clemen, H.; Stroosnijde, M.F. The high-temperature oxidation behaviour of Ti-47Al-2Cr-0.2Si and Ti-48Al-2Cr-2Nb compared with Ti-48Al-2Cr. Intermetallics 1997, 5, 525–534. [Google Scholar] [CrossRef]
- Kościelna, A.; Szkliniarz, W. Effect of cyclic heat treatment parameters on the grain refinement of Ti–48Al–2Cr–2Nb alloy. Mater. Charact. 2009, 60, 1158–1162. [Google Scholar] [CrossRef]
- Seifi, M.; Ghamarian, I.; Samimi, P.; Ackelid, U.; Collins, P.; Lewandowski, J. Microstructure and mechanical properties of Ti-48Al-2Cr-2Nb manufactured via electron beam melting. In Proceedings of the 13th World Conference on Titanium, San Diego, CA, USA, 16–20 August 2015; Vasisht Venkatesh, A.L., Pilchak, J.E., Allison, S.A., Rodney Boyer, J.C., Amish, L., Fraser, M., Ashraf Imam, Y.K., Henry, J., Rack, A.C., Andy, W., Eds.; Minerals, Metals & Materials Society: Pittsburgh, PA, USA, 2016; pp. 1317–1322. Available online: https://www.researchgate.net/profile/Iman_Ghamarian/publication/280024707_Microstructure_and_Mechanical_Properties_of_Ti-48Al-2Cr-2Nb_Manufactured_Via_Electron_Beam_Melting/links/59e17f7ea6fdcc7154d37618/Microstructure-and-Mechanical-Properties-of-Ti-48Al-2Cr-2Nb-Manufactured-Via-Electron-Beam-Melting.pdf (accessed on 7 August 2018).
- Murr, L.E.; Gaytan, S.M.; Ceylan, A.; Martinez, E.; Martinez, J.L.; Hernandez, D.H.; Machado, B.I.; Ramirez, D.A.; Medina, F.; Collins, S.; et al. Characterization of titanium aluminide alloy components fabricated by additive manufacturing using electron beam melting. Acta Mater. 2010, 58, 1887–1894. [Google Scholar] [CrossRef]
- Nochovnaya, N.A.; Panin, P.V.; Kochetkov, A.S.; Bokov, K.A. Modern Refractory alloys based on titanium gamma-aluminide. Prospect Dev. Appl. Metal Sci. Heat Treat. 2014, 56, 23–27. [Google Scholar]
- Mayer, S.; Erdely, P.; Fischer, F.D.; Holec, D.; Kastenhuber, M.; Klein, T.; Clemens, H. Intermetallic β-Solidifying γ-TiAl Based Alloys from Fundamental Research to Application. Adv. Eng. Mater. 2017, 19, 1–27. [Google Scholar] [CrossRef]
- Sina, H.; Iyengar, S. Reactive synthesis and characterization of titanium aluminides produced from elemental powder mixtures. J. Therm. Anal. Calorim. 2015, 122, 689–698. [Google Scholar] [CrossRef]
- Deve, H.E.; Evens, A.G.; Shih, D.S. A high toughness γ-titanium aluminide. Acta. Metall. Mater. 1992, 40, 1259–1265. [Google Scholar] [CrossRef]
- Tlotleng, M.; Masina, B.; Pityana, S. Characteristics of Laser in-Situ alloyed titanium aluminides coatings. Procedia Manuf. 2017, 7, 39–45. [Google Scholar] [CrossRef]
- Zambaldi, C.R. Micro-mechanical modelling of γ-TiAl alloys. Rwth Aachen. 2010. Available online: www.rwth-aachen.de/record/64344/files/3607.pdf (accessed on 7 August 2018).
- Kacher, J.; Eftink, B.P.; Cui, B.; Robertson, I.M. Dislocation interactions with grain boundaries. Curr. Opin. Sol. State Mater. Sci. 2014, 18, 227–243. [Google Scholar] [CrossRef]
- Appel, F.; Clemens, H.; Fischer, F.D.; Kim, Y.W.; Dimiduk, D. Progress in the understanding of gamma titanium aluminides. J. Mater. 1991, 43, 40–47. [Google Scholar]
- Choi, C.; Kim, H.J.; Lee, Y.T.; Kim, Y. Effects of microstructural parameters on the fatigue crack growth of fully lamellar gamma-TiAl alloys. Mater. Sci. Eng. A 2002, 329–331, 545–556. [Google Scholar] [CrossRef]
- Dimiduk, D.; Martin, P.; Kim, Y.W. Microstructure development in gamma TiAl alloy mill products by thermomechanical processing. Mater. Sci. Eng. A 1998, 243, 66–76. [Google Scholar] [CrossRef]
- Todai, M.; Nakano, T.; Tianqi, L.; Hiroyuki, Y.Y.; Koji, H.; Ken, C.; Minoru, U.; Masao, T. Effect of building direction on the microstructure and tensile properties of Ti-48Al-2Cr-2Nb alloy additively manufactured by electron beam melting. Addit. Manuf. 2017, 13, 61–70. [Google Scholar] [CrossRef]
- Fitzner, A.; Prakash, D.G.L.; da Fonseca, J.Q.; Thomas, M.; Zhang, S.; Kelleher, J.; Manuel, P.; Preuss, M. The effect of aluminium on twinning in binary alpha-titanium. Acta. Mater. 2016, 103, 341–351. [Google Scholar] [CrossRef]
- Azadmanjiri, J.; Berndt, C.; Kapoor, A.; Wen, C. Development of Surface Nano-Crystallization in Alloys by Mechanical Attrition Treatment (SMAT). Crit. Rev. Sol. State Mater. Sci. 2015, 3, 164–181. [Google Scholar] [CrossRef]
- Edwards, T.; Di Gioacchino, F.; Moreno, R.; Clegg, W.J. The interaction of borides and longitudinal twinning in polycrystalline TiAl alloys. Acta Mater. 2017, 140, 305–316. [Google Scholar] [CrossRef]
- Baudana, G.; Biamino, S.; Ugues, D.; Lombardi, M.; Fino, P.; Pavese, M.; Badini, C. Titanium aluminides for aerospace and automotive applications processed by Electron Beam Melting: Contribution of Politecnico di Torino. Met. Powder Rep. 2016, 71, 193–199. [Google Scholar] [CrossRef]
- Tambburini, U.; Ohyanga, M.; Munir, Z. Modelling studies of the effect of twins on the X-ray diffraction patterns of boron carbide. Chem. Mater. 2004, 16, 4347–4351. [Google Scholar] [CrossRef]
- Wang, G.; Dahms, M. Synthesizing gamma-TiAl alloys by reactive powder processing. JOM 1993, 45, 52–56. [Google Scholar] [CrossRef]
- Fukotomi, M.; Hasegawa, H. Lamellar orientation control in TiAl base alloys by a Two-step compression process at high temperature. Mater. Sci. Eng. A 2009, 508, 106–113. [Google Scholar]
Figure 1.
Phase diagram of Ti–Al. Reproduced with permission from Zambaldi, C.R. et al. [17].
Figure 1.
Phase diagram of Ti–Al. Reproduced with permission from Zambaldi, C.R. et al. [17].
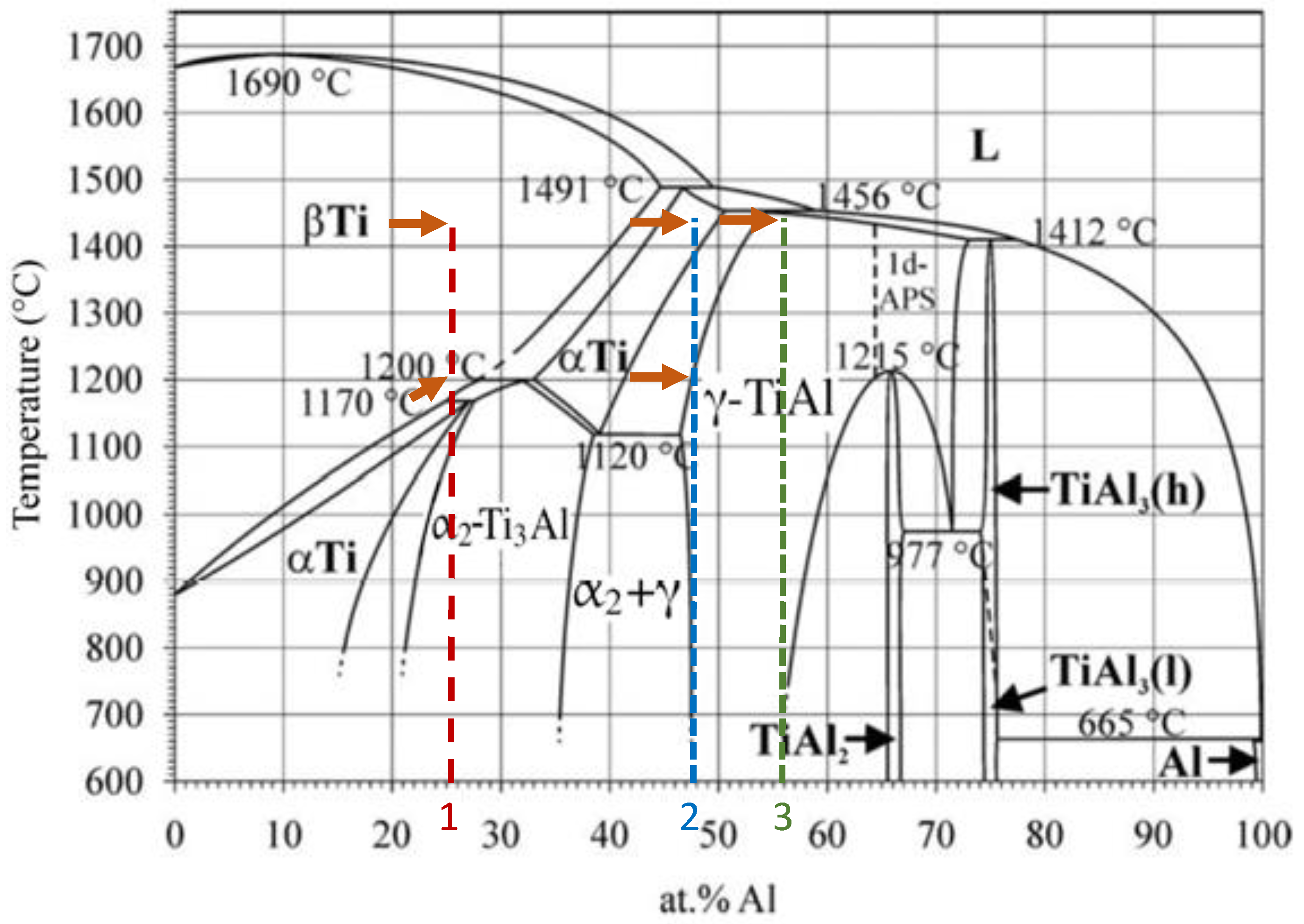
Figure 2.
SEM images of the as-built samples: sample 1 (a); sample 2 (b); and sample 3 (c) prior to heat treatment.
Figure 2.
SEM images of the as-built samples: sample 1 (a); sample 2 (b); and sample 3 (c) prior to heat treatment.

Figure 3.
High-magnification SEM images of the as-built samples: sample 1 (a); sample 2 (b); and sample 3 (c) prior to heat treatment.
Figure 3.
High-magnification SEM images of the as-built samples: sample 1 (a); sample 2 (b); and sample 3 (c) prior to heat treatment.

Figure 4.
Heat treatment of sample 1 (the α2 phase): at (a) 1200 °C; and (b) 1430 °C.
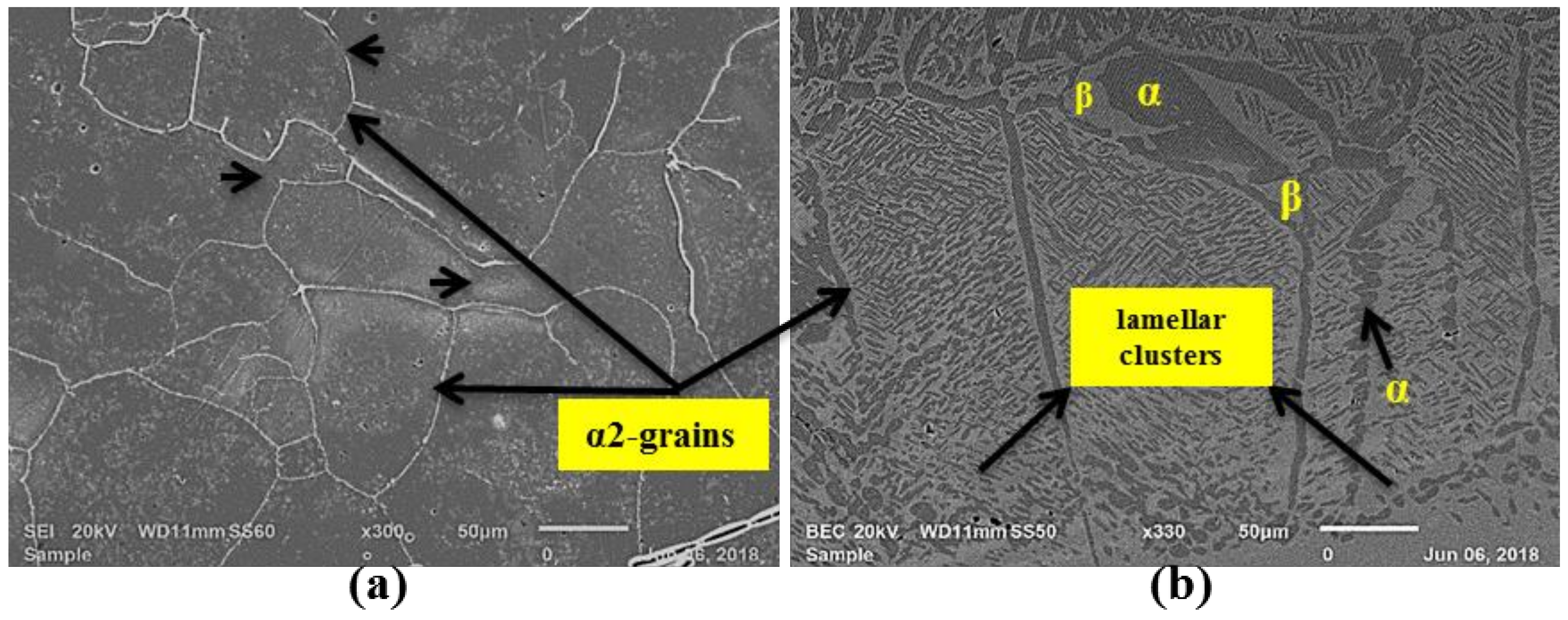
Figure 5.
Microstructures of sample 2 (γ + α2) after heat treatment: at (a) 1200 °C; and (b) 1430 °C.
Figure 5.
Microstructures of sample 2 (γ + α2) after heat treatment: at (a) 1200 °C; and (b) 1430 °C.

Figure 6.
SEM image of the heat-treated sample 3 (γ phase) at 1430 °C.
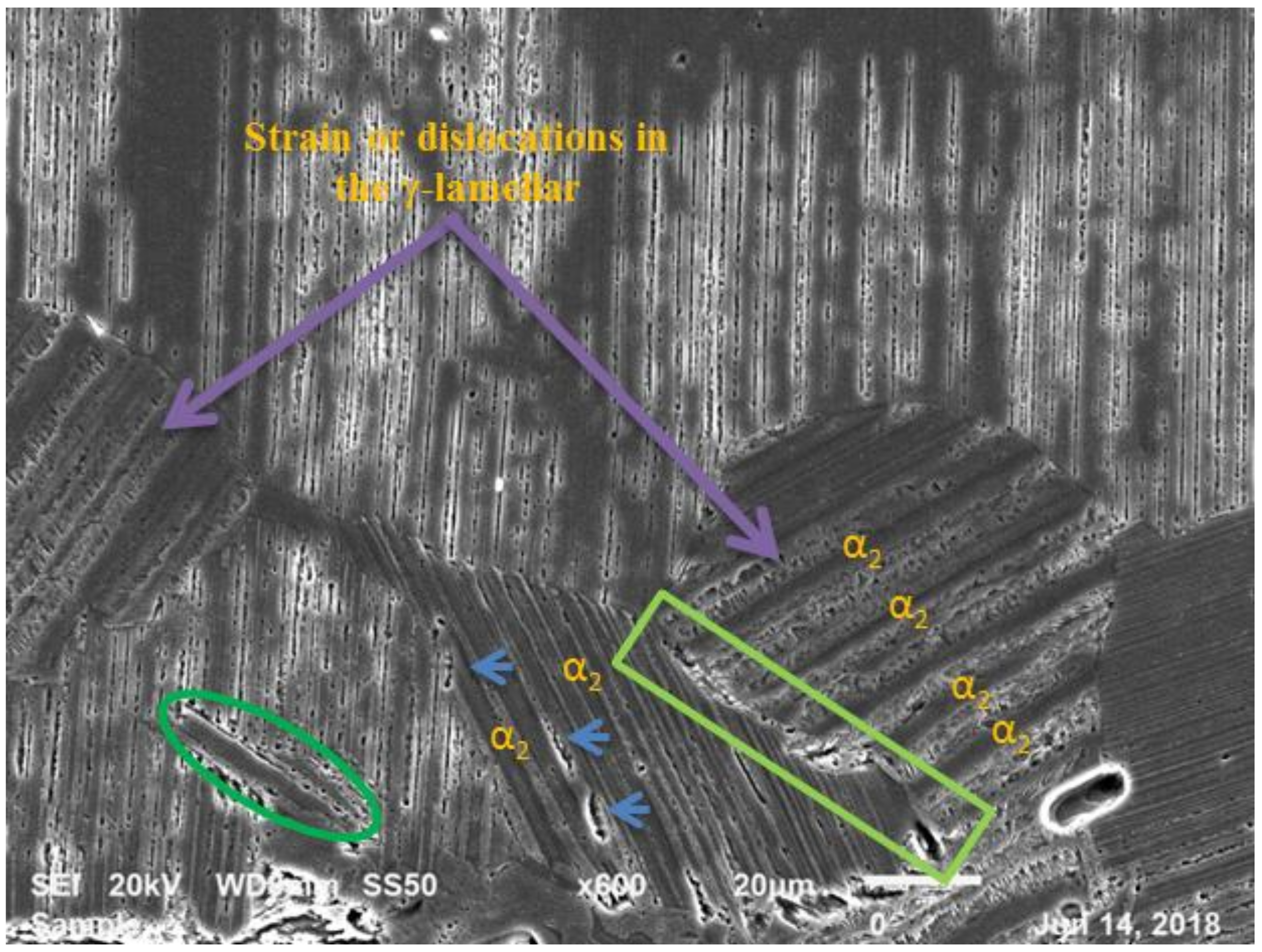
Figure 7.
XRD patterns of sample 1 (26 at. % Al), sample 2 (48 at. % Al), and sample 3 (56 at. % Al) heat-treated at 1430 °C.
Figure 7.
XRD patterns of sample 1 (26 at. % Al), sample 2 (48 at. % Al), and sample 3 (56 at. % Al) heat-treated at 1430 °C.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Aluminium feed rate relating to final composition after heat treatment.
| Sample ID | Aluminium Composition (at. %) |
|---|---|
| 1 | 25.62 ± 1.2 |
| 2 | 47.47 ± 0.8 |
| 3 | 55.84 ± 1.5 |
Table 2.
Hardness results of titanium aluminide samples.
| Sample | Al Content (at. %) | Heat-Treatment Temperature | Microstructure | Hardness (HV 0.5) |
|---|---|---|---|---|
| 1 | 25.6 | 1200 °C | Hexagonal | 522.4 ± 55.1 |
| 1 | 25.6 | 1430 °C | Partial Lamellar | 502.8 ± 44.2 |
| 2 | 47.5 | 1200 °C | Duplex | 324.8 ± 21.5 |
| 2 | 47.5 | 1430 °C | Fully Lamellar | 344 ± 23.8 |
| 3 | 55.8 | 1430 °C | Fully lamellar | 593.6 ± 17.5 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Hoosain, S.E.; Pityana, S.; Freemantle, C.S.; Tlotleng, M. Heat Treatment of In Situ Laser-Fabricated Titanium Aluminide. Metals 2018, 8, 655. https://doi.org/10.3390/met8090655
AMA Style
Hoosain SE, Pityana S, Freemantle CS, Tlotleng M. Heat Treatment of In Situ Laser-Fabricated Titanium Aluminide. Metals. 2018; 8(9):655. https://doi.org/10.3390/met8090655
Chicago/Turabian StyleHoosain, Shaik E., Sisa Pityana, Christopher S. Freemantle, and Monnamme Tlotleng. 2018. "Heat Treatment of In Situ Laser-Fabricated Titanium Aluminide" Metals 8, no. 9: 655. https://doi.org/10.3390/met8090655
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.