Fabrication of Al2O3/SiC/Al Hybrid Nanocomposites Through Solidification Process for Improved Mechanical Properties


State Key Laboratory of Solidification Processing, Northwestern Polytechnical University, Xi’an 710072, China
*
Author to whom correspondence should be addressed.
Metals 2018, 8(8), 572; https://doi.org/10.3390/met8080572
Submission received: 27 June 2018
/
Revised: 20 July 2018
/
Accepted: 21 July 2018
/
Published: 25 July 2018
Abstract
:To reduce the cost of nanocomposites and improve the dispersion of nanoparticles, Al2O3np/SiCnp/Al hybrid nanocomposites are fabricated by combining liquid-state blowing and ultrasonic-assisted casting. The average grain size of the matrix decreases to 39 μm in Al2O3np/SiCnp/Al, which shows improvements of approximately 118% and 26% as compared to those of Al2O3np/Al and SiCnp/Al, respectively. X-ray Diffractometer (XRD) results confirm the presence of SiCnp and Al2O3np in hybrid nanocomposites. The dispersed SiCnp and Al2O3np are homogeneously distributed in the matrix and no clusters consisting of SiCnp and Al2O3np exist in the microstructure. Theoretical analyses also verify that there is little possibility for clusters to form in the melt. Good bonding between nanoparticles and Al is demonstrated. Neither cavities nor reaction products exist at the interface. The ductility and the strength of Al2O3np/SiCnp/Al are improved. The improvement in yield strength of Al2O3np/SiCnp/Al, in comparison with that of A356, is about 45%.
1. Introduction
One of the great advantages of nanocomposites is their manufacturability. In light of the desired chemical, physical and mechanical properties, the reinforcement and the matrix are selected for nanocomposite preparation. High-strength lightweight nanocomposites become the focus of new material development. Due to the low density, aluminum alloys are applied in many areas, such as automobile and aerospace [1]. Hence, a lot of research is conducted on Al matrix nanocomposites, which have larger ratios of strength to weight than that of aluminum alloys. By reducing the size of the reinforcement from the microscale to the nanoscale, many of detrimental effects of micro-sized reinforcements on composites disappear [2]. For example, compared with the conventional composites, the tensile strength and ductility of nanocomposites are simultaneously improved at both room and elevated temperatures [3]. Good machinability of nanocomposites is also achieved [4]. Nanoparticles result in the enhancement of the hot-tearing resistance of Al–Cu alloy [5]. If the distribution of nanoparticles is uniform throughout the matrix, the increase in strength from the Orowan mechanism can be obtained [6]. However, it is difficult to achieve the uniform distribution of nanoparticles in the matrix. The reasons why nanoparticles tend to form clusters are shown as follows. First, nanoparticles have the poor wettability with the molten Al, which leads to difficult incorporation of nanoparticles into the matrix. Second, the van der Waals forces between nanoparticles are attractive.
A tremendous number of theoretical and experimental investigations have been carried out to disperse these nanoparticles in aqueous solutions [7,8] and polymeric melts [9]. Unlike in aqueous solutions and polymeric melts, the dispersion of nanoparticles is difficult to be achieved in metal melt. Nanoparticles tend to agglomerate and be sintered in metal melt. It has been proved that mechanical agitation cannot disperse nanoparticles in molten metal effectively [10]. Ultrasound-assisted casting, however, has been reported to offer an extremely promising processing route for the dispersion of nanoparticles [11]. The implosive impact from bubble collapse leads to the dispersion of nanoparticles. Ultrasonic processing was used to disperse nanoparticles in aluminum melt to fabricate SiCnp/Al nanocomposites [12]. To improve the incorporation of nanoparticles, the semisolid-state mechanical mixing was used in the high volume fraction of SiCnp reinforced Mg–Zn composites [13]. The dispersion of nanoparticles in the melt is related to the contact angle between nanoparticles and the matrix. Nanoparticles with a large contact angle with the matrix is difficult to be incorporated and dispersed in the melt. In addition, friction stir processing [14,15], numerical modeling [16,17] and discontinuous ultrasonic treatment [18] were attempted for enhanced distributions of nanoparticles in material matrix. The interaction between nanoparticles and the solidification front was also investigated [19,20,21]. SiCnp, Al2O3np, AlNnp, TiCNnp, CNT and graphene are the common reinforcements in Al matrix nanocomposites. Compared to other nanocomposites, SiCnp and Al2O3np have stable chemical properties in molten Al and been widely used as the reinforcement in structural composites. Moreover, SiCnp and Al2O3np of various sizes are easy to be prepared. As the contact angle between Al2O3np and Al is larger than that between SiCnp and Al, it is more challenging to disperse Al2O3np than to disperse SiCnp in the Al melt. However, Al2O3np is preferred because of its lower price. Through synthetical consideration, both SiCnp and Al2O3np are added into Al as the reinforcement to fabricate hybrid nanocomposites. The dispersion of nanoparticles in metal matrix nanocomposites, which were reinforced with SiCnp or Al2O3np, respectively, has been studied. The yield strength (YS) of SiCnp/Mg2Zn (14 vol.%) is much stronger, providing an enhancement of four times that of Mg2Zn [3]. Al2O3np can simultaneously refine the primary silicon and modify the eutectic silicon, leading to an increase in the ductility of Al2O3np/Al-20Si-4.5Cu [22]. To date, hybrid composites have attracted increasing interest because they possess the inherent advantages of each component. Nevertheless, the investigations into hybrid nanocomposites, containing two or more kinds of nanoparticles, including the dispersion of nanoparticles and microstructures, are still limited. It has been reported the addition of CNTs significantly improved the dispersion and distribution of TiC nanoparticles in TiC/CNTs/Al nanocomposites fabricated, using a combination of ball-milling and sheath-rolling techniques [23]. It is expected that development of Al matrix nanocomposites by the addition of SiCnp and Al2O3np will improve the mechanical properties of the Al matrix, which has not been widely explored.
In this work, hybrid nanocomposites reinforced with SiCnp and Al2O3np were fabricated via combining liquid-state blowing and ultrasonic-assisted casting. The dispersion of nanoparticles in hybrid nanocomposites was characterized by high-resolution transmission electron microscopy (HRTEM). The effects of nanoparticle on the microstructures and mechanical properties of the hybrid nanocomposites were investigated by optical microscope (OM), scanning electron microscope (SEM) and the tensile test.
2. Materials and Methods
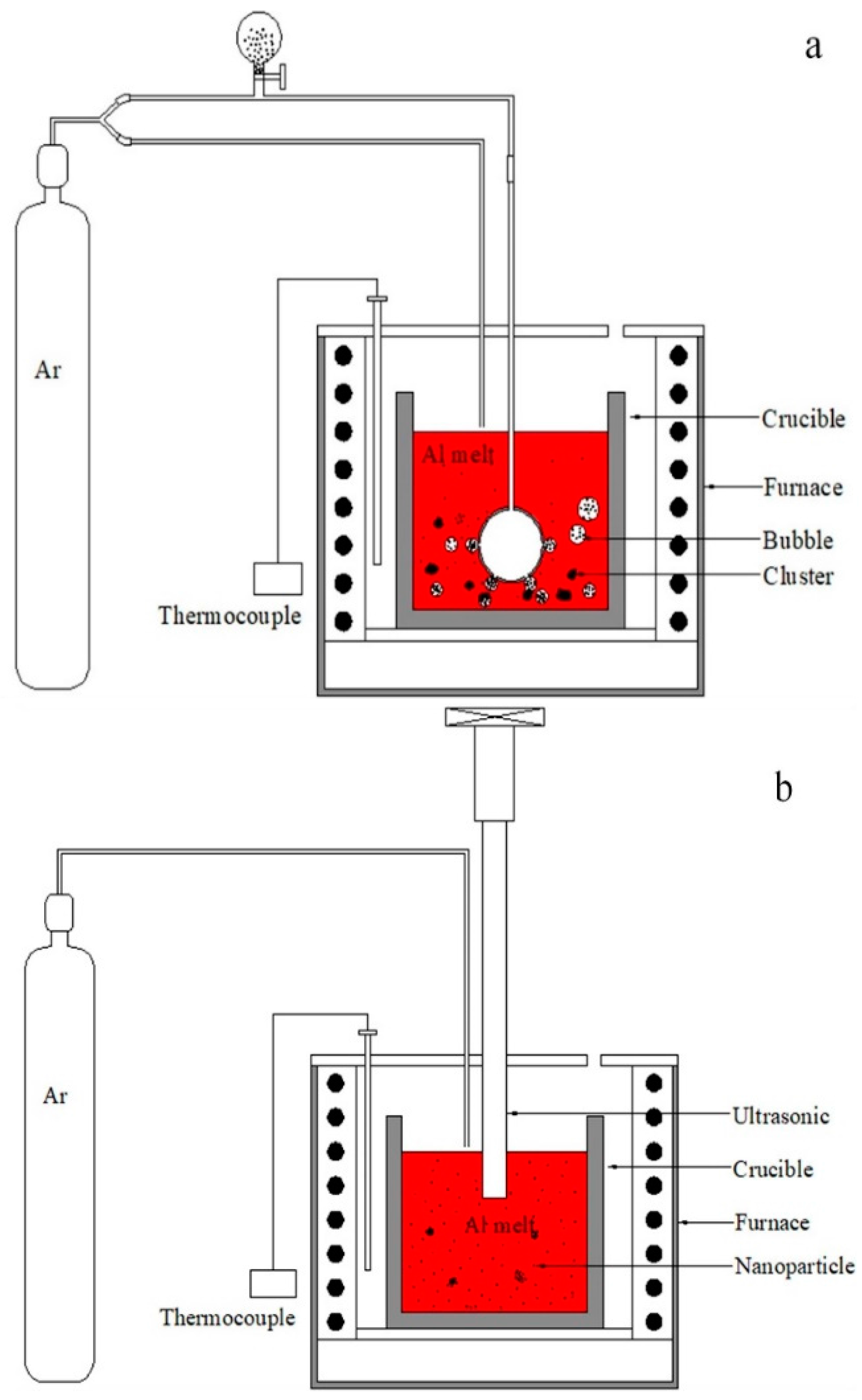
Aluminum alloy A356 supplied by Chinalco was used as the matrix material. The chemical composition of A356 is shown in Table 1. The SiCnp (an average size of 40 nm) and Al2O3np (an average size of 20 nm) were purchased from Shanghai Yao Tian Nano Material. SiCnp and Al2O3np were dried in an oven at 423 K for 120 min. A356 alloys were placed in a graphite crucible and then melt in an electric resistance furnace at 973 K. To remove gases and oxides, the aluminum melt was degassed with hexachloroethane for 5 min. SiCnp and Al2O3np with a mass ratio of 1:1 were homogeneously mixed using high-energy ball-milling technology. The mixture was slowly blown into the aluminum melt by high-purity Ar. The ultrasonic processing system was applied to disperse the nanoparticles in the melt. The tip of the ultrasonic probe was placed at a depth of about 30 mm into the melt, followed by the feeding of the nanoparticles. The processing process of hybrid nanocomposites, including the incorporation and dispersion of nanoparticles in the Al melt, is shown in Figure 1. The ultrasonic processing was carried out at a temperature of 973 K for 15 min. Then, the melt was cast into a cylindrical cast iron mould, of which a diameter and a height are 40 mm and 90 mm, respectively, preheated to 673 K. The melt was under the atmosphere of argon in the whole process. In this experiment, 1.0 wt.% Al2O3np and 1.0 wt.% SiCnp were added into A356 alloys to fabricate Al2O3np/SiCnp/Al. For comparison reasons, samples with the addition of 2.0 wt.% Al2O3np, 2.0 wt.% SiCnp and the matrix alloy were also processed.
Metallographic specimens were sectioned 51 mm from the bottom of the castings. For microstructural characterization, each specimen was mechanically ground with 180#, 240#, 400#, 600#, 800#, 1000#, 1200#, 1500# emery papers, respectively, and was then polished with diamond suspension (1 μm) to a mirror-like sample surface. Then, each specimen was etched by Keller’s reagent (HF 2 mL, HCl 3 mL, HNO3 5 mL, H2O 190 mL). To avoid affecting the microstructure, the samples were polished with polishing agents containing micrometers-sized diamonds. An optical microscope (Olympus MPG4, Tokyo, Japan) and a scanning electron microscope (FEI Nova NanoSEM 450, Hillsboro, OR, USA) were used to characterize the morphology and microstructures of the samples. X’Pert PRO X-ray Diffractometer (XRD, PANalytical, Almelo, The Netherlands), of which the scanning speed is 10°/min and the scanning angle range is from 20° to 90°, was used to analyze the phases of the specimens. According to ASTM E112-10, the linear intercept method was used to measure the grain size. A test line was drawn which cut through at least 50 grains in optical images using the software Image-Pro Plus (6.0, Media Cybernetics, Rockville, MD, USA), followed by the count of the intercepts. Counts were made on three blindly selected and widely separated fields to obtain an average for the specimen. The mean lineal intercept length was the size of grains. The interfaces between nanoparticles and matrix and distribution of nanoparticles were investigated with a Tecani F30 G’ field emission transmission electron microscope (FEI, Hillsboro, OR, USA). All samples were first cast as tensile bars with a gauge diameter of 5 mm guided by ASTM B108-03a, and were further machined to the specified dimensions with a diameter of 3 mm and a gage length of 15 mm for the tensile test, based on ASTM E8. A tensile testing machine (INSTRON 3382, Canton, OH, USA) with a crosshead speed of 1 mm/min was used to study the tensile properties of the samples. All results were based on the average of three samples.
3. Results and Discussion
3.1. Microstructural Characteristics
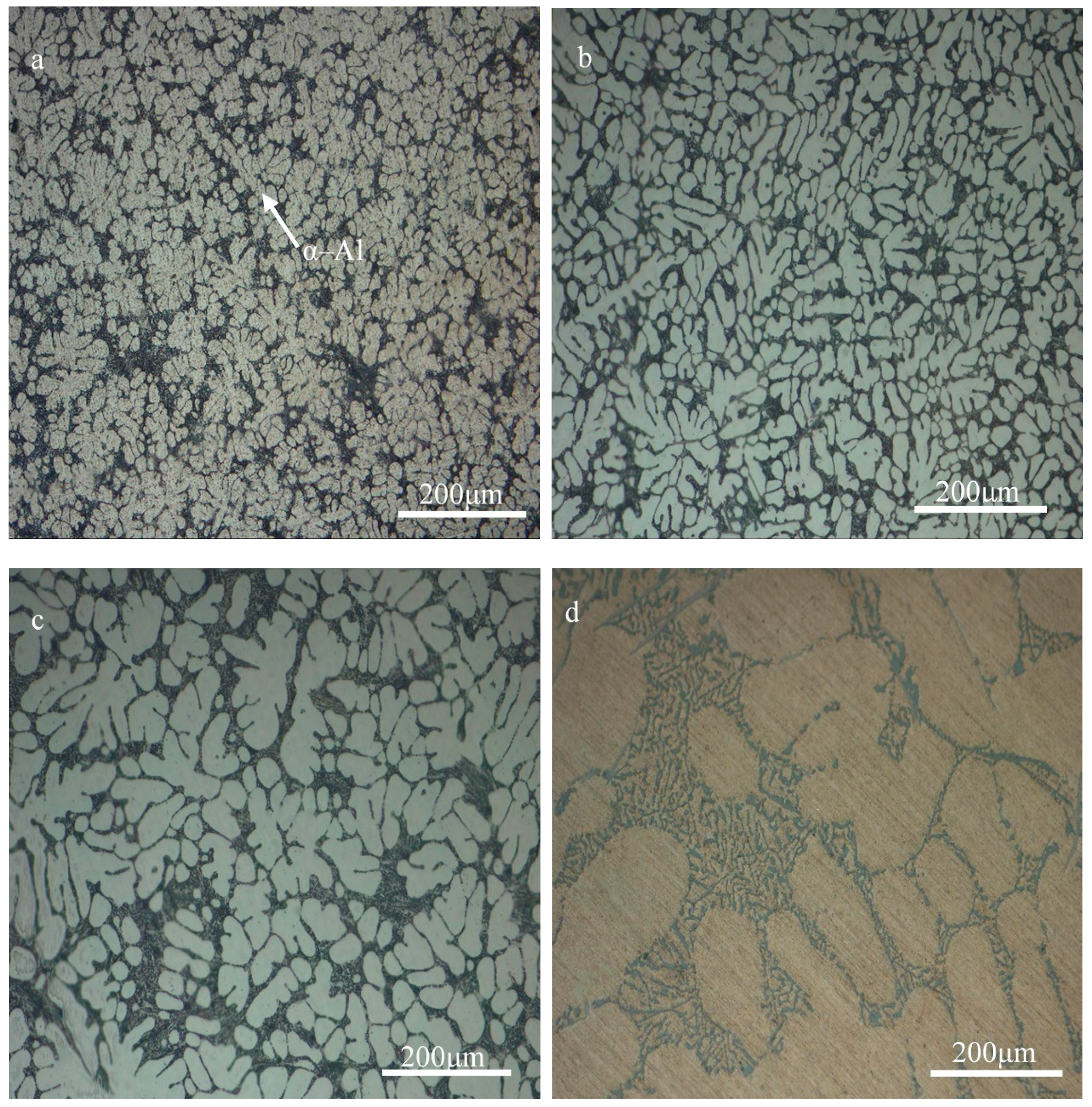
Figure 2 shows optical microstructures of Al matrix nanocomposites and the matrix alloy. It can be seen that after the addition of nanoparticles into the alloy, the grain size of the matrix decreased. Compared with SiCnp/Al and Al2O3np/Al, the grains of the matrix became remarkably smaller, and the number of equiaxed grains in Al2O3np/SiCnp/Al increased. The grain size of the matrix in SiCnp/Al was smaller than that in Al2O3np/Al. It was indicated that nanoparticles could significantly affect the grain refinement of the matrix, because nanoparticles restrict the solute diffusion by assembling onto the interfaces of α-Al, and hence inhibit the grain growth [24]. Therefore, the α-Al growth was restricted with the assembly of SiCnp and Al2O3np at the grain boundaries. Furthermore, nanoparticles can act as the sites of heterogeneous nucleation for primary α-Al [25]. Due to the lower crystal growth velocity, a larger undercooling was provided and promoted heterogeneous nucleation. The profoundly increased number of grains resulted in the significant refinement of the grain of the matrix in nanocomposites. Meanwhile, after the addition of different nanoparticles, the grain size of the matrix varied greatly in nanocomposites. The results indicated a strong joint effect of SiCnp and Al2O3np on grain refinement of the matrix.
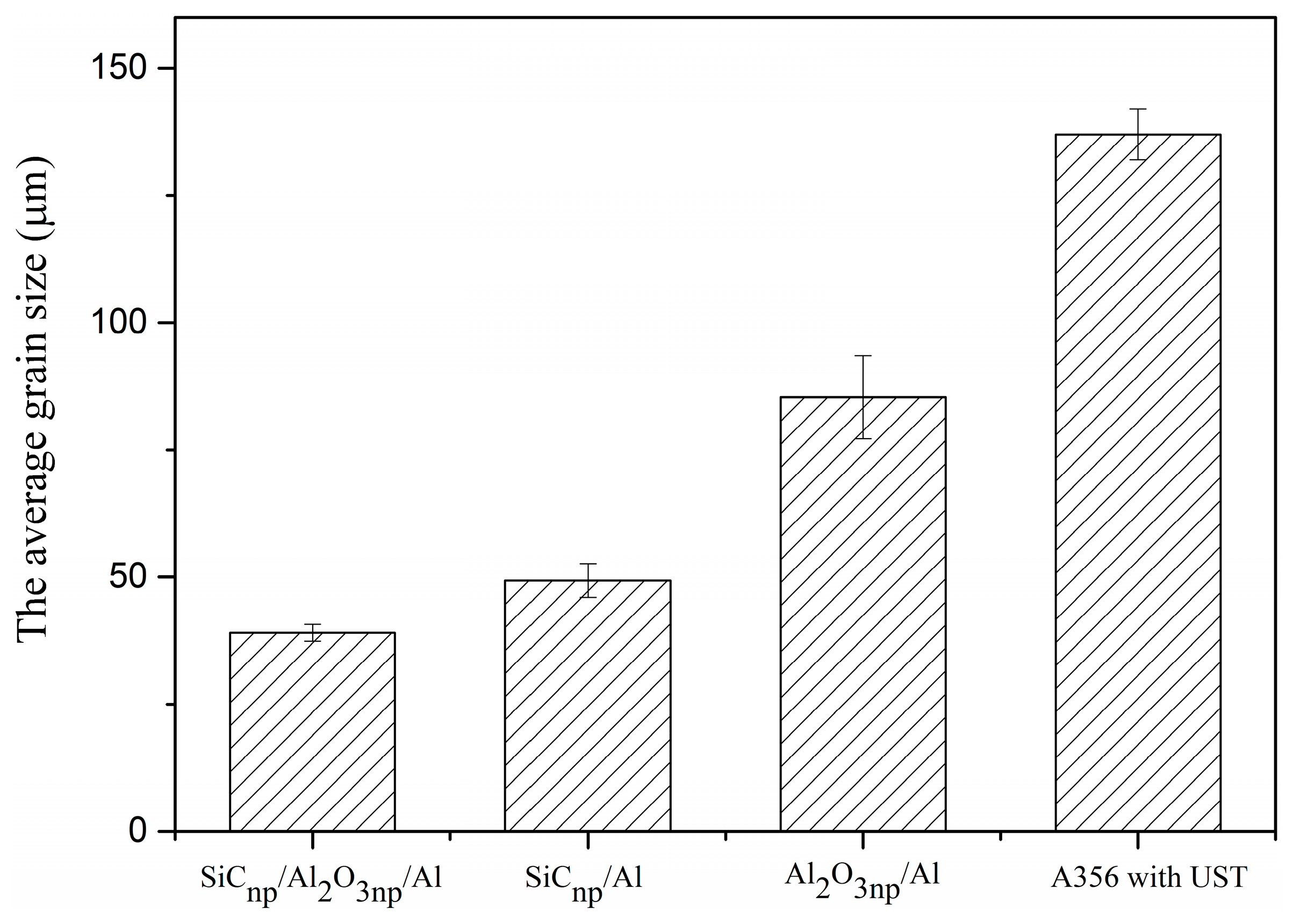
The grain size variation with the addition of SiCnp and Al2O3np is plotted in Figure 3. The average grain size of the matrix with the joint addition of SiCnp and Al2O3np decreased to 39 μm, which showed an approximately 118% and an approximately 26% improvements in grain refinement as compared to Al2O3np/Al and SiCnp/Al, respectively. It is further demonstrated that the grain refining effect is most remarkable with the joint addition of SiCnp and Al2O3np. It is further demonstrated that the grain refining effect is most remarkable with the joint addition of SiCnp and Al2O3np.demonstrated.
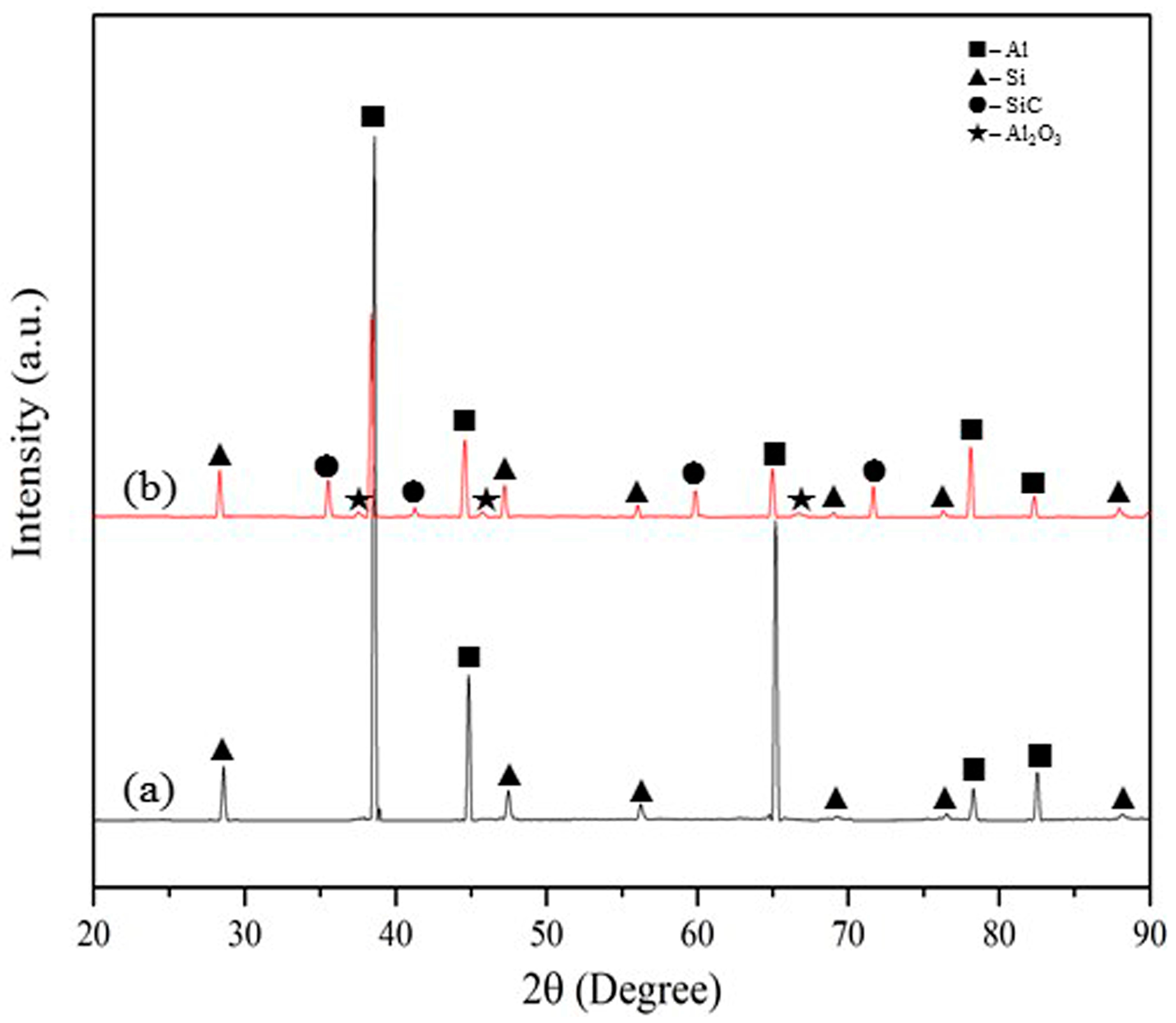
To identify the phases in the nanocomposites, XRD was used to examine the samples. XRD diffraction patterns of the matrix alloy and nanocomposites are shown in Figure 4. As can be seen from Figure 4a, the matrix alloy was comprised of α-Al and eutectic Si phases. After the addition of nanoparticles into the matrix, the diffraction peaks of SiC and Al2O3, as well as α-Al and eutectic Si phases, were also identified in Figure 4b. The diffraction results showed that there were the SiC and Al2O3 phases in nanocomposites.
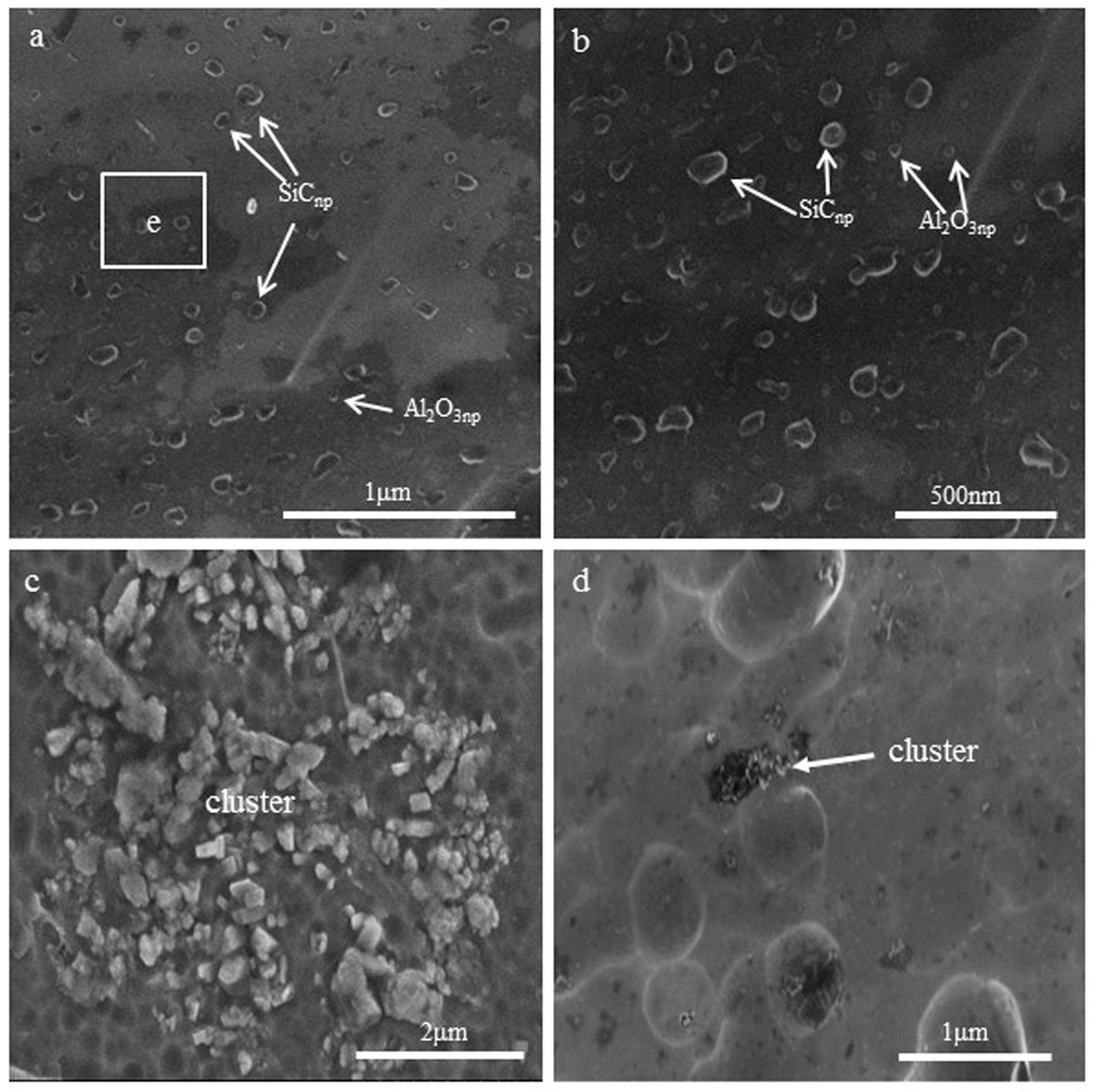
SEM images of the dispersion of nanoparticles in nanocomposites are given in Figure 5. At a magnification of 60,000, the distribution of SiCnp, as indicated by white arrows, of which diameters were about 40 nm, was distinguishable in the aluminum matrix in Figure 5a. However, Al2O3np was vague at this magnification because the size of Al2O3np was smaller than that of SiCnp. The distribution of SiCnp was uniformed and no large clusters were visible in the matrix, although some small aggregates, which consist of two SiCnp, still existed in nanocomposites. At a magnification of 100,000, nanoparticles including SiCnp and Al2O3np were clearly shown, as indicated by white arrows (Figure 5b). The dispersed SiCnp and Al2O3np were homogeneously distributed in the aluminum matrix. From the Figure 5b, clusters consisting of SiCnp and Al2O3np were non-existent. It can be seen from Figure 5c, a large cluster consisting of Al2O3np at a micrometer scale was observed in Al2O3np/Al. From Figure 5d, submicron clusters also appeared in SiCnp/Al with some dispersed SiCnp around clusters. Furthermore, several pits, which were seen in Figure 5d, resulted from the cavitation of ultrasonic waves. As the formation of clusters reduced the number of effective nanoparticles to inhibit the growth of α-Al, the grain size was coarse in Al2O3np/Al and SiCnp/Al.
The dispersion of nanoparticles was decided by the van der Waals forces between the nanoparticles, thermal energy of the nanoparticles, and energy barrier preventing nanoparticle from sintering in the melt. If the energy barrier is not large enough, compared with thermal energy of the nanoparticles, nanoparticles tend to form clusters; if the energy barrier is high and the van der Waals interaction potential is not deep, nanoparticles are self-dispersed in the melt.
For SiCnp and Al2O3np in Al melt at 973 K, the van der Waals interaction potential was calculated by the following equation [26]:
where , and are the Hamaker constants for SiC (248 zJ) [27], molten Al (266 zJ) [28] and Al2O3 (140 zJ) [29], respectively; and are 20 nm and 10 nm, respectively. The above equation is valid only when two nanoparticles interact through the molten Al for D larger than about two Al atomic layers (i.e., 0.4 nm) [30]. For D = 0.4 nm, is −6.97 zJ.
Interfacial energy barrier [3] was described as following:
where , and are 1.45 J/m2 [30], 1.46, 0.81 and 0.99 J/m2, respectively [31].
According to the Langbein approximation, the effective interaction area of two spheres was
The thermal energy at 973 K was 13.44 zJ, which was higher than . Interfacial energy barrier was calculated as:
For Al2O3np in Al melt at 973 K, when D was 0.4 nm, the van der Waals interaction potential was:
This thermal energy at 973 K was 13.44 zJ, which was lower than of 41.67 zJ. Interfacial energy barrier, Winter, was 11,810 zJ.
For SiCnp in Al melt at 973 K, when D was 0.4 nm, the van der Waals interaction potential was:
This thermal energy at 973 K was 13.44 zJ, which was higher than of 1.31 zJ. Interfacial energy barrier, Winter, was .
By comparing the van der Waals interaction potential and interfacial energy barrier and thermal energy, there was a high possibility for Al2O3np to form clusters, whereas SiCnp tended to be uniformly dispersed in Al melt. For SiCnp and Al2O3np in Al melt, Winter was far larger than the Brownian potential, so it was unlikely for nanoparticles to overcome the energy barrier to reach adhesive contact. Compared with −, the Brownian potential was much greater. Thus, SiCnp and Al2O3np were allowed to be self-dispersed in the aluminum melt, resulting in no clusters composed of SiCnp and Al2O3np existing in the microstructure of hybrid nanocomposites. It should be noted that there were large clusters in Al2O3np/Al composites.
3.2. The Interface between Nanoparticles and Al
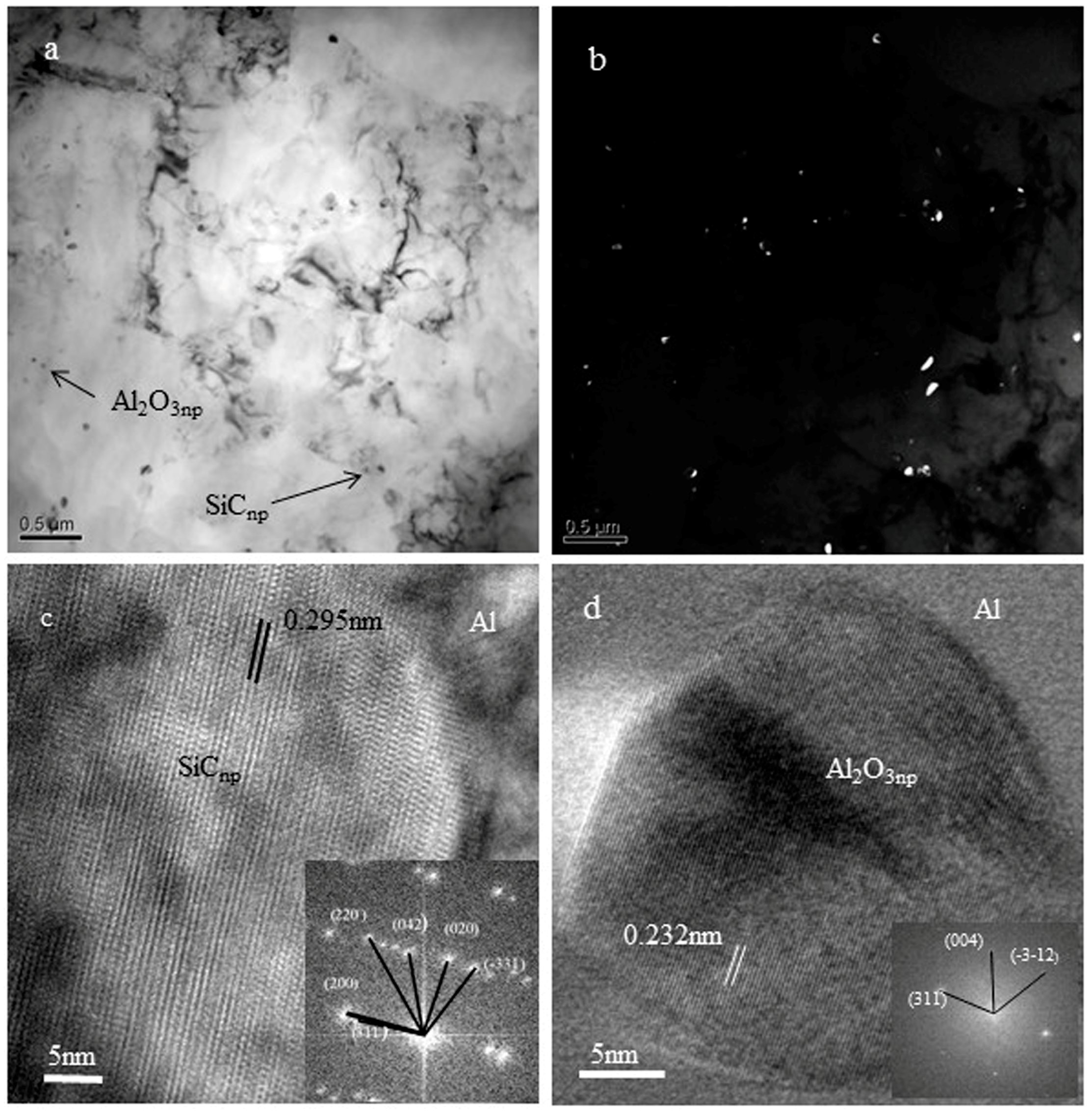
Figure 6 shows TEM images of Al2O3np/SiCnp/Al hybrid nanocomposites. It can be seen from Figure 6a, nanoparticles, indicated as dark spots in the microstructure, were dispersed completely and distributed approximately uniformly in the matrix. No clusters consisting of SiCnp and Al2O3np were found in the Al matrix. Complete dispersion and uniform distribution of nanoparticles, indicated by bright sport in Figure 6b, were further confirmed. Figure 6c,d are HRTEM images, showing the interface between a SiCnp with an interplanar distance of 0.295 nm and an Al2O3np with an interplanar distance of 0.232 nm and Al matrix, respectively. The electron diffraction spot of the nanoparticle in Figure 6c was consistent with that of SiCnp. Moreover, the electron diffraction spot of the nanoparticle in Figure 6d was the same as that of Al2O3. It was demonstrated that the interface between the matrix and the reinforcement plays an important part in nanocomposites. The interface formed between nanoparticles and the aluminum matrix did not reveal the presence of reaction products. In addition, no interface debonding or cracks were observed, verifying outstanding interfacial bonding between nanoparticles and Al.
According to XRD results and HRTEM images between SiCnp and Al, reaction products were not detected, which can be explained as following. First, the formation of Al4C3 was restricted by the quantity of Si. Second, due to the short time, the amount of generated Al4C3 after short reaction time was small. In addition, the amount of free carbon on the surface of nanoparticles was small. Since Al4C3 is the brittle compound and can react with cold water, the formation of Al4C3 damages the interface between Al and SiCnp. Hence, reduced interfacial reaction contributed to improvement of the composite performance.
3.3. The Interaction between Nanoparticles with Solid–Liquid Interface
The distribution of nanoparticles during the solidification has the significant influence on the microstructures of nanocomposites. The investigations into the interaction between the particle and the solid–liquid interface have been extensively conducted. According to the critical velocity model, which only considers repulsive and drag forces, nanoparticles are almost pushed to the grain boundaries. However, some nanoparticles distribute homogeneously in the grain [33]. Hence, the previous models are not valid. The critical solidification velocity model for pushing of nanoparticles considering Brownian motion is described as follows [34]:
where A is Hamake constants, r is the radius of nanoparticles, is the density of nanoparticles, is the density of the alloy melt, η is the viscosity of the alloy melt, h is the equilibrium separation distance (1 × 10−8 m) and g is the gravitational acceleration (9.8 m/s2). According to the parameter values, shown in Table 2, the critical radius of Al2O3np and SiCnp are 780 nm and 1000 nm, respectively. If the radius of Al2O3np and SiCnp are 10 nm and 20 nm, respectively, the critical velocity of Al2O3np and SiCnp are 0.85 μm/s and 0.1 μm/s, respectively. Hence, Al2O3np and SiCnp tend to be engulfed by the solidification front.
3.4. Mechanical Properties
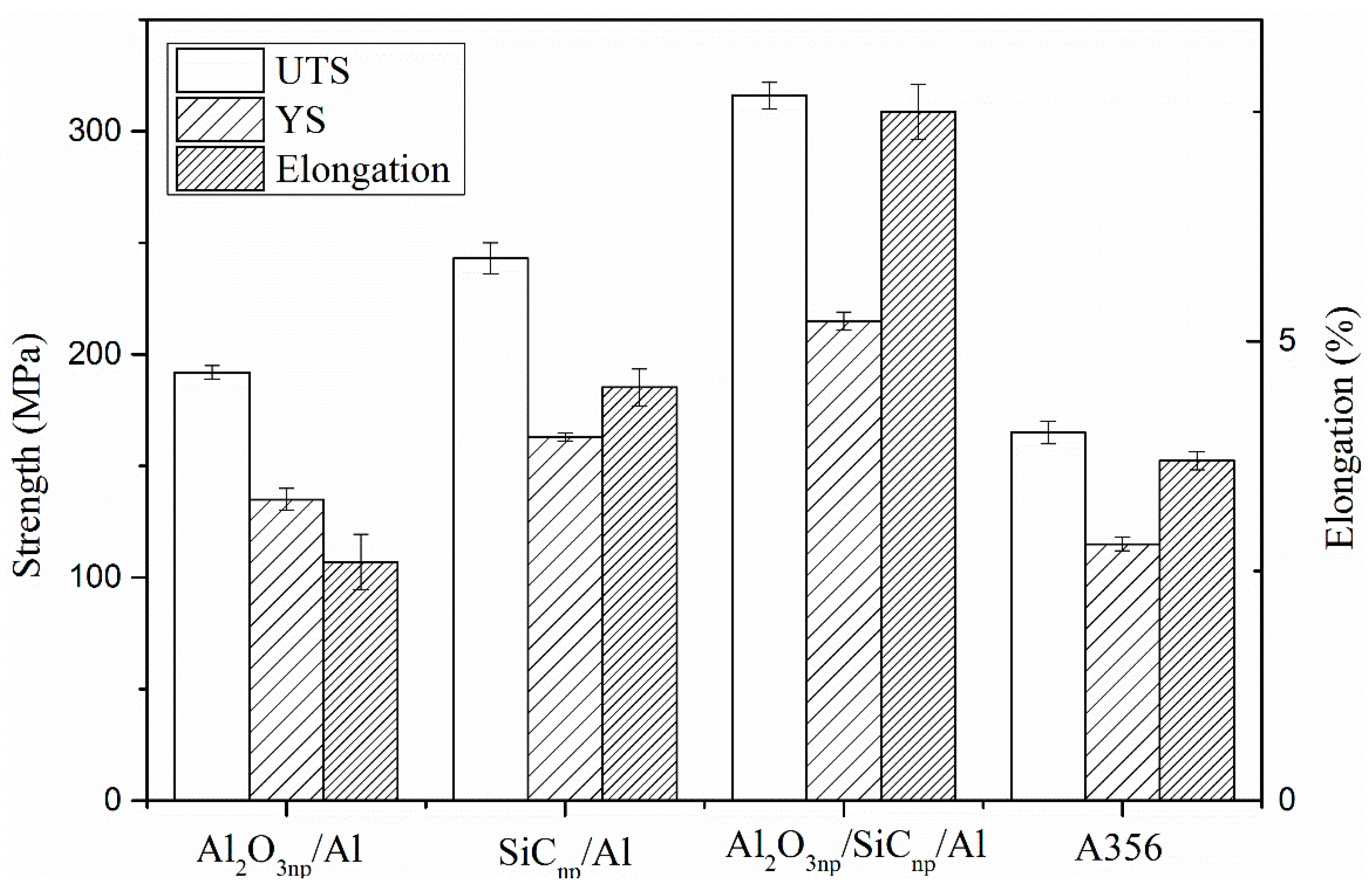
Comparisons between the YS, the ultimate tensile strength (UTS) and elongation of samples are shown in Figure 7. As can be seen, the YS and UTS of Al2O3np/SiCnp/Al were the largest among these samples. The improvement in UTS of Al2O3np/SiCnp/Al, in comparison with that of Al2O3np/Al, SiCnp/Al and A356, were about 40%, 25% and 48%, respectively. The YS of Al2O3np/SiCnp/Al was 215 MPa, increased by approximately 36%, 22% and 45%, as compared to that of Al2O3np/Al, SiCnp/Al and A356, respectively. Compared with Al2O3np/Al, SiCnp/Al and A356, the increases in the elongation of Al2O3np/SiCnp/Al were 65%, 40% and 51%, respectively.
The improvement in strength of the materials usually depends on the cost of ductility. However, the significant improvement of the strength properties was combined with the ductility in Al2O3np/SiCnp/Al hybrid nanocomposites. The strengthening mechanisms, including the Orowan strengthening, generation of geometrically necessary dislocations due to CTE mismatch, the load bearing effect and the Hall–Petch mechanism, contribute to the increase in strength of metal matrix nanocomposites [35]. As small nanoparticles lack the ability to generate adequate strain, the strengthening from the increased dislocation can be neglected [3]. Thus, only three strengthening mechanisms played roles in increasing the YS in Al matrix nanocomposites.
The contribution from the Hall–Petch effect was calculated by the following equation:
where dc and dm are the grain sizes of nanocomposites and the matrix alloy, respectively, and k is a constant. Loucif et al. investigated the Hall–Petch relationship in aluminum alloys. The value k for the Al alloy at room temperature is 0.326 [36]. Due to the grain refinement in Al2O3np/SiCnp/Al, the calculated in the YS of Al2O3np/SiCnp/Al was 24 MPa.
The increased YS from the Orowan strengthening mechanism induced by dispersed nanoparticles was calculated by the following equation [37]:
where dp, λ, b and Gm are the size of the nanoparticles, the interparticle spacing, the Burgers vector and the shear modulus of the matrix, respectively. In this study, we calculated the value for ΔσOrowan = 90 MPa for Gm = 2.54 × 104 Pa and b = 0.3 nm.
Nanoparticles lead to a large particle-matrix interface even if the volume fraction of nanoparticles is low in nanocomposites. Therefore, the load bearing effect was taken into account. The improvement in strength resulting from the load bearing was calculated by the following equation [38]:
where σi is the interfacial bonding strength and vp is the volume fraction of nanoparticles. The calculated Δσload was 21 MPa.
In order to estimate the YS of Al2O3np/SiCnp/Al (σys), the Hall–Petch effect, the Orowan strengthening mechanism and the load bearing effect should be incorporated. Sanaty-Zadeh proposed a modified Clyne model, which is more accurate than other methods [39]:
The theoretical YS of SiCnp/Al2O3np/Al, σys, was 210 MPa, which was in agreement with the experimental value of 215 MPa. Orowan strength mechanism originating from the uniformly distributed nanoparticles can hinder the motion of dislocations. From the tensile properties, three strength mechanisms were all activated in hybrid nanocomposites, confirming the uniform distribution of nanoparticles.
It was found that the YS of Al2O3np/Al was about equal to that of A356. The main reason why the YS of Al2O3np/Al was not improved is the large clusters in Al2O3np/Al seriously impaired the mechanical properties of Al2O3np/Al nanocomposites. In the meantime, the clusters changed the interparticle spacing and distribution of nanoparticles in nanocomposites. Due to the negative correlation between the Orowan strengthening mechanism and the interparticle spacing, Orowan strengthening mechanism was not completely activated to significantly improve the strength of Al2O3np/Al nanocomposites. The sizes of clusters were smaller in SiCnp/Al than those in Al2O3np/Al. Therefore, these clusters could be seen as large nanoparticles, making the effect of Brown Motion on small nanoparticles significant [19,20]. However, these large nanoparticles tend to be pushed to the grain boundaries and phase interfaces by the solidification front [40]. Moreover, this imperfect distribution caused deterioration in the mechanical properties of nanocomposites, which could be greatly improved by the decreased number of clusters.
The elongation is an index describing the plasticity of materials. Compared to that of Al2O3np/Al and SiCnp/Al, the average grain size of Al2O3np/SiCnp/Al was smallest. Furthermore, the elongation of Al2O3np/SiCnp/Al was found to be largest. The results indicated that Al2O3np/SiCnp/Al had good ductility and plasticity. The fine grains blocked the dislocation motion in the alloy; therefore, its strengthening improved and prevented the origin and propagation of cracks, resulting in the improvement in ductility. Compared with that of other Al matrix nanocomposites in literature [41,42], the UTS and elongation of Al2O3np/SiCnp/Al was greatly improved.
4. Conclusions
SiCnp and Al2O3np reinforced Al matrix hybrid nanocomposites were obtained. Compared with SiCnp/Al and Al2O3np/Al, the grain refinement of the matrix was most remarkable. XRD results verified the presence of SiCnp and Al2O3np in hybrid nanocomposites. SEM images indicated that the distribution of SiCnp and Al2O3np was homogeneous and no clusters, which consisted of SiCnp and Al2O3np, existed in Al2O3np/SiCnp/Al. TEM images further confirmed that nanoparticles were completely dispersed and uniformly distributed in the matrix. It has been found the bonding between nanoparticles and Al was very strong. Theoretical studies also showed that it was unlikely for SiCnp and Al2O3np to form agglomerations in the Al melt. Compared with Al2O3np/Al and SiCnp/Al, the strength combined with the elongation was significantly improved in Al2O3np/SiCnp/Al.
Author Contributions
Conceptualization, Methodology, Validation, Formal Analysis, Investigation, Data Curation, Writing—Original Draft Preparation, D.J.; Writing—Review and Editing, Funding Acquisition, J.Y.
Funding
This research was funded by the Research Fund of the State Key Laboratory of Solidification Processing (NWPU), China (Grant No. 126-QP-2015).
Acknowledgments
Thanks to the Material Analysis and Research Center for experimental analysis.
Conflicts of Interest
The authors declare no conflict of interest. The funders had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript, and in the decision to publish the results.
References
- Paramsothy, M.; Hassan, S.F.; Srikanth, N.; Gupta, M. Simultaneously enhanced tensile and compressive response of AZ31-Nano Al2O3-AA5052 macrocomposite. J. Mater. Sci. 2009, 44, 4860–4873. [Google Scholar] [CrossRef]
- Zhou, D.; Qiu, F.; Jiang, Q. Simultaneously increasing the strength and ductility of nanosized TiN particle reinforced Al-Cu matrix composites. Mater. Sci. Eng. A 2014, 596, 98–102. [Google Scholar] [CrossRef]
- Chen, L.Y.; Xu, J.Q.; Choi, H.; Pozuelo, M.; Ma, X.; Bhowmick, S.; Yang, J.-M.; Mathaudhu, S.; Li, X. Processing and properties of magnesium containing a dense uniform dispersion of nanoparticles. Nature 2015, 528, 539–543. [Google Scholar] [CrossRef] [PubMed]
- Chen, L.Y.; Weiss, D.; Morrow, J. A novel manufacturing route for production of high-performance metal matrix nanocomposites. Manuf. Lett. 2013, 1, 62–65. [Google Scholar] [CrossRef]
- Choi, H.; Cho, W.H.; Konishi, H.; Kou, S.; Li, X. Nanoparticle-Induced Superior Hot Tearing Resistance of A206 Alloy. Metall. Mater. Trans. A 2013, 44, 1897–1907. [Google Scholar] [CrossRef]
- Ferguson, J.B.; Lopez, H.; Kongshaug, D.; Schultz, B.; Rohatgi, P. Revised Orowan Strengthening: Effective Interparticle Spacing and Strain Field Considerations. Metall. Mater. Trans. A 2012, 43, 2110–2115. [Google Scholar] [CrossRef]
- Cheng, F.Y.; Su, C.H.; Yang, Y.S.; Yeh, C.-S.; Tsai, C.-Y.; Wu, C.-L.; Wu, M.-T.; Shieh, D.-B. Characterization of aqueous dispersions of Fe3O4 nanoparticles and their biomedical applications. Biomaterials 2005, 26, 729–738. [Google Scholar] [CrossRef] [PubMed]
- Zhang, H.J.; Okumura, M.; Toshima, N. Stable dispersions of PVP-protected Au/Pt/Ag trimetallic nanoparticles as highly active colloidal catalysts for aerobic glucose oxidation. Phys. Chem. C 2011, 115, 14883–14891. [Google Scholar] [CrossRef]
- Ray, S.S.; Okamoto, M. Polymer/layered silicate nanocomposites: A review from preparation to processing. Prog. Polym. Sci. 2003, 28, 1539–1641. [Google Scholar]
- Garia-Rodriguez, S.; Puentes, J.; Li, X.C.; Osswald, T.A. Prediction of vortex height from mechanical mixing in metal matrix nanocomposite processing by means of dimensional analysis and scaling. J. Manuf. Process. 2014, 16, 212–217. [Google Scholar] [CrossRef]
- Casati, R.; Vedani, M. Metal matrix composites reinforced by nano-particles-a review. Metals 2014, 4, 65–83. [Google Scholar] [CrossRef]
- Yang, Y.; Lan, J.; Li, X.C. Study on bulk aluminum matrix nano-composite fabricated by ultrasonic dispersion of nano-sized SiC particles in molten aluminum alloy. Mater. Sci. Eng. A 2004, 380, 378–383. [Google Scholar] [CrossRef]
- Chen, L.Y.; Peng, J.Y.; Xu, J.Q.; Choi, H.; Li, X.-C. Achieving uniform distribution and dispersion of a high percentage of nanoparticles in metal matrix nanocomposites by solidification processing. Scr. Mater. 2013, 69, 634–637. [Google Scholar] [CrossRef]
- Chen, L.Y.; Konishi, H.; Fehrenbacher, A.; Ma, C.; Xu, J.-Q.; Choi, H.; Xu, H.-F.; Pfefferkorn, F.-E.; Li, X.-C. Novel nanoprocessing route for bulk graphene nanoplatelets reinforced metal matrix nanocomposites. Scr. Mater. 2012, 67, 29–32. [Google Scholar] [CrossRef]
- Chen, L.Y.; Choi, H.; Fehrenbacher, A.; Xu, J.Q.; Ma, C.; Li, X.C. Uniform Dispersion of Nanoparticles in Metal Matrix Nanocomposites. TMS 2012, 1, 757–763. [Google Scholar]
- Jia, S.; Zhang, D.; Xuan, Y.; Nastac, L. An experimental and modeling investigation of aluminum-based alloys and nanocomposites processed by ultrasonic cavitation processing. Appl. Acoust. 2016, 103, 226–231. [Google Scholar] [CrossRef]
- Zhang, D.; Nastac, L. Numerical modeling of the dispersion of ceramic nanoparticles during ultrasonic processing of aluminum-based nanocomposites. J. Mater. Res. Technol. 2014, 3, 296–302. [Google Scholar] [CrossRef]
- Dehnavi, M.R.; Niroumand, B.; Ashrafizadeh, F.; Rohatgi, P.K. Effects of continuous and discontinuous ultrasonic treatments on mechanical properties and microstructural characteristics of cast Al413-SiC np nanocomposites. Mater. Sci. Eng. A 2014, 617, 73–83. [Google Scholar] [CrossRef]
- Ferguson, J.B.; Schultz, B.F.; Rohatgi, P.K.; Kim, C.-S. Impact of Brownian motion on the particle settling in molten metals. Met. Mater. Int. 2014, 20, 747–755. [Google Scholar] [CrossRef]
- Ferguson, J.B.; Kaptay, G.; Schultz, B.F.; Rohatgi, P.K.; Cho, K.; Kim, C.-S. Brownian motion effects on particle pushing and engulfment during solidification in metal-matrix composites. Metall. Mater. Trans. A 2014, 20, 4635–4645. [Google Scholar] [CrossRef]
- Ozsoy, I.B.; Li, G.; Choi, H.; Zhao, H. Shape effects on nanoparticle engulfment for metal matrix nanocomposites. J. Cryst. Growth 2015, 422, 62–68. [Google Scholar] [CrossRef]
- Choi, H.; Li, X. Refinement of primary Si and modification of eutectic Si for enhanced ductility of hypereutectic Al-20Si-4.5 Cu alloy with addition of Al2O3 nanoparticles. J. Mater. Sci. 2012, 47, 3096–3102. [Google Scholar] [CrossRef]
- Kim, W.J.; Yu, Y.J. The effect of the addition of multiwalled carbon nanotubes on the uniform distribution of TiC nanoparticles in aluminum nanocomposites. Scr. Mater. 2014, 72–73, 25–28. [Google Scholar] [CrossRef]
- Wang, K.; Jiang, H.Y.; Jia, Y.W. Nanoparticle-inhibited growth of primary aluminum in Al–10Si alloys. Acta Mater. 2016, 103, 252–263. [Google Scholar] [CrossRef]
- De Cicco, M.P.; Turng, L.S.; Li, X.; Perepezko, J.H. Nucleation catalysis in aluminum alloy A356 using nanoscale inoculants. Metall. Mater. Trans. A 2011, 42, 2323–2330. [Google Scholar] [CrossRef]
- Israelachvili, J.N. Intermolecular and Surface Forces, 3rd ed.; Elsevier: New York, NY, USA, 2011. [Google Scholar]
- Médout-Marère, V.; Partyka, S.; Chauveteau, G.; Douillard, J.M. Surface heterogeneity of passively oxidized silicon carbide particles: Vapor adsorption isotherms. J. Colloid Interf. Sci. 2003, 262, 309–320. [Google Scholar] [CrossRef]
- Chen, X.; Levi, A.; Tosatti, E. Hamaker constant calculations and surface melting of metals. Surf. Sci. 1991, 251, 641–644. [Google Scholar] [CrossRef]
- Freitas, R. Nanomedicine; Southgate Publishers: Georgetown, TX, USA, 1999. [Google Scholar]
- Sinnott, S.B.; Dickey, E.C. Ceramic/metal interface structures and their relationship to atomic- and meso-scale properties. Mater. Sci. Eng. R 2003, 43, 1–59. [Google Scholar] [CrossRef]
- Saiz, E.; Cannon, R.M.; Tomsia, A.P. Energetics and atomic transport at liquid metal/Al2O3 interfaces. Acta Mater. 1999, 45, 4209–4220. [Google Scholar] [CrossRef]
- Zhang, L.; Xu, H.; Wang, Z.; Li, Q.; Wu, J. Mechanical properties and corrosion behavior of Al/SiC composites. J. Alloy Compd. 2016, 678, 23–30. [Google Scholar] [CrossRef]
- Saboori, A.; Padovano, E.; Pavese, M.; Badini, M. Novel Magnesium Elektron21-AlN Nanocomposites Produced by Ultrasound-Assisted Casting; Microstructure, Thermal and Electrical Conductivity. Materials 2018, 11, 27. [Google Scholar] [CrossRef] [PubMed]
- Chen, X.H.; Yan, H. Solid–liquid interface dynamics during solidification of Al 7075–Al2O3np based metal matrix composites. Mater. Des. 2016, 94, 148–158. [Google Scholar] [CrossRef]
- Goh, C.S.; Wei, J.; Lee, L.C.; Gupta, M. Properties and deformation behaviour of Mg-Y2O3 nanocomposites. Acta Mater. 2007, 55, 5115–5121. [Google Scholar] [CrossRef]
- Loucif, A.; Figueiredo, R.B.; Baudin, T.; Brisset, F.; Chemam, R.; Langdon, T.G. Ultrafine grains and the Hall-Petch relationship in an Al-Mg-Si alloy processed by high-pressure torsion. Mater. Sci. Eng. A 2012, 532, 139–145. [Google Scholar] [CrossRef]
- Zhang, Z.; Chen, D.L. Consideration of Orowan strengthening effect in particulate-reinforced metal matrix nanocomposites: A model for predicting their yield strength. Scr. Mater. 2006, 54, 1321–1326. [Google Scholar] [CrossRef]
- Nardone, V.C.; Prewo, K.M. On the strength of discontinuous silicon carbide reinforced aluminum composites. Scr. Metall. 1986, 20, 43–48. [Google Scholar] [CrossRef]
- Sanaty-Zadeh, A. Comparison between current models for the strength of particulate-reinforced metal matrix nanocomposites with emphasis on consideration of Hall-Petch effect. Mater. Sci. Eng. A 2012, 531, 112–118. [Google Scholar] [CrossRef]
- Erman, A.; Groza, J.; Li, X.; Choi, H.; Cao, G. Nanoparticle effects in cast Mg-1wt% SiC nano-composites. Mater. Sci. Eng. A 2012, 558, 39–43. [Google Scholar] [CrossRef]
- El-Mahallawi, I.; Abdelkader, H.; Yousef, L.; Amer, A.; Mayer, J.; Schwedt, A. Influence of Al2O3 nano-dispersions on microstructure features and mechanical properties of cast and T6 heat-treated Al-Si hypoeutectic Alloys. Mater. Sci. Eng. A 2012, 556, 76–87. [Google Scholar] [CrossRef]
- Su, H.; Gao, W.; Feng, Z.; Lu, Z. Processing, microstructure and tensile properties of nano-sized Al2O3 particle reinforced aluminum matrix composites. Mater. Des. 2012, 36, 590–596. [Google Scholar] [CrossRef]
Figure 1.
Schematic of the processing method for the incorporation and dispersion of nanoparticles. (a) Nanoparticles are blown into the Al melt by high-purity Ar; (b) nanoparticles are dispersed by an ultrasonic process.
Figure 1.
Schematic of the processing method for the incorporation and dispersion of nanoparticles. (a) Nanoparticles are blown into the Al melt by high-purity Ar; (b) nanoparticles are dispersed by an ultrasonic process.
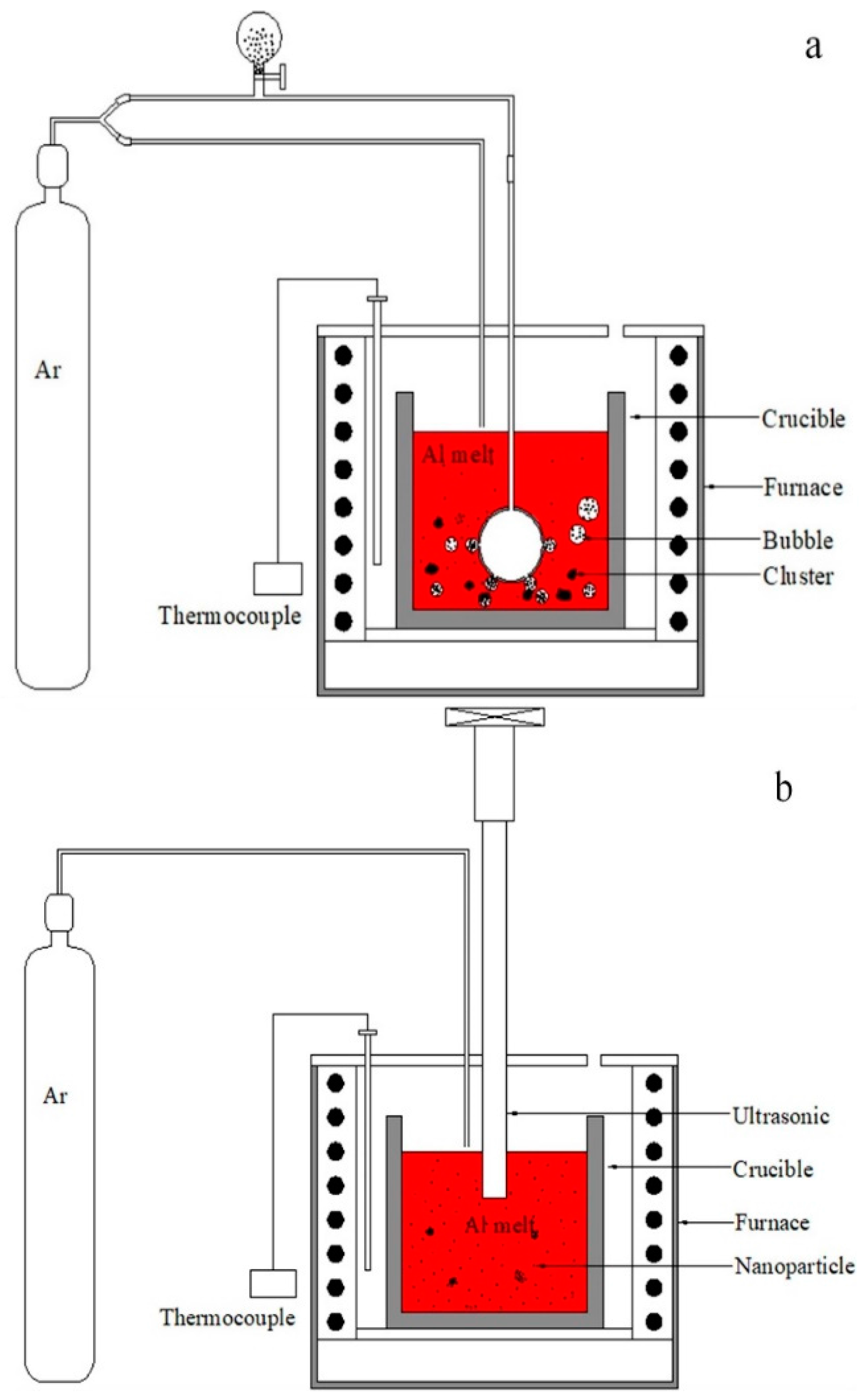
Figure 2.
Optical microstructures of Al matrix nanocomposites and the matrix alloy: (a) 2 wt.% SiCnp/Al2O3np/Al; (b) 2 wt.% SiCnp/Al; (c) 2 wt.% Al2O3np/Al; and (d) A356.
Figure 2.
Optical microstructures of Al matrix nanocomposites and the matrix alloy: (a) 2 wt.% SiCnp/Al2O3np/Al; (b) 2 wt.% SiCnp/Al; (c) 2 wt.% Al2O3np/Al; and (d) A356.
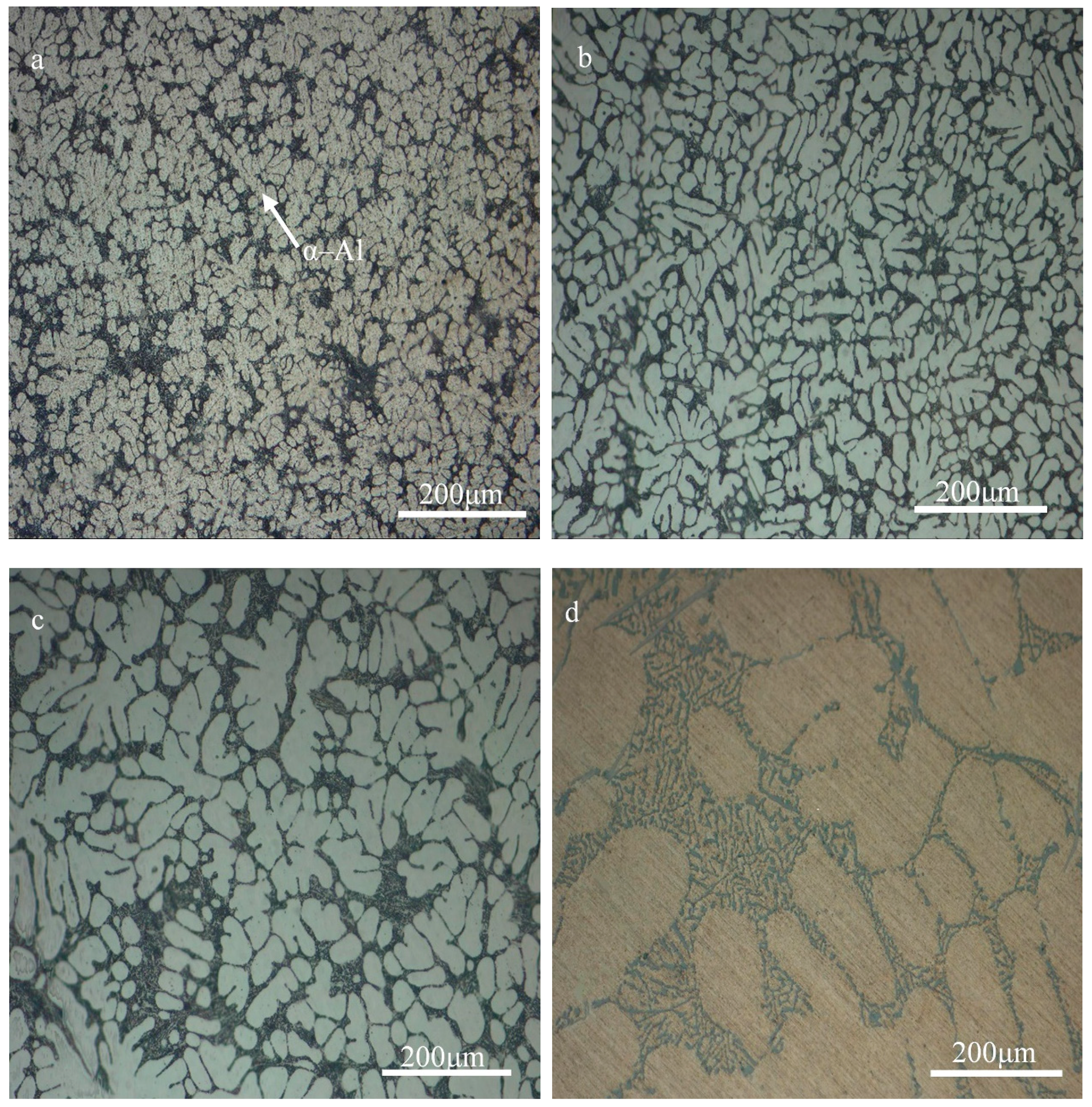
Figure 3.
The average grain size of the matrix in nanocomposites and the matrix alloy.
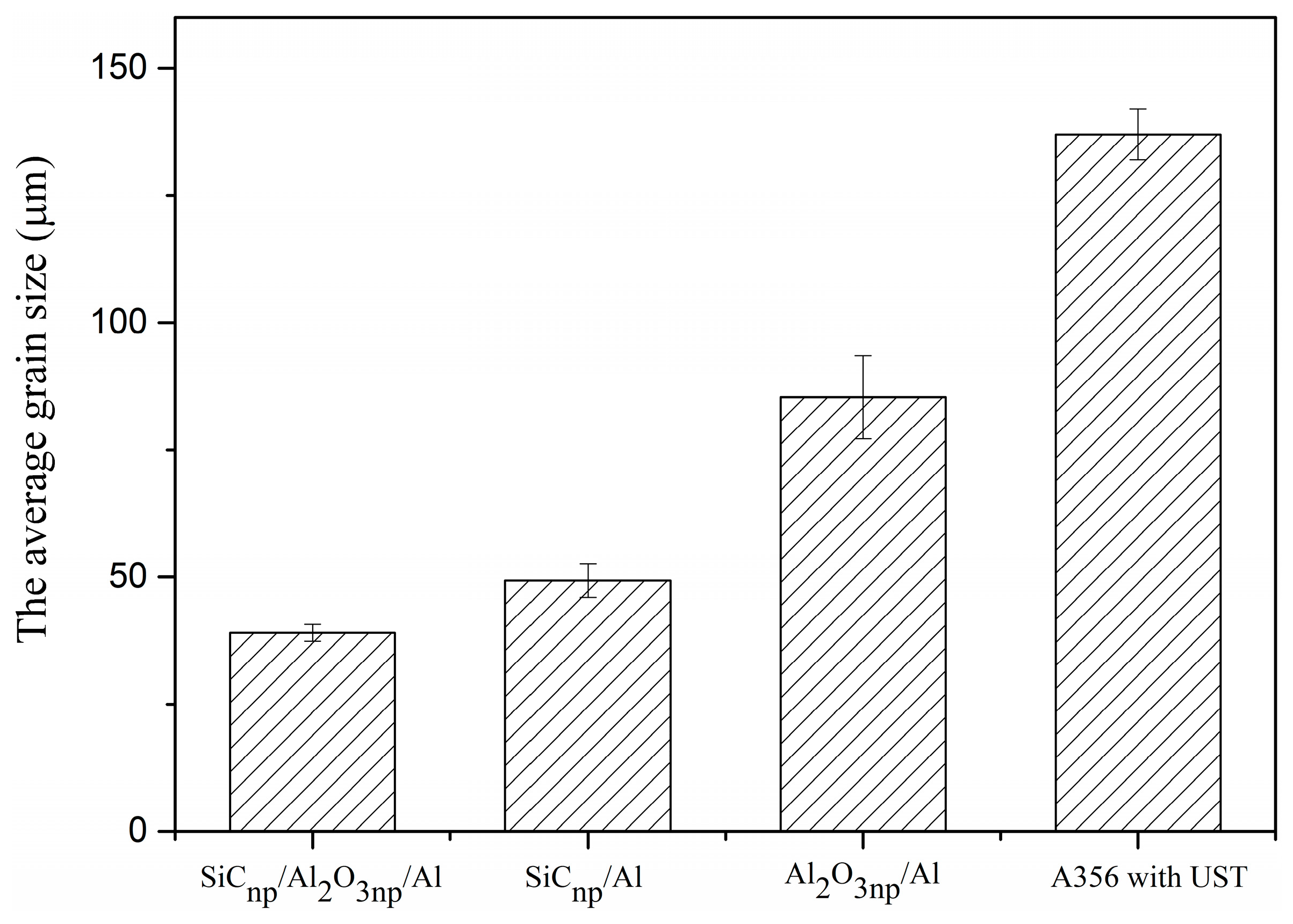
Figure 4.
X-ray Diffractometer (XRD) patterns of (a) matrix alloy; (b) 2wt.%Al2O3np/SiCnp/Al composite.
Figure 4.
X-ray Diffractometer (XRD) patterns of (a) matrix alloy; (b) 2wt.%Al2O3np/SiCnp/Al composite.
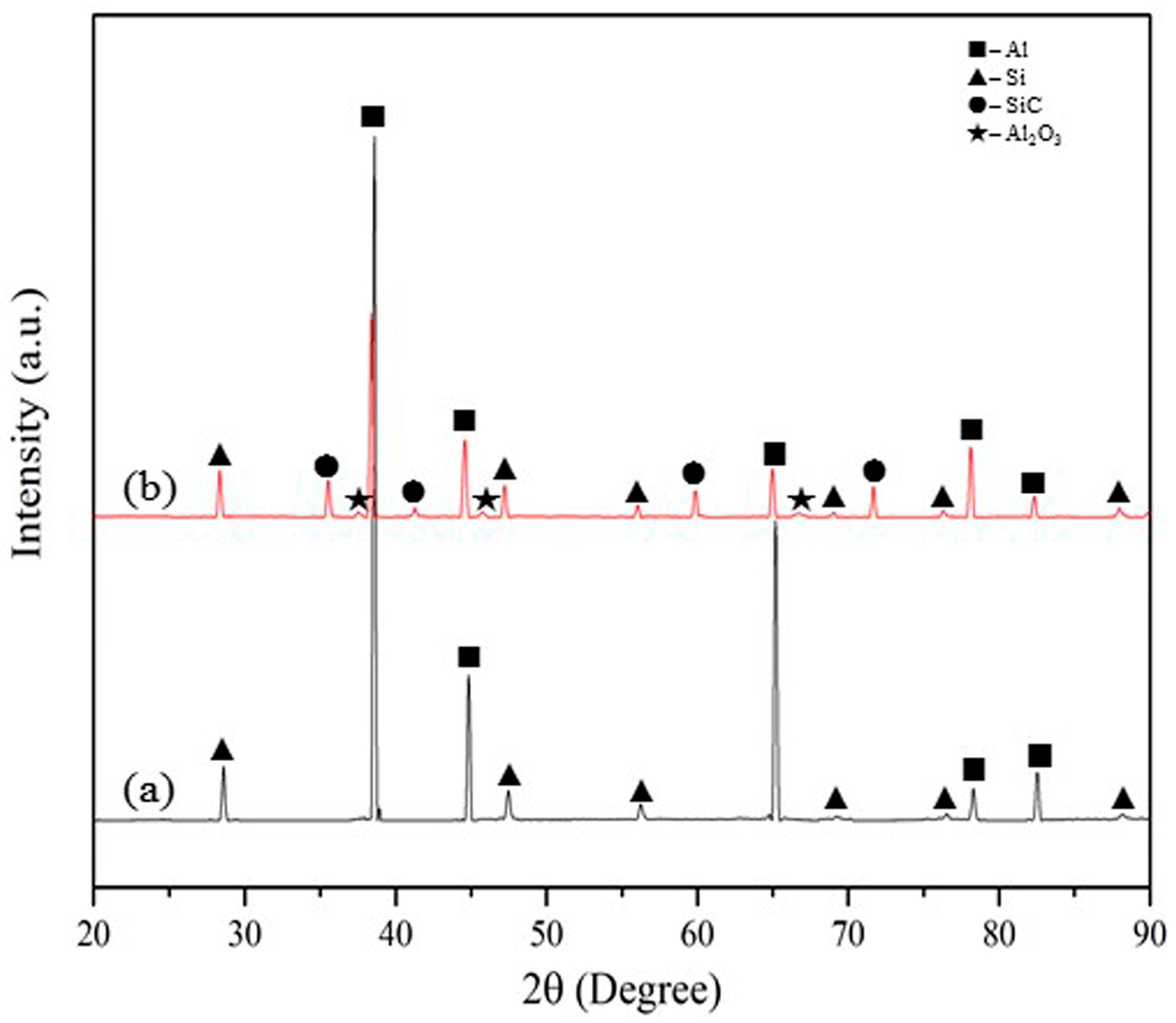
Figure 5.
(a) Scanning electron microscope (SEM) image of the distribution of nanoparticles in Al2O3np/SiCnp/Al; (b) magnified image from the area marked as the rectangle e in (a). Large-sized particles are SiCnp and small-sized particles are Al2O3np; (c) cluster in Al2O3np/Al; and (d) cluster in SiCnp/Al. The white arrows indicate clusters.
Figure 5.
(a) Scanning electron microscope (SEM) image of the distribution of nanoparticles in Al2O3np/SiCnp/Al; (b) magnified image from the area marked as the rectangle e in (a). Large-sized particles are SiCnp and small-sized particles are Al2O3np; (c) cluster in Al2O3np/Al; and (d) cluster in SiCnp/Al. The white arrows indicate clusters.
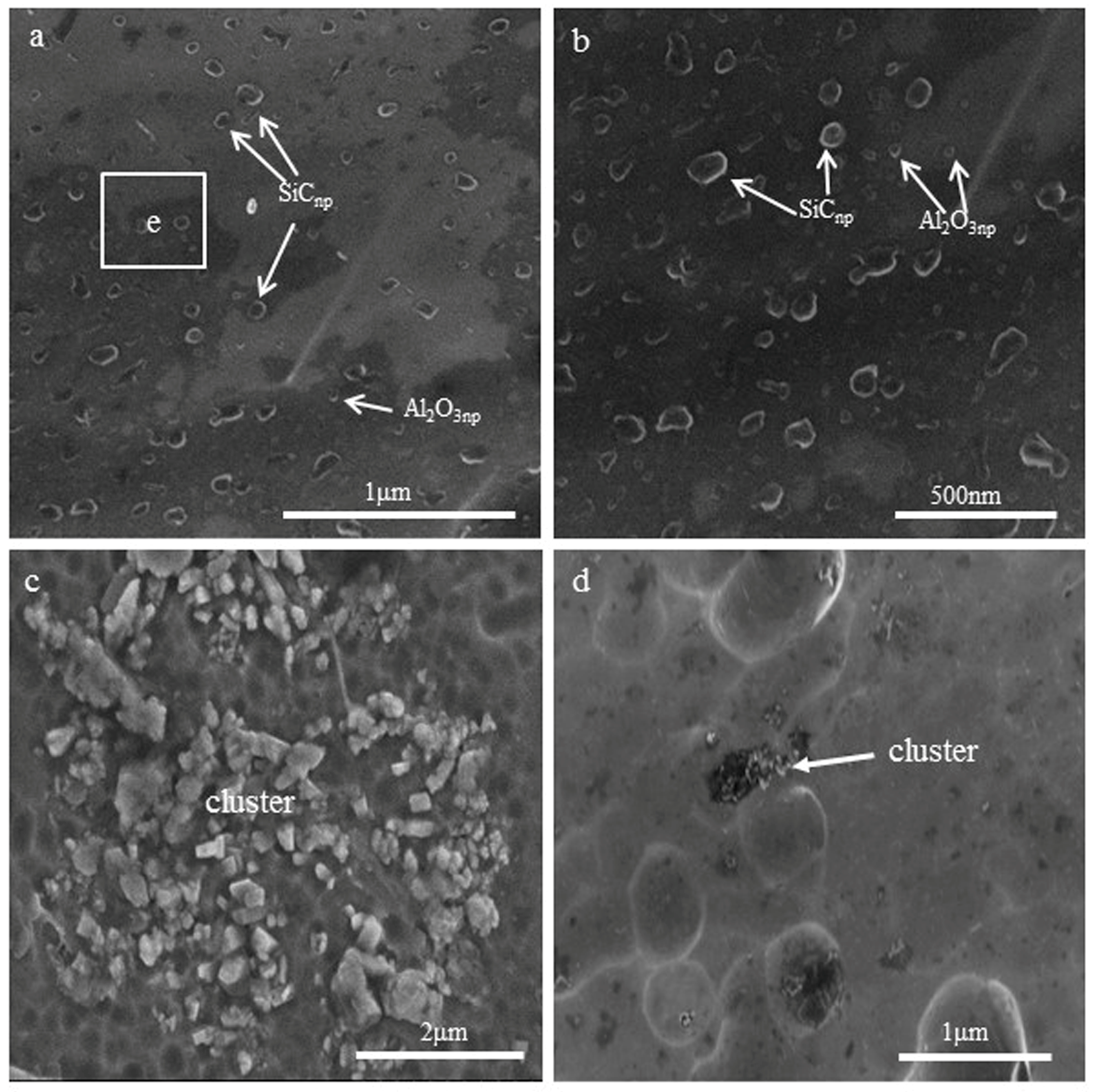
Figure 6.
(a) Transmission electron microscopy (TEM) bright-field image and (b) TEM dark-field image of the dispersion of SiCnp and Al2O3np in Al2O3np/SiCnp/Al. (c,d) are high-resolution transmission electron microscopy (HRTEM) images of the interface between SiCnp and Al2O3np and Al in Al2O3np/SiCnp/Al, respectively. The insets in (c,d) are the fast Fourier transformation (FFT) of nanoparticles.
Figure 6.
(a) Transmission electron microscopy (TEM) bright-field image and (b) TEM dark-field image of the dispersion of SiCnp and Al2O3np in Al2O3np/SiCnp/Al. (c,d) are high-resolution transmission electron microscopy (HRTEM) images of the interface between SiCnp and Al2O3np and Al in Al2O3np/SiCnp/Al, respectively. The insets in (c,d) are the fast Fourier transformation (FFT) of nanoparticles.
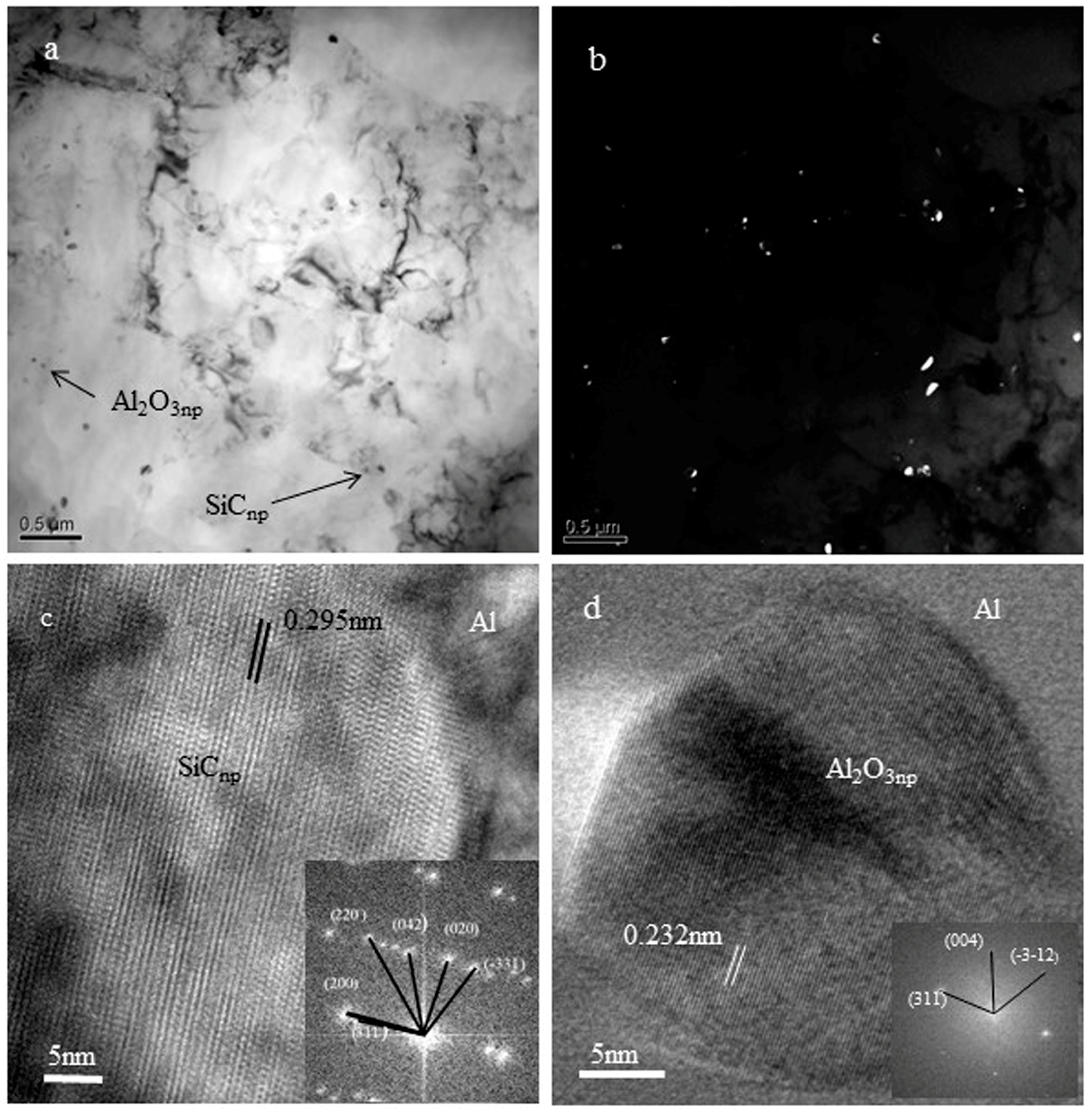
Figure 7.
The strength and elongation of nanocomposites and the matrix alloy.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
The chemical composition of A356.
| Material | Alloy Composition (wt.%) | Impurity Content (≤wt.%) | ||||||
|---|---|---|---|---|---|---|---|---|
| Al | Mg | Si | Ti | Fe | Mn | Cu | Zn | |
| A356 | BAL | 0.3–0.45 | 6.5–7.5 | 0.08–0.2 | 0.12 | 0.05 | 0.1 | 0.05 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Jiang, D.; Yu, J. Fabrication of Al2O3/SiC/Al Hybrid Nanocomposites Through Solidification Process for Improved Mechanical Properties. Metals 2018, 8, 572. https://doi.org/10.3390/met8080572
AMA Style
Jiang D, Yu J. Fabrication of Al2O3/SiC/Al Hybrid Nanocomposites Through Solidification Process for Improved Mechanical Properties. Metals. 2018; 8(8):572. https://doi.org/10.3390/met8080572
Chicago/Turabian StyleJiang, Dapeng, and Jiakang Yu. 2018. "Fabrication of Al2O3/SiC/Al Hybrid Nanocomposites Through Solidification Process for Improved Mechanical Properties" Metals 8, no. 8: 572. https://doi.org/10.3390/met8080572
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.