Cold/Hot Deformation Induced Recrystallization of Nickel-Based Superalloys for Molten Salt Reactors


1
COMTES FHT a.s., Prumyslova 995, 334 41 Dobrany, Czech Republic
2
Centrum vyzkumu Rez s.r.o., Hlavní 130, 250 68 Husinec-Řež, Czech Republic
*
Author to whom correspondence should be addressed.
Metals 2018, 8(7), 477; https://doi.org/10.3390/met8070477
Submission received: 17 May 2018
/
Revised: 18 June 2018
/
Accepted: 19 June 2018
/
Published: 22 June 2018
(This article belongs to the Special Issue Mechanical and Microstructural Characterisations of Nickel Based Superalloys)
Abstract
:A new special structural nickel-based alloy for use in molten fluoride salt environments in molten salt reactors (MSR) began to be developed by the COMTES FHT Company in the Czech Republic as early as 2001. The outcome of this development was the MoNiCr alloy, an alternative to Hastelloy-N. The present study was carried out on two experimentally-manufactured nickel alloys: MoNiCr and HN80MTY. Its purpose was to activate recrystallization processes in the as-cast microstructure of these alloys. In addition, experiments were performed to find a temperature which produces complete recrystallization. Static and dynamic recrystallization was studied in both alloys as well. An important aspect was to determine the lowest amount of deformation which still ensures complete recrystallization and provides as uniform recrystallized grains as possible. Such microstructure is well-suited for subsequent forming operations. Specimen microstructures were characterized using light microscopy (LM), scanning electron microscopy (SEM), energy-dispersive X-ray spectroscopy (EDX) and electron backscatter diffraction (EBSD). Furthermore, corrosion tests of the MoNiCr alloy were conducted.
1. Introduction
The success of MSR reactors is heavily dependent on the properties of their structural materials during prolonged exposure to high temperatures, and particularly on their compatibility with molten fluoride salts in the reactor’s primary and secondary circuits. The best candidates for operation in LiF-BeF2 and LiF-NaF-KF salts used in generation IV high-temperature nuclear reactors were found thanks to many years of materials development carried out in the USA. These candidates are nickel-based alloys which contain Cr and Mo and can sustain temperatures up to 750 °C. Among them, Inconel 718 and Hastelloy N should be mentioned [1]. The first studies, which were conducted at Oak Ridge National Laboratory (ORNL) in the USA in the 1950s, identified nickel-based alloys as those with the highest resistance to corrosion in molten fluoride salts. While, in fact, pure nickel performs best in this respect, it cannot be used because it softens excessively at the reactor’s operating temperature and its creep resistance is negligible [2,3]. Hastelloy-N, Inconel 718 and related Ni-based alloys are favourable nominee materials for MSR structural materials [4]. The tendency for common alloying elements to form fluorides increases in the following order: W, Mo, Ni, Fe, Cr, Al, Na. Therefore, nickel-based alloys with low Cr and no Al are considered as structural materials for molten salt systems. In fact, from the thermodynamic point of view, any corrosion of elements in nickel-based alloy could be minimal in pure molten fluoride salts because the main components of the salt (LiF, BeF2, NaF, KF) are more stable than any potential corrosion product [3].
Recrystallization behaviour in MoNiCr and HN80MTY alloys has been studied. MoNiCr, a single-phase superalloy, is a nickel-based alloy, added with molybdenum in order to increase its hot oxidation resistance to fluoride salts. HN80MTY is a commercially available alloy. MoNiCr proved deformation strengthening and poor recrystallization performance in the hot forming process [5]. Activating recrystallization is the key to successful severe forming of MoNiCr alloy without producing vast amounts of defects. However, high levels of alloying elements in nickel-based alloys are coupled with high flow stress values. They also complicate the control of microstructural evolution during production at high temperatures, a problem which is encountered in other nickel-based alloys as well. Besides, the requirements for specific properties of nickel-based alloys are usually governed by microstructural evolution during hot deformation which is closely related to dynamic recrystallization [6]. The presence of different alloying elements in nickel-based superalloys tends to lower the stacking fault energy owing to the formation of widely spaced partial dislocation. Being low-stacking energy materials, the nickel-based superalloys generally exhibit sluggish recovery due to hindered cross slip and climb [7]. The magnitude and, to some extent, the type of deformation controls the recrystallization rate because the amount of stored energy and the number of effective nucleation sites depend on deformation. The type of nucleation site may also be a function of strain. There is a minimum amount of strain, typically 1–3%, below which recrystallization will not occur. Above this strain, the rate of recrystallization increases, levelling out to a maximum value at true strains of ~2–4% [8].
2. Materials and Methods
The purpose of this experimental study was to investigate the effects of deformation on recrystallization behaviour of nickel-based alloys and observe how cold and hot forming lead to recrystallization initiation, which enables coarse primary grains in the as-cast microstructure to be converted into equiaxed grains in the recrystallized structure.
In the first stage of the study, experimental materials were made by melting and casting. For this study, two nickel-based alloy grades were chosen and made using an experimental melting process: MoNiCr and HN80MTY. The HN80MTY grade was intended as the reference material. Table 1 and Table 2 show both chemical compositions. The materials had different levels of molybdenum, iron, titanium and aluminium. The casting was performed in a vacuum induction furnace at COMTES FHT Company using a new ceramic crucible with a lining whose dominant constituent was Al2O3. The charge consisted of several pure elements. One of them was nickel in the form of pellets comprising more than 99.8 wt. % Ni. The total mass was 60 kg. Argon bubbling was used during melting. Gases which pass through the melt help flush out impurities. Very low vacuum (200 Pa) was used. At the start of melting, the power consumption of the furnace was approximately 100 kW, which then dropped to 40 kW during holding at temperature. After the final alloying addition, the melt was deoxidized with the NiMg15 alloy (1 kg/t). At 1600 °C, the melt was poured into a round metal mould. The mould dimensions were as follows: diameter of 107/117 mm and length of approximately 500 mm. Electrical resistive heating of the pouring vessel facilitated smooth pouring and prevented the melt from freezing in the sprue. Exothermic lining material was applied to the mould top to ensure slow solidification. One of the ingots is shown in Figure 1. Both materials were then homogenized at 1100 °C for 24 h. Their chemical compositions were measured using the Q4 TASMAN optical emission spectrometer (Bruker Elemental GmbH, Kalkar, Germany) on specimens taken from ingot bottom parts.
Mechanical properties of both nickel-based alloys were determined by tensile tests of standard specimens at 20 °C and 750 °C in accordance with EN ISO 6892-1 and EN ISO 6892-2, using the Inova servohydraulic testing machine (INOVA Praha s.r.o., Praha, Czech Republic) with a 200 kN capacity. Deformation was measured by an extensometer. Results of these tests are summarized in Table 3.
In the next stage of the study, a temperature for achieving complete recrystallization was sought. To initiate recrystallization, a certain minimum prior deformation is necessary [8,9]. For this reason, the material used for this stage was cold-rolled MoNiCr alloy. Recrystallization annealing was performed on six specimens with an approximate size of 15 × 15 mm2. The chosen temperature interval was 750 °C through 1150 °C. The annealing time was set at 60 min. Annealing was followed by quenching in water. The reason for choosing water quenching was to avoid precipitation of intermetallics.
The key part of this study was an investigation of static and dynamic recrystallization induced by cold and hot deformation of nickel-based superalloys for molten salt reactors. Effects of cold deformation on primary static recrystallization were studied using cylindrical specimens of 6 mm diameter and 10 mm height. They were made of cast and homogenized materials (Figure 2). Cylindrical specimens were produced by means of the electro-discharge machining to prevent any plastic deformation induced with the cutting tool. Tests were carried out in the Zwick Z250 servo-electric machine (Zwick GmbH & Co. KG, Ulm, Germany) at room temperature using uniaxial compressive load and deformation speed of 5 mm/min. The pre-defined amounts of deformation were 5%, 10%, 15%, 20% and 25% of the initial height of the specimen. After compression, there were no surface cracks in any specimen of either alloy. Based on the preceding experiment, the annealing temperature was chosen as 1150 °C. Given the specimen size, the holding time was set at 30 min. Annealing was followed by water quenching. Longitudinal metallographic sections through the specimen axis were prepared for metallographic characterization.
Conventional metallographic preparation involved grinding and subsequent polishing. Their microstructures were revealed by etching with Glyceregia and imaged using the NIKON ECLIPSE MA200 light microscope (NIKON, Tokyo, Japan). The microscope workstation was equipped with NIS Elements 3.1 digital image processing and analysis software. Manual Point Count method according to ASTM E562 was used to analyse the volume fraction of recrystallized grains. Analysis was performed on 40 fields. Vickers hardness measurement (Struers DuraScan 50-Struers ApS, Ballerup, Denmark) was carried out with three indents on smaller cylindrical specimens and with five indents on the other specimens. The microstructure was also observed using the JEOL JSM 6380 scanning electron microscope (JEOL Ltd., Akishima, Tokyo, Japan). Local chemical compositions were determined using the EDX instrument INCA x-sight (Oxford Instruments, Tubney Woods, UK). Specimens for electron backscatter diffraction were polished with a VibroMet2 polisher (Buehler, Esslingen, Germany). The EBSD analysis was carried out and SEM micrographs taken by means of Crossbeam 340 microscope (Carl Zeiss, Oberkochen, Germany) and an HKL Nordlys EBSD camera from Oxford Instruments (Tubney Woods, UK).
Another stage of this study focused on dynamic recrystallization of the MoNiCr and HN80MTY alloys and involved monitoring their microstructural evolution in the course of thermomechanical treatment. It followed on from earlier experiments conducted in a thermomechanical simulator [10,11,12]. To ensure that reproducible data is obtained, a LINSEIS L78-RITA-D deformation dilatometer (Linseis Messgeraete GmbH, Selb, Germany) was employed for thermomechanical treatment of specimens. Precise specimen deformation can be pre-programmed using this instrument, which also enables the temperature of the gauge portion of the specimen to be controlled (the region is indicated with an arrow in Figure 3) through induction heating. The temperature was measured with a K-type thermocouple welded to the surface of the narrowed and deformed part of the specimen.
The thermomechanical treatment route involved tension and compression applied to the gauge portion of the specimen. The applied strain was gradually increased in five steps from φ 0.5 to φ 2.5. The temperature of the gauge portion was maintained at 1200 °C throughout the process. Thermomechanically-treated specimens are shown in Figure 4. Longitudinal metallographic sections through the specimens were prepared for microstructure observation.
3. Results and Discussion
3.1. Recrystallization Behaviour of Nickel Alloys
Nickel-based superalloys are difficult to recrystallize. Even after hot forming, their microstructure tends to be non-uniform and contains coarse and fine grains. It is therefore important to determine the lowest amount of deformation which still ensures complete recrystallization and provides as uniform recrystallized grains as possible. A microstructure of this kind is desirable for subsequent forming operations. Both materials in their initial state are contained as-cast irregular and extremely coarse grains. Since HN80MTY has more titanium and aluminium than the MoNiCr alloy, it contained a dispersion of small TiN and oxide particles. A micrograph of the MoNiCr alloy in the initial state is shown in Figure 5. Using SEM and EDX local chemical analysis, Al-based and Zr-based oxides, which were products of deoxidation during casting, and Ni and Cr oxides were found in the MoNiCr alloy. EDX spectra are presented in Figure 6. HN80MTY contained Al and Si oxides, TiN particles and Mo2Zr Laves phase (Figure 7).
3.1.1. The Temperature for Complete Recrystallization
Microstructures obtained in the temperature interval of 750–1150 °C, are illustrated in Figure 8. In the MoNiCr alloy, elements remain in the solid solution. Foreign atoms in the base metal lattice retard its static recrystallization. This means that at the same temperature, the process takes longer to complete, and during continuous heating, recrystallization starts later in the metal with impurities [9]. As these micrographs show, lower recrystallization annealing temperatures led to only partial recrystallization. Recrystallized grains formed along boundaries of deformed prior grains. At 1050 °C, the recrystallized grains were of non-uniform size. Only the temperature of 1150 °C produced equiaxed recrystallized grains and led to complete recrystallization of the MoNiCr alloy. Figure 9 and Table 4 list hardness readings and volume fraction of recrystallized grains, both with standard deviation. The hardness values clearly indicate the decrease in hardness with the increasing annealing temperature.
3.1.2. Investigation of the Impact of Deformation on Recrystallization Behaviour of Nickel Alloys
An important part of the study was an investigation of the effects of cold deformation on primary static recrystallization behaviour in nickel alloys. As mentioned above, forming of nickel alloys can be considered a very difficult process. Face-centred cubic structures only exhibit a total of 12 slip systems. There is a strong tendency towards cracking. In nickel superalloys, recovery and recrystallization are retarded by alloying elements.
Foreign elements in single-phase alloys affect their recrystallization behaviour in a complex fashion which is impossible to characterize using a simple parameter. Foreign elements change the alloy’s stacking fault energy value and retard softening processes which, thus, start at higher temperatures and take longer to complete. Softening is impaired by the interaction between foreign elements’ stress fields and lattice defects whose mobility is thus hindered. This impairs the conditions for the formation of nuclei and slows down grain boundary migration rates. Where secondary phase particles are present in the matrix before deformation, they affect predominantly the deformation substructure. Widely-spaced (several μm to tens of μm) coarse particles (mean size of several μm) act as stress and strain concentrators and the amount of stored strain energy around them is thus higher. It results in high-strain regions which become preferred nucleation sites that drive recrystallization. Furthermore, the solid solution in their vicinity is depleted of dissolved atoms and contains no fine precipitates which could retard recrystallization [13].
Annealing of as-cast alloys has not led to recrystallization because a certain minimum amount of deformation is required to initiate recrystallization. The premise that primary recrystallization is driven by stored strain energy [9] was confirmed because 5% cold deformation was needed to start recrystallization in both alloys. The share of recrystallized structure increased with the amount of deformation. Recrystallization started first in the regions of maximum strain arranged in the characteristic diagonal cross pattern caused by shear deformation. At higher deformation magnitudes, recrystallization gradually advanced through the entire volume of material.
In the MoNiCr alloy (Figure 10), recrystallization starts at lower deformation values. Complete recrystallization takes place upon 20% deformation. The resultant microstructure consists of recrystallized coarse and fine equiaxed grains. Twenty-five percent deformation and annealing have led to uniform equiaxed recrystallized grains. Since HN80MTY has more titanium and aluminium than the MoNiCr alloy, it contains a dispersion of small intermetallic, TiN particles and oxides of impurity elements. The process of recrystallization in HN80MTY is documented in Figure 11. It leads to fine equiaxed grains in highest strain regions. This can be explained by the presence of Ti and Al particles which may act as nucleation sites for new recrystallized grains. The type, distribution and volume fraction of such phases have an effect on recrystallization [13]. Recrystallization of the entire volume of HN80MTY specimen takes place after 20% deformation. When the specimen is deformed to a lesser degree, only partial recrystallization takes place in the regions of highest local strain. The amount of strain varied in the cylindrical specimen. In the cone-shaped regions adjacent to the cylinder faces no recrystallization occurred. The decisive aspect is whether precipitation takes place before recrystallization or vice versa. The particles described here had formed before recrystallization. Precipitates distributed in this manner prevent dislocation redistribution and hinder grain boundary migration. As a consequence, recovery and recrystallization are retarded [9]. The cause of delayed recrystallization in the entire volume was the presence of TiN precipitates and oxides of impurity elements.
Different amounts of deformation followed by recrystallization produce very different recrystallized grain size distributions in both materials. After lower-magnitude (5%) deformation, coarse grains form probably because the introduced strain is no higher than the critical level. Such a level is sufficient for recrystallization to start but the resultant grain size may be extremely coarse [14]. The deformation at 25% led to strain levels which enabled fine recrystallized grains to form.
Table 5 and Figure 12 give a summary of hardness values after individual deformation steps and after subsequent recrystallization annealing. After annealing, no significant differences were found between the deformation states. Nevertheless, it is remarkable that both materials exhibit deviations at 5% deformation: A hardness decrease in MoNiCr and a hardness increase in HN80MTY. Metallographic observation revealed that it is this amount of deformation which enables recrystallization to start in both alloys. In order to obtain a detailed understanding of this fact, specimens from MoNiCr alloy were examined using an EBSD instrument.
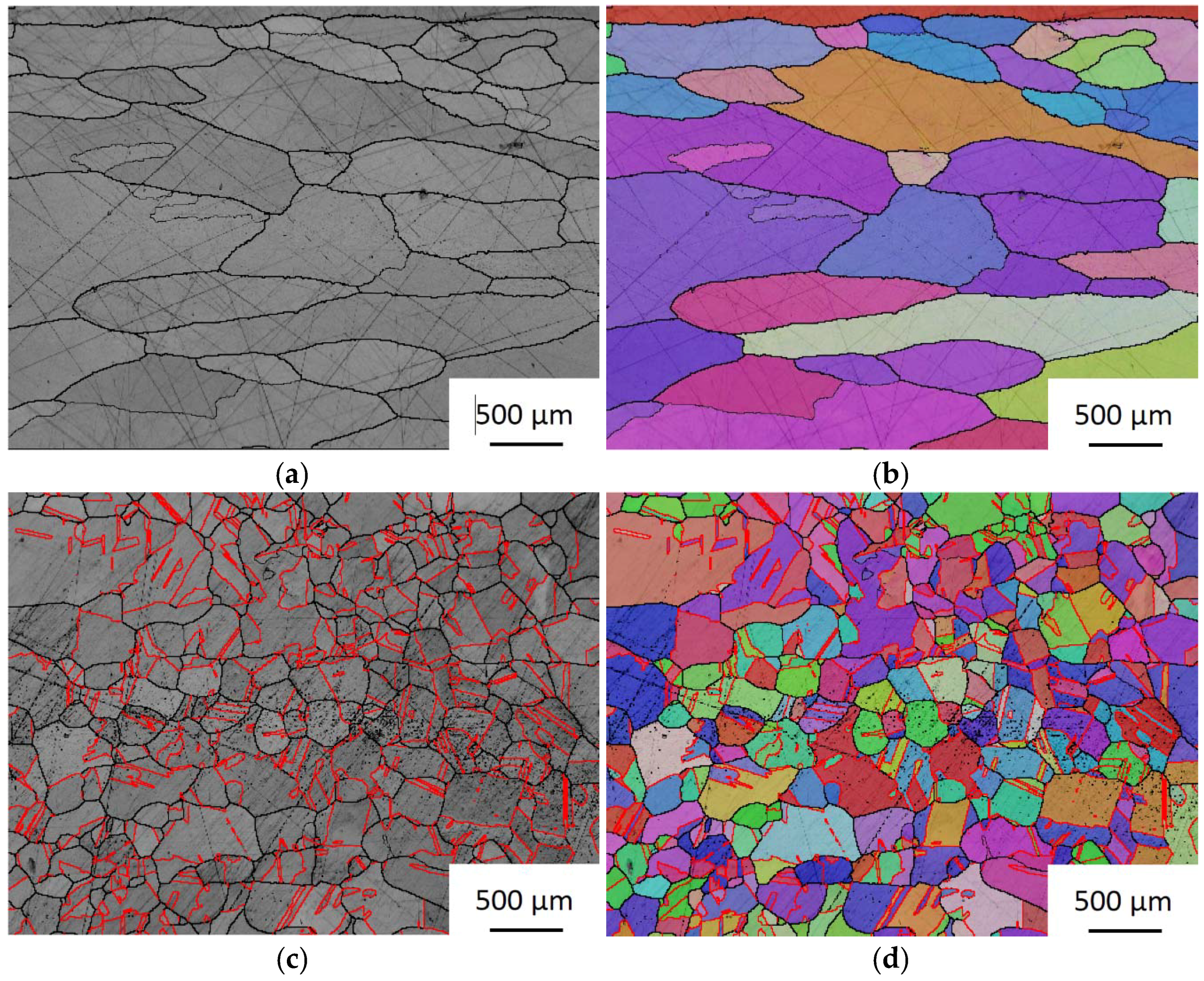
Electron Backscatter Diffraction Analysis (EBSD) of As-Cast and Deformed Microstructures
The as-cast state exhibited strong texture (Figure 13a). Crystal planes (100) seemed to be normal to the axis of columnar grains seen in Figure 14a. No twins were observed in the as-cast state. The microstructures after 5% and 25% cold deformation and recrystallization exhibited no texture, as seen in Figure 13b,c. Grains were polygonal and equiaxed with numerous twins. Twin boundaries are coloured red in Figure 14c–f. The average grain diameter was 300 µm for the sample after 5% deformation and 162 µm for the sample with 25% deformation.
3.1.3. Thermomechanical Treatment
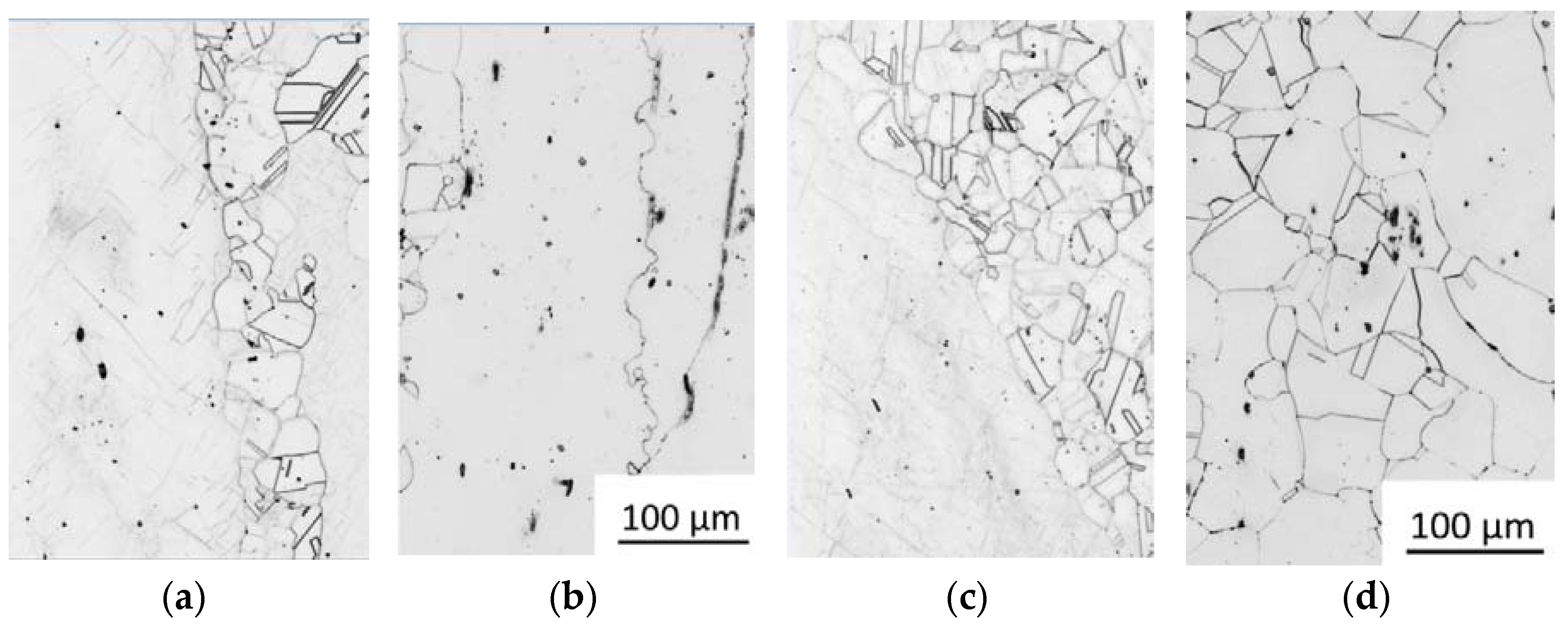
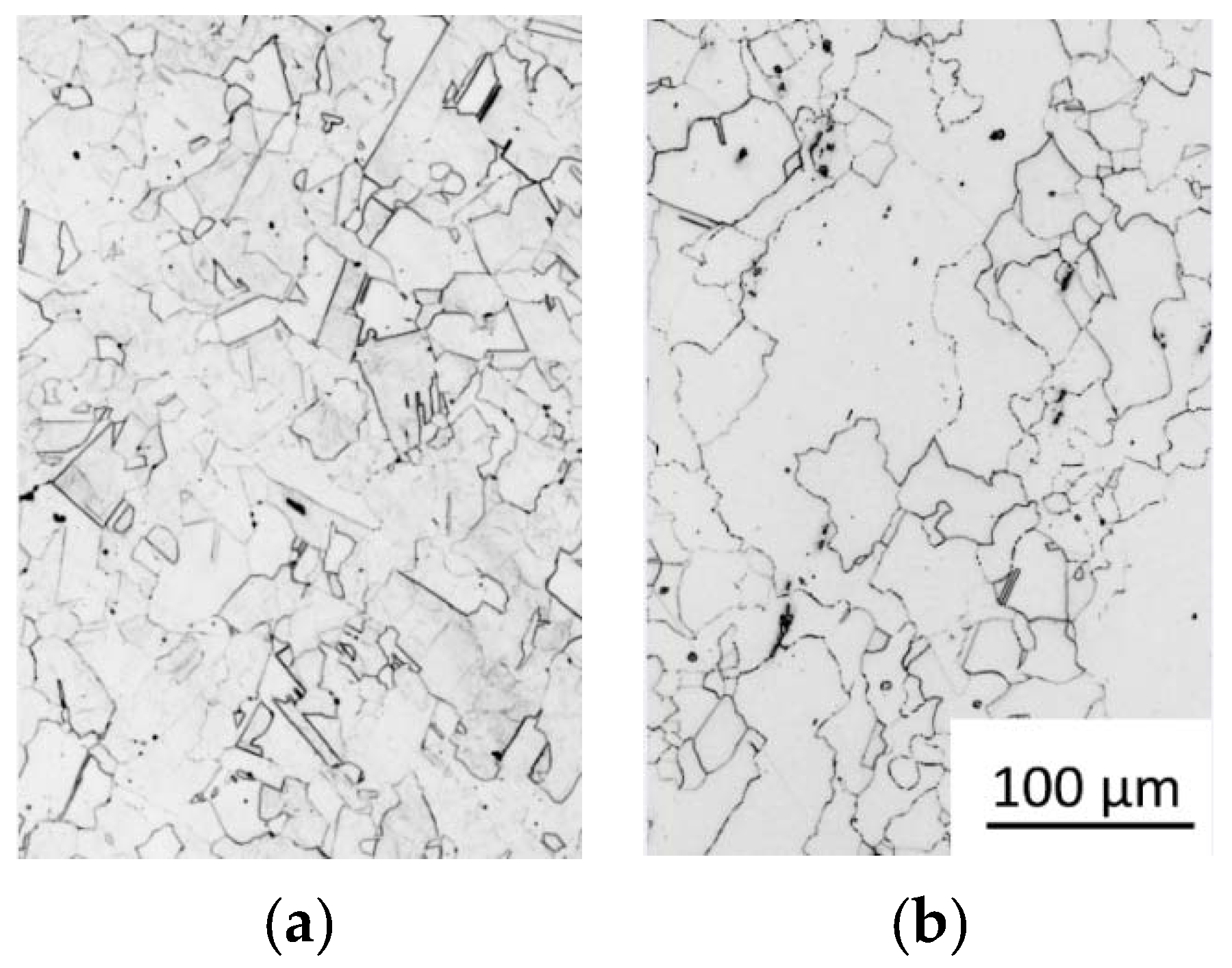
It is clear that the share of recrystallized grains increases with the amount of hot deformation. The micrographs below show microstructural evolution at individual hot deformation steps (φ ≈ 0.5 − φ ≈ 1.9 − viz. Figure 15; φ ≈ 2.5 − viz. Figure 16). At lower deformation levels, recrystallization only takes place along prior as-cast grain boundaries. As the amount of deformation increases, recrystallization advances throughout the interior of the specimen. The entire volume of the HN80MTY specimen recrystallized upon a lower deformation magnitude (φ ≈ 1.9), whereas the MoNiCr alloy only exhibited partial recrystallization along as-cast grain boundaries at the same deformation magnitude. This can be explained by the presence of Ti and Al particles (in HN80MTY) which may act as nucleation sites for new recrystallized grains. It was found that the minimum amounts of hot forging deformation which provide complete dynamic recrystallization in HN80MTY and MoNiCr are φ ≈ 1.9 and φ ≈ 2.5, respectively. These deformation magnitudes are needed to ensure that the entire volume of a forged part is recrystallized.
3.2. Corrosion Tests
Corrosion testing of the MoNiCr superalloy was carried out in collaboration with the research organization Research Centre Řež. Specimens of the alloy were placed into a sealable graphite capsule with a threaded closure filled with a LiF-BeF2 fluoride salt mixture. Salt purity is crucial for the corrosion rate. The salts are specially treated to remove any impurities, especially water, and distributed in sealed containers. The capsule filling is conducted above the melting point of the salt under the inert atmosphere [2]. Specimens of the MoNiCr alloy of 18.0 mm × 22.8 mm dimensions and approx. 1 mm thickness were cut from the identical cast, which was hot-rolled. Three-month tests were performed at 700 °C in an inert atmosphere of nitrogen gas. After testing, the specimens were cleaned, particularly from toxic beryllium, and examined using light and electron microscopy. Inductively coupled plasma mass spectrometry (ICP-MS) analysis was used to measure the level of metals content in the dissolved salt solution. ICP-MS is a type of mass spectrometry which is capable of detecting metals and several non-metals at very low concentrations. Mostly uniform corrosion was observed. Corrosion attack on specimen surface is shown in the light micrograph in Figure 17. Scanning electron micrographs in Figure 18 represent the cross section of the surface area monitored in the regime of secondary (SE) and backscattered electrons (BSE). The surface layer is made up of small grains, whereas the grain size of the actual MoNiCr alloy is larger by an order of magnitude. EDX spectra (Table 6, Figure 19 and Figure 20) confirm depletion of the surface layer of Cr, and the presence of intermetallic compounds. Despite their higher molybdenum content, the dark phases in the surface layer (Spectrum 1) should appear brighter in the BSE imaging mode, which indicates that they contain light elements (Li, Be). However, these are impossible to detect using EDX analysis. ICP-MS analysis was used to measure the level of metal content in the dissolved salt solution. It was found that chromium and molybdenum are lost from the alloy during fluoride salt exposure. The MoNiCr weight loss after 3 months of testing was 0.93%.
4. Conclusions
Recrystallization processes were activated in as-cast MoNiCr and HN80MTY superalloys by means of defined cold deformation and subsequent annealing, and by hot deformation applied in the form of thermomechanical treatment. Deformation and recrystallization enable coarse primary as-cast grains to be rearranged into recrystallized equiaxed grains. The share of the recrystallized structure increased with the amount of deformation. Recrystallization started earliest in the maximum-strain regions which form the characteristic diagonal cross pattern. At higher deformation magnitudes, recrystallization advanced to the entire volume of material. When cold deformation was applied, the MoNiCr alloy showed a larger volume of the recrystallized structure at lower deformation magnitudes, whereas in the HN80MTY alloy the “incubation period” was longer, the resultant microstructure was much finer and the entire volume of material became recrystallized at 20% deformation. At this deformation magnitude, the MoNiCr structure consisted of recrystallized coarse and fine equiaxed grains. Equiaxed recrystallized grains were obtained upon 25% deformation and annealing. In the HN80MTY alloy, initiation of recrystallization was reflected in that small grains have formed thanks to more abundant nuclei (effect of foreign elements—Ti and Al) but the recrystallization behaviour of the MoNiCr alloy was better in terms of recrystallization within the entire volume. The reason why recrystallized grains in the MoNiCr alloy were coarser than in the HN80MTY alloy is the lower number of nucleation sites. The EBSD analysis proved that the texture produced by casting had been completely removed by 5% cold deformation. Further increase in cold deformation magnitude leads to decreasing grain size and increasing microstructure uniformity.
Thermomechanical treatment induced dynamic recrystallization which, at lower deformation magnitudes, only produced recrystallized structure along prior as-cast grain boundaries. At higher deformation magnitudes, recrystallization took place in the whole interior of the specimens. The amount of deformation needed for the entire specimen to recrystallize was lower for HN80MTY than for the MoNiCr alloy. This can be explained by the presence of Ti and Al particles which may act as nucleation sites for new recrystallized grains. It was found that the minimum amounts of hot forging deformation which provide complete dynamic recrystallization in HN80MTY and MoNiCr are φ ≈ 1.9 and φ ≈ 2.5, respectively. These deformation magnitudes are needed to ensure that the entire volume of a forged part becomes recrystallized.
ICP-MS analysis revealed the processes which takes place during corrosion testing of the MoNiCr alloy; chromium and molybdenum are preferentially released into the melt and the surface region becomes depleted of chromium.
MoNiCr was designed and developed by COMTES FHT Company as a Czech structural material for MSR and FHR technologies. Extensive work has been devoted to activating recrystallization in as-cast MoNiCr alloy because the process is the key to severe forming of this alloy without producing vast amounts of defects. This experimental study included corrosion testing of the MoNiCr alloy in order to monitor its corrosion resistance in “FLi-Be” fluoride mixture.
Author Contributions
M.K. and P.S. designed the experiments and analysed the microstructure of nickel-based alloys; J.D. performed EBSD measurement; J.C. designed and performed the casting of nickel-based alloys; M.M. performed the corrosion tests. M.K. wrote the paper.
Funding
This research was funded by the Technology Agency of the Czech Republic grant number TH02020113. These results were also created under the project entitled Development of West-Bohemian Centre of Materials and Metallurgy No.: LO1412, financed by the Ministry of Education, Youth and Sports of the Czech Republic.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Hosnedl, P.; Dlouhy, J. Compatibility of Construction Materials for High Temperature Reactors and Fluoride Salt Melt Technology; Research report; COMTES FHT: Dobrany, Czech Republic, 2010. [Google Scholar]
- Slama, P.; Marecek, M. Corrosion testing of nickel alloy for molten salt reactors. J. Achiev. Mater. Manuf. Eng. 2015, 70, 78–85. [Google Scholar]
- Ye, X.; Ai, H.; Guo, Z.; Huang, H.; Jiang, L.; Wang, J.; Li, Z.; Zhou, X. The high-temperature corrosion of Hastelloy N alloy (UNS N10003) in molten fluoride salts analysed by STXM, XAS, XRD, SEM, EPMA, TEM/EDS. Corros. Sci. 2016, 106, 249–259. [Google Scholar] [CrossRef]
- Ouyang, F.; Chang, Ch.; Kai, J. Long-term corrosion behaviors of Hastelloy-N and Hastelloy-B3 in moisture-containing molten FLiNaK salt environments. J. Nucl. Mater. 2014, 446, 81–89. [Google Scholar] [CrossRef]
- Koukolikova, M.; Slama, P.; Novy, Z.; Svoboda, P.; Toman, P.; Marecek, M.; Uhlir, J. Research of materials and components for molten salt reactors. In Proceedings of the ANS Annual Meeting. Transactions of the American Nuclear Society, San Francisco, CA, USA, 11–15 June 2017; Volume 116, pp. 523–526. [Google Scholar]
- Wu, Y.; Zhang, M.; Xie, X.; Lin, F.; Zhao, S. Dynamic recrystallization of a new nickel-based alloy for 700 °C A-USC power plant applications with different initial states: As-homogenized and as-forged. Mater. Sci. Eng. A 2016, 662, 283–295. [Google Scholar] [CrossRef]
- Kumar, S.; Raghu, T.; Bhattacharjee, P.P.; Appa Rao, G.; Borah, U. Strain rate dependent microstructural evolution during hot deformation of a hot isostatically processed nickel base superalloy. J. Alloys Compd. 2016, 681, 28–42. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hatherly, M. Recrystallization of single-phase alloys. In Recrystallization and Related Annealing Phenomena, 2nd ed.; Sleeman, D., Ed.; Elsevier Ltd.: Oxford, UK, 2004; pp. 215–266. ISBN 9780080540412. [Google Scholar]
- Choteborsky, R. Material Science, 1st ed.; Czech University of Life Sciences: Prague, Czech Republic, 2006; pp. 30–32. ISBN 80-213-1442-7. [Google Scholar]
- Podany, P.; Dlouhy, J.; Novy, Z. Recrystallization behaviour of nickel-based superalloy. Mater. Technol. 2016, 50, 199–205. [Google Scholar] [CrossRef]
- Novy, Z.; Motycka, P.; Podany, P.; Dlouhy, J. Recrystallization of nickel superalloys. In Proceedings of the COMAT 2010, Pilsen, Czech Republic, 25–26 November 2010; pp. 110–119, ISBN 978-80-254-8683-2. [Google Scholar]
- Novy, Z.; Dzugan, J.; Motyčka, P.; Podany, P.; Dlouhy, J. On formability of MoNiCr alloy. Adv. Mater. Res. 2011, 295–297, 1731–1737. [Google Scholar] [CrossRef]
- Kasl, J. Physical Metallurgy and Limit States of Materials; Lectures in Physical Metallurgy of Materials; University of West Bohemia in Pilsen: Pilsen, Czech Republic, 2012. [Google Scholar]
- Honeycombe, R.W.K. Recrystallization. In The Plastic Deformation of Metals, 1st ed.; William Cloves and Sons: London, UK, 1971; pp. 295–319. ISBN 07131 2181 5. [Google Scholar]
Figure 1.
MoNiCr ingot.

Figure 2.
Specimens of nickel-based alloys.

Figure 3.
Drawing of a test specimen.

Figure 4.
Thermomechanically-treated specimens: (a) MoNiCr; (b) HN80MTY.

Figure 5.
The microstructure of the MoNiCr alloy in its initial state: light micrograph.

Figure 6.
Scanning electron micrographs and EDX spectra: (a) location 1, (b) location 2.

Figure 7.
Microstructure of HN80MTY in the initial state: (a) light micrograph; (b,c) scanning electron micrographs.
Figure 7.
Microstructure of HN80MTY in the initial state: (a) light micrograph; (b,c) scanning electron micrographs.

Figure 8.
Microstructural evolution in MoNiCr: (a) V1—initial as-rolled condition; (b) V2—750 °C; (c) V3—850 °C; (d) V4—950 °C; (e) V5—1050 °C; (f) V6—1150 °C.
Figure 8.
Microstructural evolution in MoNiCr: (a) V1—initial as-rolled condition; (b) V2—750 °C; (c) V3—850 °C; (d) V4—950 °C; (e) V5—1050 °C; (f) V6—1150 °C.

Figure 9.
Dependence of MoNiCr hardness on annealing temperature.

Figure 10.
Recrystallization of the MoNiCr alloy: (a) initial as-annealed condition; (b) 5%; (c) 10%; (d) 15%; (e) 20%; (f) 25%. Red arrows indicate the direction of the deformation.
Figure 10.
Recrystallization of the MoNiCr alloy: (a) initial as-annealed condition; (b) 5%; (c) 10%; (d) 15%; (e) 20%; (f) 25%. Red arrows indicate the direction of the deformation.

Figure 11.
Recrystallization of the HN80MTY alloy: (a) initial as-annealed condition; (b) 5%; (c) 10%; (d) 15%; (e) 20%; (f) 25%. Red arrows indicate the direction of the deformation.
Figure 11.
Recrystallization of the HN80MTY alloy: (a) initial as-annealed condition; (b) 5%; (c) 10%; (d) 15%; (e) 20%; (f) 25%. Red arrows indicate the direction of the deformation.

Figure 12.
The hardness of nickel alloys. Legend: IS—initial state, IS_A—annealed initial state.

Figure 13.
Electron backscatter diffraction (EBSD) analysis pole figures: (a) cast state; (b) 5% deformation; (c) 25% deformation.
Figure 13.
Electron backscatter diffraction (EBSD) analysis pole figures: (a) cast state; (b) 5% deformation; (c) 25% deformation.


Figure 14.
Electron backscatter diffraction (EBSD) analysis: (a) cast state band contrast and grain boundaries; (b) cast state IPF coloured grains and grain boundaries; (c) 5% deformation band contrast and grain boundaries; (d) 5% deformation IPF coloured grains and grain boundaries; (e) 25% deformation band contrast and grain boundaries; (f) 25% deformation IPF coloured grains and grain boundaries.
Figure 14.
Electron backscatter diffraction (EBSD) analysis: (a) cast state band contrast and grain boundaries; (b) cast state IPF coloured grains and grain boundaries; (c) 5% deformation band contrast and grain boundaries; (d) 5% deformation IPF coloured grains and grain boundaries; (e) 25% deformation band contrast and grain boundaries; (f) 25% deformation IPF coloured grains and grain boundaries.


Figure 15.
Post-deformation microstructure: φ = 0.5 (a) MoNiCr; (b) HN80MTY); φ = 1.9 (c) MoNiCr; (d) HN80MTY.
Figure 15.
Post-deformation microstructure: φ = 0.5 (a) MoNiCr; (b) HN80MTY); φ = 1.9 (c) MoNiCr; (d) HN80MTY.

Figure 16.
Post-deformation microstructure: φ = 2.5 (a) MoNiCr; (b) HN80MTY.

Figure 17.
Microstructure after corrosion testing.

Figure 18.
Cross section through the surface after corrosion testing imaged in: (a) SE; (b) BSE.

Figure 19.
Locations of EDX analysis. SE imaging.

Figure 20.
Spectrum 1 of EDX analysis.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
HN80MTY.
| C | Mn | P | S | Si | Cu | Cr | Mo | W | Fe |
| 0.015 | 0.01 | 0.003 | 0.002 | 0.049 | 0.01 | 6.92 | 13.25 | 0.083 | 0.33 |
| Al | B | Co | Nb | Ti | V | Ni | |||
| 1.02 | 0.003 | 0.032 | 0.005 | 0.95 | 0.008 | bal. |
Table 2.
MoNiCr.
| C | Mn | P | S | Si | Cu | Cr | Mo | W | Fe |
| <0.002 | 0.005 | 0.004 | 0.002 | 0.039 | 0.008 | 6.03 | 14.25 | <0.015 | 1.82 |
| Al | B | Co | Nb | Ti | V | Ni | |||
| 0.01 | <0.001 | 0.006 | 0.006 | <0.005 | 0.006 | bal. |
Table 3.
Mechanical properties of nickel-based alloys.
| Material | Temp. | YS | UTS | A5 |
|---|---|---|---|---|
| (°C) | (MPa) | (MPa) | (%) | |
| MoNiCr | 23 | 350.8 | 698.4 | 50.8 |
| 750 | 208.2 | 273.7 | 6.2 | |
| HN80MTY | 23 | 345.1 | 707.5 | 53.4 |
| 750 | 230.6 | 361.5 | 21.9 |
Table 4.
Hardness values HV10—recrystallization annealing.
| Specimen | Temperature | HV10 | Recrystallized Volume |
|---|---|---|---|
| V1 | 20 | 290 ± 9 | 4 ± 0.5 |
| V2 | 750 | 234 ± 9 | 11 ± 2 |
| V3 | 850 | 216 ± 4 | 16 ± 3 |
| V4 | 950 | 164 ± 3 | 38 ± 4 |
| V5 | 1050 | 162 ± 6 | 100 |
| V6 | 1150 | 151 ± 4 | 100 |
Table 5.
HV10.
| Deformation | Specimen-HV10 | |
|---|---|---|
| MoNiCr | HN80MTY | |
| IS-as-cast condition | 144 ± 3 | 151 ± 4 |
| IS-as-cast condition_anneal | 139 ± 3 | 148 ± 4 |
| 5% | 130 ± 8 | 163 ± 4 |
| 10% | 134 ± 2 | 156 ± 4 |
| 15% | 141 ± 2 | 153 ± 4 |
| 20% | 141 ± 5 | 155 ± 2 |
| 25% | 141 ± 2 | 158 ± 2 |
Table 6.
Results of the EDX analysis (wt. %).
| Spectrum | Si | Cr | Mn | Fe | Ni | Mo |
|---|---|---|---|---|---|---|
| Spectrum 1 | 26.27 | 1.13 | 23.66 | 48.94 | ||
| Spectrum 2 | 2.83 | 0.75 | 77.62 | 18.80 | ||
| Spectrum 3 | 0.30 | 6.45 | 0.64 | 72.31 | 20.30 | |
| Spectrum 4 | 2.71 | 0.97 | 76.92 | 19.39 | ||
| Spectrum 5 | 0.31 | 6.72 | 0.55 | 72.25 | 20.17 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Koukolikova, M.; Slama, P.; Dlouhy, J.; Cerny, J.; Marecek, M. Cold/Hot Deformation Induced Recrystallization of Nickel-Based Superalloys for Molten Salt Reactors. Metals 2018, 8, 477. https://doi.org/10.3390/met8070477
AMA Style
Koukolikova M, Slama P, Dlouhy J, Cerny J, Marecek M. Cold/Hot Deformation Induced Recrystallization of Nickel-Based Superalloys for Molten Salt Reactors. Metals. 2018; 8(7):477. https://doi.org/10.3390/met8070477
Chicago/Turabian StyleKoukolikova, Martina, Peter Slama, Jaromir Dlouhy, Jan Cerny, and Martin Marecek. 2018. "Cold/Hot Deformation Induced Recrystallization of Nickel-Based Superalloys for Molten Salt Reactors" Metals 8, no. 7: 477. https://doi.org/10.3390/met8070477
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.