Relationship between Flow Behavior and Microstructure Evolution during Isothermal Compression of near β Titanium Alloy Ti-55531 with Acicular Starting Microstructure

Abstract
:1. Introduction
2. Experimental Details
2.1. Material
2.2. Isothermal Compression
2.3. Metallography and Analysis
3. Results
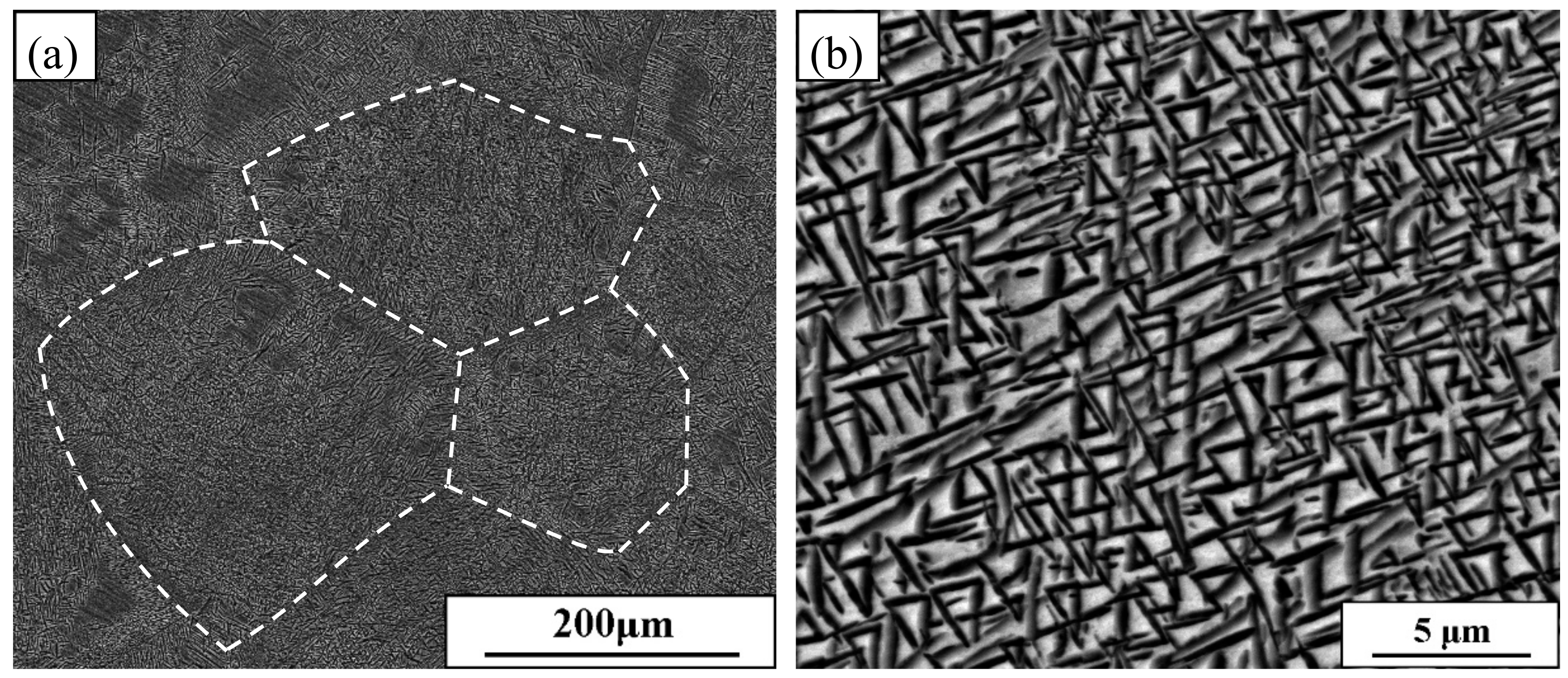
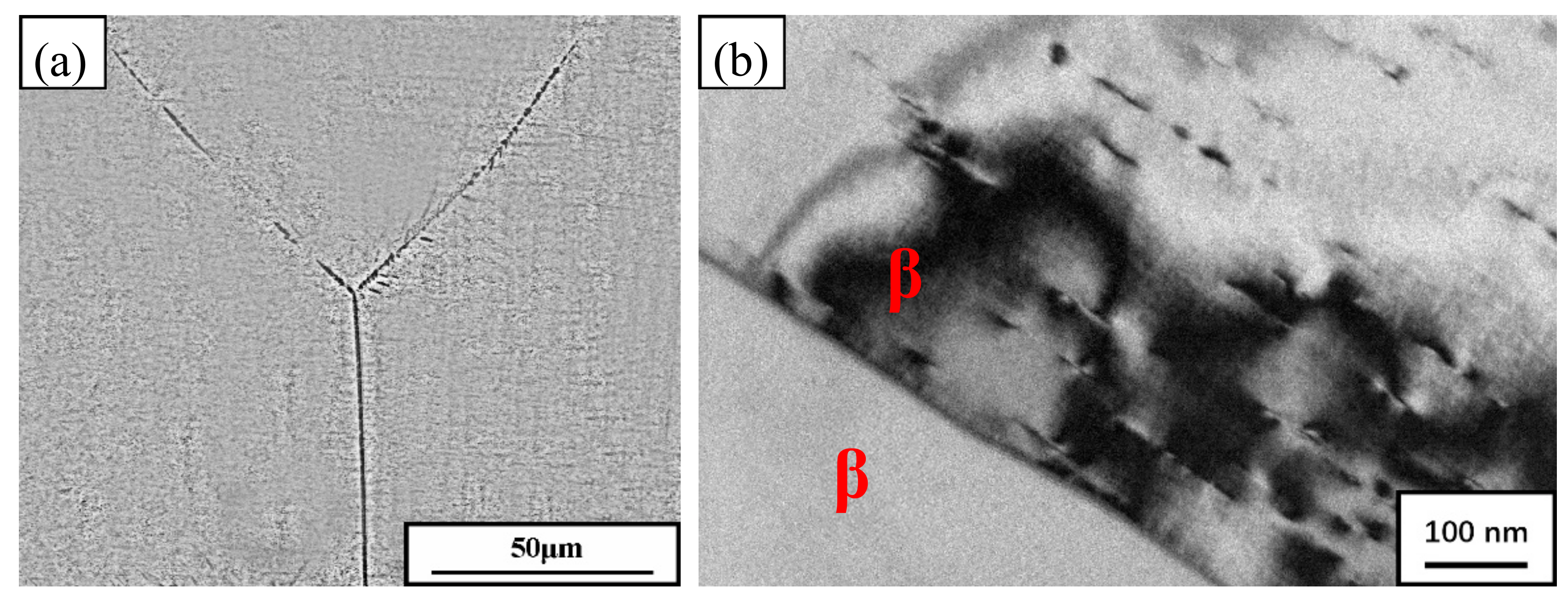
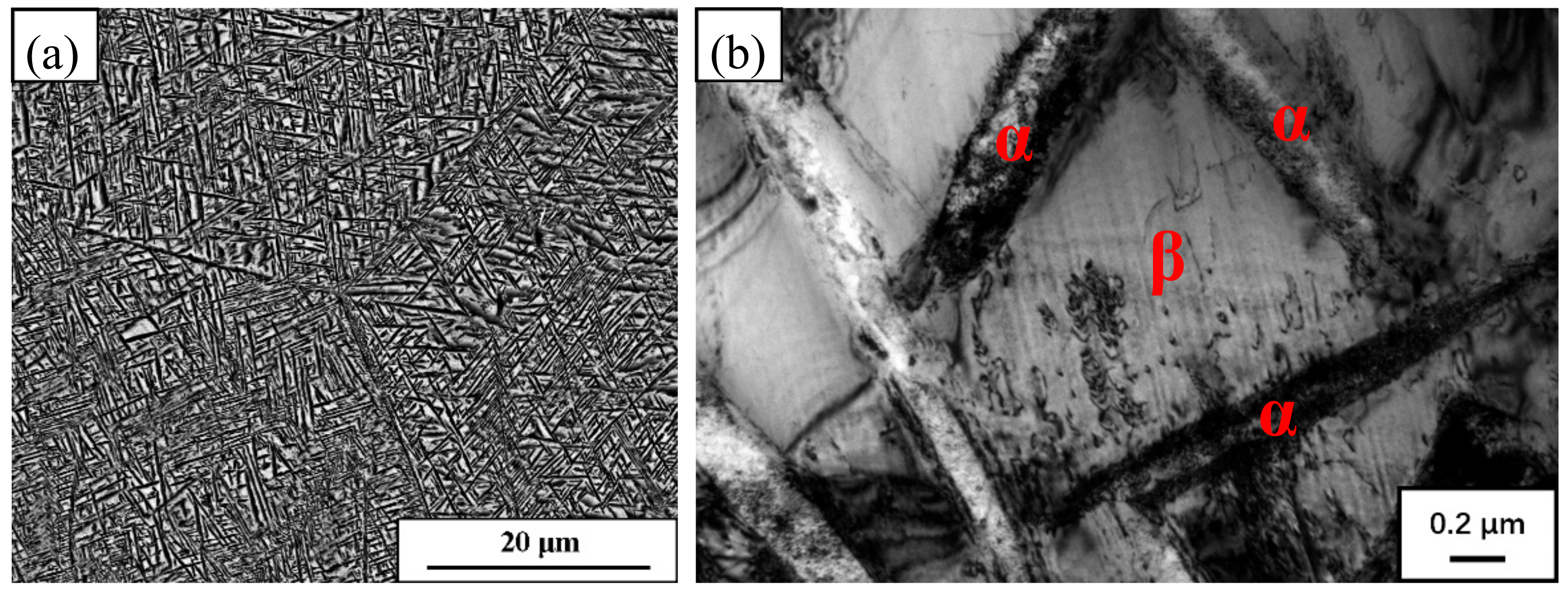
3.1. Heat-Treated Microstructure
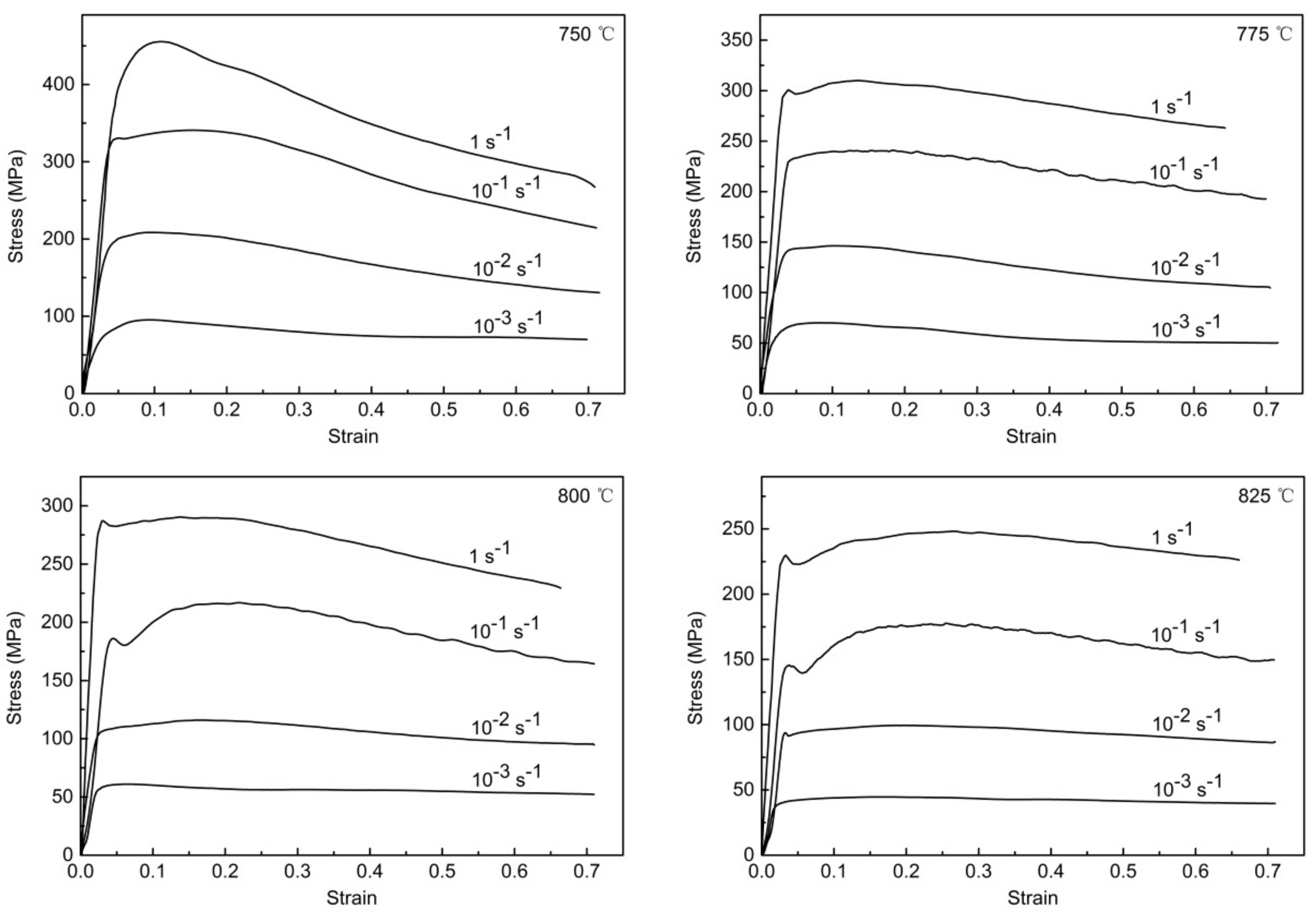
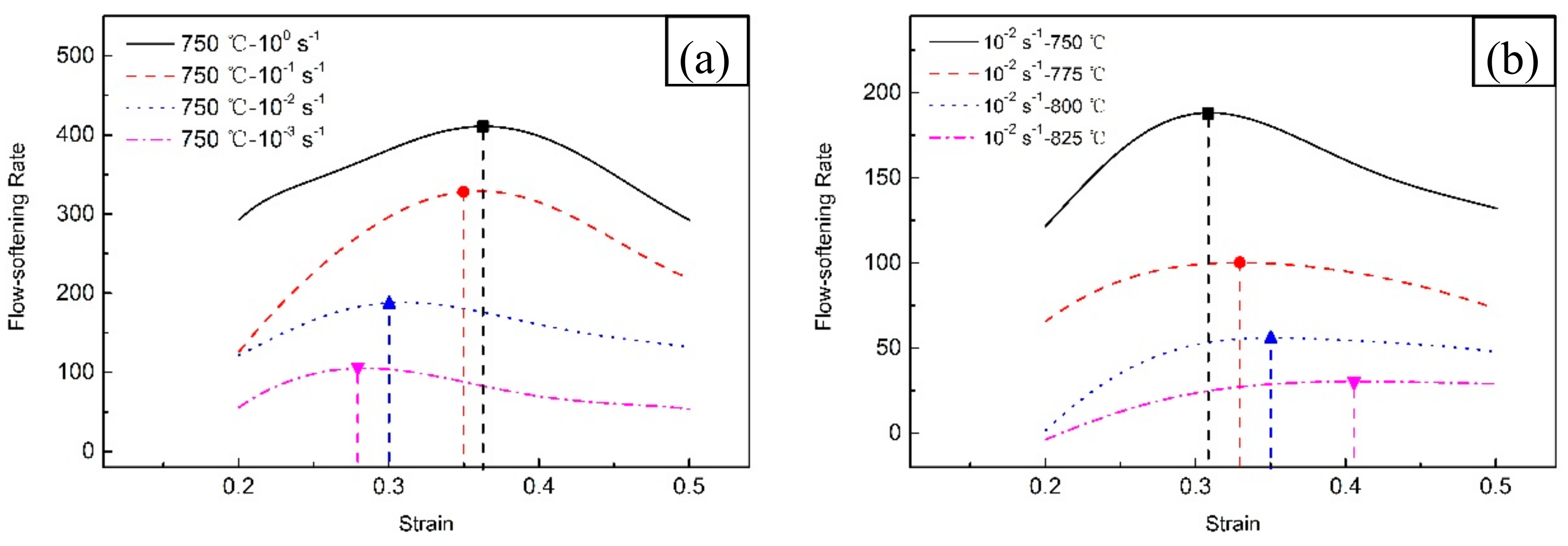
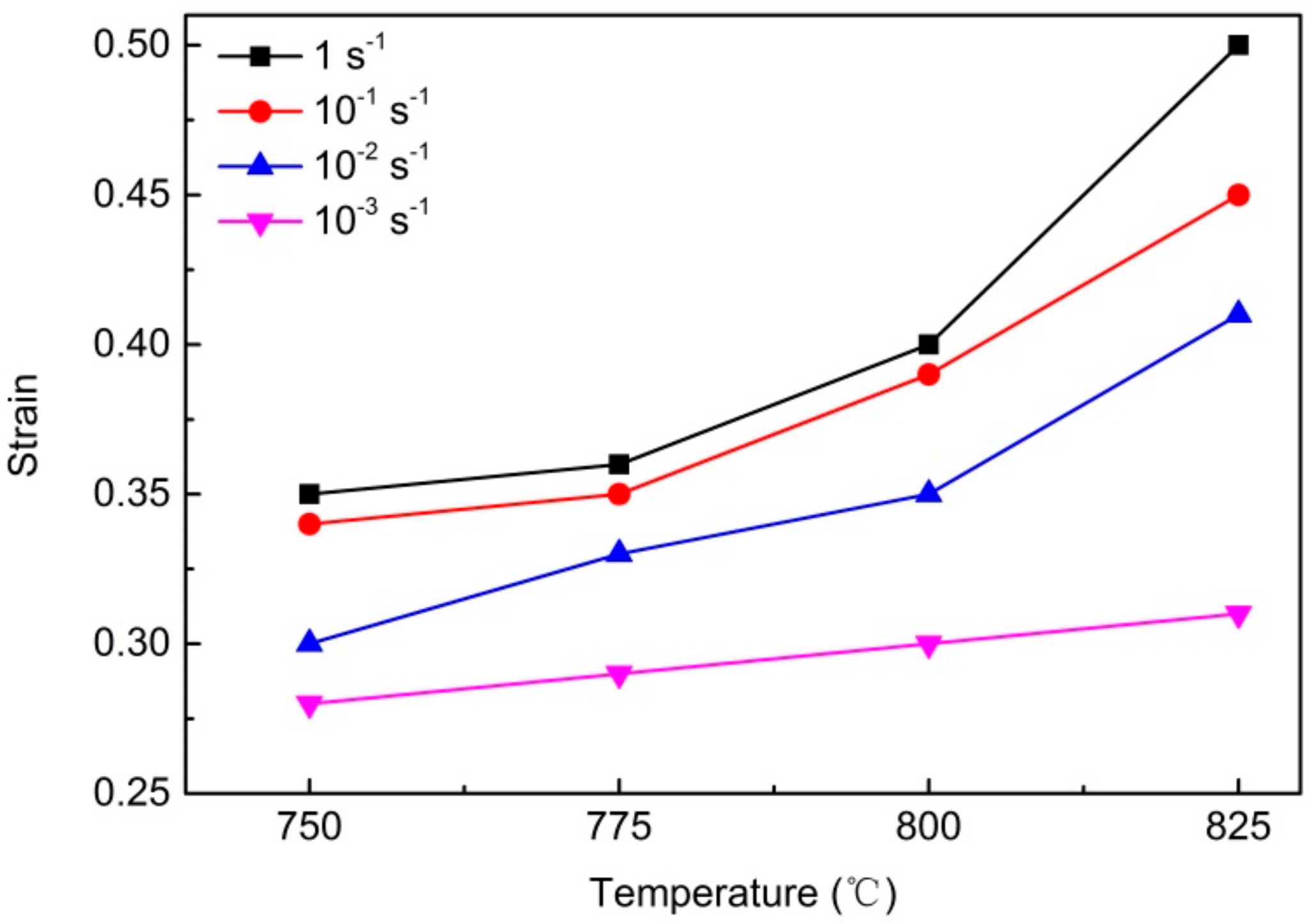
3.2. Flow Behavior
3.3. Microstructure Characterization
3.3.1. Continuous/Discontinuous Yielding
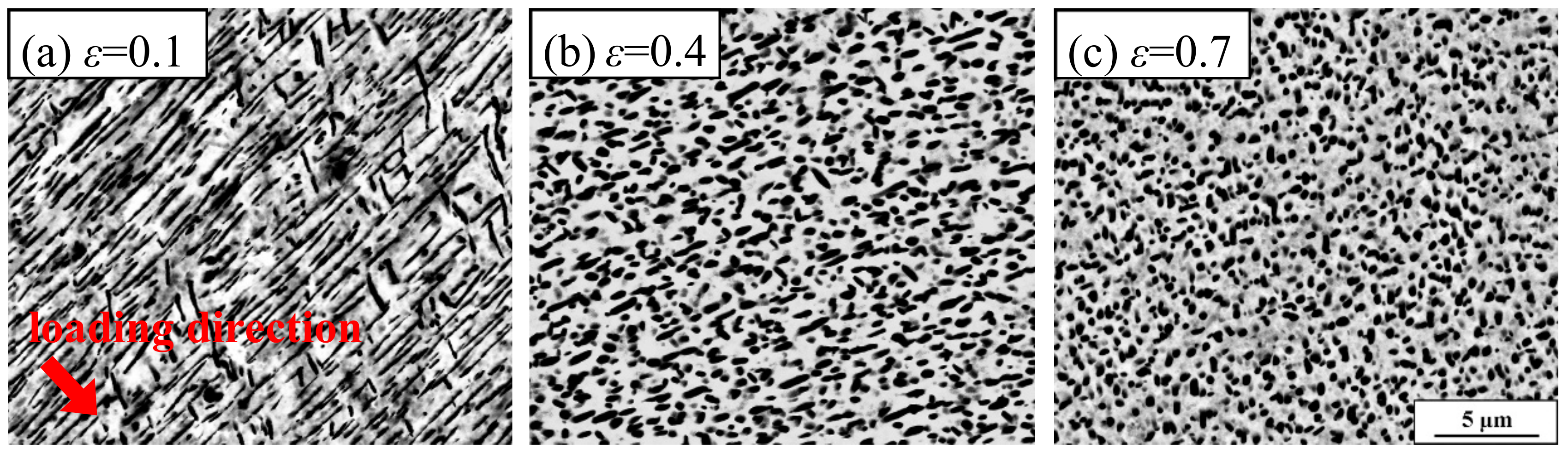
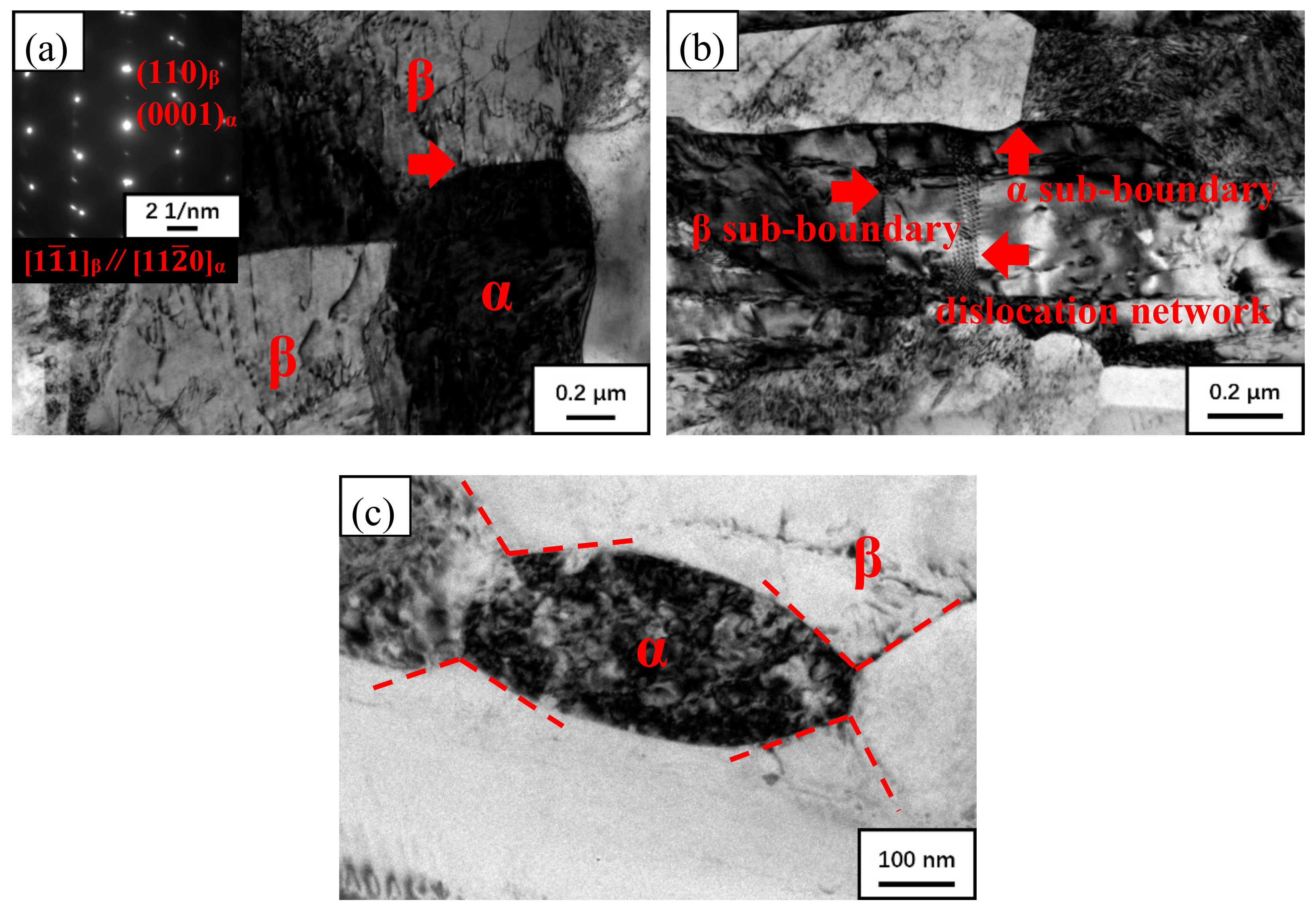
3.3.2. Fragmentation of Acicular α
4. Conclusions
- (1)
- In general, the flow behavior of Ti-55531 with an acicular starting microstructure includes a yielding and a subsequent softening during compression at 750–825 °C with a strain rate of 10−3−1 s−1. Furthermore, the stress decreases with the increase of the temperature and the decrease of the strain rate.
- (2)
- Discontinuous or continuous yielding can be related to the hindrance to the dislocation motion caused by the β grain boundary or α phase at different deformation conditions. At higher temperatures, due to the low α content, the hindrance mainly comes from the β grain boundary. Its discontinuous action including the piling-up and then unpinning of dislocations at the β grain boundary, which leads to discontinuous yielding. At lower temperatures, continuous yielding appears by the continuous hindrance to dislocation motion exerted by the β grain boundary and acicular α together.
- (3)
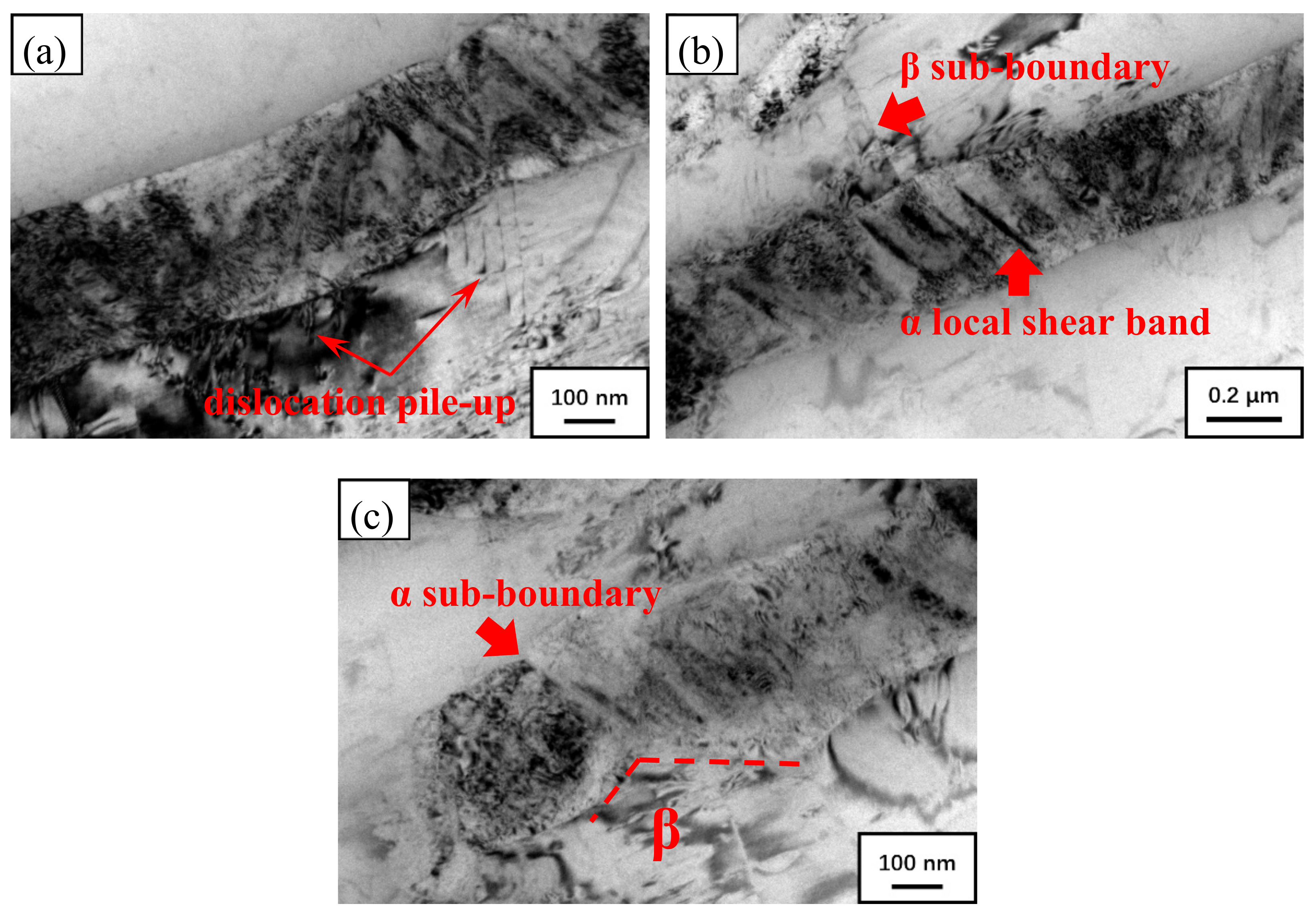
- The substructures in acicular α are evolved from high-density dislocations or local shear bands, which depend on the orientation relationship between neighboring β and α. Sequentially, the β matrix edges into acicular α along the substructure interface, and then fragments the acicular α gradually. A higher strain rate decreases the deformation time to carry out the fragmentation of acicular α, while a higher temperature decreases the dislocation density in the β matrix via promoting β recovery, which does not benefit the substructure formation and the subsequent fragmentation in acicular α. Therefore, the retardation of acicular fragmentation and the resultant decreased flow softening rate can be observed at higher strain rates and temperatures.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Arrazola, P.J.; Garay, A.; Iriarte, L.M.; Armendia, M.; Marya, S.; LeMaitre, F. Machinability of titanium alloys (Ti6Al4V and Ti555.3). J. Mater. Process. Technol. 2009, 209, 2223–2230. [Google Scholar] [CrossRef]
- Warchomicka, F.; Poletti, C.; Stockinger, M. Study of the hot deformation behaviour in Ti-5Al-5Mo-5V-3Cr-1Zr. Mater. Sci. Eng. A 2011, 528, 8277–8285. [Google Scholar] [CrossRef]
- Jones, N.G.; Dashwood, R.J.; Dye, D.; Jackson, M. The Flow Behavior and Microstructural Evolution of Ti-5Al-5Mo-5V-3Cr during Subtransus Isothermal Forging. Metall. Mater. Trans. A 2009, 40, 1944–1954. [Google Scholar] [CrossRef]
- Boyer, R.R. An overview on the use of titanium in the aerospace industry. Mater. Sci. Eng. A 1996, 213, 103–114. [Google Scholar] [CrossRef]
- Nag, S.; Banerjee, R.; Srinivasan, R.; Hwang, J.Y.; Harper, M.; Fraser, H.L. ω-Assisted nucleation and growth of α precipitates in the Ti-5Al-5Mo-5V-3Cr-0.5Fe β titanium alloy. Acta Mater. 2009, 57, 2135–2147. [Google Scholar] [CrossRef]
- Jackson, M.; Jones, N.G.; Dye, D.; Dashwood, R.J. Effect of initial microstructure on plastic flow behavior during isothermal forging of Ti-10V-2Fe-3Al. Mater. Sci. Eng. A 2009, 501, 248–254. [Google Scholar] [CrossRef]
- Brian, A.W. Microstructural and Property Relationships in Titanium Alloy Ti-5553; The Ohio State University: Columbus, OH, USA, 2010. [Google Scholar]
- Jonas, J.J.; Heritier, B.; Luton, M.J. Anneal hardening and flow softening in beta zirconiumniobium alloys. Metall. Mater. Trans. A 1979, 10, 611–620. [Google Scholar] [CrossRef]
- Wanjara, P.; Jahazi, M.; Monajati, H.; Yue, S.; Immarigeon, J.-P. Hot working behavior of near-α alloy IMI834. Mater. Sci. Eng. A 2005, 396, 50–60. [Google Scholar] [CrossRef]
- Ankem, S.; Shyue, J.G.; Vijayshankar, M.N.; Arsenault, R.J. The effect of volume per cent of phase on the high temperature tensile deformation of two-phase Ti-Mn alloys. Mater. Sci. Eng. A 1989, 111, 51–61. [Google Scholar] [CrossRef]
- Philippart, I.; Rack, H.J. High temperature dynamic yielding in metastable Ti-6.8Mo-4.5Fe-1.5Al. Mater. Sci. Eng. A 1998, 243, 196–200. [Google Scholar] [CrossRef]
- Ma, X.; Zeng, W.D.; Sun, Y.; Wang, K.X.; Lai, Y.J.; Zhou, Y.G. Modeling constitutive relationship of Ti17 titanium alloy with lamellar starting microstructure. Mater. Sci. Eng. A 2012, 538, 182–189. [Google Scholar] [CrossRef]
- Castany, P.; Pettinari-Sturmel, F.; Douin, J.; Coujou, A. In situ transmission electron microscopy deformation of the titanium alloy Ti-6Al-4V: Interface behavior. Mater. Sci. Eng. A 2008, 483–484, 719–722. [Google Scholar] [CrossRef]
- Suri, S.; Viswanathan, G.B.; Neeraj, T.; Hou, D.-H.; Mills, M.J. Room temperature deformation and mechanisms of slip transmission in oriented single-colony crystals of an α/β titanium alloy. Acta Mater. 1999, 47, 1019–1034. [Google Scholar] [CrossRef]
- Guo, Y.; Britton, T.B.; Wilkinson, A.J. Slip band-grain boundary interactions in commercial-purity titanium. Acta Mater. 2014, 76, 1–12. [Google Scholar] [CrossRef]
- Li, L.; Luo, J.; Yan, J.J.; Li, M.Q. Dynamic globularization and restoration mechanism of Ti-5Al-2Sn-2Zr-4Mo-4Cr alloy during isothermal compression. J. Alloys Compd. 2015, 622, 174–183. [Google Scholar] [CrossRef]
- Weiss, I.; Froes, F.H.; Eylon, D.; Welsch, G.E. Modification of Alpha Morphology in Ti-6AI-4V by Thermomechanical Processing. Metall. Mater. Trans. A 1986, 17, 1935–1947. [Google Scholar] [CrossRef]
- Zherebtsov, S.; Murzinova, M.; Salishchev, G.; Semiatin, S.L. Spheroidization of the lamellar microstructure in Ti-6Al-4V alloy during warm deformation and annealing. Acta Mater. 2011, 59, 4138–4150. [Google Scholar] [CrossRef]
- Robertson, D.G.; Mcshane, H.B. Isothermal hot deformation behavior of (α+β) titanium alloy Ti-4Al-4Mo-2Sn-0.5Si (IMI 550). Mater. Sci. Technol. 1997, 13, 459–468. [Google Scholar] [CrossRef]
- Mironov, S.; Murzinova, M.; Zherebtsov, S.; Salishchev, G.A.; Semiatin, S.L. Microstructure evolution during warm working of Ti-6Al-4V with a colony-α microstructure. Acta Mater. 2009, 57, 2470–2481. [Google Scholar] [CrossRef]
- Semiatin, S.L.; Furrer, D.U. Modeling of microstructure evolution during the thermomechanical processing of titanium alloys. In ASM Handbook; Semiatin, S.L., Furrer, D.U., Eds.; Fundamentals of Modeling for Metals Processing; ASM International: Materials Park, OH, USA, 2009; Volume 22. [Google Scholar]
- Li, C.; Zhang, X.Y.; Zhou, K.C.; Peng, C.Q. Relationship between lamellar α evolution and flow behavior during isothermal deformation of Ti-5Al-5Mo-5V-1Cr-1Fe near β titanium alloy. Mater. Sci. Eng. A 2012, 558, 668–674. [Google Scholar] [CrossRef]
- Kim, J.H.; Semiatin, S.L.; Lee, C.S. Constitutive analysis of the high-temperature deformation of Ti-6Al-4V with a transformed microstructure. Acta Mater. 2003, 51, 5613–5626. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | Mo | V | Cr | Zr | Fe | Impurity Elements |
|---|---|---|---|---|---|---|---|
| wt % | 5.20 | 4.92 | 4.96 | 2.99 | 1.08 | 0.40 | 0.16 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, S.; Lv, Y.; Zhang, X.; Zhou, K. Relationship between Flow Behavior and Microstructure Evolution during Isothermal Compression of near β Titanium Alloy Ti-55531 with Acicular Starting Microstructure. Metals 2018, 8, 467. https://doi.org/10.3390/met8060467
Li S, Lv Y, Zhang X, Zhou K. Relationship between Flow Behavior and Microstructure Evolution during Isothermal Compression of near β Titanium Alloy Ti-55531 with Acicular Starting Microstructure. Metals. 2018; 8(6):467. https://doi.org/10.3390/met8060467
Chicago/Turabian StyleLi, Shaojun, Yaping Lv, Xiaoyong Zhang, and Kechao Zhou. 2018. "Relationship between Flow Behavior and Microstructure Evolution during Isothermal Compression of near β Titanium Alloy Ti-55531 with Acicular Starting Microstructure" Metals 8, no. 6: 467. https://doi.org/10.3390/met8060467
APA StyleLi, S., Lv, Y., Zhang, X., & Zhou, K. (2018). Relationship between Flow Behavior and Microstructure Evolution during Isothermal Compression of near β Titanium Alloy Ti-55531 with Acicular Starting Microstructure. Metals, 8(6), 467. https://doi.org/10.3390/met8060467